Elaboracja
1. Zespół czynności przy produkcji amunicji, środków rażenia i niszczenia, mających na celu
przygotowanie tych środków do użycia zgodnie z przeznaczeniem . Główną czynnością
procesu elaboracji jest napełnianie łusek miotającymi materiałami wybuchowymi,
instalowanie ładunku inicjującego i łączenie z pociskiem;
2. Zespół czynności mających na celu przygotowanie rakiet do użycia zgodnie z
przeznaczeniem. Główną czynnością procesu elaboracji jest montaż, uzbrajanie i
napełnianie rakiet materiałami napędowymi.
3. Szczegółowa specyfikacja naboju zespolonego lub partii amunicji zawierająca:
•
nazwę producenta łuski;
•
długość łuski po skróceniu;
•
nazwę producenta, typ i masę zastosowanego pocisku, lub materiał i masę
użytego śrutu;
•
nazwę producenta i typ stosowanego prochu;
•
ilość prochu (najczęściej w imperialnej jednostce Gran);
•
nazwę i typ użytej spłonki;
•
typ użytej przybitki – tylko dla amunicji przeznaczonej do broni
gładkolufowej;
•
długość gotowego naboju po osadzeniu pocisku (zamknięciu naważki śrutu);
•
prędkość początkową pocisku lub wiązki śrutu wraz z nazwą producenta i
długością lufy broni, dla której dokonano pomiaru.
Również partia gotowej amunicji wykonanej według takiej specyfikacji.
Szczególnym przypadkiem elaboracji amunicji jest elaboracja ręczna lub reelaboracja –
jeśli używa się łusek pochodzących z amunicji uprzednio odstrzelonej – amunicji myśliwskiej
i sportowej w warunkach nie fabrycznych (w dalszej części skrótowo nazywana elaboracją) .
Polega na wypełnieniu łuski – w przypadku reelaboracji, po przywróceniu jej wymiarów
nominalnych – materiałem miotającym (proch bezdymny), osadzeniu w niej pocisku, oraz
zamontowaniu spłonki inicjującej.
Historia elaboracja rozpoczęła się w momencie opracowania pierwszej broni na nabój
scalony. Ówczesny poziom techniki, oraz w początkowym okresie niewielki popyt, nie
pozwalały na przemysłową produkcję amunicji. Z konieczności amunicja scalana była ręcznie
w niewielkich manufakturach. W okresie późniejszym większość cywilnie stosowanej
amunicji elaborowana była przez użytkowników ze względów czysto ekonomicznych. Druga
dekada XX wieku przyniosła powszechne zastosowanie prochu nitrocelulozowego, co
powodowało na tyle istotne odkształcenia metalowych łusek, że ich ponowne użycie stało się
niemożliwe. Elaboracja amunicji do broni z lufami gwintowanymi przestała mieć sens,
natomiast elaboracja amunicji do broni gładkolufowej stosowana była nadal powszechnie.
Rozwój technologi i wzrost zainteresowania strzelectwem rekreacyjnym we wczesnych latach
powojennych przyczyniły się do gwałtownego rozwoju elaboracji. Obecnie, według danych
szacunkowych największych producentów pocisków
[1]
liczba pocisków sprzedawanych do
elaboracji ponad czterokrotnie przekracza ilość pocisków zużywanych przez producentów
amunicji.

Nabój do stosowania w gładkiej lufie broni o kalibrze 12/70 w przeźroczystej plastikowej
łusce. Wewnątrz widoczne od lewej: proch bezdymny, przybitka, śrut ołowiany i zatyczka
Półprzekrój współczesnego naboju strzeleckiego.
Dlaczego elaboracja?
Mogłoby się wydawać, że przy obecnej ofercie amunicji fabrycznej elaboracja nie ma
żadnego sensu i tak jest istotnie, w większości przypadków, gdy amunicja przeznaczona jest
wyłącznie do celów myśliwskich. Jest jednak szereg powodów, dla których myśliwi i
sportowcy decydują się na elaborację:
•
Ze względów ekonomicznych. Najdroższym elementem naboju jest łuska stanowiąca
~50% kosztu wytworzenia naboju więc wielokrotne jej używanie pozwala obniżyć
koszty o połowę. Istnieje również możliwość samodzielnego odlewania pocisków
ołowianych, co daję kolejną oszczędność rzędu 25%. Amunicja do kalibrów rzadziej
stosowanych – zwłaszcza kalibrów „dużych” – jest nieproporcjonalnie droga w
stosunku do kosztów jej wytworzenia: samodzielnie scalona amunicja w kalibrach
takich jak 9.3x74R, .375 H&H Mag, .416 Rigby, .458 Winchester i podobnych jest
około czterokrotnie tańsza od oferowanej przez sklepy myśliwskie.
•
Ze względu na jakość amunicji. Przemysłowa produkcja amunicji wymaga
objętościowego odmierzania ładunku prochu a kontrola jakości ogranicza się do kilku
sztuk z dużej partii. Elaboracja ręczna pozwala na wagowe dozowanie prochu i
kontrolę każdej scalonej sztuki. Ponadto w warunkach nie przemysłowych możliwe
jest wykonanie wielu wariantów amunicji (różne naważki, różne prochy, różne
głębokości osadzenia pocisku), przeprowadzenie praktycznych testów na strzelnicy i
wybór amunicji najlepiej dopasowanej do konkretnej broni.
•
Dla uzyskania szczególnych właściwości amunicji. Elaboracja pozwala uzupełnić
ofertę handlową o pożądaną, do szczególnych zastosowań amunicję. Czasem są to
powody irracjonalne, czasem wymagane przepisami lokalnego prawa a czasem
potrzebą konkretnego zastosowania broni.
o
możliwe jest zastosowanie ulubionego pocisku w kalibrze, w którym nie jest
on oferowany;
o
wiele kalibrów łatwo jest „wzmocnić” do wymaganego prawem minimum –
np. całkowicie bezpieczne jest osiągnięcie 2 000 J w odległości 100 m od lufy

dla kalibru 30-30 Win, co jest warunkiem do polowania na starsze dziki i
jelenie w Polsce
[2]
;
o
możliwe jest dostosowanie balistyki zewnętrznej pocisku do konkretnego
zastosowania przez radykalne zmniejszenie jego prędkości lub zwiększenie
przy użyciu pocisku znacznie lżejszego.
•
Z konieczności. Posiadacze zabytkowej broni w kalibrach, do których żaden
producent nie oferuje amunicji, mogą – w stosunkowo łatwy sposób – zaopatrzyć się
w dostateczną ilość naboi. Współczesne urządzenia, w oparciu o materiały
publikowane, pozwalają na zmianę łuski odpowiednio wybranego kalibru do
oczekiwanych wymiarów i dalszą elaborację. Tą samą metodę stosują projektanci tzw.
wildcatów – kalibrów nie uwzględnionych w normach ani specyfikacjach
fabrycznych. Najczęściej wildcaty używają standardowej łuski jakiegoś kalibru i
jedynie jej szyjka jest zwężona lub poszerzona, co umożliwia zastosowanie pocisku o
większej lub mniejszej średnicy.
•
Dla przyjemności. Wielu strzelców sportowych i myśliwych traktuje elaborację jako
hobby.
Sprzęt do elaboracji
Elaboracja amunicji do luf gwintowanych jest w Polsce stosunkowo młodą dziedziną i
dlatego w wielu przypadkach brakuje polskiego nazewnictwa dla używanego sprzętu, a nawet
tam gdzie ono istnieje zwyczajowo najczęściej używa się nazw angielskich. Z tego powodu w
dalszej części stosowane będzie często nazewnictwo anglojęzyczne z jednorazowym
swobodnym tłumaczeniem lub wyjaśnieniem opisowym.
Obecna oferta urządzeń i narzędzi jest bardzo szeroka. Oferowany jest zarówno prosty sprzęt
ręczny jak i specjalizowane urządzenia z napędem elektrycznym wykonujące kilka operacji
jednocześnie.

Jednostanowiskowa prasa typu O
Prasy elaboracyjne
Prasa jest podstawowym sprzętem w elaboracji, montowane w niej narzędzia pozwalają na
przywrócenie łusce fabrycznych wymiarów, wymianę spłonki, zasypanie prochem i osadzenie
pocisku. Zależnie od konstrukcji prasy i celu elaboracji (maksymalna dokładność lub
maksymalna wydajność) część (czasem większość) operacji wykonuje się przy pomocy
specjalizowanych narzędzi nie montowanych do prasy.
Ze względu na stopień zautomatyzowania prasy dzielimy na:
•
ręczne. Proste urządzenia najczęściej kształtem przypominające szczypce oraz
zawijarki do amunicji przeznaczonej do broni gładkolufowej;
•
jednostanowiskowe. Trwale przytwierdzone do stołu prasy pozwalające na
montowanie tylko jednej matrycy i jednego uchwytu łuski (shellholder). Po
wykonaniu jednej operacji na całej serii elaborowanych łusek konieczna jest zmiana
matrycy celem wykonania kolejnej czynności. Prasy jednostanowiskowe stosuje się
zawsze przy elaboracji amunicji precyzyjnej, a także gdy wydajność nie jest
argumentem kluczowym. Różnią się kształtem, umownie nazywane literą:
o
prasy typu C – odlewana (najczęściej) konstrukcja kształtem przypominają
literę C, matryca i trzpień z uchwytem łuski zamykają otwartą stronę litery;
o
prasy typu O – odlewana (najczęściej) konstrukcja kształtem przypominają
literę O, matryca i trzpień z uchwytem łuski znajdują się w środku litery;
o
prasy typu H – stalowa konstrukcja oparta na dwóch pionowych trzpieniach
między którymi przesuwa się pozioma płyta z uchwytem łuski, matryca jest
montowana do „sklepienia” trzpieni;
o
prasy typu Arbor (ang. pergola, altana) – rozbudowana wersja prasy H, posiada
3 lub 4 pionowe trzpienie konstrukcji;
•
wielostanowiskowe. Prasy pozwalają na montaż 2 do 6 matryc i wykonania kilku
operacji po jednorazowym włożeniu łuski do uchwytu. Najczęściej spotykane typy
pras wielostanowiskowych to:
o
prasy Turret (z obrotową głowicą, w której montowanych jest kilka matryc) –
po wykonaniu jednej operacji ręcznie obraca się głowicę o kąt, przy którym
kolejna matryca znajduje się nad łuską. Prasy te cechują się nieco mniejszą
precyzją i niewiele większą wydajnością od pras jednostanowiskowych,
polecane są dla myśliwych często wykonujących niewielką ilość amunicji;
o
prasy typu Arbor – posiadają konstrukcję analogiczną do pras
jednostanowiskowych z tą różnicą, że możliwe jest w niej zamontowanie kilku
matryc i uchwytów łusek obok siebie. Mimo że po każdej operacji konieczne
jest przełożenie łuski do sąsiedniego uchwytu posiadają podobną wydajność co
prasy Turret, lecz przewyższają je precyzją wykonania amunicji;
o
prasy progresywne – posiadają obrotową głowicę do montażu matryc lub płytę
z uchwytami łusek. Po wykonaniu jednej operacji uchwyty łusek
automatycznie obracają się o jedno stanowisko, do kolejnego uchwytu należy
włożyć łuskę i podczas gdy na tej łusce wykonywana jest pierwsza operacja na
poprzedniej wykonywana jest kolejna. Po wykonaniu pełnego obrotu gotowy
nabój wypada do pudełka. Najprostsze konstrukcyjnie prasy tego typu
wykonują kolejne operacje na jednej łusce nie zmieniającej swego położenia a
ruch obrotowy wykonuje głowica z matrycami. Prasy progresywne cechują się

bardzo dużą wydajnością (do 1 200
[3]
szt. amunicji na godzinę) i obniżoną
precyzją, polecane są przede wszystkim do dynamicznych strzelań
sportowych, gdzie ilość wykonanej amunicji jest ważniejsza od jej
powtarzalności. Również są najodpowiedniejsze do elaboracji amunicji
śrutowej.
Użycie matryc ręcznych
Matryce i uchwyty łuski
Matryce i uchwyty łusek
Matryce są podstawowymi narzędziami służącymi do przywrócenia łusce nominalnych
wymiarów, usunięcia wypalonej spłonki i osadzenia pocisku.
Istnieje wąska grupa matryc, których użycie nie wymaga prasy elaboracyjnej, lecz stosować
je można w dowolnej niewielkiej prasie stołowej a nawet przy pomocy gumowego młotka.
Ten typ matryc nie formatuje całej łuski lecz jedynie jej szyjkę – dlatego można je stosować
niewielką ilość razy do formatowania tej samej partii łusek oraz wyłącznie, gdy łuski
pochodzą z amunicji wystrzelonej z tej samej broni, w której używane będą ponownie.
W większości przypadków wystarczające jest posiadanie 2 lub 3 matryc do każdego z
elaborowanych kalibrów:
•
FL Die – matryca do formatowania całej łuski i usuwania wystrzelonej spłonki;
•
Seater Die – matryca do osadzania pocisku;
•
Expander Die – matryca do poszerzania końcówki łuski celem łatwiejszego
wprowadzenia pocisku, potrzebna jest jedynie do łusek cylindrycznych nie
posiadających charakterystycznej szyjki – głównie łusek pistoletowych i
rewolwerowych a także niektórych starych kalibrów karabinowych (np ..45-70
Goverment) oraz łusek amunicji do broni gładkolufowej.
Przy elaboracji amunicji precyzyjnej lub pracy na prasie progresywnej, a także dla
oszczędności łusek (zwiększenia ich trwałości nawet do ponad 100 ładowań) stosuje się
dodatkowo matryce:
•
Decaping Die – matryca do usuwania spłonek, zazwyczaj jest to matryca uniwersalna
pasująca do prawie wszystkich kalibrów;
•
Neck Die (lub NS Die) – matryca do formatowania jedynie szyjki łuski;
•
Body Die – matryca do formatowania jedynie komory prochowej łuski;
•
Crimp Die – matryca do wzmacniania zacisku pocisku w szyjce łuski;
•
Trimm Die – matryca do skracania szyjki łuski, obecnie rzadko stosowana – do
skracania używa się trimmery;
•
Powder Charging Die – matryca do dozowania prochu na prasie progresywnej;
•
Powder Charge Indicator Die – matryca do kontroli ilości wsypanego na prasie
progresywnej prochu;
•
Powder Compress Die – matryca do ubijania prochu w łusce;
•
Case Forming Die – matryca (czasem komplet kilku matryc) do zmiany kalibru łuski,
stosowana do otrzymywania łusek w kalibrach już nie produkowanych z łusek łatwo
osiągalnych, często wymaga dużej prasy jednostanowiskowej typu O lub Arbor;
•
Blank Crimp Die – matryca do amunicji ślepej;
•
Neck Reamer Die – matryca do wygładzania wnętrza szyjki łuski i zmniejszania
grubości szyjki łuski, zawsze w komplecie ze specjalnym rozwiertakiem;
Matryce formatujące szyjkę łuski – FL Die i NS Die – oferowane są w dwóch wariantach:
•
Expander Type – z trzpieniem poszerzającym. Ponieważ łuski pochodzące od różnych
producentów, a nawet z różnych serii produkcyjnych, posiadają różną grubość ścianki
łuski szyjka musi być sformatowana do wymiaru gwarantującego prawidłowy zacisk
pocisku w łusce o minimalnej dopuszczalnej grubości. Jeżeli grubość szyjki jest
większa, to pocisku nie będzie się dało wcisnąć i dlatego matryca posiada specjalny
trzpień odpowiednio poszerzający wnętrze sformatowanej szyjki.
•
Bushing Type – matryca ma wymienne tuleje (bushingi) o średnicach zapewniających
formatowanie szyjki bez konieczności jej późniejszego poszerzania. Najczęściej
konieczne jest posiadanie kilku bushingów o średnicach dopasowanych do różnych
partii posiadanych łusek i różnych zastosowań elaborowanej amunicji. Ten typ matryc
jest zdecydowanie droższy ale pozwala kontrolować siłę zacisku pocisku i zwiększa
trwałość łusek.
Matryce NS Die i Body Die występują w dwóch wariantach: z „podbiciem ramion” – kontrolą
headspace i bez.
Część matryc Bushing Type i Seater Die wyposażona jest w śrubę mikrometryczną
ułatwiającą precyzyjną kontrolę głębokości formatowania szyjki i głębokości osadzenia
pocisku (długości naboju).
Uchwyt łuski (shellholder) jest niewielką tulejką pozwalającą na stabilne utrzymanie łuski w
prasie, wystarczająco silne by nie tylko wciśnięcie łuski do matrycy było możliwe, lecz
również jej wyciągnięcie. Shellholdery używane do formatowania znajdują również
zastosowanie w wielu priming tools (narzędziach do osadzania spłonki w łusce) oraz
trimmerach (urządzeniach do skracania łuski). W rzadkich przypadkach shellholdery
dedykowane są do jednego tylko kalibru, najczęściej jeden uchwyt pasuje do kilku-kilkunastu
kalibrów o podobnej średnicy denka i wtoku oraz wysokości wtoku nad denkiem łuski.
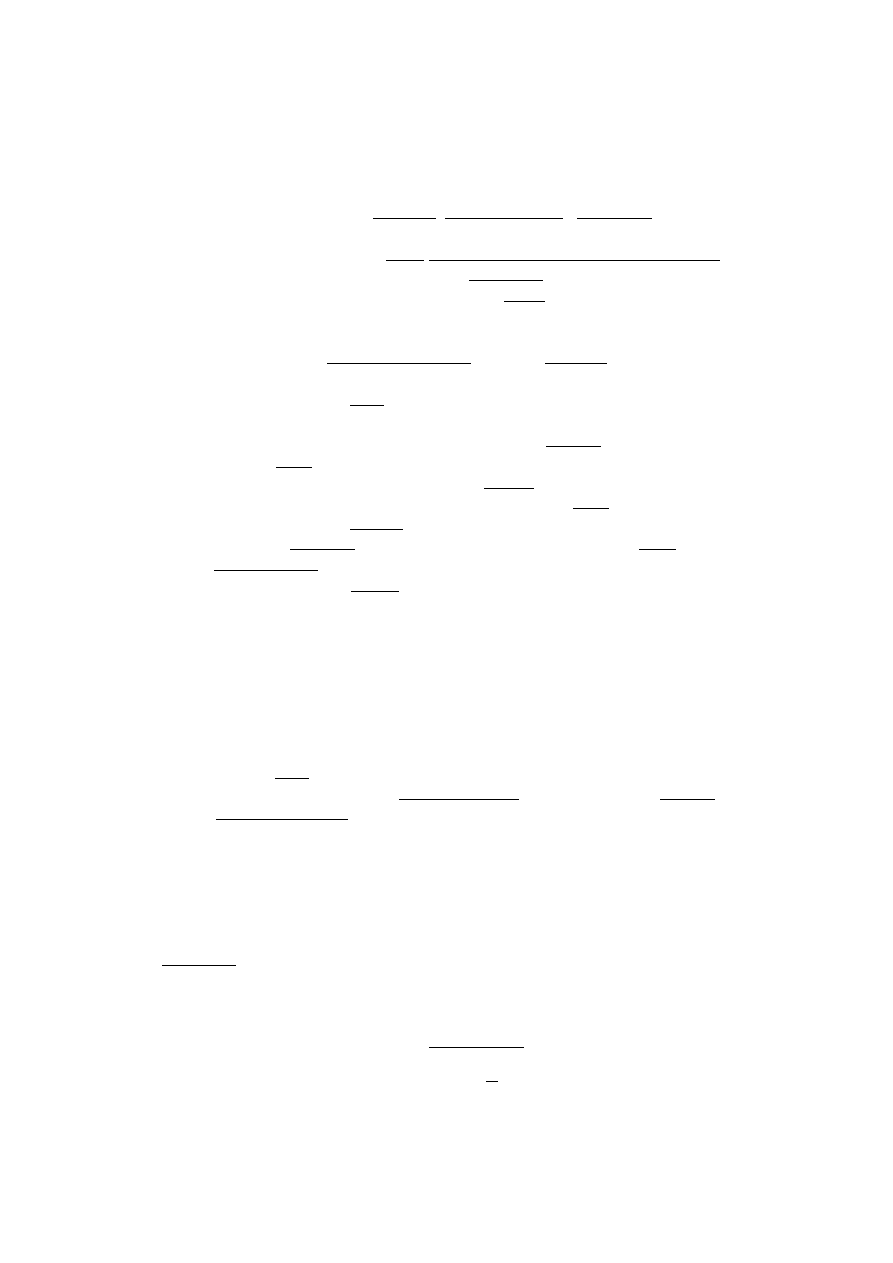
Priming Tool
Narzędzia do osadzania spłonek
Zdecydowana większość pras posiada odpowiednie oprzyrządowanie pozwalające na
osadzenie nowych spłonek do sformatowanych łusek. Często jednak podczas elaboracji z
użyciem pras innych niż progresywne stosuje się niezależne narzędzia – Priming Tools, z
kilku powodów:
•
Ręczne matryce zawsze pozwalają osadzić nową spłonkę podczas wybijania łuski z
matrycy po formatowaniu.
•
Z konieczności. Ręczne prasy zazwyczaj nie umożliwiają tej operacji, podobnie jak
część prostych pras stanowiskowych.
•
Dla wygody i bezpieczeństwa. Przy osadzaniu dużej ilości spłonek specjalistyczne
narzędzia znacznie przyspieszają pracę. Pozwalają również na lepszą kontrolę siły
wciskania – spłonki zbyt luźne często wypadają z łuski podczas strzału, co oczywiście
skutkuje przedmuchem gazów prochowych do komory zamkowej.
Praktycznie wszystkie Priming Tools są narzędziami ręcznymi, różnią się jednak znacznie
budową i zaawansowaniem technologicznym. Przy elaboracji niewielkich ilości amunicji
najczęściej stosowane są narzędzia kształtem przypominające szczypce – jedną stroną mocują
łuskę, drugą zakończoną odpowiednio uformowanym końcem wciskają spłonki do gniazda.
Najpopularniejsze są jednak narzędzia zbliżone wyglądem do ilustracji obok. Spłonki
znajdujące się w talerzyku wciskane są do gniazda w łusce zamocowanej w uchwycie
znajdującym się na górze rękojeści. Zależnie od konstrukcji Priming Tool używa tych samych
shellholderów co prasy elaboracyjne, dedykowanych do narzędzia lub uniwersalnych do

wszystkich kalibrów. Stosuje się również podobnie wyglądające narzędzia, które zamiast
tacki używają paska z wciśniętymi do niego spłonkami. Paski można kupować załadowane
fabrycznie lub napełniać je samemu.
Dozownik Prochu
Dozowniki prochu
Dozowniki prochu służą do odmierzenia wymaganej – wynikającej z tabel elaboracyjnych –
naważki prochu dla danego kalibru, z uwzględnieniem: gatunku prochu, producenta i typu
pocisku, planowanej długości naboju po scaleniu oraz parametrów mniej istotnych jak
producenta łuski czy producenta i typu spłonki. Odmierzanie naważki odbywa się jedno- lub
dwu-etapowo: wstępną naważkę uzupełnia się drugim narzędziem, bardziej precyzyjnym.
Dozowniki prochu znacznie różnią się między sobą budową, dokładnością i wydajnością.
Najczęściej wyróżnia się następujące typy:
•
Powder Charging Die – stosowane niemal wyłącznie przy elaboracji z użyciem pras
progresywnych.
•
Łyżeczki. Osiągalne w handlu łyżeczki najczęściej występują w kompletach
kilkunastu do dwudziestu paru łyżeczek o różnej pojemności. W zestawie takim z
reguły udaje się znaleźć łyżeczkę o wystarczająco dokładnej objętości do każdej
niemal elaboracji. Istnieją również łyżeczki o regulowanej pojemności, mają formę
walca z ruchomym dnem, które można zablokować na żądanej wysokości. Wiele osób
zajmujących się elaboracją używa łyżeczek samodzielnie zrobionych – przeważnie z
łusek – o objętości ściśle dopasowanej do konkretnej elaboracji.
•
Zsypy – ilustracja obok. Montowane do prasy elaboracyjnej lub blatu roboczego zsypy
są obecnie najczęściej stosowanymi dozownikami, pozwalają na dość dokładne
odmierzenie żądanej naważki prochu w stosunkowo krótkim czasie. Każde
przekręcenie bębna wysypuje żądaną ilość prochu do podkładanej od spodu szalki
wagi lub bezpośrednio do łuski. Zintegrowana śruba regulacyjna – często posiadająca
głowicę mikrometryczną – pozwala na ustawienie dowolnej naważki.
•
Mikrodozowniki (Tricklers). Wszystkie wymienione wcześniej dozowniki posiadają
jedną wspólną wadę – nie są bardzo dokładne. Każde wstrząśnięcie pojemnikiem z
prochem może w istotny sposób zmienić jego gęstość nasypową więc kolejno
odmierzane identyczne objętości prochu mogą wyraźnie różnić się masą. Często – a w
przypadku elaboracji amunicji precyzyjnej niemal zawsze – odmierzoną dawkę
prochu, po umieszczeniu na szalce wagi, uzupełnia się mikrodozownikiem. Narzędzie
to wysypuje prochy płatkowe i ekstrudowane po jednym ziarnie a drobne prochy
sfera|sferyczne po kilka ziaren. Osiągana dokładność to 0.02 do 0.10 gran – 0.0013 do
0.0065 grama. Większość stosowanych mikrodozowników ma wspólną konstrukcję,
stanowią cylinder wypełniony prochem, przez który przechodzi tuleja z wewnętrznym
gwintem. W trakcie obrotu tulei pojedyncze ziarna prochu przesuwane są w dnie
bruzdy gwintu w kierunku wylotu.
•
Dispensers. Są to nowoczesne urządzenia elektroniczne stanowiące swoistego rodzaju
połączenie kalkulatora z wagą elektroniczną i mikrodozownikiem o napędzie
elektrycznym. Po ustawieni żądanej naważki włącza się napęd dozownika,
początkowo z dużą prędkością, stopniowo zmniejszającą się w miarę zbliżania się
ilości nasypanego na szalkę prochu do ilości zadanej. Po nasypaniu żądanej masy
prochu urządzenie wyłącza się automatycznie. Gwałtowny postęp elektroniki w
ostatnich latach doprowadził do radykalnego obniżenia cen Dispensers więc stają się
one coraz popularniejsze. Jeszcze do końca I dekady XXI wieku większość osób
elaborujących amunicję uważała, że ich cena jest zbyt wysoka w stosunku do walorów
użytkowych.
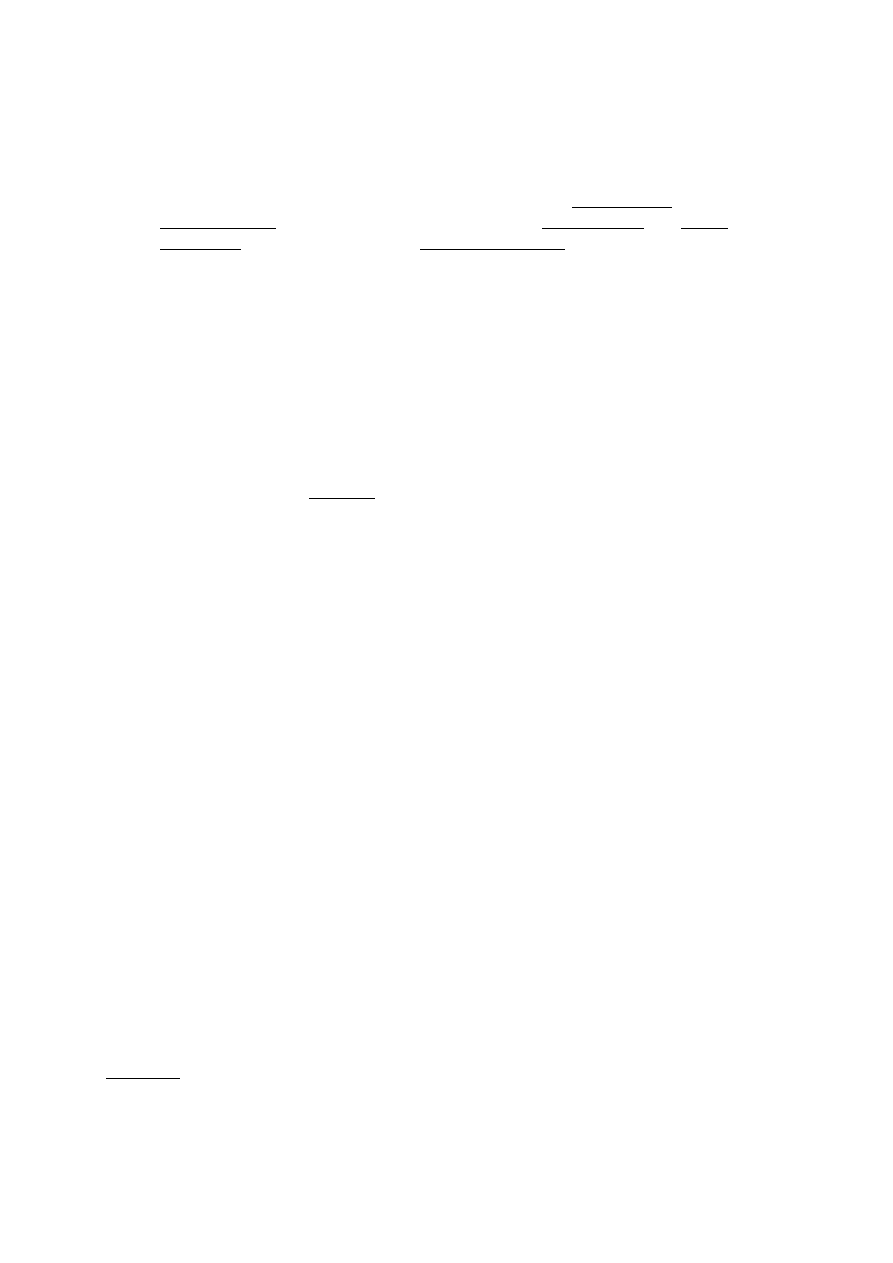
Mechaniczna waga elaboracyjna.
Wagi
Waga jest nieodzownym sprzętem przy elaboracji. Nawet jeśli nie korzysta się z niej do
kontroli masy wszystkich naważek prochu, to i tak nie da się bez niej prawidłowo ustawić
Powder Charging Die, zsypu, czy dobrać odpowiednią łyżeczkę. Ze względów
bezpieczeństwa konieczne jest również wyrywkowe sprawdzanie masy wsypywanego do
łuski prochu celem kontroli, czy ustawienia matrycy dozującej proch lub dozownika nie
uległy przypadkowemu przestawieniu. Jest również przydatna do sortowania pocisków i
łusek. Spotykane wagi to:
•
mechaniczne. Dokładność wag mechanicznych stosowanych w elaboracji wynosi
zazwyczaj pomiędzy 0.02 a 0.10 gran – 0.0013 a 0.0065 grama. Są to nadal
powszechnie stosowane w elaboracji wagi, choć w ostatnich latach ich popularność
maleje wraz ze spadkiem cen wag elektronicznych. Największą wadą wag
mechanicznych jest dość kłopotliwy odczyt pomiaru, po dłuższym czasie – podczas
zasypywania większej ilości łusek – wyraźnie męczą się oczy i spada kluczowa dla
bezpieczeństwa koncentracja. Dobrą pomocą jest ustawienie przed skalą wagi dużego
szkła powiększającego lub kamery internetowej i obserwacja odczytu na ekranie
monitora.
•
elektroniczne, najczęściej z dokładnością 0.01 do 0.02 gran – 0.0007 do 0.0065 grama.
Na górze od lewej: Primer Pocket Reamer (mały i duży) oraz Primer Pocket Uniformer, na
dole Flash Hole Uniformer z pilotem
Narzędzia do łusek
Łuski są jedynym komponentem, który jest używany wielokrotnie, dlatego wymagają
szczególnej uwagi podczas przygotowania ich do ponownego użycia. Wyjątek stanowią łuski
kartonowe oraz wykonane z tworzyw sztucznych, przeznaczone do elaboracji amunicji do
broni gładkolufowej – nie wymagają żadnego przygotowania lub jedynie tylko zgrubnego
oczyszczenia. Dlatego w dalszej części rozdziału omawiane będą jedynie narzędzia używane
przy elaboracji amunicji kulowej.
Narzędzia do gniazda spłonki i kanału ogniowego
•
Primer Pocket Reamer – niewielki frez do usuwania crimpu spłonek (lekkiego
zagniecenia denka łuski wzmacniającego osadzenie spłonki). Primer Pocket Reamer
występuje w dwóch rozmiarach: o średnicy 0.175" (4.45 mm) do małych spłonek i
średnicy 0.210" (5.33 mm) do spłonek dużych;
•
Szczotki do gniazd spłonkowych – różnego rodzaju okrągłe szczotki, brązowe i z
tworzyw sztucznych o średnicach odpowiednio dopasowanych do dużych i małych
spłonek.
•
Primer Pocket Uniformer – niewielki frez do unifikacji głębokości gniazda spłonki,
występują w dwóch rozmiarach: do dużych i małych spłonek.
•
Flash Hole Uniformer – niewielkie narzędzie do wygładzania krawędzi kanału
ogniowego od strony wnętrza łuski oraz wnętrza gniazda spłonkowego. Do
prawidłowego użycia konieczne są również piloty o średnicach odpowiadających
wnętrzu szyjek obrabianych łusek.
Ręczny Trimmer
Trimmer z napędem elektrycznym i śrubą mikrometryczną
Trimmery
Podczas każdego wystrzału ciśnienie panujące w łusce, osiągające kilka tysięcy barów
[4]
,
powoduje częściowo plastyczne odkształcenie – grubość ścianki łuski maleje a nadmiar
materiału „wypływa” w kierunku szyjki łuski. Zjawisko to powiększane jest adhezją
poruszających się z dużą prędkością gazów prochowych – w uproszczeniu gazy „wyciągają”
za sobą materiał łuski na zewnątrz. Podobne zjawisko zachodzi podczas formatowania łusek,
z tym że zamiast adhezji występuje tu tarcie ślizgowe pomiędzy wnętrzem szyjki łuski a
ekspanderem nadającym jej wymiar zbliżony do średnicy pocisku. Łuska z nadmiernie długą
szyjką nie nadaje się do elaboracji z dwóch powodów:
•
występują trudności z wprowadzeniem jej do komory nabojowej, co bardzo pogarsza
niezawodność przeładowania;
•
istnieje duże ryzyko – po zamknięciu naboju w komorze nabojowej – urwania ,
trudnego do późniejszego usunięcia, fragmentu szyjki podczas strzału; sytuacja taka
uniemożliwia kolejne przeładowanie lub powoduje zablokowanie przewodu lufy
doprowadzające w skrajnych przypadkach do rozerwania lufy i komory zamkowej.
Łuski muszą być okresowo skracane do wymiaru krótszego o 0,2 mm od maksymalnego
określonego w normie CIP lub SAAMI
[5]
, jeśli żadne szczególne powody nie wskazują innej
długości. Do skracania szyjek łusek używa się urządzeń zwanych trimmerami (ang. trim –
skracać). Stosowane trimmery można podzielić:
•
ze względu na napęd
o
trimmery ręczne – najczęściej spotykane, prawie zawsze napędzane niewielką
korbką;
o
trimmery akumulatorowe – najczęściej są to trimmery ręczne wyposażone w
element pozwalający na przyłączenie wkrętarki;
o
trimmery sieciowe – zasilane bezpośrednio z sieci , szczególnie przydatne przy
pracy z dużą partią łusek oraz gdy łuski muszą być mocno skrócone (np. w
niektórych przypadkach zmiany kalibru łuski);
•
ze względu na sposób mocowania łuski

o
mocujące łuskę jedynie za jej denko, szyjka skracana jest frezem zakończonym
pilotem odpowiedniej średnicy; ten rodzaj trimmerów jest najpopularniejszy;
o
mocujące łuskę wewnątrz specjalnej tuleii (caseholder), osobnej dla każdego
kalibru; taki sposób mocowania znacznie stabilniej utrzymuje łuskę w osi
frezu, wymaga jednak dość kosztownego zakupu tulei mocujących.
Część trimmerów posiada dodatkowe wyposażenie, np. śruby mikrometryczne ułatwiające
dokładne ustawienie głębokości skrawania.
Charmfer & Debburing Tool
Narzędzia do szyjek
Trimmowane łuski zawsze posiadają nierówne krawędzie szyjek, zarówno wewnętrzna jak i
zewnętrzna krawędzie są „poszarpane” i wymagają wygładzenia – służy do tego narzędzie
zwane Charmfer & Debburing Tool. Są to niewielkie stożkowe frezy, najczęściej ręczne choć
spotyka się również mocowane w większych urządzeniach z napędem elektrycznym. Łuski
nie trimmowane wymagają wygładzenia jedynie krawędzi wewnętrznej – dla ułatwienia
wprowadzania pocisków na dalszym etapie elaboracji.
Innym narzędziem stosowanym przy unifikacji szyjek łusek jest Turning Tool, służy do
zmniejszania grubości ścianki łuski. Zazwyczaj czynność ta jest całkowicie zbędna lub wręcz
szkodliwa lecz występują sytuację gdy jest konieczna. Praktycznie dotyczy to wyłącznie
elaboracji do broni niefabrycznej ze specjalnie „ciasną” komorą nabojową, do której
standardowa łuska nie może być wprowadzona. Zaleznie od konstrukcji narzędzia ścianka
łuski może być skrawana tylko od zewnątrz, tylko od wewnątrz lub z obu stron.
Tumbler wibracyjny
Tumbler rotacyjny
Urządzenia do czyszczenia łusek
Do scalania amunicji najczęściej używa się łusek poprzednio wystrzelonych, co powoduje
konieczność dokładnego ich wymycia, zarówno zewnątrz jak i wewnątrz. Zanieczyszczenia
zewnętrzne – pochodzące od przenoszenia i magazynowania amunicji oraz okopcenie szyjki z
resztami spalonego prochu i odłamkami nagaru – mogą powodować przyspieszone zużycie
matryc, natomiast pozostałe wewnątrz łuski nagar, sadze oraz pozostałości po spalonym
prochu i materiale inicjującym spłonki zmieniają nieznacznie pojemność łuski, a także mogą
zakłócać proces spalania prochu. Po wymoczeniu w roztworze detergentu łuski mogą być
czyszczone ręcznie, zewnątrz ostrymi gąbkami lub szczotkami a wewnątrz okrągłymi
szczotkami mosiężnymi lub z twardego tworzywa – podobnymi do używanych przy
czyszczeniu przewodu lufy. Takie mycie jest jednak bardzo czasochłonne i nigdy nie da w
pełni zadowalającego rezultatu, z tego powodu łuski najczęściej czyści się w odpowiednich
maszynach.
•
Myjka ultradźwiękowa. Wanienki ultradźwiękowe są warunkach najtańszym i
najłatwiej dostępnym urządzeniem do czyszczenia łusek. Powtórzenie kilku cykli
mycia w różnych roztworach detergentów zawierających domieszki kwasu
fosforowego, amoniaku lub octu pozwala uzyskać idealną czystość łusek. Zawsze
jednak zewnętrzna powierzchnia będzie lekko matowa, nosząca ślady chemicznego
oddziaływania płynów wspomagających czyszczenie i w związku z tym podatna na
zabrudzenia. Zdecydowanymi wadami wanienek są również niewielka wydajność i
konieczność sporego wkładu pracy.
•
Polerka wibracyjna (Vibratory Case Tumbler). Czyszczarki wibracyjne są
zdecydowanie najczęściej używanym w elaboracji urządzeniem do czyszczenia łusek.
Polerka tego typu posiada sporej wielkości pojemnik – najczęściej mieszczący około
200 łusek 308 Win – usytuowany powyżej systemu napędzającego. Starsze
konstrukcje posiadały wysokoobrotowy silnik elektryczny, który poprzez niewielki
mimośród na osi wywoływał drgania pojemnika z łuskami. Obecnie produkowane
czyszczarki posiadają elektromagnesy wzbudzające drgania o częstotliwości
zasilającego urządzenie prądu zmiennego. Środkiem czyszczącym jest pasta polerska
zawierająca drobne ziarna ścierne rozprowadzone w nośniku, którym są mielone
łupiny orzecha włoskiego lub kaczany kukurydzy. Pełen cykl czyszczenia trwa
stosunkowo długo, mocno zabrudzone łuski wymagają czasem nawet 10 godzin dla
usunięcia wszystkich wewnętrznych zanieczyszczeń. Wsad czyszczący ma
ograniczoną trwałość i po kilku lub kilkunastu cyklach należy go regenerować
dodatkiem pasty ściernej a długo nie używany wysycha i wymaga dodania niewielkiej
ilości oleju .
•
Polerka rotacyjna (Rotary Case Tumbler). Polerki bębnowe są najwydajniejszym
urządzeniem do czyszczenia łusek oraz dają najlepsze efekty. Szczelnie zamykany
bęben może pomieścić nawet kilkaset dużych łusek oraz wkład czyszczący w postaci
nierdzewnego stalowego śrutu, kulek szklanych lub kształtek ceramicznych i wodnego
roztworu płynu wspomagającego lub mydła polerskiego z dodatkiem kwasu
ortofosforowego. Cykl mycia trwa zazwyczaj poniżej godziny a wyczyszczone łuski
nabierają połysku zarówno na zewnątrz jak i wewnątrz, nawet gniazda spłonkowe są
tak czyste, że często nie wymagają dodatkowych zabiegów. Ten typ czyszczarki jest
zdecydowanie najdroższy, lecz ze względu na minimalne koszty eksploatacji,
dokładność oraz wygodę przy pracy jest godny polecenia.
Sprzętem bardzo przydatnym po zakończeniu czyszczenia są separatory środka czyszczącego.
Stosowane są do „odsiewania” czyściwa na bazie mielonych kaczanów kukurydzy lub łup
orzecha włoskiego – w przypadku polerek wibracyjnych i śrutu stalowego (kulek szklanych,
kształtek ceramicznych) stosowanego w polerkach rotacyjnych. Produkowane są w formie sit
o oczku umożliwiającym swobodne opadanie czyściwa i śrutu ale zatrzymującym najmniejsze
produkowane łuski, lub obrotowych pojemników o podobnej wielkości oczkach,
umieszczonych nad zbiornikiem do przechowywania medium czyszczącego. Rzadziej
stosowane są specjalne bębny do polerek rotacyjnych z wkładką wykonaną z perforowanej
stali lub tworzywa.
Tacki na łuski
Inne narzędzia
Tacki do łusek – (Loading Blocks).
Tacki do przetrzymywania łusek podczas elaboracji powinny być dopasowane do kalibru tak,
by łuski mieściły się w przygotowanych otworach dość głęboko i swobodnie, lecz bez
zbędnego luzu. Otwory zbyt płytkie lub za szerokie powodować będą mało stabilne trzymanie
łusek i mogą prowadzić do rozsypywania się prochu przy przypadkowym potrąceniu tacki.
Oferowane w handlu podstawki najczęściej wykonywane są z tworzyw sztucznych i znacznie
rzadziej z drewna.
Szczotki do szyjek.
Produkowane z brązu lub twardego nylonu szczotki do szyjek spełniają dwa zadania,
czyszczą wnętrze szyjki z resztek pozostałego po czyszczeniu prochu i smarują dla
łatwiejszego poszerzania expanderem. Stosuje się je na rączce podobnej do śrubokrętu lub

umocowane w specjalnym pojemniku ze środkiem smarującym, którym najczęściej jest
odpowiedni gatunek drobno mielonej miki, a rzadziej grafit. Szczotka z rączką wymaga
okresowego posypywania miką a szczotka ustawiona nad pojemnikiem jedynie usuwa
nadmiar środka pozostały po zanurzeniu szyjki w proszku.
Lejek do prochu
Lejek do prochu – (Powder Funnel).
Lejki do przesypywania odważonych naważek prochu do łusek muszą być wykonywane z
materiałów antystatycznych zapobiegających ewentualnemu powstaniu iskry. Typowe lejki
posiadają dość grubą końcówkę o wewnętrznym stożku, nakładaną na łuskę dzięki czemu
pasują na dowolną średnicę szyjki. Oprócz najczęściej spotykanych krótkich lejków stosuje
się czasem lejki o bardzo długiej rurce zasypowej – takie rozwiązanie pozwala na sypanie z
dużej wysokości niemal pojedynczych ziaren, co prowadzi do naturalnego zagęszczenia
prochu o kilka procent. Znacznie rzadziej stosuje się lejki aluminiowe dedykowane do
konkretnej średnicy szyjki łuski.
Okulary ochronne.
Podczas wszelkich prac z prochem i spłonkami obowiązkowe jest stosowanie okularów
ochronnych. Ponieważ w czasie tych prac nie ma niebezpieczeństwa wybuchu a jedynie mała
możliwość powstania ognia podczas przypadkowego odpalenia spłonki lub zapalenia prochu
w łusce, nie ma żadnych wymogów co do wytrzymałości mechanicznej okularów.
Najodpowiedniejsze są duże okulary strzeleckie bez ramki ograniczającej pole widzenia.
Przymiary – suwmiarki i mikrometry.
Podczas elaboracji zachodzi dość częsta potrzeba dokonywania dokładnych pomiarów,
najczęściej łusek, pocisków i gotowej amunicji. Wymagana dokładność odczytu to 0.01 mm,
a zakres pomiarowy 0 mm do ~130 mm – czyli najodpowiedniejsza będzie dobrej jakości
suwmiarka elektroniczna lub komplet mikrometrów. Do niektórych pomiarów, jak średnicy
bushingów, pocisków czy szyjek gotowych naboi podczas doboru bushingu lepiej użyć
mikrometru gwarantującego wyższą dokładność, do pomiarów długości łusek lub gotowej
amunicji znacznie wygodniejsze są suwmiarki ze względu na swój duży zakres pomiarowy, a
ich dokładność jest w pełni wystarczająca.
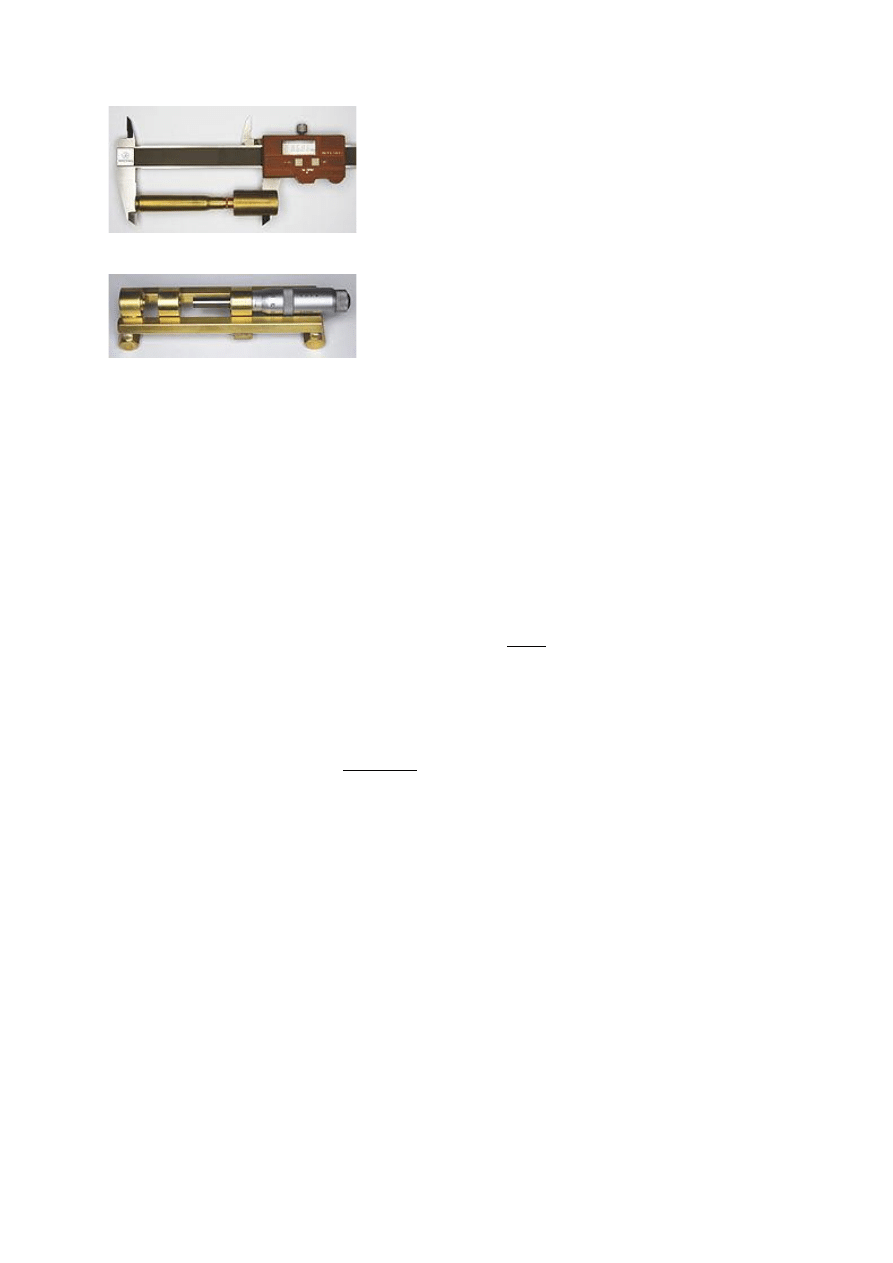
Comparator – przystawka do suwmiarki
Comparator mikrometryczny
Comparatory.
Mierzenie długości gotowego naboju lub pocisku zawsze obarczone jest dużym błędem
wynikającym z częstego i nieuniknionego uszkodzenia czubków wielu pocisków. Dokładność
takiego pomiaru to około 0.5 mm – zupełnie wystarczająca do porównania faktycznej
długości z podaną w tabelach, lecz zbyt mało precyzyjna dla kontroli powtarzalności
elaborowanej amunicji. Celem uniknięcia błędów wynikających ze zniekształcenia pocisków
pomiary porównawcze wykonuje się z użyciem odpowiednio przygotowanych tulejek o
otworach nieco mniejszych od średnicy pocisku. Otwór comparatora powinien być tak
dobrany, by pocisk opierał się o jego krawędź w połowie krzywizny swojego przodu.
Umownie nazywane jest to w elaboracji „pomiarem do ogive”, co nie jest w pełni
prawdziwym określeniem, gdyż za ogive (faktycznie będącym krzywizną szpica) uważa się
przekrój pocisku, który jako pierwszy oprze się o stożek przejściowy komory nabojowej
podczas strzału. Pełen komplet comparatorów powinien zawierać 11 tulejek o otworach
różniących się od siebie o 0.5 mm i średnicach od 3 mm do 8 mm. Zastosowanie tulejek
większej średnicy pozwala na porównywanie długości łusek od denka do ramion, co ma
kluczowe znaczenie dla kontroli headspace elaborowanej amunicji. Dokładniejsze
comparatory – polecane szczególnie do pomiaru długości łuski – posiadają śrubą
mikrometryczną.
Podręczniki i tabele elaboracyjne.
Podręczniki i tabele elaboracyjne są nieodzownym wyposażeniem każdej osoby elaborującej
amunicje. Podręczniki są bardzo przydatne w razie jakichkolwiek wątpliwości, natomiast
tabele elaboracyjne zawierają najważniejszą wiedzę – naważki różnych prochów dla
poszczególnych pocisków i większości kalibrów. Nie ma tabel uniwersalnych, to znaczy
zawierających dane dla wszystkich kombinacji kaliber-proch-pocisk-łuska-spłonka i dlatego
posiadanie jednej tylko tabeli nigdy nie będzie wystarczające. Praktycznie wszyscy
producenci komponentów publikują naważki wyłącznie dla własnych wyrobów z
uwzględnieniem kilku marek komponentów innych – wytwórca pocisków zaproponuje
naważki kilku prochów tylko dla w pocisków przez siebie produkowanych, podobnie
producent prochu poda naważki swojego prochu dla wybranych pocisków. Bardzo bogatym
źródłem tabel elaboracyjnych jest internet, należy jednak pamiętać, że WYŁĄCZNIE tabele
publikowane na oficjalnych stronach producentów są zweryfikowane. Tabele podawane na
różnych forach internetowych i stronach poświęconych elaboracji mogą zawierać błędy i
stosowanie ich bez porównania z informacjami wiarygodnymi jest niedopuszczalne.
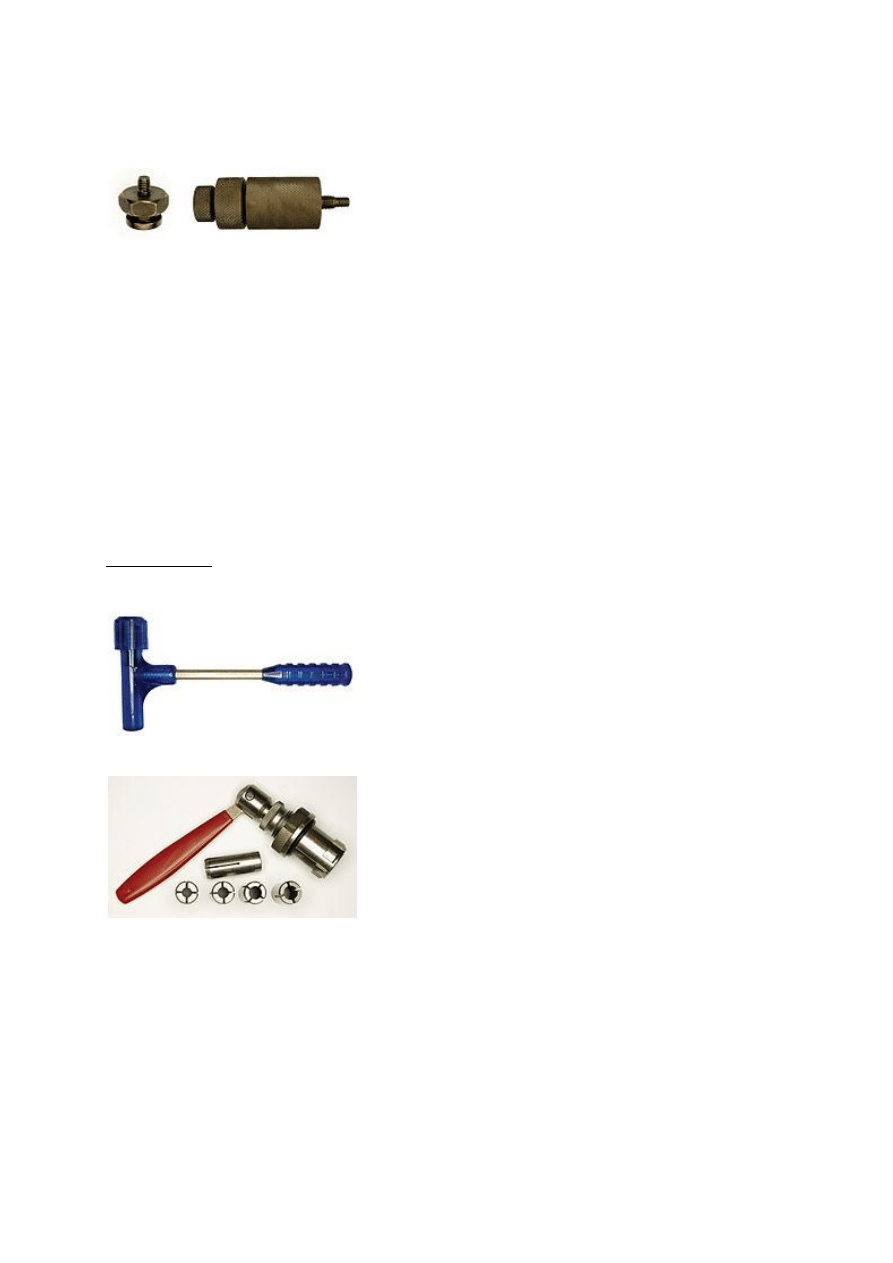
Narzędzia do usuwania zakleszczonych w matrycy łusek
Narzędzia do wyjmowania zakleszczonych łusek – (Stuck Case Removing Tools).
Zdarza się czasem, że podczas formatowania pełnego przy użyciu FL Die, niedostatecznie
posmarowana lub zbyt odkształcona twarda łuska zakleszcza się w matrycy. Jeśli siła
konieczna do wyciągnięcia jej, jest bardzo duża, to najczęściej podczas próby obniżenia tłoka
prasy następuje zerwanie kryzy bądź wtoku i wyjęcie łuski staje się niemożliwe. Należy się w
takiej sytuacji posłużyć specjalnym narzędziem do wyciągania łuski z matryc. Istnieją dwa
rozwiązania konstrukcyjne sprzętu tego rodzaju. Prostszym urządzeniem, polecanym głównie
do niewielkich kalibrów, jest rodzaj uchwytu łuski posiadający gwint zamiast wytoczenia
obejmującego wtok (kryzę), do kalibrów większych polecane jest niezależne narzędzie. W
obu przypadkach konieczne jest wyjęcie zakleszczonej w matrycy łuski, przestawienie
ekspandera – jeśli matryca go posiada – do najwyższego położenia i wykonanie
gwintowanego otworu w denku uszkodzonej łuski.
Młotek kinetyczny
Matryca do rozbierania amunicji
Narzędzia do wyjmowania pocisku z gotowego naboju – (Bullet Pullers).
Zdarza się czasem, że zachodzi potrzeba rozłożenia gotowej już amunicji, najczęściej jeśli
podczas osadzania pocisku matryca jest źle ustawiona i pocisk zostanie zbyt głęboko
wciśnięty, lub gdy przygotowana partia amunicji nie da zadowalającego skupienia podczas
próby na strzelnicy. Konieczne jest w takim przypadku narzędzie, które pozwoli zrobić to w
sposób absolutnie bezpieczny i nie niszczący komponentów. Służą do tego Bullet Pullers:
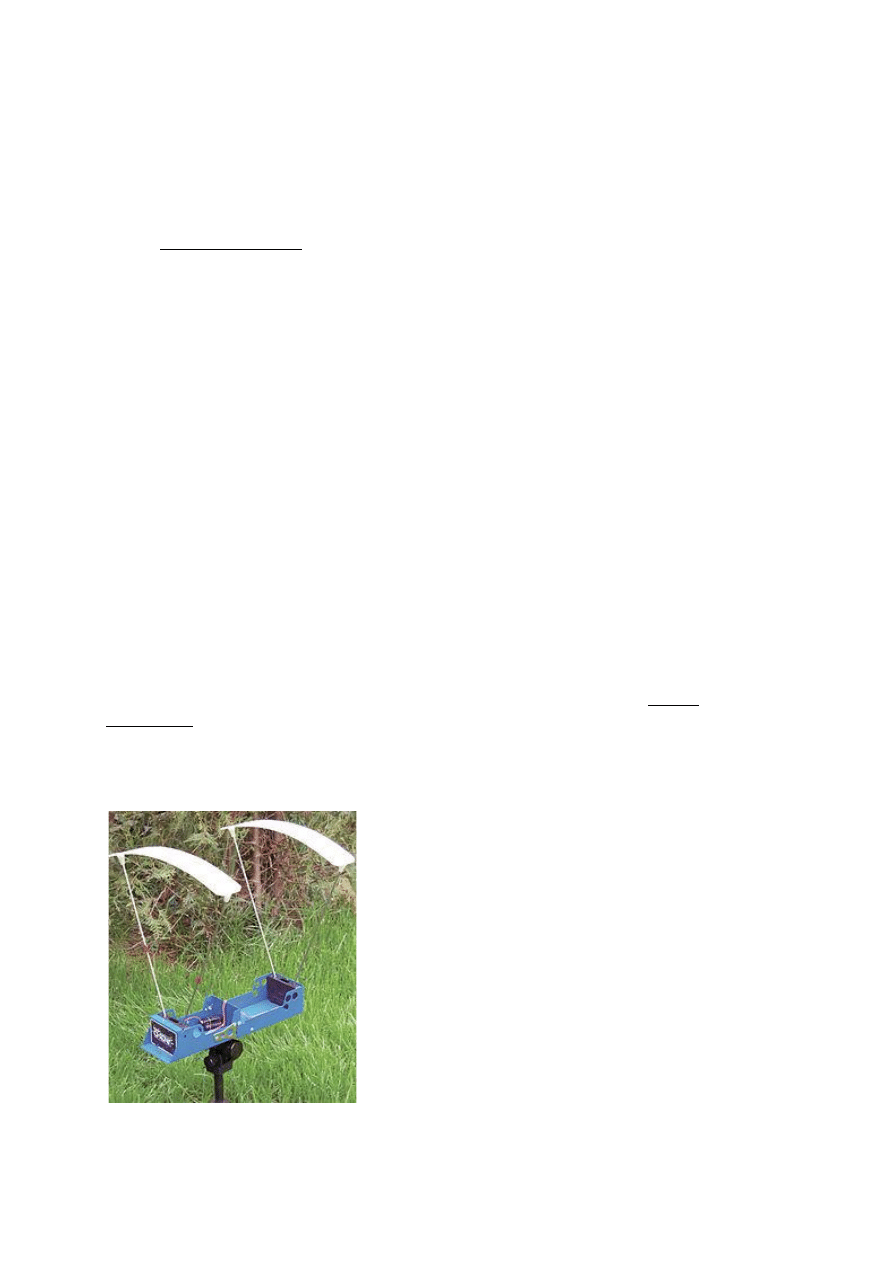
•
Szczypce do rozcalania amunicji – (Plier Type Bullet Puller). Najprostszym
narzędziem do wyjmowania pocisku z łuski są specjalne szczypce, zazwyczaj
dostosowane do 3, a rzadziej 4 kalibrów. Narzędzie to jest bardzo proste w obsłudze i
pozwala na szybkie wyjmowanie pocisków, jednakże wyłącznie gdy ich ścisk w
szyjce jest niewielki. Pociski crimpowane, lub o mocnym myśliwskim zacisku, nie
mogą być tą metodą wyjmowane gdyż ryzyko ich uszkodzenia jest bardzo duże.
•
Młotek kinetyczny – (Impact Bullet Puller). Młotek kinetyczny wykorzystuje
bezwładność relatywnie dużej masy pocisków. Cały nabój trzymany jest za kryzę lub
wtok w denku łuski trójdzielnym metalowym uchwytem a następnie montowany do
młotka. Kilkakrotne energiczne uderzenie przeciwną stroną młotka o twarde podłoże
spowoduje, że pocisk wysunie się z szyjki łuski. Zamknięta konstrukcja narzędzia
zapobiega rozsypywaniu się prochu, który po rozkręceniu młotka może być
przesypany do pojemnika.
•
Matryca do rozbierania amunicji – (Press Mounted Bullet Puller lub Bullet Puller
Die).
Najbardziej zaawansowanym technicznie narzędziem do rozbierania amunicji jest specjalna
matryca. Pocisk w górnym położeniu prasy trafia pomiędzy szczęki nacietej sprężystej tulei –
dobieranej do kalibru (średnicy pocisku) – gdzie jest zaciskany mimośrodową dźwignią.
Podczas ruchu powrotnego łuska trzymana shellholderem przesuwa się w dół, a pocisk zostaje
w matrycy.
Narzędzia do odpuszczania szyjek łusek.
Odpuszczanie ramion i szyjek łuski ma na celu usunięcie naprężeń powstałych podczas
produkcji, formatowania i działania gazów prochowych na materiał łuski. Polega na ogrzaniu
części najbardziej narażonej na odkształcenia plastyczne do temperatury powyżej 350
O
C, lecz
nie przekraczającej 400
O
C, a następnie gwałtownym schłodzeniu. Łuski znajdujące się w
uchwytach ogrzewane są palnikami gazowymi do momentu, gdy nałożony marker
temperatury wskazuje właściwy poziom. Większość stosowanych rozwiązań narzuca
pojedynczą obróbkę każdej łuski, lecz istnieją również urządzenia w formie półautomatycznej
karuzeli.
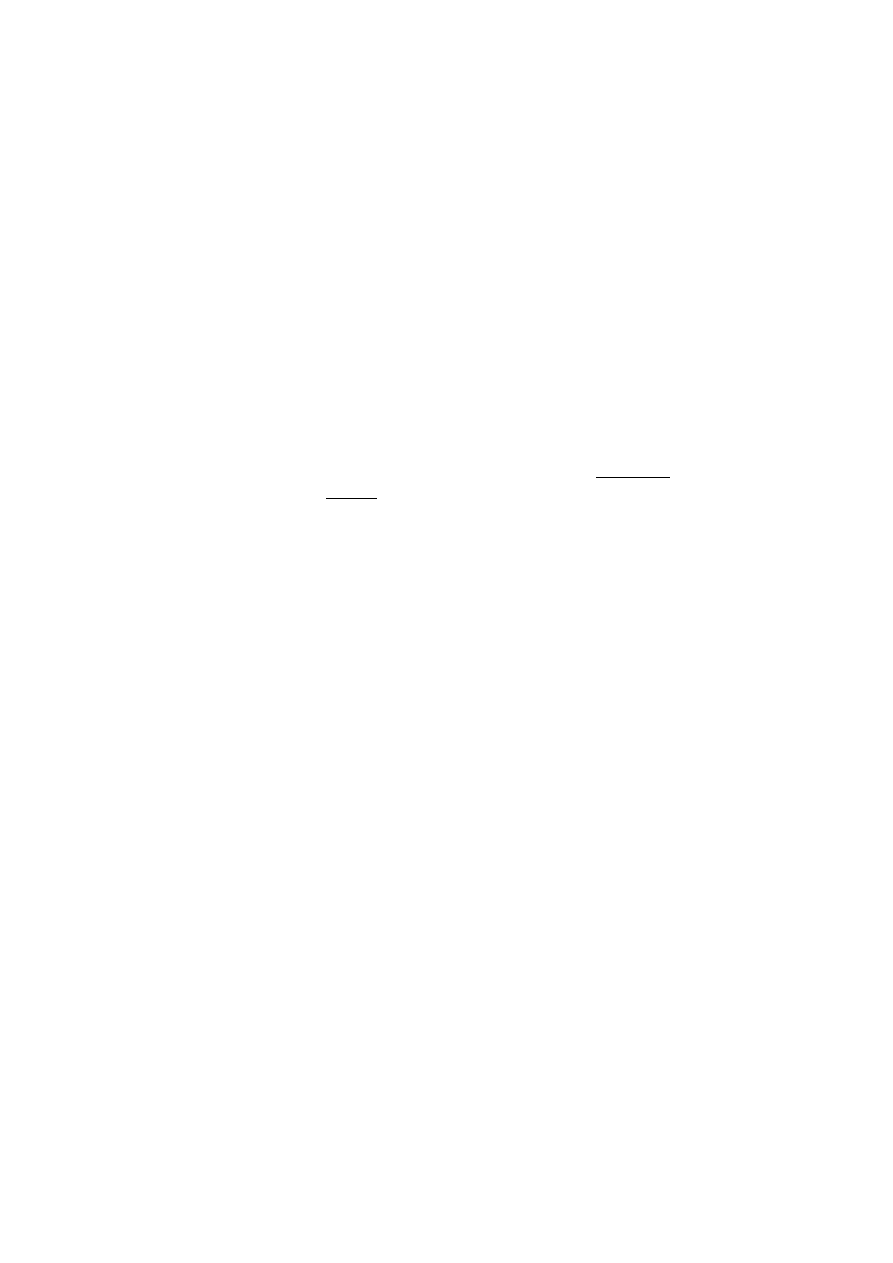
Chronograf

Przyrząd do mierzenia grubości ścianki łuski
Przyrząd do kontroli osiowości łusek i amunicji
Przyrząd do pomiaru prędkości wystrzelonego pocisku – (Chronograph).
Chronometry (chronografy) służą do pomiaru prędkości pocisków wystrzelonych z
elaborowanej amunicji. Procesor wbudowany w urządzenie kalkuluję prędkość pocisku,
odnosząc czas przelotu pomiędzy bramkami chronometru do odległości pomiędzy nimi.
Porównanie prędkości wskazanej z prędkością wynikającą z tabel pozwala na ocenę
prawidłowości wykonanej elaboracji lub właściwy dobór naważki prochu dla uzyskania
amunicji myśliwskiej o określonej prędkości początkowej, wartość błędu standardowego
wskazuje na dokładność wykonania partii – powtarzalność wszystkich wykonanych operacji
podczas scalania amunicji.
Przyrząd do mierzenia grubości ścianki łuski i ścianki szyjki łuski. – (Case Neck Gage).
Grubość ścianek łusek mierzona jest wskaźnikami zegarowymi umieszczonymi na różnego
rodzaju statywach. Narzędzie pomaga wyselekcjonować łuski o wewnętrznych wadach,
przede wszystkim odrzucić łuski, których stan sprawia zagrożenie pęknięcia przy kolejnym

strzale, a uszkodzenie jest od zewnątrz niewidoczne. Również pomiar grubości ścianki szyjki
pozwala na ocenę potrzeby jej rozwiercania lub wykonywania Neck Turning.
Przyrząd do kontroli współosiowości łuski szyjki i pocisku z osią łuski. – (Concentricity
Gage).
Handel oferuje wiele podobnych urządzeń opartych o tą samą zasadę – łuska obracana jest
ręcznie wokół własnej osi, a końcówka czujnika zegarowego wskazuje mimośród szyjki lub
pocisku. Najczęściej łożyskiem dla łuski jest odpowiednio regulowany zestaw stalowych
polerowanych kulek, a obrotowy wysięgnik czujnika pozwala na pomiar odchyłki od osi w
dowolnym miejscu naboju.
Bezpieczeństwo
Wbrew dość powszechnej opinii panującej wśród osób niezorientowanych elaboracja
amunicji jest czynnością całkowicie bezpieczną i sama amunicja w tym względzie niczym nie
ustępuje fabrycznej. Podczas wszystkich prac należy jedynie bezwzględnie pamiętać o kilku
podstawowych zasadach:
1. Podczas elaboracji należy przestrzegać czystości i porządku na stole roboczym.
2. Przed przystąpieniem do elaboracji należy zgromadzić w zasięgu ręki wybraną tabelę
elaboracyjną i tylko te komponenty oraz narzędzia, które będą użyte do jednej tylko
czynności. Przed przystąpieniem do kolejnej operacji należy zbędny już sprzęt usunąć
i przygotować nowy.
3. Wprawdzie bezdymny proch strzelniczy używany do elaboracji amunicji zaliczany
jest do materiałów wybuchowych, ale nie jest materiałem kruszącym lecz miotającym
– dlatego w otwartej przestrzeni swobodnie się spala nie czyniąc większych szkód.
Niemniej jednak jest środkiem łatwopalnym i dlatego wymaga szczególnej
ostrożności.
1. Nie wolno używać otwartego ognia, ani palić papierosów, gdy proch lub
spłonki znajdują się w sąsiedztwie.
2. W pobliżu miejsca składowania i używania prochu nie wolno stosować silnych
źródeł ciepła.
3. Proch oraz spłonki mogą być przechowywane wyłącznie w oryginalnych
opakowaniach i nigdy w bezpośrednim sąsiedztwie. Podczas pracy ze
spłonkami proch powinien znajdować się w sejfie i podobnie przed
przystąpieniem do pracy z prochem należy odłożyć do sejfu spłonki.
4. Podczas pracy z prochem lub spłonkami należy stosować okulary ochronne.
4. Część składników prochu ma negatywny wpływ na zdrowie i w przypadku spożycia
może spowodować niewielkie zatrucie, dlatego podczas pracy należy wstrzymać się
od jedzenia, a po jej zakończeniu bezwzględnie wymyć ręce.
5. Poszczególne gatunki prochu mogą bardzo różnic się swoimi właściwościami,
również identycznie oznaczane przez różnych producentów, przypadkowa ich zamiana
lub zmieszanie może skutkować nieprzewidzianymi skutkami, w skrajnych
przypadkach nawet rozerwaniem broni i ciężkim okaleczeniem lub śmiercią strzelca.
Dlatego:
1. Podczas pracy, w zasięgu ręki, może znajdować się tylko jeden gatunek prochu
lub spłonek, które używane są do aktualnej elaboracji.

2. Przed otwarciem pojemnika z prochem należy bezwzględnie upewnić się, czy
wybrany proch jest rzeczywiście tego producenta i gatunku, który
zdecydowaliśmy się użyć do elaboracji.
3. Po zakończeniu pracy oraz przed każdą dłuższą przerwą bezwzględnie należy
opróżnić wszystkie używane dozowniki zsypując pozostały w nich proch do
oryginalnego pojemnika.
4. Należy unikać zbędnego przesypywania prochu oraz obchodzić się delikatnie z
pojemnikami zawierającymi proch. Wszystkie wstrząsy powodują pękanie
pojedynczych ziaren co może znacznie zmienić charakterystykę prochu –
szczególnie niebezpieczny jest nadmiar pyłu prochowego.
5. Posługiwać się wolno wyłącznie oficjalnymi tabelami elaboracyjnymi
publikowanym w podręcznikach oraz na oficjalnych stronach internetowych
producentów komponentów. Stosowanie receptur zasłyszanych, znalezionych
na forach internetowych lub innych interaktywnych stronach może być bardzo
ryzykowne, gdyż dane te nie są weryfikowane przez wiarygodne laboratoria i
nie można wykluczyć jakiejś pozornie drobnej pomyłki (np. jedna cyfra w
nazwie prochu) mogącej doprowadzić do wypadku.
6. Zalecane jest rozpoczynanie elaboracji od naważki startowej. Dopiero po
wizycie na strzelnicy i osobistym upewnieniu się, że łuski ani spłonki nie
noszą żadnych symptomów niebezpiecznego ciśnienia można naważkę
zwiększyć, lecz nigdy powyżej maksymalnej podanej w tabeli.
7. Niedopuszczalne jest stosowanie naważek prochu mniejszych od podanych w
tabelach wartości startowych gdyż grozi to SEE (Secondary Explosion Effect)
– niekontrolowanym wybuchem pyłu prochowego.
8. W przypadku jakichkolwiek wątpliwości należy bezwzględnie przerwać pracę
i zasięgnąć rady u osoby bardziej doświadczonej.
6. Maksymalne ciśnienie osiągane w łusce podczas spalania zależy w dużym stopniu od
bezwładności pocisku (jego masy) oraz wolnej przestrzeni wynikającej z głębokości
osadzenia pocisku, a związanej z jego długością. Niedopuszczalne jest trzymanie
podczas pracy więcej niż jednego typu aktualnie stosowanych pocisków gdyż
przypadkowe osadzenie pocisku zbyt ciężkiego lub zbyt długiego może doprowadzić
do przekroczenia dopuszczalnego dla kalibru ciśnienia.
7. Przed przystąpieniem do elaboracji należy przygotować tylko tę tablicę, na podstawie
której będziemy scalać amunicję i notatnik. Wskazane jest notowanie wszystkich
spostrzeżeń i porównywanie ich z wcześniejszymi celem łatwiejszego wykrycia
ewentualnego błędu. Do tego samego notatnika należy w późniejszym czasie wpisać
swoje uwagi ze strzelnicy podczas sprawdzania elaboracji oraz dołączyć tarczę
kontrolną.
8. Podczas elaboracji nie wolno wykonywać innych rozpraszających uwagę czynności, w
szczególności rozmawiać na tematy nie związane bezpośrednio z aktualnie
wykonywaną operacją, prowadzić rozmów telefonicznych czy oglądać telewizji.
9. Nie wolno usuwać z łusek aktywnych spłonek, muszą być wcześniej odstrzelone lub
deaktywowane chemicznie.
10. Nie wolno wykonywać żadnych czynności, nawet pozornie mało istotnych jak
czyszczenie łusek, po spożyciu alkoholu lub w stanie zmęczenia.
Konieczne materiały

Łuski w kalibrze 223 Remington
Pociski myśliwskie
Próbki kilku gatunków prochu
Spłonki Large Rifle
Przed przystąpieniem do elaboracji należy zgromadzić wszystkie konieczne komponenty:
•
Łuski. Do elaboracji amunicji do broni z lufą gwintową zdecydowanie polecane są
łuski mosiężne, ewentualnie mosiężne niklowane. Do broni gładkolufowej można
stosować zarówno łuski mosiężne, z tworzyw sztucznych jak i kartonowe.
•
Pociski lub śrut odpowiednio dobrane do założonego celu elaboracji.

•
Proch w gatunku wynikającym z tabel dla danego typu pocisku (naważki śrutu) i
elaborowanego kalibru.
•
Spłonki o wymiarach odpowiedniej dla elaborowanych łusek i twardości dla kalibru.
•
Olej – jeśli mosiężne łuski będą formatowane w całości a matryca nie posiada wkładki
ze spieków.
Proces elaboracji
Proces elaboracji obejmuje.
Do broni z gładką lufą
Przy użyciu pras progresywnych.
Szczegóły procesu zależą od konkretnego modelu prasy. Zdecydowana większość pras nie
posiada oprzyrządowania pozwalającego na elaborację amunicji kulowej – konieczne jest
wtedy ręczne wkładanie pocisków zamiast automatycznego wsypywania śrutu. Najczęściej na
kolejnych stanowiskach wykonywane są następujące operacje:
1. usunięcie odstrzelonej spłonki;
2. osadzenie nowej spłonki z równoczesnym poszerzeniem góry łuski;
3. wsypanie ustalonej objętości prochu, na prostych prasach ręczne włożenie przybitki;
4. kontrola poziomu prochu w łusce – tylko na niektórych prasach;
5. włożenie przybitki – tylko na niektórych prasach;
6. wsypanie ustalonej objętości śrutu lub ręczne włożenie pocisku;
7. zamkniecie łuski.
Przy użyciu pras ręcznych, matryc ręcznych i pras jednostanowiskowych.
•
usunięcie odstrzelonej spłonki;
•
osadzenie nowej spłonki;
•
wsypanie odmierzonej naważki prochu;
•
umieszczenie odpowiedniej przybitki;
•
wsypanie odpowiedniej ilości śrutu lub włożenie pocisku;
•
włożenie zatyczki i zawinięcie końcówki łuski lub zagniecenie końcówki łuski w
gwiazdkę, a w przypadku łusek metalowych zalanie zatyczki płynną stearyną;
•
kalibrowanie naboju, jeśli użyta została łuska kartonowa.
Do broni z lufą gwintowaną
Przy użyciu pras progresywnych.
Podobnie, jak w przypadku elaboracji amunicji do broni z gładką lufą szczegóły procesu
zależą od konkretnego modelu prasy. Najczęściej na kolejnych stanowiskach wykonywane są
następujące operacje:
1. usunięcie odstrzelonej spłonki z równoczesnym formatowaniem całej łuski;
2. poszerzenie góry szyjki łuski;
3. osadzenie nowej spłonki;
4. wsypanie ustalonej objętości prochu;
5. kontrola poziomu prochu w łusce – tylko na niektórych prasach;
6. osadzenie pocisku, na prostych prasach konieczne jest ręczne umieszczenie pocisku
nad łuską.
Przy użyciu pras ręcznych, matryc ręcznych i pras jednostanowiskowych.
Istnieją odmienne zdania w sposobie postępowania z łuskami fabrycznie nowymi. Część
elaborujących osób uważa, że nową łuskę powinno się traktować tak samo jak wcześniej
odstrzeloną. Inni uważają, że nowe łuski powinny być pierwszy raz odstrzelone bez żadnej
obróbki – pogląd ten zdaje się być słuszny w przypadku używania precyzyjnej broni i
formatowania jedynie części szyjki łuski. Pełna elaboracja obejmuje:
•
kontrola typu spłonki, odrzucenie łusek z denkami typu berdan;
•
usunięcie odstrzelonej spłonki;
•
wstępne mycie łusek, płukanie suszenie;
•
segregacja łusek, odrzucenie łusek uszkodzonych;
•
formatowanie łuski, pełne lub częściowe, zawsze z kontrolą headspace;
•
usunięcie fabrycznego crimpu – tylko przy pierwszej elaboracji;
•
unifikacja głębokości gniazda spłonki – przy pierwszej elaboracji, a następnie
okresowo co 5-10 ładowań tej samej partii łusek;
•
czyszczenie gniazda spłonki – jeśli nie była unifikowana głębokość gniazd;
•
unifikacja kanału ogniowego– przy pierwszej elaboracji, a następnie okresowo co 5-10
ładowań tej samej partii łusek;
•
trimmowanie łuski (skracanie szyjki łuski) – przy pierwszej elaboracji, a następnie
okresowo co 5-10 ładowań tej samej partii łusek;
•
wygładzanie wewnętrznej krawędzi szyjki łuski;
•
wygładzanie zewnętrznej krawędzi szyjki łuski – tylko jeśli łuska była trimmowana;
•
kręcenie szyjki (zmniejszenie grubości ścianki szyjki) – tylko w wyjątkowych
przypadkach;
•
odpuszczanie łusek – w miarę potrzeb, zależnie od stosowanego ładunku prochu i
kalibru, co 5-20 ładowań tej samej partii łusek;
•
końcowe mycie łusek, płukanie suszenie;
•
kontrola współosiowości komory prochowej łuski z szyjką;
•
ważenie łusek – podział na grupy o podobnej masie;
•
ważenie pocisków – zazwyczaj odrzucenie najlżejszych i najcięższych, rzadziej
podział na grupy o podobnej masie;
•
osadzenie nowej spłonki
•
wsypanie odważonej naważki prochu;
•
osadzenie wyselekcjonowanych pocisków;
•
kontrola gotowej amunicji.
W większości przypadków, zwłaszcza gdy amunicja ma zastosowanie łowieckie lub będzie
przeznaczona do treningu konkurencji myśliwskich a łuski nie są zapiaszczone i wszystkie są
typu boxer, proces elaboracji można znacznie skrócić:
•
pełne formatowanie łuski z jednoczesnym usunięciem spłonki;
•
mycie łusek, płukanie suszenie;
•
segregacja łusek, odrzucenie łusek uszkodzonych;
•
osadzenie nowej spłonki
•
wsypanie odmierzonej objętości prochu;
•
osadzenie pocisku;
•
kontrola gotowej amunicji.
Prawne aspekty elaboracji
Elaboracja jest dozwolona w Polsce przez osoby posiadające pozwolenie na broń myśliwską,
sportową lub kolekcjonerską, pod warunkiem że scalają ją na własny użytek
[6]
. Należy jednak
pamiętać, że proch oraz spłonki traktowane są jak amunicja
[7]
i muszą być odpowiednio
przechowywane
[8]
Sytuacja prawna elaboracji przybiera skrajne formy w różnych częściach świata, od
zupełnego braku kontroli państwa nad posiadaniem i używaniem komponentów do
całkowitego zakazu obrotu komponentami oraz posiadania i stosowania amunicji nie
fabrycznej. W większości krajów Unii Europejskeij prawo jest podobne do obowiązującego w
Polsce, najczęściej jednak spłonki nie podlegają żadnej kontroli natomiast posiadanie i
używanie prochu obwarowane jest dodatkowymi wymogami. W Niemczech każda osoba
pragnąca elaborować (również strzelać z broni czarnoprochowej) musi przejść odpowiedni
kurs. Dopiero po jego ukończeniu i zaliczeniu końcowego egzaminu państwowego można
wystąpić o zezwolenie na zakup ściśle określonej ilości prochu w okresie kolejnych 5 lat
("Bedürfnisprüfung"). Każda ilość kupowanego prochu jest odnotowywana i jego faktyczne
zużycie jest istotnym elementem przy odnawianiu zezwolenia i podejmowaniu decyzji o
limicie prochu na kolejne 5 lat. Dozwolone jest natomiast nie komercyjne zbywanie
elaborowanej amunicji na rzecz osób posiadających zezwolenie na broń, przy czym prawna
odpowiedzialność za bezpieczeństwo amunicji i ewentualny obowiązek uzyskania certyfikatu
spoczywa na osobie, która amunicję scaliła. Niemieckie prawo gwarantuje również
zachowanie gwarancji na broń, w której użyto amunicję elaborowaną, pod warunkiem, że
amunicja ta spełniała normy CIP (Commission Internationale Permanente Pour l’Epreuve des
Armes à Feu Portatives – Stała Międzynarodowa Komisja do Badania i Certyfikacji Broni
Ręcznej)
[9]
. Instytucją powołaną do kontroli amunicji i wydawania certyfikatów o jej
zgodności z normami jest Deutsche Versuchs- und Prüfanstalt für Jagd- und Sportwaffen
(DEVA – Niemiecki Instytut do Testów i Kontroli Broni Myśliwskiej i Sportowej)
[10]
.
Najliberalniejszym – pod względem prawa dostępu do prochu i spłonek – krajem Unii
Europejskiej jest Austria, gdzie państwo zrezygnowało z jakiejkolwiek kontroli nad obrotem
detalicznym komponentami oraz amunicją elaborowaną.
Przepisy obowiązujące w Ameryce Północnej są również bardzo liberalne. Stany Zjednoczone
posiadają identyczne regulacje jak Austria, natomiast w Kanadzie jedynym ograniczeniem
jest ilość 75 kg prochu, jaką wolno przechowywać w budynku mieszkalnym
[11]
– większa ilość
wymaga posiadania certyfikowanego magazynu. Większość krajów Afrykańskich stosuje
(często nieformalnie, bez umocowania w aktach prawnych) przepisy obowiązujące w
Republice Południowej Afryki
[12]
, każda osoba posiadająca zezwolenie na broń może
kupować proch i spłonki, z zastrzeżeniem że łączna ilość przechowywanych komponentów
nie może przekroczyć 2 kg prochu, 2 400 sztuk spłonek i po 200 sztuk gotowej amunicji do
każdego z posiadanych kalibrów – z ograniczenia wyłączeni są jedynie zarejestrowani
strzelcy sportowi. Polscy myśliwi udający się w tamtym kierunku na polowanie nie mogą
jednak bazować na tej informacji i każdorazowo muszą się upewnić w przedstawicielstwie
dyplomatycznym kraju, do którego jadą.
Nietypowe zastosowania elaboracji
Do elaboracji używa się zasadniczo wyłącznie łusek o denku przystosowanym do spłonek
typu boxer. Istnieją jednak sytuacje – najczęściej gdy chodzi o starsze kalibry, do których
amunicja nie jest już produkowana – gdy jedynymi dostępnymi łuskami są dostosowane do
spłonek berdan. Elaboracja takich łusek jest możliwa, jednakże konieczne jest posiadanie
specjalnego oprzyrządowania oraz drobna modyfikacja sprzętu. Łuski do spłonek berdan nie
posiadają centralnego kanału ogniowego
[13]
więc nie mogą być usunięte standardową matrycą.
Również ustawienie matrycy formatującej musi być zmienione, należy tak unieść ekspander
by igła usuwająca spłonki nie miała kontaktu z denkiem łuski a jednocześnie ekspander nie
uległ zakleszczeniu w szyjce. Do usuwania spłonek służy specjalne narzędzie
[14]
, a w
przypadku spłonek crimpowanych konieczne jest zastosowanie metody hydraulicznej po
zamocowaniu łuski w specjalnej matrycy. Pozostała część elaboracji przebiega podobnie jak
w przypadku łusek typu boxer z koniecznością szczególnej ostrożności przy osadzaniu
nowych spłonek.
Amunicji bocznego zapłonu nie da się elaborować ze względu na specyfikę umieszczenia
materiału inicjującego. Możliwe są natomiast różne modyfikacje amunicji fabrycznej, jak
zmiana pocisku ołowianego na pełnopłaszczowy, czy zmiana średnicy pocisku w różnego
typu wildcat’ach.
Elaboracja jest czasem jedynym źródłem łusek w kalibrach już nie produkowanych. Zawsze
udaje się znaleźć współczesny kaliber o podobnych wymiarach łusek, które w matrycy Case
Forming Die (lub komplecie takich matryc) da się sformatować do oczekiwanych wymiarów.
Często wiąże się to ze znacznym trimmowaniem łuski i fireformingiem – odpaleniem naboju
elaborowanego w łusce nie w pełni sformatowanej celem ciśnieniowego dopasowania kształtu
łuski do rozmiarów komory nabojowej.
Elaboracja amunicji śrutowej pozwala na uzyskiwanie przebicia i pokrycia mocno różniącego
się od uzyskiwanego z większości amunicji fabrycznej. Odpowiednio dobierając gatunki
prochu oraz naważki śrutu i prochu, dodatkowo stosując specjalne przekładki śrutu, łatwo
scalić amunicję o zmniejszonym przebiciu i znacznie pogorszonym przebiciu – bardzo
przydatną do polowania w gęsto zakrzaczonych łowiskach. W pewnych sytuacjach można
również osiągnąć efekt odwrotny: amunicję o zwiększonym przebiciu i pokryciu
przeznaczoną do dalekich strzałów.
Dla, wciąż jeszcze dość licznych, użytkowników broni na naboje igłowe typu Lefaucheux
elaboracja jest jedynym źródłem zaopatrzenia w amunicję. Lekko modyfikując łuskę
typowego naboju śrutowego i proces elaboracji łatwo jest osiągnąć zamierzony cel. Główną
różnicą w użyciu komponentów jest zastosowanie kapiszonu od broni czarnoprochowej
umieszczonego wewnątrz łuski zamiast typowej spłonki.
Wyszukiwarka
Podobne podstrony:
więcej podobnych podstron