22
22
16. OBLICZENIA WYTRZYMAŁO CIOWE I KSZTAŁTOWANIE
WAŁKÓW PRZEKŁADNI
16.1. Obliczenia wytrzymało ciowe
Wałki przekładni obci one s momentami skr caj cymi i zginaj cymi, wywołanymi
siłami mi dzyz bnymi. rednic wałka w dowolnym punkcie liczymy stosuj c zmodyfikowa-
n hipotez wyt eniow Hubera
3
32
go
z
k
M
d
⋅
⋅
=
π
,
(38)
gdzie moment zast pczy
(
)
2
2
s
g
z
M
M
M
⋅
+
=
α
,
(39)
przy czym:
M
g
- moment zginaj cy całkowity (sprowadzony do jednej płaszczy-
zny),
M
s
- moment skr caj cy,
α
- współczynnik,
sj
go
k
k
⋅
=
2
α
. (40)
Dla przekładni pracuj cej przy niewielkich wahaniach momentu skr caj cego (c
p
≤
1,2) we wzorze (40) zamiast k
sj
przyjmujemy k
s
. Napr enia dopuszczalne na zginanie i skr -
canie w zale no ci od materiału, z którego b dzie wykonany wał przyjmujemy z tabl.16
Tablica 16
Materiały na wałki przekładni
Materiał
Oznaczenie
k
go
[N/mm
2
]
k
sj
[N/mm
2
]
k
s
[N/mm
2
]
1
2
3
4
5
St4
53
62
86
St5
60
69
96
St6
66
75
107
Stale w glowe zwykłej
jako ci
St7
72
84
117
cd.tabl. 16
1
2
3
4
5
35(T)
70
79
110
45(T)
78
88
123
55(T)
86
97
135
Stale w glowe wy szej
jako ci do ulepszania
cieplnego
65(T)
92
105
144
10(H)
67
75
94
Stale w glowe
do naw glania
20(H)
72
97
118
15H
75
118
160
20H
98
125
185
15HGM
102
130
195
15HN
108
135
200
Stale stopowe
do naw glania
18H2N2
130
165
244
23
23
30H
98
125
185
40H
108
130
200
50H
120
150
222
40HM
114
145
213
50HN
120
150
222
40H2MF
135
172
253
Stale stopowe
do ulepszania
35HGS
180
226
235
(T) - stal ulepszana cieplnie,
(H) - stal hartowana.
∗ narysowa wykres momentu zast pczego M
z
= M
z
(x) i wg wzoru (39) obliczy rednice
wałka w kilku wybranych przekrojach.
W podobny sposób post pujemy przy obliczaniu wałka II.
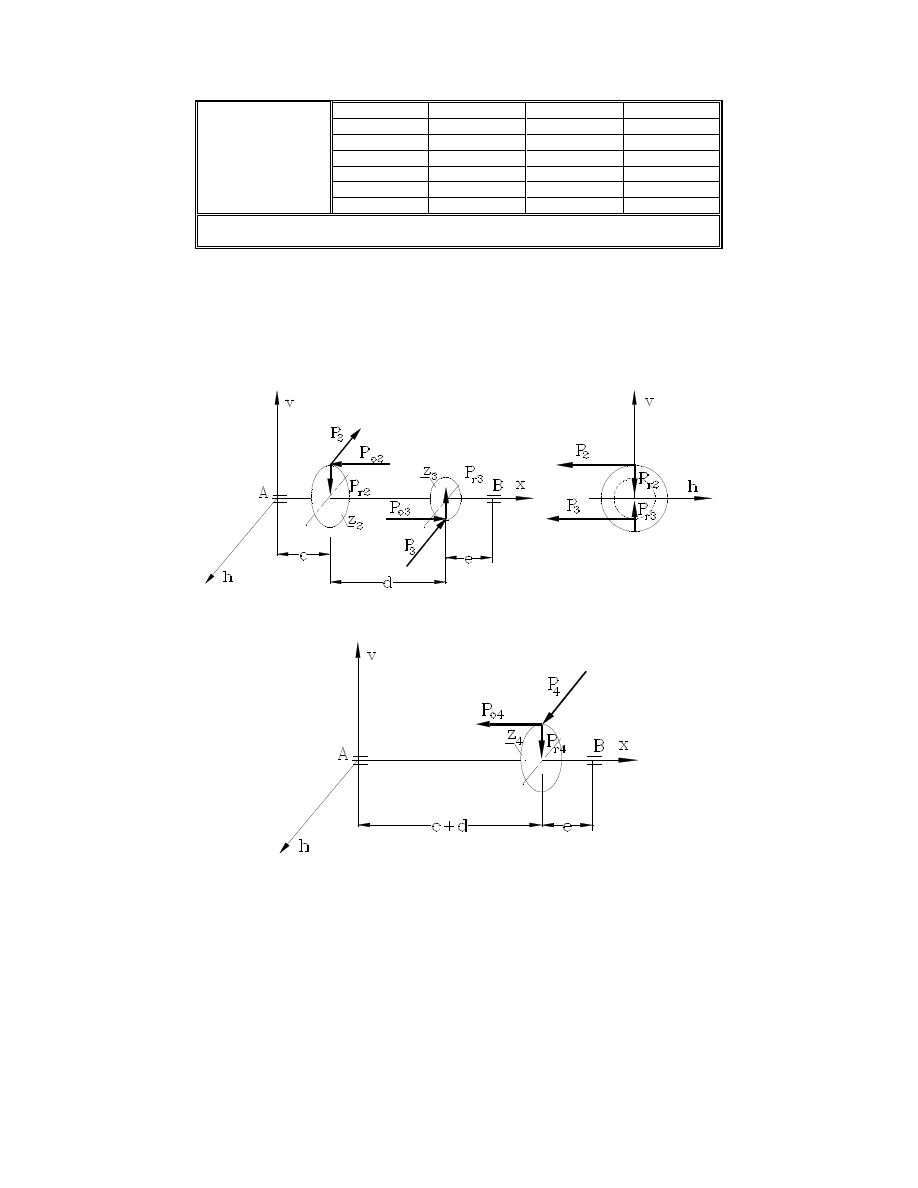
Rys. 7. Siły obci aj ce koła na wałku II przekładni dwustopniowej
Rys. 8. Siły obci aj ce koła na wałku II
Po redukcji sił do osi wałka post pujemy zgodnie ze schematem oblicze dla wałka I .
Liczymy rednice dla wi kszej ilo ci liczby punktów ni poprzednio, wykorzystuj c naryso-
wany w skali wykres momentu zast pczego M
z
(x). Otrzymane warto ci słu do narysowania
teoretycznego zarysu wałka d(M
z
). Na bazie tego zarysu konstruujemy wałek przewiduj c
czopy pod ło yska i koła.
Wyprowadzenie wzorów na momenty gn ce i zast pcze dla przekładni walcowej jed-
nostopniowej podano w dodatku B.
24
24
16.2. Kształtowanie wałów
Zalecenia konstrukcyjne dotycz ce kształtowania wałów maszynowych podaje norma
PN-82/M-02045. Kształt wałka wpływa zasadniczo na jego wytrzymało zm czeniow . Przy
stopniowaniu nale y stosowa si do zalece konstrukcyjnych zmniejszaj cych zm czeniowy
współczynnik spi trzenia napr e .
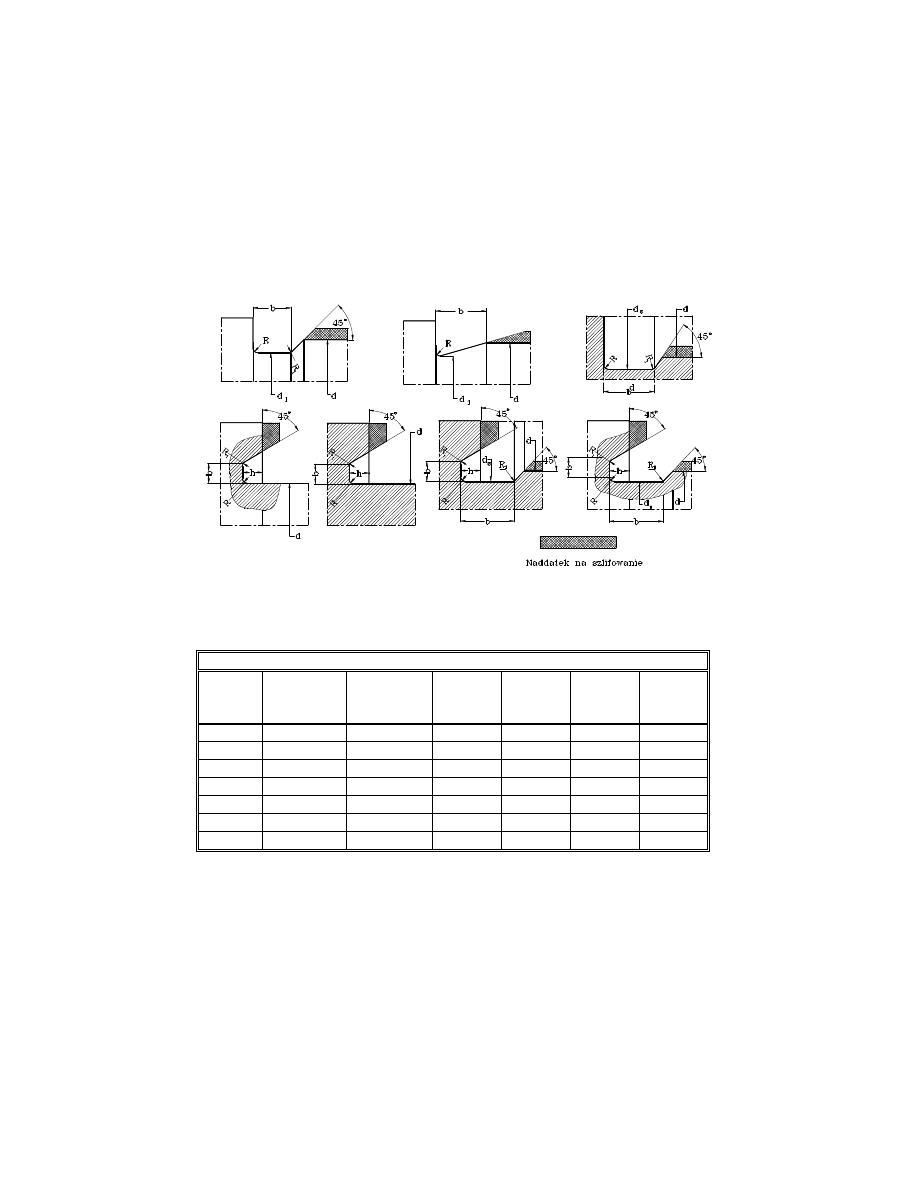
Kilka rodzajów zalecanych podci z zaznaczonymi naddatkami na szlifowanie poka-
zano na rys. 9. Wielko ci zaznaczone na rysunku podaje tablica 15a.
Rys. 9. Konstrukcja podci z naddatkiem na szlifowanie
Tablica 15a
Warto ci podci - do rys. 9
Wymiary [mm]
b
szlifowanie
zewn trzne
d
1
szlifowanie
wewn trzne
d
2
h
R
R
1
d
(1)
d
-0,3
d
+0,3
0,15
0,3
0,3
do 10
(1,5)
d
-0,3
d
+0,3
0,15
0,5
0,5
do 10
2
d
-0,5
d
+0,5
0,25
0,5
0,5
do 10
3
d
-0,5
d
+0,5
0,25
1,0
0,5
10
÷50
5
d
-1,0
d
+0,5
0,5
1,5
0,5
50
÷100
8
d
-1,0
d
+0,1
0,5
2,0
1,0
>100
(10)
d
-1,0
d
+0,1
0,5
3,0
1,0
>100
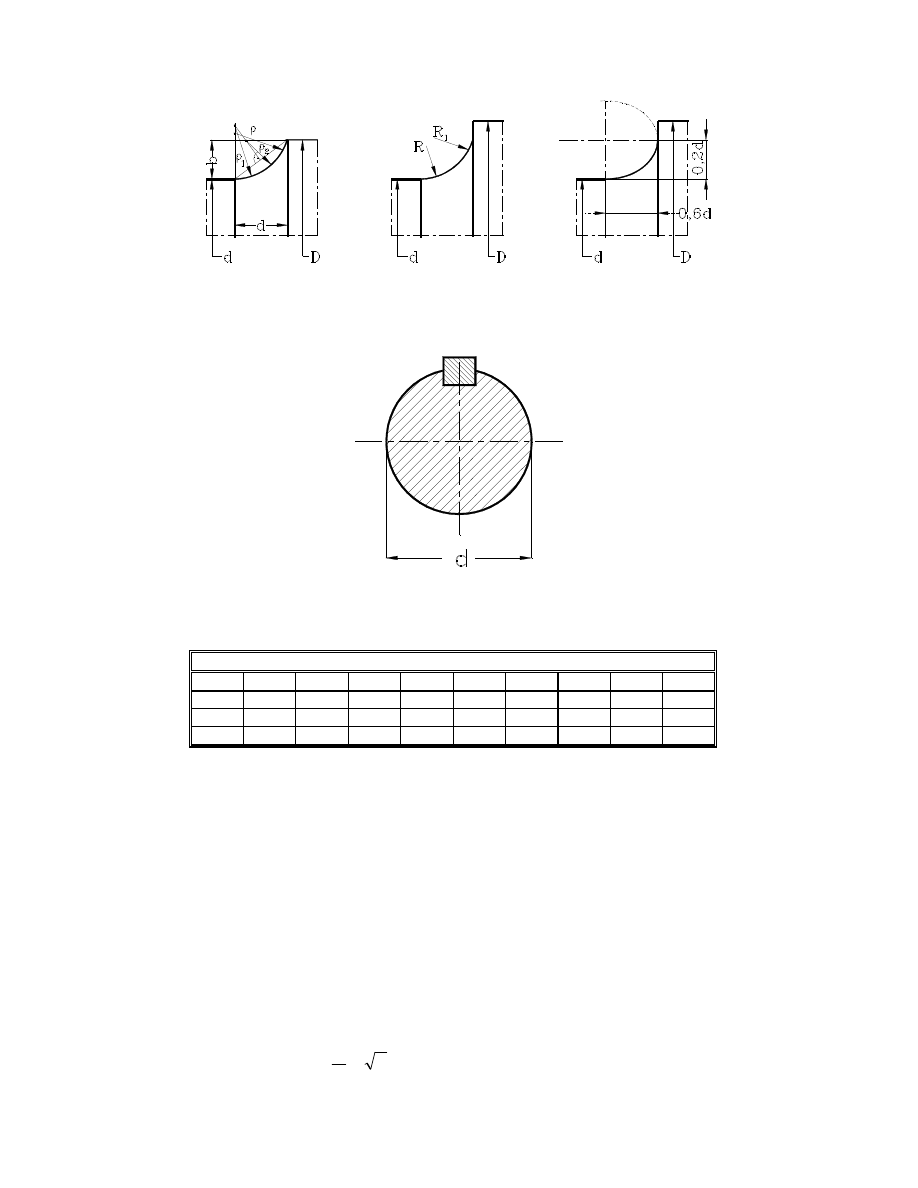
Na rys.9 pokazano zalecane promienie przej , gwarantuj ce zmniejszenie zm cze-
niowego współczynnika spi trzenia napr e .
Nale y przyjmowa :
ρ
1
>
ρ
2
,
ρ
= 0,1d , R = d , D = 1,3d , R
1
= 0,1d
25
25
Rys. 10 . Zalecane promienie przej
16.2.1. Zalecane rednice czopów na wej ciu i wyj ciu z przekładni
Rys. 11. Czop na wej ciu lub wyj ciu z przekładni
Tablica 15b
Zalecane rednice czopów na wej ciu i wyj ciu z przekładni
d[mm]
14
16
18
20
22
25
28
30
32
35
38
40
42
45
50
55
60
65
70
75
80
85
90
100
110
120
125
130
140
150
160
170
180
190
200
220
250
280
320
360
17. ŁO YSKOWANIE WAŁKÓW PRZEKŁADNI
Zdolno ło yska do przejmowania obci e przy pr dko ci obrotowej jednego z pier-
cieni n
> 10 [1/min] okre la no no ruchowa C [N] a dla n ≤ 10 [1/min] - no no spo-
czynkowa C
o
[N].
No no ci nazywamy takie obci enie zast pcze ło yska [N] , przy którym 90% pro-
dukowanych ło ysk wykona
1 mln obrotów do chwili pojawienia si pierwszych oznak zm -
czeniowego zu ycia powierzchni przy prawidłowej zabudowie i wła ciwych warunkach sma-
rowania. Pomi dzy obci eniem zast pczym P[N] , no no ci ruchow C [N] i trwało ci L
wyra on w milionach obrotów istnieje zale no
k
L
P
C = , (41)
26
26
gdzie:
k = 3 - dla ło ysk kulkowych,
3
10
=
k
- dla ło ysk wałeczkowych.
Gdy ło ysko posiada zdolno przenoszenia obci e promieniowych i wzdłu nych,
sił zast pcz liczymy ze wzoru
a
r
F
Y
F
X
P
⋅
+
⋅
=
(42)
gdzie:
X - współczynnik przeliczeniowy obci enia promieniowego,
Y - współczynnik przeliczeniowy obci enia osiowego,
F
r
- obci enie promieniowe ło yska [N],
F
a
- obci enie osiowe ło yska [N].
Warto ci współczynników X i Y dla ło ysk kulkowych zwykłych przedstawiono w ta-
blicy 16. Dla innych ło ysk warto ci X i Y s podane w katalogach ło ysk tocznych .
Tablica 16
Warto ci współczynników X i Y dla ło ysk kulkowych zwykłych z luzami normalnymi
Wzgl dne obci -
enie osiowe
e
F
F
r
a
≤
e
F
F
r
a
>
Rodzaj ło yska
o
a
C
F
X
Y
X
Y
e
0,014
1
0
0,56
2,30
0,19
0,028
1
0
0,56
1,99
0,22
0,056
1
0
0,56
1,71
0,26
0,084
1
0
0,56
1,55
0,28
0.11
1
0
0,56
1,45
0,30
0,17
1
0
0,56
1,31
0,34
0,28
1
0
0,56
1,15
0,38
0,42
1
0
0,56
1,04
0,42
Ło yska kulkowe
poprzeczne o k cie
∝ = 0
o
0,52
1
0
0,56
1,00
0,44
W urz dzeniach pracuj cych przy stałej liczbie obrotów trwało wygodniej okre la
w godzinach pracy ło yska
L
h
[h]. Pomi dzy trwało ci wyra on w milionach obrotów L
i
trwało ci wyra on w godzinach L
h
istnieje zwi zek
6
10
60
⋅
⋅
=
n
L
L
h
,
sk d
k
h
n
L
P
C
6
10
60
⋅
⋅
=
. (43)
27
27
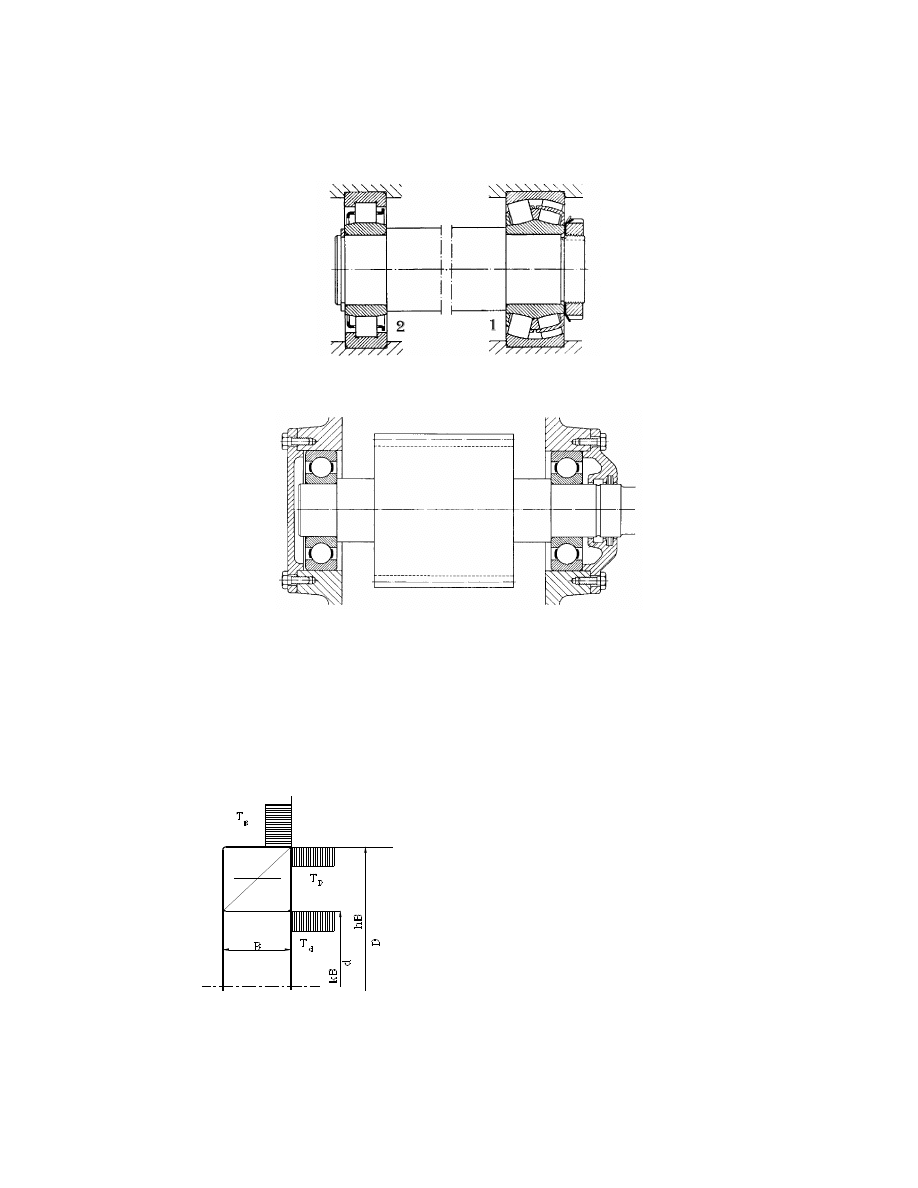
Podstawowa zasada zabudowy ło ysk tocznych (prócz układów X i O) wymaga usta-
lenia jednego ło yska na wale i w obudowie oraz zapewnienie swobody przesuwu drugiej
podpory (ze wzgl du na dylatacje ciepln wału). Odpowiednie przykłady pokazano na rys.7 i
rys.8.
Rys.7. Przykład zabudowy ło yska wahliwego i walcowego
Rys.8. Przykład zabudowy ło ysk kulkowych promieniowych
Na rys.7 ło ysko walcowe 2 umo liwia przesuw wzdłu ny wałka mi dzy wałeczkami
a pier cieniem wewn trznym, natomiast ło ysko baryłkowe wahliwe jest ustalone na wale i
obudowie – b dzie ono przejmowa sił osiow .
Na rys.8 pokazano przykład zabudowy ło ysk kulkowych.
17.1. Pasowanie ło ysk tocznych
Ło yska s elementami zamiennymi, zatem
posiadaj ci le okre lone odchyłki wymiarowe poda-
wane przez producentów w katalogach ło ysk. W nor-
mach pasowa nie ma odpowiednika literowego poło-
enia pola tolerancji wzgl dem linii zerowej (wymiaru
nominalnego). Na rys.9 pokazano poło enie pola tole-
rancji głównych wymiarów ło ysk.
Rys.9. Poło enie pola tolerancji
głównych wymiarów ło ysk
28
28
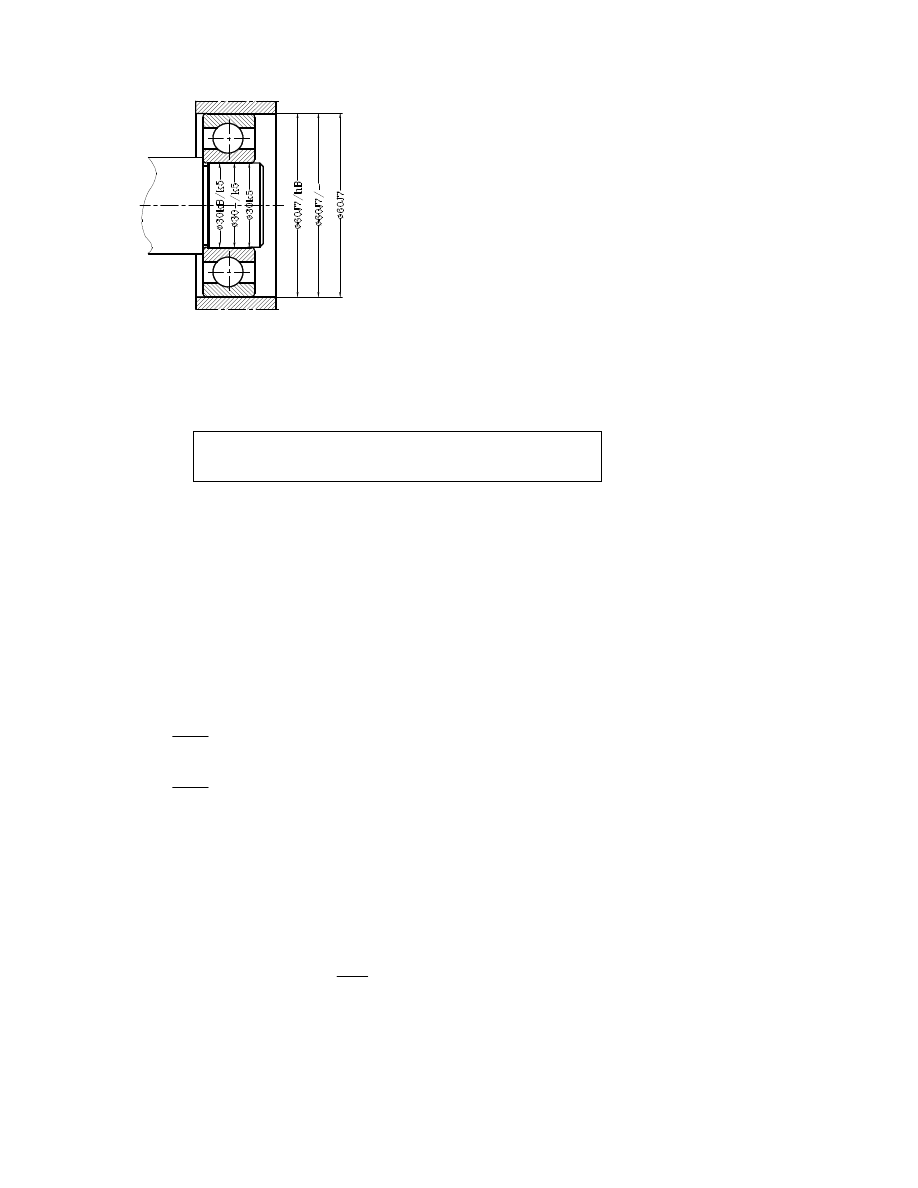
Na rys.10 przedstawiono trzy ró ne sposoby oznacza-
nia pasowa na czopie i oprawie. Prawidłowa praca ło yska w
du ym stopniu uzale niona jest od rodzaju pasowania tego
ło yska na czopie i w obudowie.
Firmy produkuj ce ło yska w katalogach ło ysk poda-
j zalecenia odnosz ce si do doboru pasowa .
Najcz ciej spotykane tolerancje czopa i oprawy:
czop - j6, j5, k5, k5,
oprawa
- H6, J6, K6, M6.
Rys.10. Prawidłowe oznaczanie
pasowania ło ysk
Podstawowa zasada pasowania ło ysk:
18. SMAROWANIE PRZEKŁADNI
Rodzaj oleju dobierany jest na podstawie prób stanowiskowych i eksploatacyjnych
prototypu przekładni z batej. Konstruktor przekładni okre la jedynie lepko oleju.
Obudowane przekładnie z bate smarowane s olejem:
• przez zanurzenie,
• pod ci nieniem .
Według Bloka i Dudleya smarowanie zanurzeniowe mo na stosowa , gdy
1)
500
2
2
2
≤
⋅
w
d
v
[m/s
2
] - dla kół dokładnie obrobionych,
2)
600
2
2
2
≤
⋅
w
d
v
[m/s
2
] - dla kół mniej dokładnie obrobionych.
Gdy powy sze warunki nie s spełnione, stosujemy smarowanie pod ci nieniem (natry-
skowe). Gł boko zanurzenia du ego koła w oleju przy smarowaniu zanurzeniowym powin-
na wynosi ( 1
÷ 6 )m. Lepko oleju dobieramy z tablicy 17 w zale no ci od pr dko ci ob-
wodowej koła
v oraz od warto ci umownego nacisku powierzchniowego, liczonego wg wzo-
ru
p
b
P
c
⋅
=
[N/mm
2
] , (44)
gdzie: P - siła obwodowa [N],
b - szeroko wie ca [mm],
p - podziałka [mm].
Ruchomy wałek:
pasowanie ciasne na czopie.
Ruchoma oprawa:
pasowanie ciasne w oprawie.
29
29
Tablica 17
Zalecana lepko oleju w
o
E
50
przy smarowaniu przez zanurzenie
v [m/s]
c < 4
c = 4
÷ 10
c > 10
do 2
12
20
30
2
÷ 6
8
12
20
6
÷ 12
6
8
12
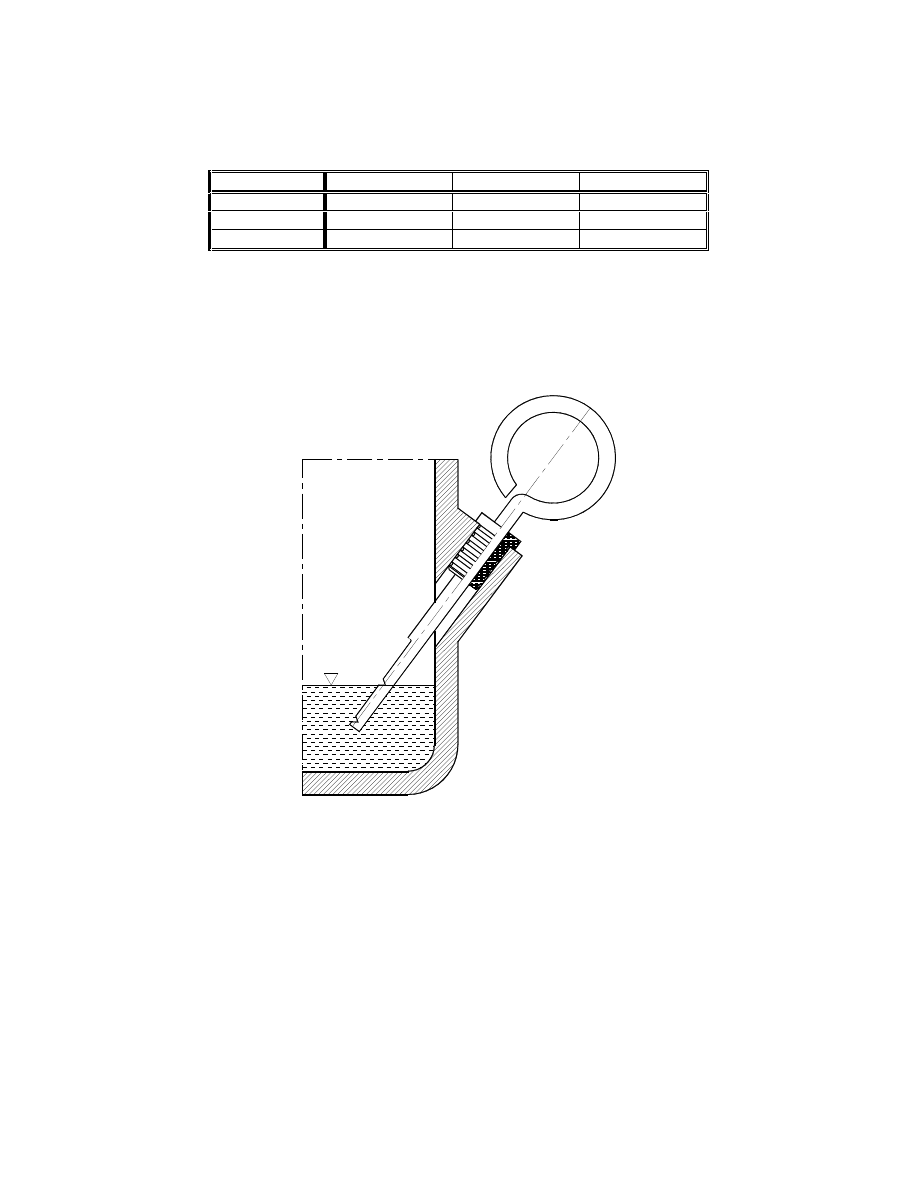
18.1. Wska niki poziomu oleju
Na rys. 11 pokazano przykładowo konstrukcj olejowskazu bagnetowego.
Rys.11. Olejowskaz bagnetowy
19. USZCZELNIENIA
Jednym z warunków poprawnej i długotrwałej pracy przekładni s uszczelnienia, któ-
rych zadaniem jest uniemo liwienie wycieku oleju z przekładni i ochrona ło ysk i kół przed
czynnikami atmosferycznymi (wilgo , zapylenie). Te warunki musz spełnia stosowane
uszczelnienia. Na wybór rodzaju uszczelnienia maj wpływ:
• rodzaj smarowania,
• warunki otoczenia (temperatura, wilgo , zapylenie),
• pr dko obwodowa wałka,
• temperatura pracy ło yska.
30
30
•
19.1. Uszczelnienia filcowe
Rys.12. Uszczelnienie za pomoc pier cieni filcowych
Uszczelnienia filcowe nale do najprostszych
uszczelnie stosowanych głównie przy
smarowaniu
smarem stałym . Mo na je równie stosowa przy smarowaniu olejem, lecz przy
małych pr dko ciach obwodowych, v
≤ 4 [m/s] i redniej gładko ci czopa lub v ≤ (7 ÷ 8 )
[m/s] przy wałach polerowanych.
Pojedynczy pier cie filcowy skutecznie chroni ło ysko o
rednicy
d
≤ 50 [mm] pracuj ce w otoczeniu suchym i czystym. W celu zwi kszenia pewno ci działa-
nia nale y je stosowa ł cznie z innymi rodzajami, np. labiryntowymi lub szczelinowo-
rowkowymi. Przykładowe rozwi zanie konstrukcyjne uszczelnienia za pomoc pier cieni fil-
cowych pokazano na rys. 12. Pier cienie filcowe mo na dobiera z tablicy 37 [xx].
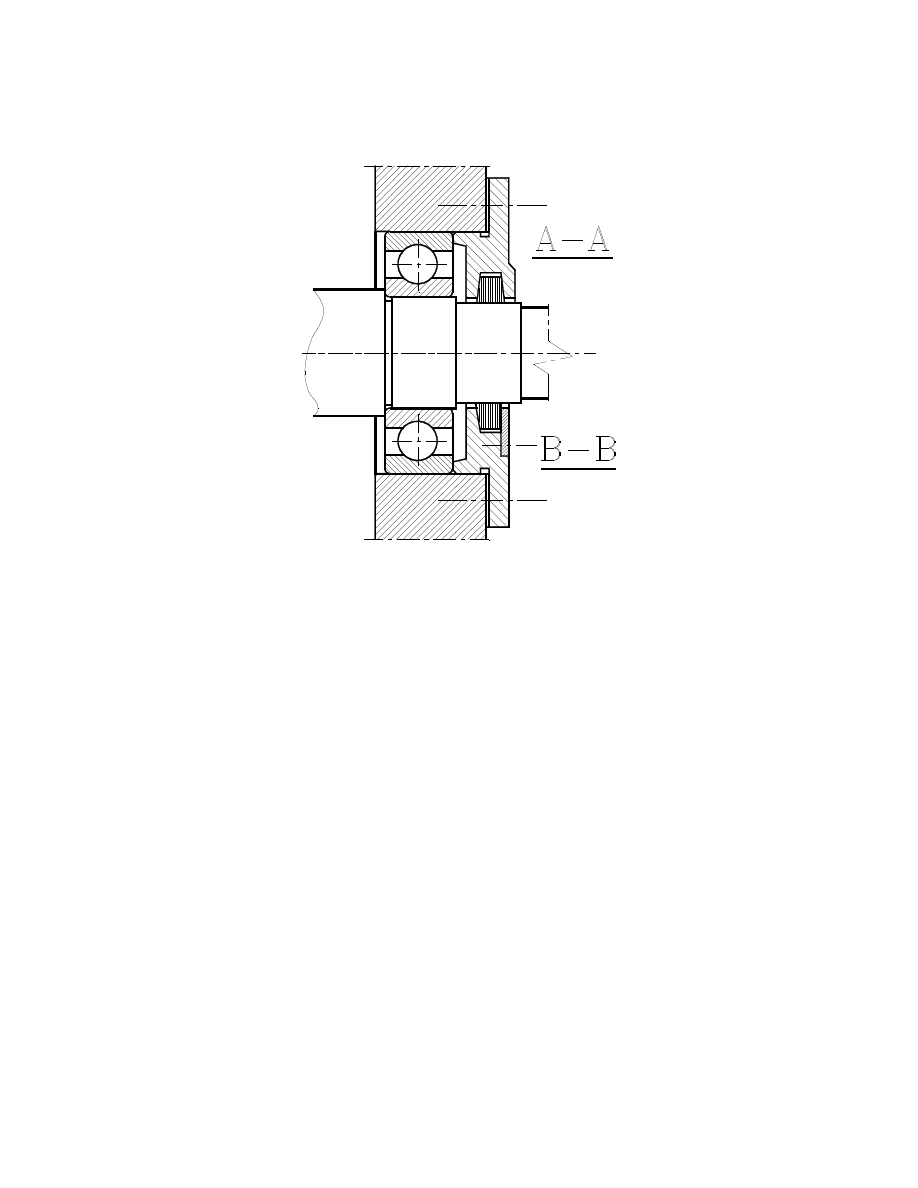
19.2. Uszczelnienia za pomoc pier cieni gumowych typu
Simmerring
31
31
Rys.13. Przykład uszczelnienia czopa wyj ciowego z
przekładni za pomoc pier cienia gumowego
Uszczelnienia za pomoc pier cieni typu Simmerring wg PN -66/M - 86960 słu do
uszczelnienia wałków obrotowych. Pod wzgl dem konstrukcyjnym dziel si na dwa rodzaje:
• A - z metalow wkładk usztywniaj c ,
• B - w zewn trznej obudowie metalowej.
Uszczelnienia te stosuje si przede wszystkim przy smarowaniu olejem. Mo na je wyko-
rzystywa przy pr dko ciach obwodowych v
≤≤≤≤ ( 5 ÷÷÷÷ 6 ) [m/s] i redniej gładko ci czopa lub
v
≤≤≤≤ ( 8 ÷÷÷÷ 10 ) [m/s] - przy czopach polerowanych. Docisk kołnierza (wargi ) do czopa zapew-
nia pier cieniowa spr yna spiralna. Uszczelki tego rodzaju mog pracowa w temperaturze
do 200
o
C w zale no ci od rodzaju gumy. Przykładowe rozwi zanie konstrukcyjne pokazano
na rys. 13.
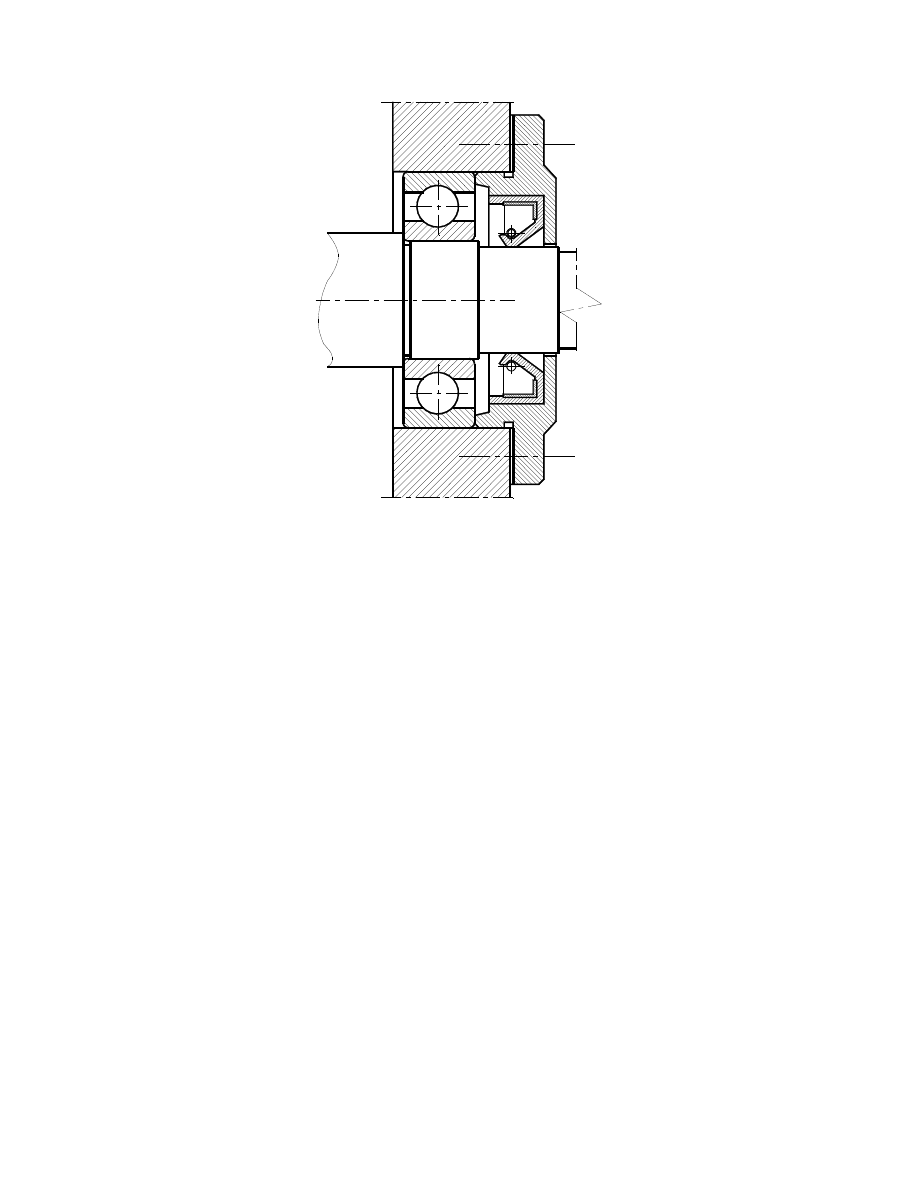
19.3. Uszczelnienia labiryntowe
Rozwi zanie konstrukcyjne uszczelnienia labiryntowego pionowego pokazano na
rys.14 a na rys. 15 - uszczelnienie z labiryntem poziomym. Labirynt pomi dzy elementami
wiruj cymi a nieruchomymi wypełniony smarem stałym chroni ło ysko przed zapyleniem.
Uszczelnienia tego typu nale do grupy uszczelnie bezstykowych. Stosowanie ich nie jest
ograniczone pr dko ci obwodow czopa. Natomiast temperatura pracy ło yska musi by
ni sza od temperatury topnienia zastosowanego smaru stałego.
32
32
Rys.14. Uszczelnienie labiryntowe Rys.15. Uszczelnienie labiryntowe pionowe
Poziome
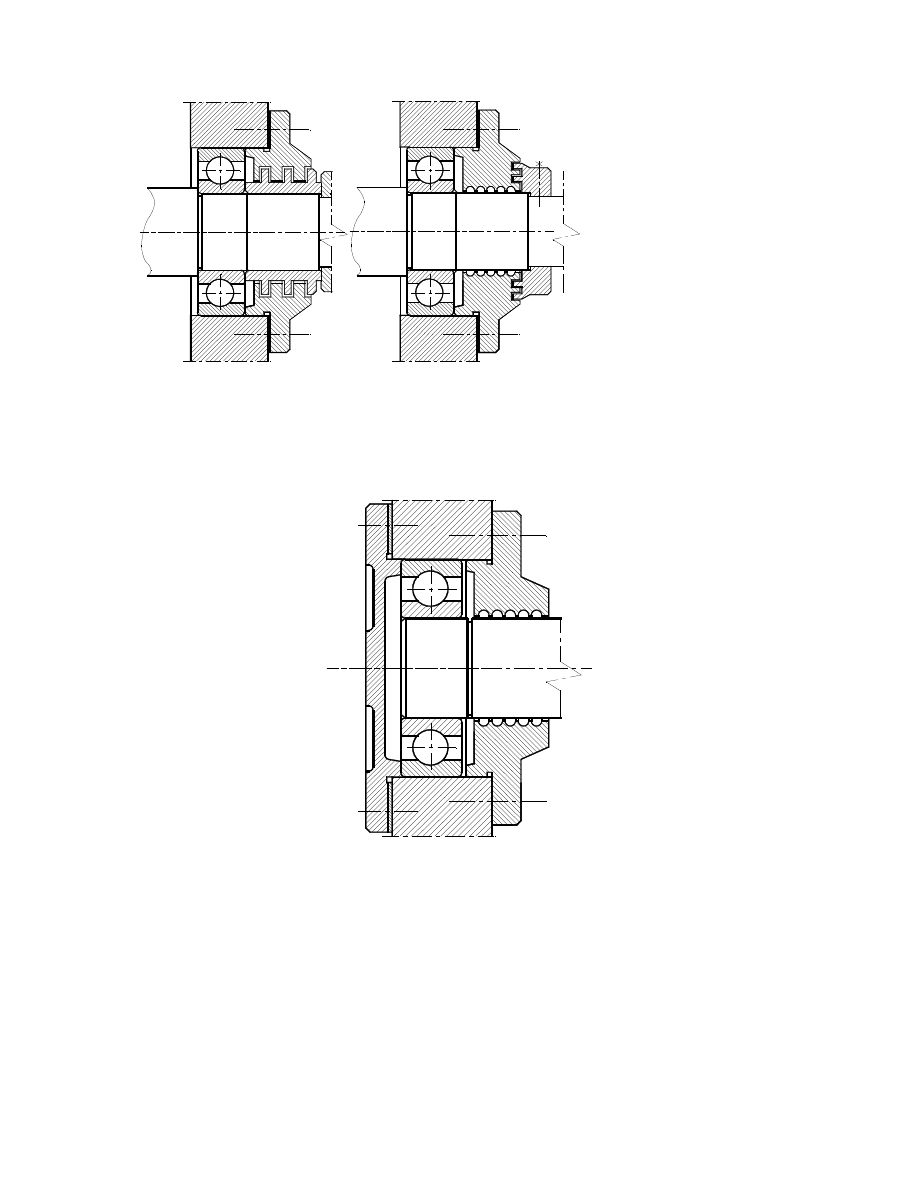
19.4. Uszczelnienia szczelinowo-rowkowe
Rys. 16. Uszczelnienie szczelinowo-rowkowe
Uszczelnienie ło yska uzyskuje si dzi ki odpowiednio ukształtowanej powierzchni
przylgowej kołnierza, naci ciu rowków o odpowiednim kształcie i wymiarach - rys. 16.
Szczeliny i rowki wypełnia si smarem plastycznym w celu uniemo liwienia przenikania do
ło yska pyłu i wilgoci. Uszczelnienia tego typu mog pracowa przy ka dej pr dko ci obwo-
dowej pod warunkiem, e temperatura pracy ło yska b dzie ni sza od temperatury topnienia
smaru u ytego do uszczelnienia. Celem zwi kszenia skuteczno ci uszczelnienia te zaleca si
stosowa ł cznie z innymi rodzajami, np. labiryntowym.
33
33
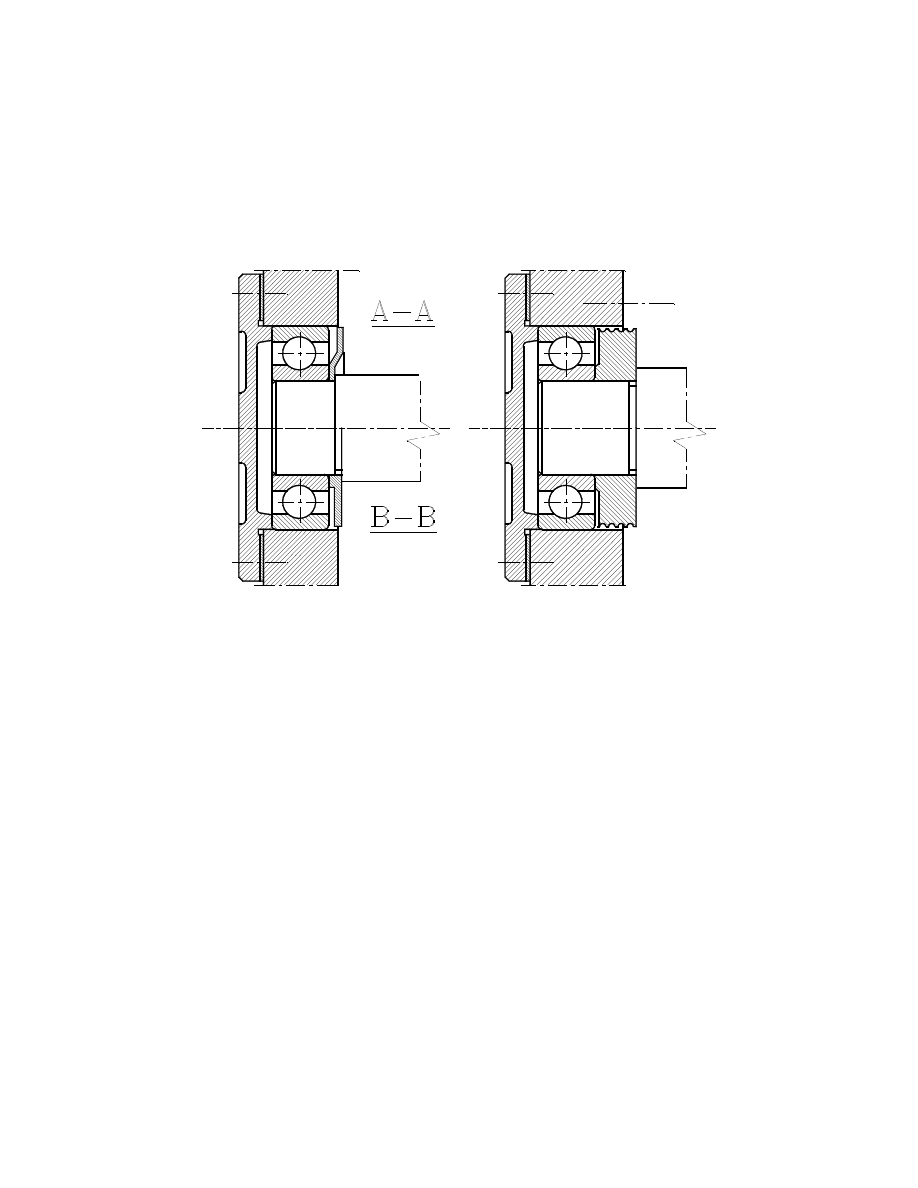
19.5. Uszczelnienia za pomoc tarcz ochronnych
Rys.17. Uszczelnienie za pomoc tarcz ochronnych
Sposób uszczelnienia pokazany na rys.17 zapobiega wymywaniu smaru stałego z ło-
ysk przez olej smaruj cy koła z bate przekładni. Skuteczno tego typu uszczelnienia jest
niewielka. Stosuje si je przy pr dko ciach obwodowych wałka v = (5
÷ 6) [m/s] i najcz ciej
wraz z innymi rodzajami uszczelnie .
Wyszukiwarka
Podobne podstrony:
obliczenia wytrzymalosciowe id Nieznany
OBLICZENIA WYTRZYMALOSCIOWE PRZ Nieznany
obliczenia wytrzymalosciowe id Nieznany
Algorytm obliczania parametrow Nieznany
podstawy obliczen chemicznych i Nieznany
Obliczenia wytrzymałościowe wału napędzanego
T35 DZM, OBLICZENIA WYTRZYMAŁOŚCIOWE PRZEKŁADNI WALCOWEJ
CWICZENIE 2 Obliczenia statyczn Nieznany
T35 DZM, OBLICZENIA WYTRZYMAŁOŚCIOWE PRZEKŁADNI WALCOWE1
Obliczenia wytrzymałościowe kół zębatych
ANALIZA STATYCZNO WYTRZYMALOSCI Nieznany (2)
OBLICZENIA WYTRZYMALOŚCIOWE wałów, Budownictwo-studia, mechanika ogulna
Projekt Obliczeniowy Wytrzymałość Mat. II
Bartoszewicz Odnowic oblicze zi Nieznany (2)
05 ObliczanieUkladowid 5765 Nieznany
,PODSTAWY KONSTRUKCJI MASZYN, OBLICZENIA WYTRZYMAŁOŚCIOWE
Mechanika budowli Obliczanie pr Nieznany
5 wybrane zagadnienia z wytrzy Nieznany (2)
więcej podobnych podstron