Lecture 13: SPC and Data Integration
Spanos
EE290H F05
1
Control Charts and Data Integration
The acceptance chart and other control
alternatives. Examples on SPC applications
Lecture 13: SPC and Data Integration
Spanos
EE290H F05
2
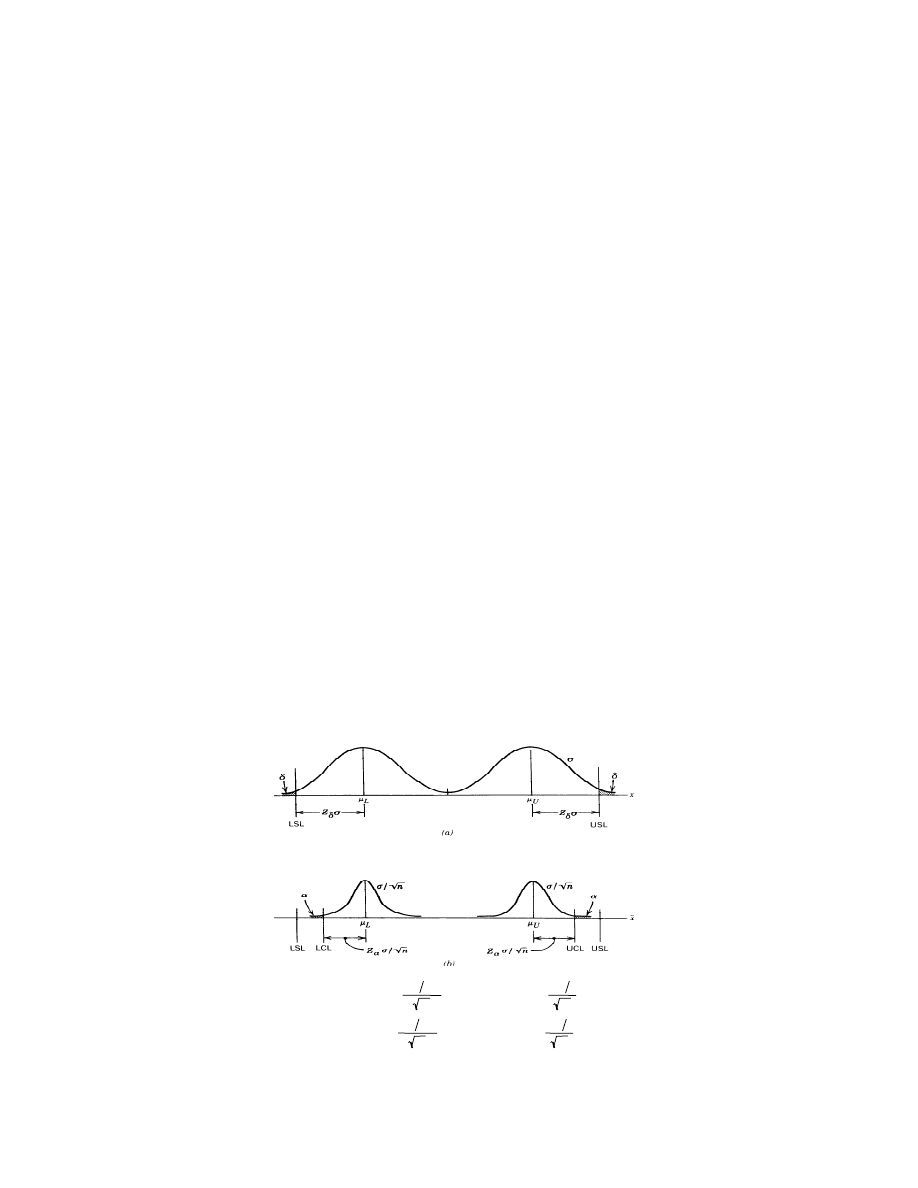
Modified Charts
UCL = µ
u
+
Z
α
2
σ
n
= USL - ( Z
δ
-
Z
α
2
n
)
σ
LCL = µ
L
L
-
Z
α
2
σ
n
= LSL + ( Z
δ
-
Z
α
2
n
)
σ
If C
pk
>> 1 we set control limits so that the fraction non-conf.
is <
δ and good process is accepted with probability 1-α.
Lecture 13: SPC and Data Integration
Spanos
EE290H F05
3
Modified Charts (cont.)
UCL = µ
u
-
Z
β
σ
n
= USL - (Z
γ
+
Z
β
n
)
σ
LCL = µ
L
+
Z
β
σ
n
= LSL + (Z
γ
+
Z
β
n
)
σ
When C
pk
>> 1, then we can also set control limits so that
that the fraction non-conforming is <
γ.
The acceptance chart is defined so that a bad process will be
rejected with at least 1-
β probability.
Lecture 13: SPC and Data Integration
Spanos
EE290H F05
4
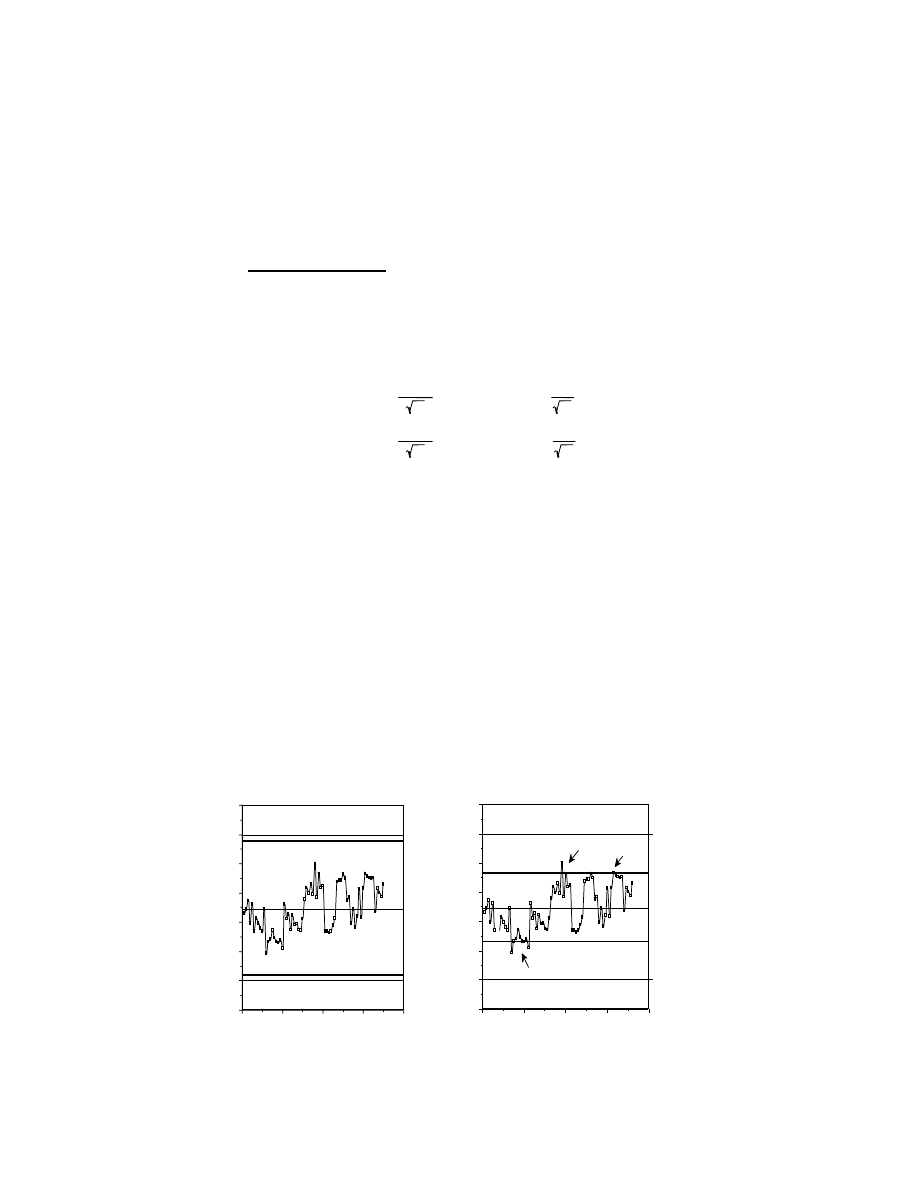
Modified Chart (Example)
To reject with
β = 0.8
To accept with
α = 0.0027
(Line-width control) with n=5,
δ,γ =5%, Z=1.645, σ = 0.07
0.4
0.5
0.6
0.7
0.8
0.9
1.0
1.1
80
60
40
20
0
LCL 0.52
0.745
UCL 0.98
USL 1.0
LSL 0.5
80
60
40
20
0
LCL 0.63
0.745
UCL 0.87
USL 1.0
LSL 0.5
Lecture 13: SPC and Data Integration
Spanos
EE290H F05
5
Modified Charts (cont.)
n =
3.00 + 1.25
1.25 - 0.85
2
= 113
For example, to accept a process at a level
α =0.0027, when
the yield is at least 90% (
δ =0.1) and to reject the process
90% of the time (
β =0.1) when the yield is less than 80%
(
γ =0.2), then the line width sample size should be:
It is also possible to choose a sample size n so that specific
values of
δ, α, γ and β are obtained:
USL- Z
δ
-
Z
α
2
n
σ = USL- Z
γ
+
Z
β
n
σ
n =
Z
α
2
+ Z
β
Z
δ
- Z
γ
2
Lecture 13: SPC and Data Integration
Spanos
EE290H F05
6
Basic SPC Issues Covered so far
• Attribute Charts (P,C,U).
• Variable Charts (x-R, x-s).
• Process Capability.
• Acceptance Charts.
• Rate of false and missed alarms.
• Average run lengths.

Lecture 13: SPC and Data Integration
Spanos
EE290H F05
7
In Conclusion...
SPC is a tool that will help keep the process free of non-
random disturbances.
SPC reacts to a systematic disturbance in an objective
and consistent way.
Solid process understanding is necessary in order to find
and eliminate assignable causes.
In a modern clean room, the ability to explore production-
wide data is also important
Lecture 13: SPC and Data Integration
Spanos
EE290H F05
8
Case Study - Wafer Tracking Capability
Problem
In a high volume clean room, wafers are processed in
batches.
Sometimes assignable causes are related to the position of
the wafer in the batch.
During processing, wafers are mixed and matched in a
batch in many different ways.
Solution
Number wafers and keep track of their history using a bar
code reader, a database and a computer.
This allows to change the rational subgrouping on the fly as
we look for the problem.
Lecture 13: SPC and Data Integration
Spanos
EE290H F05
9
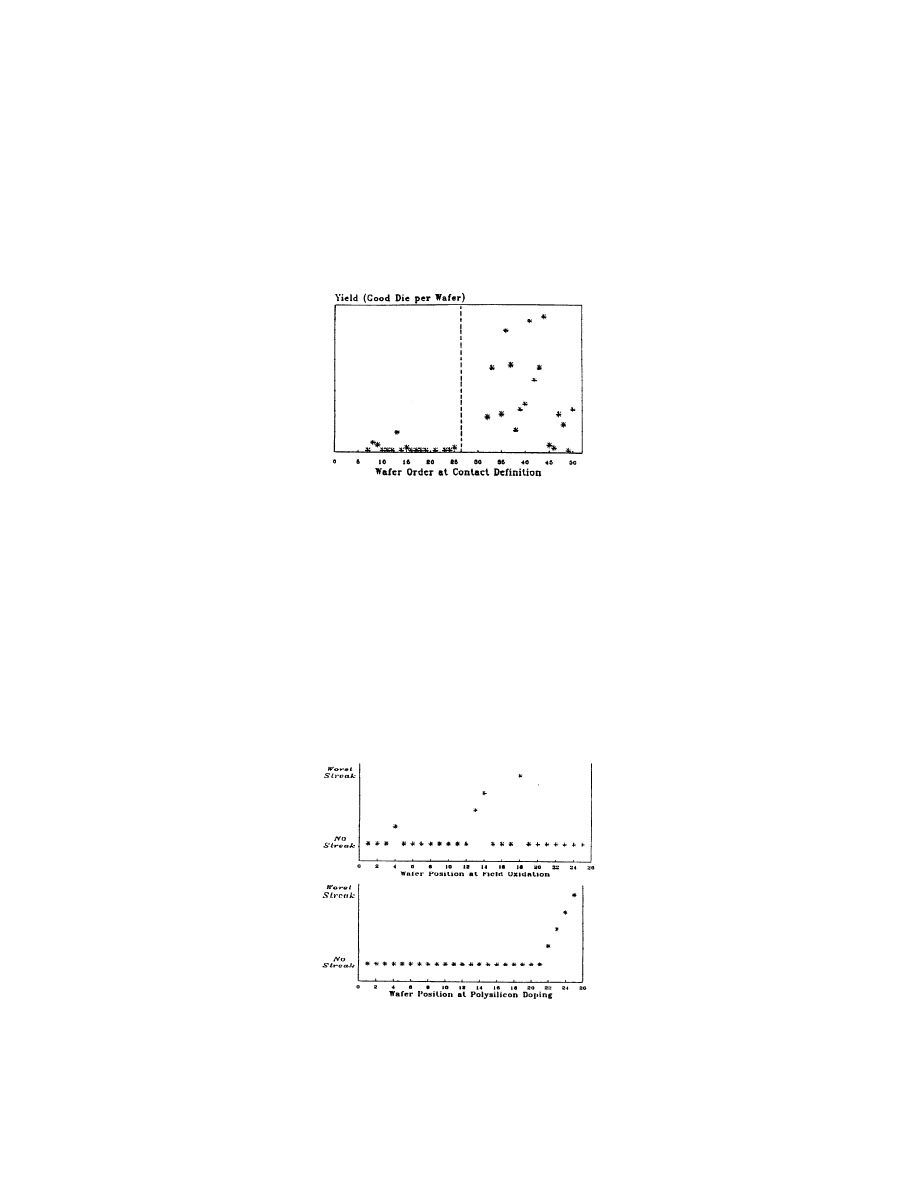
Wafer Tracking Capability - Example
*
Presented at ISMS89, G. Scher et al. HP at Fort Collins CO
Figure 2a from HP paper
Fraction-non-conforming chart showed increase in number
and variability (lot to lot) of defectives. Identified the problem
as a contact open, focused on photolithography steps.
Various subgroupings were tried until an obvious pattern
showed in the cassette to cassette loading of the spin dryer:
Problem identified as broken heater wire in the spin dryer.
Lecture 13: SPC and Data Integration
Spanos
EE290H F05
10
Wafer Tracking Capability - Example (cont.)
*
Presented at ISMS89, G. Scher et al. HP at Fort Collins CO
Figure 1a and 1d from HP paper
Problem located at the poly furnace loading.
Single wafer etcher began leaving "streaks" on some wafers.
Degree of streaking was plotted versus wafer position at
various batch steps that preceded the etch step.
Lecture 13: SPC and Data Integration
Spanos
EE290H F05
11
Case Study - Using Real Time Measurements
Processing is so complex, that in-line readings alone cannot
always explain yield drops.
Recently, we have acquired the capability to collect real-
time sensor readings.
These readings can be collected in the CIM database via
RS232 and the SECSII protocol.
Statistical abstractions of these readings can supplement
traditional in-line measurements for yield analysis studies.
Lecture 13: SPC and Data Integration
Spanos
EE290H F05
12
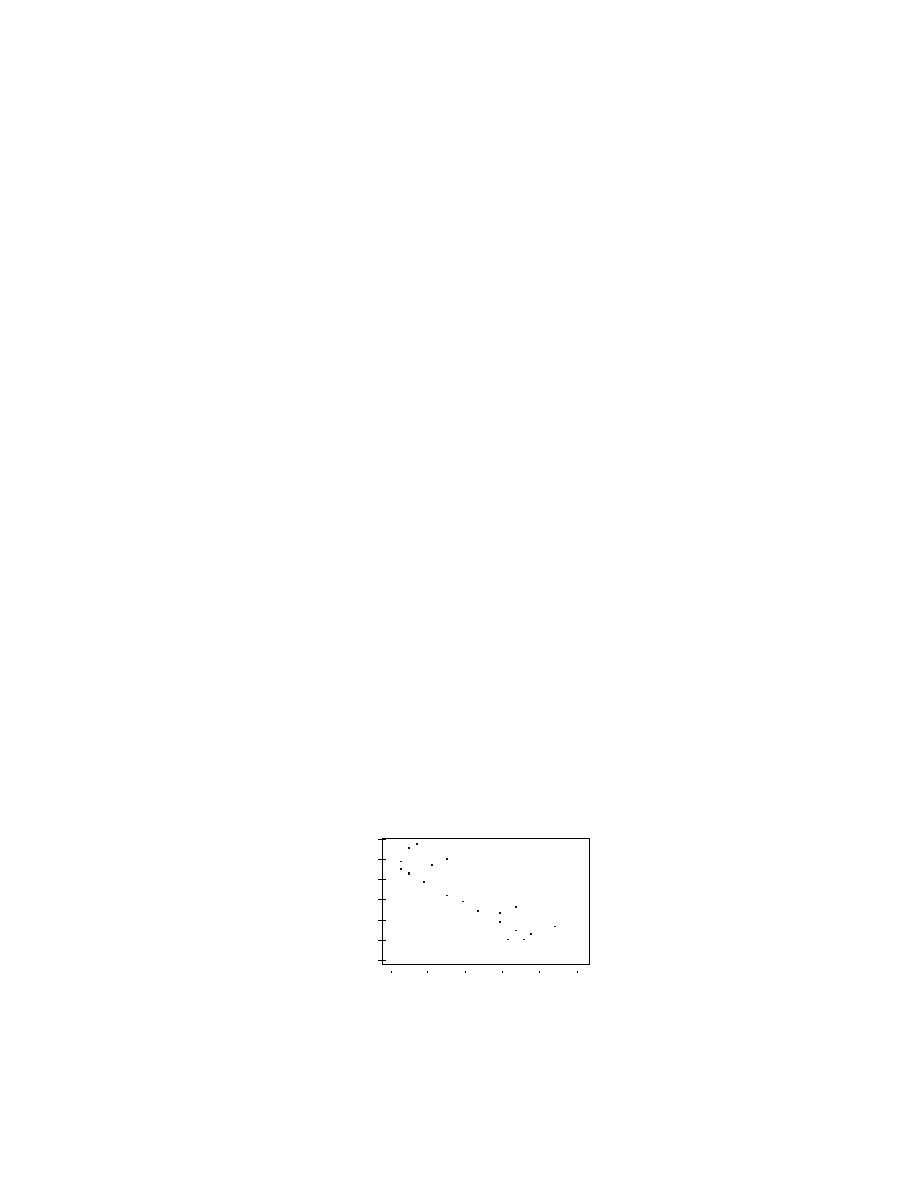
Using Real-Time Measurements - Example
*
Presented by P. Byrne et. al.at the 88 ISMS.
Problem identified as leaky door seal: Erratic throttle control
created airborne particulates.
Significant yield variations showed on fraction non-
conforming chart.
Low yield wafers plotted versus various in-line or batch-
position parameters did not show any correlation.
Low yield wafers correlated strongly with pressure variability
in single-wafer plasma etcher.
Y
i
e
l
d
20
30
40
50
60
70
80
0
5
10
15
20
25
PVariance
Lecture 13: SPC and Data Integration
Spanos
EE290H F05
13
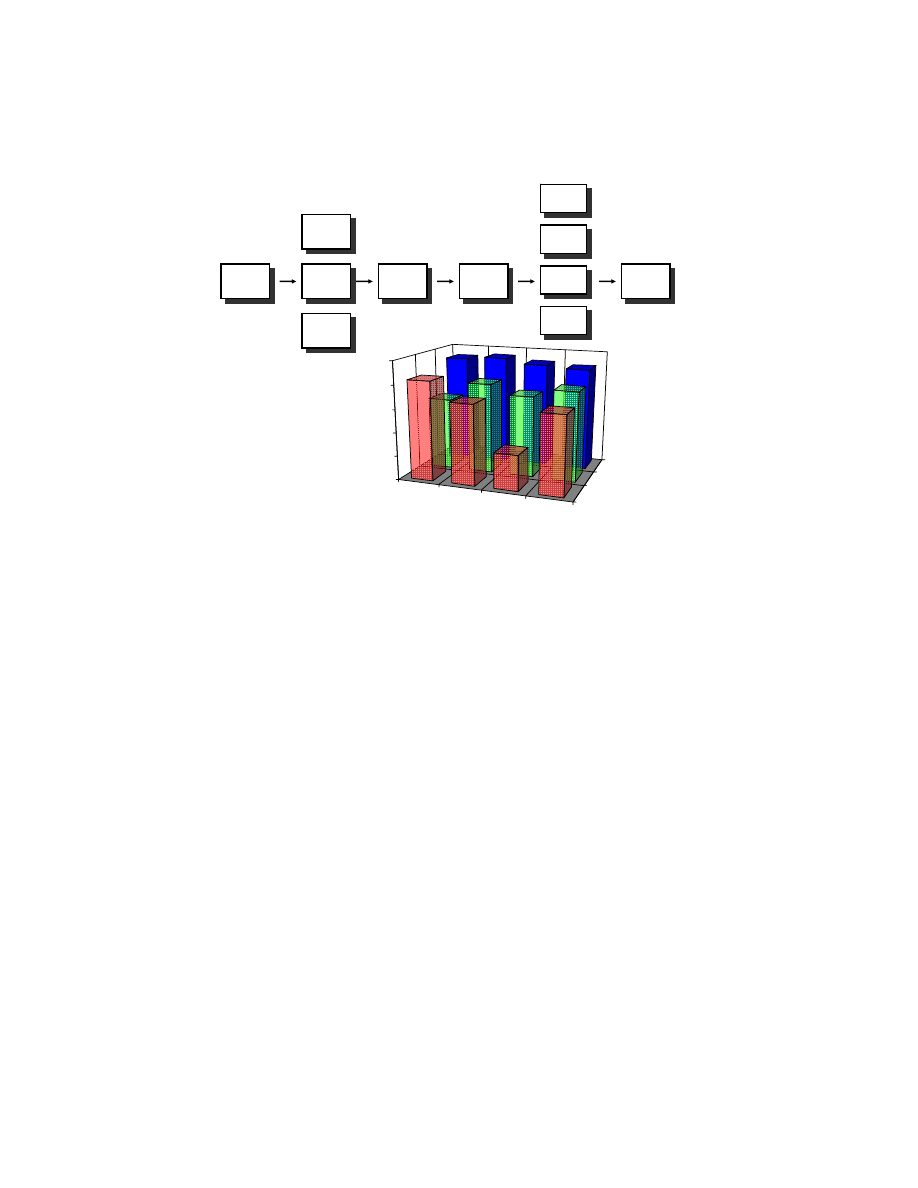
A Common SPC/CIM Application - Data Mining
Steppers
S1
S2
S3
Etchers
E1
E2
E3
E4
E1
E2
E3
E4
S1
S2
S3
0
10
20
30
40
50
Yield
Lecture 13: SPC and Data Integration
Spanos
EE290H F05
14
Summary
• Knowing what to measure is important.
• Today's technologies are very complex - it is impossible to
plot everything.
• The exploration of production-wide data is necessary in
order to create meaningful rational subgroups.
• Computer Integrated Manufacturing (CIM) based on
logically integrated data structures is an important platform
for SPC.
• Modern “data mining” techniques can find information in a
CIMed factory.
Wyszukiwarka
Podobne podstrony:
Topic 13 AHL Plants IB III Lecture 2 Plant Tissues and Organs
LECTURE 13 HANDOUT Patriotic songs
Lecture10 Medieval women and private sphere
lecture 15 Multivariate and mod Nieznany
lecture 14 CUSUM and EWMA id 26 Nieznany
lecture 17 Sensors and Metrology part 1
evolutionary psychology and conceptual integration - opracowanie, psychologia, psychologia ewolucyjn
lecture 13 novell
24 10 13 AGREEING AND DISAGREEING students
Lecture 13 Graphics in C
24 10 13 agreeing and disagreeing texts 3
Tai Chi And The 5 Integrity
LECTURE 13 Georgians Part II
Lecture10 Medieval women and private sphere
lecture 15 Multivariate and mod Nieznany
13 Horoscopes and Superstitions
2012 09 13 Dyrektywa 112 jest integralną częścią systemu
więcej podobnych podstron