Wybrane zagadnienia z betonu
wysokowartościowego
PARTICULAR ISSUES ON HIGH-PERFORMANCE CONCRETE
Streszczenie
Oczekuje się, że przemysł budowlany XXI wieku powinien spełniać wymagania społeczne
na zdrowe oraz trwałe budownictwo. Z różnych jednak powodów przemysłowe konstruk-
cje betonowe mogą być uznawane za niezgodne z zasadami zrównoważonego rozwoju.
Produkcja betonu „zużywa” dużo cennych, naturalnych surowców, a produkcja cementu
jest dostarczycielem gazów powodujących globalne efekty cieplarniane i w konsekwencji
zmianę klimatu [1]. Ponadto wiele betonowych konstrukcji „cierpi” na brak trwałości, co
jest niepomyślnym efektem inżynierskich „pomysłów”. Szansą na przedłużenie trwałości
konstrukcji stał się beton wysokowartościowy (HPC) i nowe technologie jego produkcji.
Jedną z tych propozycji jest zastosowanie do betonu technologii HVFA – skrót od „high
volume fly ash”, czyli stosowanie „dużej objętości popiołu lotnego”
1
. Zastosowanie tech-
nologii HVFA umożliwia przemysłowi betonowemu przejście do stanu; który określamy
jako zgodny z założeniami zrównoważonego rozwoju [1]. Wiązałoby się to z przyjęciem
w technologii produkcji betonu zasady strategii „czystszej produkcji” w zakresie oszczęd-
ności surowców, energii i wody oraz wykorzystania produktów odpadowych. Inaczej
mówiąc, ochrona środowiska przed procesami produkcyjnymi zanieczyszczającymi
środowisko oraz zastosowanie materiałów odpadowych. [2]. W artykule przedstawiono
przykłady i doświadczenia własne z zastosowania betonu wysokowartościowego z do-
datkiem popiołu lotnego do budowy tunelu.
Alicja Grodzicka
1
Betonu, z dużą ilością popiołu lotnego, objętościowo, w 1m
3
betonu
dr inż. Alicja Grodzicka – Instytut Techniki Budowlanej, Warszawa

Wybrane zagadnienia z betonu wysokowartościowego
3
Abstract
We expect that building industry in XXI century will fulfill social expectations for durable
and environmentally friendly constructions. But for many reasons industrial constructions
can be seen as incompatible with rules of sustainable development.
In production of concrete many valuable natural materials are used and cement production
is one of main contributor to gas emissions which are giving global warming effects and
are changing climate [1]. Also many concrete constructions are not sufficiently durable
due to some not the best engineering ideas. High performance concrete (HPC) and new
technologies of its production give chances for prolongation of construction life span. One
of the propositions is technology of high fly ash volume concrete (HVFA). HVFA tech-
nology in concrete industry makes possible to move to situation consistent with rules of
sustainable development. It requires introducing to concrete technology rules of strategy
of „cleaner production” i.e. saving materials, energy and water and by-product materials
utilization. Simply speaking environment protection by waste materials utilization in the
face of production processes neglecting environment [2]. In publication examples and
experience of author in the usage of HVPA in building tunnel are presented.

Wybrane zagadnienia z betonu wysokowartościowego
3
1. Wstęp
Szeroko dyskutowane są trzy problemy związane z równoważonym rozwojem: zmiana
klimatu, spadek zasobów naturalnych i nieekologiczna produkcja.
W wielu partiach naszego globu nastąpiła zmiana klimatu. Zdaniem naukowców
[3], fenomen ten wiąże się głównie z wysokim stopniem emisji gazów do środowiska, od
280 do 370 cząsteczek na milion. Emisja gazów cieplarnianych, w tym przede wszystkim
dwutlenku węgla i jego koncentracja w środowisku, kojarzona jest przede wszystkim
z transportem przemysłowym i produkcją cementu. Produkcja cementu, wg danych
statystycznych, dostarcza ok. 7% światowej emisji CO
2
[3, 4].
Drugi aspekt to zubożenie zasobów. Przemysł betonowy zużywa olbrzymie ilości su-
rowców naturalnych takich jak piasek, żwir, kruszywa łamane ze skał, naturalną wodę.
Do produkcji cementu portlandzkiego i wieloskładnikowego zużywa się rocznie ok. 1
miliarda ton zasobów. Produkcja cementu ponadto „konsumuje” ogromną ilość kamie-
nia wapiennego, gliny, także przy nakładzie dużej energii. Tak duże zużycie zasobów
w postaci surowców i energii może być uznane za marnotrawione, kiedy stan budowli
ulega pogorszeniu lub kiedy budowle przestają spełniać swoją funkcję przed upływem
czasu użytkowania. Są przypadki, gdzie współcześnie wybudowane konstrukcje, jeszcze
w ramach gwarancji, są naprawiane. Należą do nich szczególnie mosty, parkingi, garaże
i konstrukcje morskie [5].
Tradycyjnie większość konstrukcji betonowych jest projektowana na 50 lat. Wraz
z okresem, kiedy rozpoczęto produkcję betonu wysokowartościowego jest szansa, że te
konstrukcje przetrwają ok. 100 lat. W tym długim okresie rozwój emisji gazów przez prze-
mysł betonowy nie ustąpi dopóki nie będziemy w stanie bardziej skutecznie wyrównać
nasze straty w zasobach naturalnych. Osiągnięcie znaczącego postępu w ograniczeniu
zużycia zasobów surowcowych poprzez przedłużenie trwałości cementowych materiałów
budowlanych jest oczywiście rozwiązaniem długoterminowym. Zdaniem wielu, tylko
systematyczne działanie w zakresie rozwoju ekologicznej produkcji na wielką skalę jest
kierunkiem nowej strategii. Produkcja przemysłowa pociąga za sobą reklamacje z tytułu
wad jakościowych i w efekcie odpady. Praktyka ekologiczna to ponowne użycie własnych
odpadów oraz odpadów z innych przemysłów; oczywiście w określonym stopniu. Staty-
styki mówią, że ok. 1 miliard ton konstrukcji i odpadowych materiałów rozbiórkowych
jest generowanych w świecie każdego roku [1]. Wg Raportu nr 22 RILEM z 2000 r. [6]
produkcja i użycie do betonu kruszywa recyklingowego z materiału rozbiórkowego jest
obecnie dobrze oszacowana. Użycie kruszywa z recyklingu jako substytutu naturalnych
kruszyw do produkcji betonu zapewnia głównie korzyści środowiskowe i ekonomiczne
(oszczędność naturalnych kruszyw mineralnych oraz zagospodarowanie betonu rozbiór-
kowego). Korzyść jest największa wówczas, kiedy maksymalna część kruszywa recyklin-
gowego jest użyta w produkcji betonu. Fakt ten jest powodem coraz szerszych badań
dotyczących tego zagadnienia [6]. Inne dane wskazują również na możliwość produkcji
HPC przy zastosowaniu kruszywa pochodzącego z recyklingu betonu, a zastosowanie
odpowiednich domieszek chemicznych i dodatków mineralnych pozwala na uzyskanie
betonu o porównywalnej wytrzymałości z betonem wytworzonym z udziałem kruszyw
naturalnych [7].
W Japonii przeprowadzono analizę ekonomiczną z zastosowaniem kruszyw po-
chodzących z recyklingu oraz analizę emisji dwutlenku węgla. Im jest większa ilość
zagospodarowanego betonu rozbiórkowego, tym tańszy jest koszt produkcji i mniejsze
zanieczyszczenie środowiska (zredukowanie ilości emisji CO
2
).
4
Alicja Grodzicka
Wybrane zagadnienia z betonu wysokowartościowego
5
Podobnie woda odzyskiwana z procesów przemysłu betonowego może być substy-
tutem wody do mieszanek betonowych po uprzedniej ocenie jej przydatności [ 8].
Przykładem ekologicznej industrializacji jest produkcja cementów wieloskładnikowych,
w których zastosowano materiały odpadowe jak: popiół ze spalania węgla, żużel paleni-
skowy i pył krzemionkowy. W ten sposób przemysł dostarczył doskonałych materiałów
i dał rozwiązania dla redukcji uciążliwości środowiska.
Przemysł budowlany już od dawna używa mieszanki betonowe, w których część
cementu zastępuje się popiołem. Wg danych literaturowych są to ilości ok. 12-15 % m.c.
Autorzy badań mówią, że można produkować betony HPC z ilością popiołu nawet do
50-60% m.c. np. Chiny i Indie zużywają olbrzymie ilości tych dodatków do betonu. Szacuje
się, że jest to ilość ok. 300 milionów ton rocznie [1].
2. Beton wysokowartościowy
Istnieje wiele definicji betonu wysokowartościowego [6]. Odnosząc się do ostatnich wy-
kładów A tcina [10] odnosi się wrażenie, że dyskusja trwa nadal chociaż wydawałoby
się, że ostateczna treść definicji została przedstawiona na konferencji w Lipsku w 2002
[6]. Wysoko wytrzymałościowy beton był przedmiotem zainteresowania przemysłu od
końca lat 70. Amerykański Komitet Betonu (ACI) definiuje HPC jako specjalny inżynie-
ryjny beton o jednej lub więcej specyficznych właściwościach, który jest „wzmocniony” poprzez
wyselekcjonowane materiały i odpowiednie proporcje materiałowe
. Taka definicja może nie być
odpowiednia w odniesieniu do betonu, gdzie postawiono specyficzne indywidualne wy-
magania inżynierskie jak dodatkowo dobra urabialność, wczesna wysoka wytrzymałość
na ściskanie i wysoka odporność na warunki ekspozycji. Generalnie, większość krytyków
definicji betonu HPC wg ACI nie zgadza się z poglądem, że trwałość nie jest obowiązkowa
tylko opcjonalna [1]. Twierdzenie, że niewłaściwe jest połączenie wysokiej wytrzymałości
z trwałością betonu wyniknęło prawdopodobnie z powodu wielu przypadków pęknięć
konstrukcji i przedwczesnego pogorszenia się stanu HPC w konstrukcji [11,12]. Przyczyna
leży na ogół w nieodpowiedniej proporcji składników mieszanek użytych do uzyskania
wysokich wytrzymałości. Typowe mieszanki HPC zawierają od 400 do 500 kg cementu
portlandzkiego w m
3
lub cement mieszany, z niewielką domieszką pyłu krzemionkowego,
popiołu lub żużla i są projektowane na niskie współczynniki w/c. Stosowane są super-
plastyfikatory i domieszki napowietrzające, o ile jest potrzeba ochrony przed mrozem.
Badania i praktyka pokazały, że produkowano głównie HPC o wysokiej wytrzymałości.
Z drugiej strony olbrzymie konstrukcje, nawet jeśli miały szanse oprzeć się rysom ter-
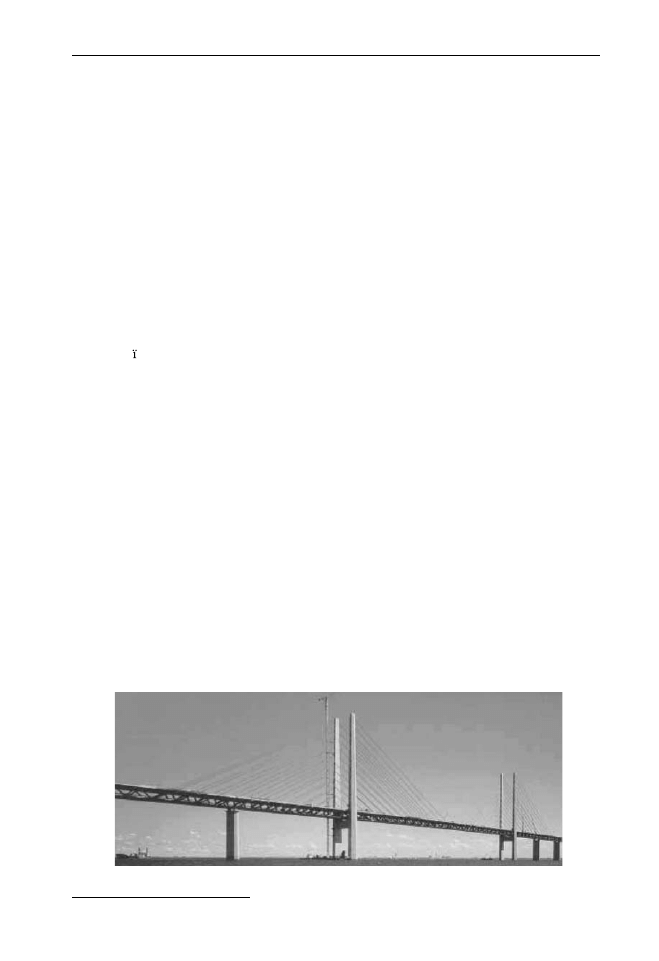
Rys 1. Część konstrukcji połączenia Dania – Szwecja

4
Alicja Grodzicka
Wybrane zagadnienia z betonu wysokowartościowego
5
micznym były i są wykonywane nadal z dużą ilością cementu portlandzkiego, co skutkuje
dużym skurczem. Dlatego A tcin zaproponował [10] uzupełnić definicje mówiąc, że
HPC to beton o niskim w/c, o ustabilizowanym skurczu, który otrzymuje adekwatną do kontroli
samoistnego skurczu, wodę do pielęgnacji
.
Przykładowo jednym z największych przedsięwzięć betonowych wykonanych z HPC
w latach 90. to budowa połączenia Dani i Szwecji (rys. 1). Budowla składa się z w dwóch lini
kolejowych, 4-pasmowej autostrady, tunelu o długości 3,5 km i sztucznej wyspy długości 4,1
km. W zespół budowli wchodzą trzy mosty: most zachodni o długości 2 km i most podwie-
szony 1,1 km o rozpiętości przęsła 490 mm oraz most wschodni o długości 3,7 km. Jest to
największa budowla tego typu na świecie, która jest nośnikiem dwóch dróg [13].
Przy budowie przyjęto strategię, że jakość określa i kontroluje właściciel i jest definio-
wana poprzez wymagania dotyczące składu materiałowego betonu oraz warunków pielę-
gnacji. Trwałość obiektu betonu ma być zapewniona przez sto lat, a w tym okresie korozja
zbrojenia jest wykluczona. Nadzór prowadzono wg zasad ISO 9001, a strategia wdrażana
była etapami poprzez określone specyfikacje: materiałowe, technologiczne i procesowe.
W trakcie ofertowania przyjęto bezwzględną zasadę, że należy zapewnić otwartą konku-
rencję pomiędzy kontraktorami, bez ustępstw w kwestii jakości. Beton musiał sprostać
wymaganym właściwościom HPC. Jednakże w Dani termin HPC nie istnieje. Zamiast tego
wymagania są wysokie lub niskie albo ich nie ma. Wg terminologii amerykańskiej byłby
to beton HPC [13]. Do betonu stosowano pył krzemionkowy, podobnie jak w pierwszej
nadzorowanej przez ITB konstrukcji wiaduktu w Warszawie w 1992 r.
Z badań autorów Ho i Sheinna [14] wynika, że zastąpienie pewnej ilości cementu
w HPC poprzez inne materiały np. pył granitowy, powstały jako produkt uboczny przy
produkcji kruszywa granitowego, może być z równym powodzeniem jak mączka, wa-
pienna zastosowany w nowej generacji betonów samozagęszczalnych (SCC). Zastąpie-
nie pyłem pewnej ilości cementu nie tylko redukuje zużycie cementu, ale także obniża
energię na wibrowanie betonu. Inny przykładem jest VHPC (very high performance
concrete – beton bardzo wysokiej wytrzymałości) gdzie zastosowano popiół, żużel i pył
krzemionkowy oddzielnie i w kilku kombinacjach; podwójnych i potrójnych układów
z cementem. Uzyskano bardzo wysokie wytrzymałości, rzędu 200 MPa, przy W/S = 0,16
oraz wysoką gęstość betonu przy jednocześnie wysokiej płynności mieszanki [15].
Powyższe rozważania, dotyczące badań i praktycznego zastosowania HPC są dostrze-
żeniem znaczenia HPC i odpowiedzią na pytanie czy HPC jest wyrobem spełniającym
zasady zrównoważonego rozwoju. Większość konwencjonalnych betonów nie może
być zakwalifikowanych jako materiały spełniające zasady zrównoważonego rozwoju,
ponieważ nie są wysoko trwałe, zawierają dużą ilość cementu, a małą zawartość puco-
lan i cementowych materiałów w zastępstwie cementu. Jakkolwiek technologia HVFA
jest szeroko dyskutowana, to przedstawia przyszłościową technologię produkcji betonu
zgodnej z rozwojem zrównoważonym.
3. Beton o wysokiej zawartości objętościowej popiołu
lotnego (HVFAC)
2
Popiół jako podstawowy produkt uboczny ze spalania węgla może być zastosowany
zarówno jako składnik cementu wieloskładnikowego portlandzkiego, jak i pucolanowy
2
High Volume Fly Ash Concrete (HVFAC)

6
Alicja Grodzicka
Wybrane zagadnienia z betonu wysokowartościowego
7
dodatek do betonu. W powszechnej praktyce stosuje się, jak wspomniano wcześniej, ok.
15-20% popiołu do masy cementu (m.c.). Zwykle ta ilość daje wystarczające korzystne
efekty w urabialności i kosztach ekonomicznych betonu, ale może być niewystarczającą
do poprawy trwałości na atak soli siarczanowych, na ekspansję alkaliczno-krzemionkową
i pęknięcia termiczne. Z tego powodu stosuje się większą ilość pyłów do 35 % m.c., ale
nadal nie można jej zakwalifikować do systemu HVFA, gdzie wg definicji proponowanej
przez Malhotra i Mehte [16] ilość popiołu powinna wynosić nie mniej niż 50% m.c. Z teo-
retycznego punktu widzenia i z praktycznych doświadczeń autorzy określili, że beton,
gdzie 50% cementu zastąpiono popiołem, jest możliwy do wyprodukowania w zgodzie
z założeniem zrównoważonego rozwoju. Uzyskuje się mieszanki o wysokiej urabialności,
o wysokiej wytrzymałości i trwałości. Wg tych autorów [16] charakterystyka systemu
HVFA jest następująca:
– minimum 50% spoiwa stanowi popiół,
– zawartość wody – nie więcej niż 130 l/m
3
,
– zawartość cementu - nie więcej niż 200 kg/m
3
,
– dla mieszanek betonowych o opadzie stożka powyżej 150 mm i 28 dniowej wytrzy-
małości 30 MP lub większej i o współczynniku W/S rzędu 0,3 zastosowanie superpla-
styfikatorów jest obowiązkowe,
– dla mieszanek betonowych o opadzie stożka poniżej 150 mm i 28 dniowej wytrzyma-
łości poniżej 30 MPa i o W/S rzędu – 0,4 zastosowanie superplastyfikatorów nie jest
konieczne,
– dla betonu podlegającego ekspozycji zamrażania/rozmrażania, dla uzyskania od-
powiedniej odległości międzyporowej w mikrostrukturze betonu należy stosować
domieszki napowietrzające.
Schemat mechanizmu hydratacji cementu w obecności materiałów pucolanowych
jest znany i opisany w literaturze. Poprawa właściwości betonu w wyniku zastosowania
materiału pucolanowego jest związana ze zdolnością aktywnej krzemionki do reakcji
z wodorotlenkiem wapniowym i utworzeniem fazy C-S-H [17]. Jedyną wadą układu jest
zbyt powolny przyrost wytrzymałości, natomiast niekwestionowaną zaletą urabialność
mieszanki betonowej. Poniżej przedstawiono kilka walorów zastosowania dużej ilości
popiołu w betonie.
Obniżenie ilości wody. Wiadomo, że nadmierna ilość wody zarobowej w mieszance jest
prawdopodobnie najistotniejszą przyczyną wszelkich problemów w betonie. Ilość wody
potrzebna do zapewnienia urabialności i konsystencji mieszanki zależy w dużej mierze
od stopnia rozdrobnienia i dystrybucji cząstek, efektu ich upakowania oraz obecności
pustek. Typowa mieszanka betonowa nie posiada określonego optymalnego rozdrobnienia
i rozproszenia cząstek i to wyjaśnia niepożądane zjawisko jakim jest stosowanie o wiele
wyższej ilości wody, do uzyskania odpowiednich właściwości reologicznych zaczynu,
niż to konieczne dla hydratacji cementu. Jest to spowodowane tym, że cząsteczki cementu
portlandzkiego w wyniku oddziaływania sił kulombowskich tworzą struktury flokulacyjne
tworząc w ten sposób „pułapki wodne”. Dopiero deflokulacja ziarn uwalnia uwięzioną
w konglomeratach wodę. Ogólnie obserwuje się, że częściowe zastępstwo cementu przez
popiół w mieszance betonowej zmniejsza zapotrzebowanie wody dla uzyskania żądanej
konsystencji. Eksperymentalne studia Owena, Jianga i Malhotry pokazały [18, 19], że
w mieszankach betonowych z systemem HVFA, w zależności od jakości popiołu oraz
od ilości zastępowanego cementu, można osiągnąć do 20% redukcji w zapotrzebowaniu
wody. To oznacza że dobry pył może działać w HVFA jak domieszka superplastyfiktora.
Zjawisko zawdzięczamy trzem mechanizmom. Po pierwsze: drobne frakcje pyłu są ab-

6
Alicja Grodzicka
Wybrane zagadnienia z betonu wysokowartościowego
7
sorbowane na przeciwnie naładowanej powierzchni cząstek cementu, co chroni je przed
flokulacją. Cząstki cementu efektywnie rozproszone mogą pochłonąć dużą ilość wody,
co jednak w efekcie oznacza, że w systemie nastąpi redukcja zapotrzebowania wody dla
osiągnięcia żądanej konsystencji. Po drugie kulisty kształt i gładka powierzchnia ziarn
popiołu redukuje tarcie międzycząsteczkowe, a wzmaga ich mobilność. Po trzecie ten
„efekt upakowania cząstek” jest również odpowiedzialny za redukcję wymaganej wody
podczas uplastycznienia systemu.
Efekt wypełniacza. Należy ponadto odnotować, że zarówno cement portlandzki, jak
i popiół dostarczają cząstek o rozmiarach głównie od 1 do 45 µm, dlatego służą jako
doskonały mikrowypełniacz w układzie granulometrycznym mieszanki. W istocie, ze
względu na swoją niską gęstość i wysoką objętość na jednostkę masy, popiół jest o wiele
bardziej wydajnym wypełniaczem pustych przestrzeni niż cement portlandzki.
Redukcja skurczu. Jednym z większych problemów związanych z czystym cementem
są pęknięcia na wskutek skurczu suszenia. Skurcz betonu jest bezpośrednio związany
z ilością i jakością cementu w zaczynie cementowym. Wzrasta on ze wzrostem stosunku
zaczyn/ kruszywo w betonie oraz wraz z zawartością wody w zaczynie. Dzięki redukcji
wody ostateczna objętość zaczynu cementowego w betonie HVFA może spowodować
znaczącą (nawet 30% ) [1] redukcję współczynnika zaczyn/kruszywo.
Zapobieganie rysom termicznym. Jednym z poważniejszych problemów przy kon-
strukcjach masywnych są rysy termiczne. Zwykło się uznawać, że nie jest to problem
konstrukcji zbrojonych o umiarkowanej grubości 50 cm lub mniejszej. Jednak z powodu
reaktywności nowoczesnych cementów oraz ze względu na stosowanie dużych jego ilości
także tutaj odnotowuje się przypadki pęknięć termicznych, pomimo właściwej pielęgna-
cji. Dla dużych konstrukcji zbrojonych można stosować kilka metod eliminacji pęknięć
termicznych. Jednak najskuteczniejszym sposobem jest zastosowanie, w zastępstwie
pewnej ilości cementu, popiołu lotnego. W oparciu o doświadczenia wspomnianych wy-
żej autorów oraz własne obliczono, że zastosowanie systemu HVFA można zredukować
temperatury betonu z 55-60 do 30-36
o
C. Oczywiście projektant musi przystać na nieco
wolniejsze tempo rozwoju wytrzymałości podczas 28 dni, a specyfikacja wytrzymałości
opierać się powinna na 90. dniowej, a nie 28. dniowej wytrzymałości.
Mniejsza przepuszczalność wody. Trwałość budowli, rozumiana jako odporność żelbeto-
wej konstrukcji betonowej na różne agresje, zależy w głównej mierze od przepuszczalności
wody przez beton. Istotny wpływ na tę właściwość ma zawartość wody w mieszance
oraz rodzaj i ilości dodatków oraz pielęgnacja betonu. Mieszanki betonowe, w których
zastosowano duże ilości popiołu i odpowiednio pielęgnowane, są zdolne osiągać dosko-
nałą wodoszczelność i wytrzymałość. Mechanizm odpowiedzialny za to zjawisko jest
znany i dobrze opisany w literaturze. Kiedy mieszanka betonowa tężeje po ułożeniu,
część wody zarobowej wraz z powietrzem uwalniana jest na powierzchnię. Pozostała jej
część nie jest zdolna wydobyć się na zewnątrz ze względu na efekt ściany i kumuluje się
przy powierzchni kruszywa grubego. W ten sposób granica faz pomiędzy kruszywem,
a zaczynem jest obszarem wysokiego w/c. Pozwala to na formowanie się w tym miejscu
takich produktów hydratacji jak: wielkich kryształów portlandytu i ettryngitu. Mikropęk-
nięcia wywołane na wskutek naprężeń powstają łatwo poprzez te produkty, ponieważ
są one słabsze niż zaprawa z niskim w/c. Międzyfazowa strefa przejściowa odgrywa
znaczącą rolę nie tylko w przepuszczalności i odporności betonu na różne groźne warunki
środowiskowe, ale ma również wpływ na właściwości mechaniczne. Niejednorodność
mikrostruktur uwodnionego zaczynu cementowego, szczególnie w obecności dużych
porów i dużych produktów krystalicznych, w strefie przejściowej ulega znaczącej redukcji

8
Alicja Grodzicka
Wybrane zagadnienia z betonu wysokowartościowego
9
poprzez wprowadzenie popiołu. Wraz z postępem reakcji pucolanowej następuje stop-
niowe zmniejszenie rozmiarów porów kapilarnych poprzez powstawanie krystalicznych
produktów hydratacji, przez co eliminuje się słabe połączenia w mikrostrukturze betonu.
Podsumowując, kombinacja efektu upakowania cząstek, obniżenie ilości wody i reakcja
pucolanowa wyjaśniają mechanizm wzmocnienia międzyfazowej strefy przejściowej
w betonie HVFA i w efekcie podwyższenie trwałości tych betonów.
Opierając się na dotychczasowych doświadczeniach i badaniach laboratoryjnych
właściwości betonów HVFA, w porównaniu z betonem konwencjonalnym portlandzkim,
można podsumować następująco [1]:
1. łatwa rozpływość, lepsza pompowalność , zagęszczalność,
2. lepsza powierzchnia wykończenia, szybszy czas wykonania bez nakładu dodatkowej
energii,
3. dłuższy czas wiązania, umożliwiający wykonanie dodatkowych czynności technolo-
gicznych, np. połączenie następnych warstw.
4. Doświadczenia własne
W ostatnich latach obserwuje się stały wzrost znaczenia budowli podziemnych. Podsta-
wowe ich zalety to:
• możliwość zagospodarowania dodatkowej przestrzeni np: dla potrzeb infrastruktur;
w obrębie podziemia, pod powierzchnią miasta,
• wysoką efektywność pod względem transportowym i zaopatrzeniowym;
• niewielkie zanieczyszczenie środowiska.
W odniesieniu do planowania, projektowania i realizacji prac budowlanych – budowle
podziemne, jak np. tunele, należą do najtrudniejszych zadań budownictwa inżynieryjnego.
Takie aspekty jak kierowanie budową, niekiedy w warunkach ciągłego ruchu czy specyfika
geologiczna gruntu, posiadają olbrzymie znaczenie dla jakości realizowanej budowli. Ko-
nieczne jest, zatem indywidualne podejście do rozwiązywania poszczególnych problemów.
Zastosowanie betonu wysokiej trwałości z powodzeniem mogło sprostać wymaganiom
przyszłej funkcji użytkowej obiektu, analogicznie jak dla konstrukcji naziemnych, czy
mostów.
Nadzór naukowo-badawczy ITB przy budowie warszawskiego tunelu uwzględniał
wymagania inwestora: efektywność ekonomiczną jak i utrzymanie właściwego stanu
budowli po jego realizacji. Typowa specyfikacja techniczna została uzupełniona o szereg
specjalnych wymagań materiałowych, technologicznych i logistycznych na różne warunki
budowy tunelu. Zgodnie z obowiązującymi ówcześnie przepisami decyzję o zastosowaniu
popiołu musiał podjąć minister.
Jeśli warunki środowiskowe pracy przyszłej budowli są dobrze zdefiniowane, wówczas
technologia wykonania betonu i określenie doboru materiałowego mogą być, przy obec-
nym stanie wiedzy, precyzyjnie określone. Aby podczas trudnej do realizacji budowy nie
stawiano pytań, przyjęto zasadę określenia wszelkich potencjalnych zagrożeń przed rozpo-
częciem budowy, a następnie określono tryb postępowania w określonych sytuacjach.
Główną innowacją w specyfikacji było:
1. składniki podstawowe (materiały do betonu) objęto procedurą ciągłego monitorowania
dostaw wg norm europejskich,
2. zdefiniowano procedury zgodności i ustanowiono Plan Jakości,
8
Alicja Grodzicka
Wybrane zagadnienia z betonu wysokowartościowego
9
3. kalkulację trwałości użytkowej konstrukcji określano na podstawie wstępnych badań
odporności betonu na symulowane degradacje betonu, poprzez badania starzeniowe
w symulowanych warunkach agresji,
4. zgodnie z zasadami normy ISO 9001 określono tryb postępowania pomiędzy inwesto-
rem, jednostka nadzorującą, kierownictwem budowy i podwykonawstwem,
5. na dostawców betonu „ nałożono” określony sztywny tryb postępowania w zakresie
jakości.
4.1. Materiały
Zgodnie ze specyfikacją wymagań zastosowano cement CEM I 42,5, kruszywo w postaci
grysów i piasek naturalny. Popiół lotny krzemionkowy został dopuszczony specjalną
formalną procedurą. Do takiego zestawu popiołowo-cementowego dobrano odpowiednie
domieszki chemiczne na bazie polikarboksyeterów. Wszystkie materiały spełniały wyma-
gania specyfikacji i norm przedmiotowych, a ich dostawy podlegały nadzorowi i kontroli
wg zasad opisanych w normie ISO 9001. Poniżej zamieszczono skład mineralogiczny
i podstawowe parametry stosowanego cementu.
Tabela 1. Parametry cementu CEM I 42,5
Skład mineralogiczny, %
C
3
S
59,2
C
2
S
16,5
C
3
A
2,2
C
4
AF
15,5
Powierzchnia właściwa, cm
2
/g
3044
Początek wiązania, min
223
Koniec wiązania, min
297
4.2. Receptury betonowe
Stosowano różne receptury betonowe, ze zmienną ilością popiołu lotnego. Stosunek popio-
łu do cementu p/c wahał się w granicach od 0,15 do 0,42. Stosując większe ilości popiołu
lotnego, utrzymując tę samą konsystencję mieszanki betonowej redukowano ilość wody
i tym samym w/c. Stosowano beton, który charakteryzowano wg współczynnika W/S.
Beton 1 z maksymalnym współczynnikiem w/s = 0,39 i beton 2 o w/s = 0,32.
Betony były odporne na mróz i wodoszczelne. Uzyskane wyniki na próbkach po-
bieranych do badań z pięciu losowo wybranych betonowań, spełniły wymagania normy
PN-88/B-06250 – klasa mrozoodporności F150 i wodoszczelności W8. W ten sposób
betonom przypisano klasę agresywnego oddziaływania środowiska XF4 wg EN 206-1.
W trakcie wznoszenia konstrukcji wykonano ok. 300 receptur betonowych, ponieważ
skład betonu był weryfikowany przed każdym betonowaniem i uwzględniał każdora-
zowo wszystkie aspekty technologii wznoszenia budowli: rodzaj konstrukcji, sposób
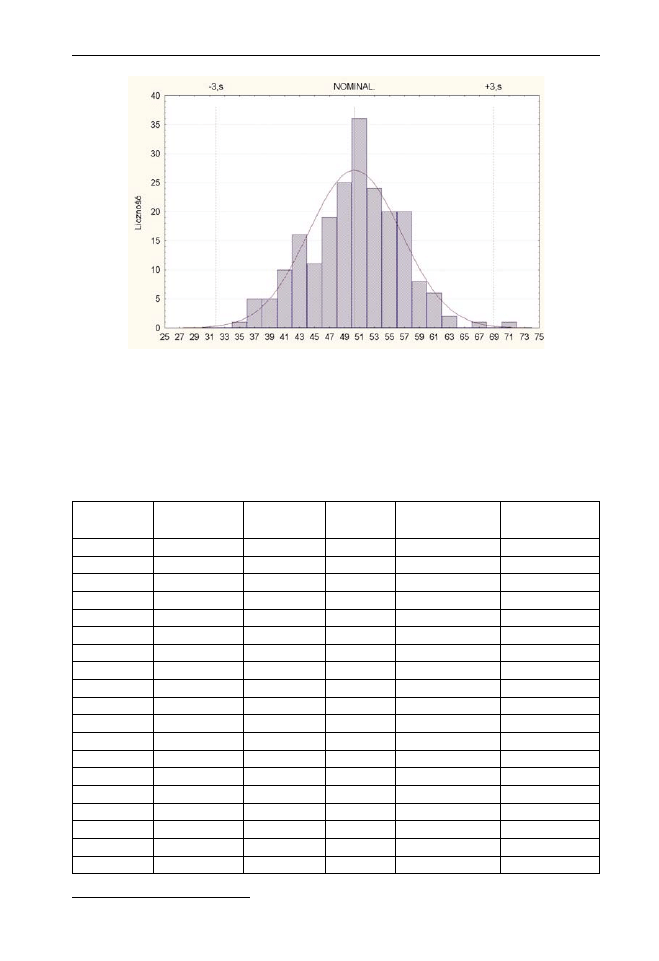
betonowania, formowania, pielęgnacji, pogody itp. Na rys. 2 przedstawiono wyniki badań
wytrzymałości dla 210 betonowań.
10
Alicja Grodzicka
Wybrane zagadnienia z betonu wysokowartościowego
11
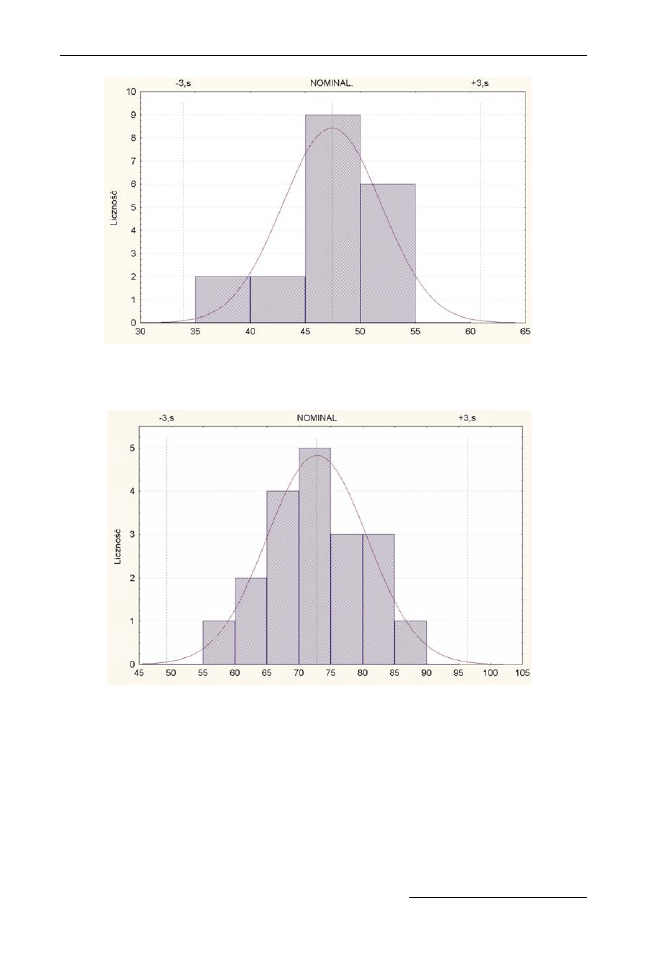
Rys. 2. Analiza statystyczna 210 serii wyników badań wytrzymałości 28-dniowej betonu wbudo-
wanego w konstrukcję tunelu: R
średnie
= 50,3 MPa
Po dwóch latach dojrzewania w komorze wilgotnościowej próbek z losowo wybranych
betonowań, przeprowadzono badania wytrzymałości na ściskanie i porównano z wynika-
mi wytrzymałości 28-dniowej. W tabeli nr 2 oraz na rysunku 3 i 4 przedstawiono wyniki
badań wytrzymałościowych wykonanych betonów.
Tabela 2. Wyniki badań wytrzymałościowych dla serii betonów o różnym stosunku p/c
zawartość
popiołu, kg
zawartość
cementu, kg
woda, kg
p/c
R 28 dni, MPa
R 2 lata, MPa
45
300
136
0,15
36,1
63,2
45
300
136
0,15
37
59,1
45
300
136
0,15
44,4
72,7
45
300
136
0,15
46,8
76,3
45
300
136
0,15
43
68,3
60
280
130
0,21
47,1
66,7
70
300
120
0,23
50,8
71,4
70
300
120
0,23
50,8
70
70
300
120
0,23
48,1
76,2
70
300
120
0,23
49,6
71,6
70
300
120
0,23
50,6
70,5
65
270
136
0,24
51,4
67,2
65
270
136
0,24
47,1
85
70
280
120
0,25
49,9
62,2
70
270
124
0,26
48
82,5
70
270
120
0,26
47,6
73
70
270
124
0,26
52,1
79
90
290
113
0,31
49,3
81
100
240
110
0,42
50,8
88,2
10
Alicja Grodzicka
Wybrane zagadnienia z betonu wysokowartościowego
11
Rys. 3. Analiza statystyczna wyników badań wytrzymałości 28-dniowej betonu wbudowanego
w konstrukcję tunelu: R
średnie
= 47,4 MPa
Rys. 4. Analiza statystyczna wyników badań wytrzymałości 2-letniej betonu wbudowanego
w konstrukcję tunelu: R
średnie
= 72,8 MPa
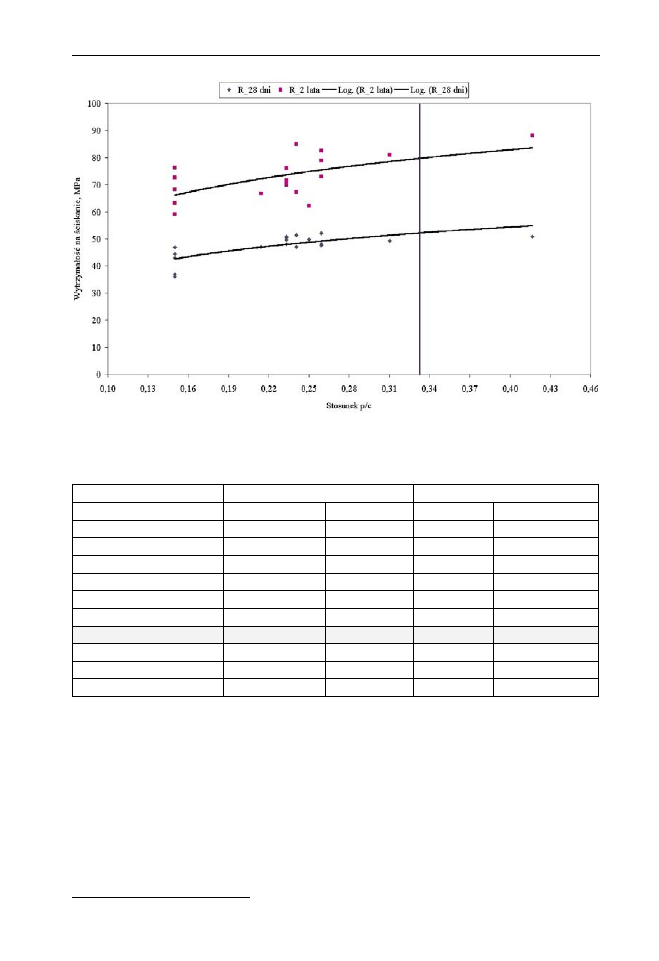
Na rysunku 4 widać tendencję wzrostu wytrzymałości betonu ze wzrostem zawar-
tości popiołu w spoiwie. Po dwóch latach ekspozycji betonu w warunkach laboratoryj-
nych nastąpił wzrost wytrzymałości rzędu 50% niezależnie od proporcji popiół/cement
w spoiwie.
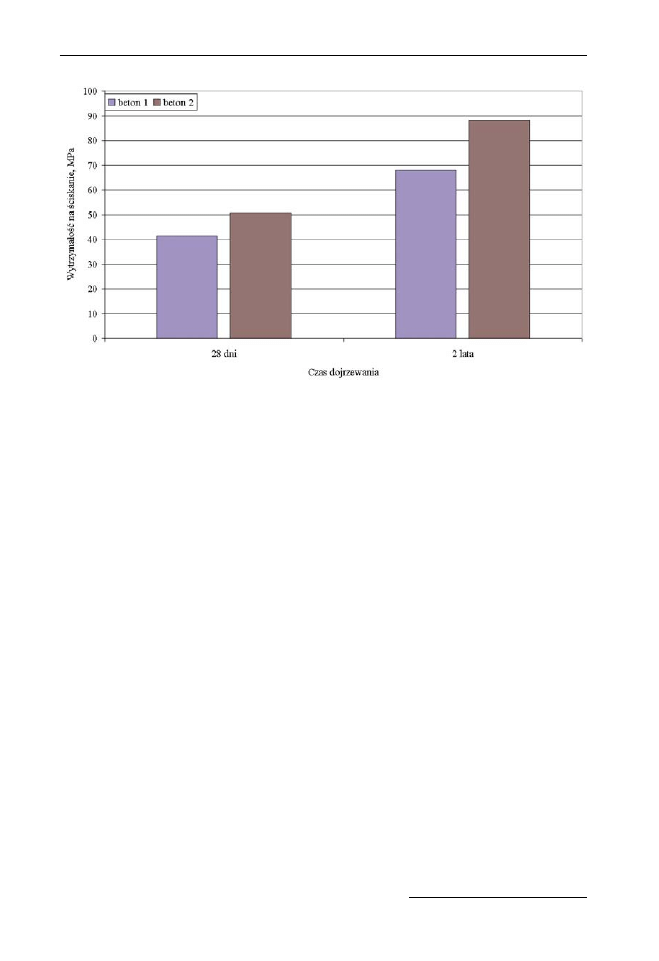
Poniżej podano dwa składy betonu o skrajnych zawartościach popiołu lotnego. Betony
oznaczono numerami 1 i 2.
12
Alicja Grodzicka
Wybrane zagadnienia z betonu wysokowartościowego
13
Rys. 5. Wytrzymałość na ściskanie betonu w wieku 28 dni i 2 lat (maksymalny stosunek p/c
dopuszczony normą EN 206-1 wynosi 0,33)
Tabela 3. Receptury betonowe
Skład betonu (1) p/c = 0,15
Skład betonu (2) p/c = 0,42
kg/m
3
l/m
3
kg/m
3
l/m
3
Cement
300
95
240
76
Popiół
45
20
100
45
Woda
136
136
110
110
Domieszka chemiczna
1,2
1,4
1,4
1,5
Kruszywo grube
1205
456
1206
455
Kruszywo drobne
771
291
804
304
Suma
2458,2
999,4
2461,4
991,5
w/s
0,39
---
0,32
---
Objętość zaczynu
---
252
---
232
Procent zaczynu
---
25,2
---
23,4
12
Alicja Grodzicka
Wybrane zagadnienia z betonu wysokowartościowego
13
Rys. 6. Wytrzymałość na ściskanie betonu nr 1 i 2 po określonym czasie dojrzewania
5. Podsumowanie
Rozwój i zakres zastosowania HPC w Europie wzrastał stopniowo w ostatnich deka-
dach [1, 9, 10, 11, 13, 14, 15]. Do tej pory praktyczne wykorzystanie HPC ograniczało się
głównie do budynków i konstrukcji mostowych, takich jak: elementy o dużym obciąże-
niu na ściskanie, ściany, nawierzchnie jezdni, oraz belki o małych przekrojach (o dużej
smukłości) itp. Uzyskane wyniki oraz doświadczenia praktyczne powinny zostać ujęte
w postaci zasad.
Obecnie doświadczenia praktyczne z zastosowania HPC, oparte na wielu badaniach,
mogą być przeniesione również do budownictwa podziemnego i skutkować opracowa-
niem nowych metod (technologii), w oparciu o konstrukcyjną, techniczną i ekonomiczną
specyfikę budowli podziemnych. Ta specyfika wymagań budowli podziemnych zmusza
również do dalszego rozwoju niektórych konwencjonalnych technologii wytwarzania.
Na całym świecie rosną koszty związane z usuwaniem odpadów. Jednocześnie
uznano, że popiół jest tanim i łatwo dostępnym produktem ubocznym, który może mieć
zastosowanie w przemyśle betonowym.
System HVFA w znacznym stopniu przezwycięża problemy związane z groźbą po-
jawienia się pęknięć termicznych, ekspansji alkalicznej, czy agresji siarczanowej. Poprzez
redukcję współczynnika w/c i wykorzystywanie bardzo dobrego efektu upłynnienia przy
użyciu superplastyfikatorów i rozsądne dozowanie kruszywa, pielęgnowany właściwie
beton jest w efekcie homogeniczny w swej mikrostrukturze, praktycznie pozbawiony
pęknięć i wysoko wytrzymały.
Podsumowując, technologia HVFA zapewnia optymalne rozwiązanie wobec wzrostu
wymagań dla betonu w sposób zrównoważony, a redukując koszty produkcji przyczynia
się do zmniejszenia liczby odpadów w środowisku, wytworzonych przez dwie ogromne
14
Alicja Grodzicka
gałęzie przemysłu – przemysłu cementowego i przemysłu węglowego. W takiej sytuacji
powiązanie niskich kosztów produkcji z ochrona środowiska zdaje się być bardzo dobrym
rozwiązaniem, a więc rozwój technologii HVFA można uznać za zgodny z zasadami
zrównoważonego rozwoju.
Stosowanie tak wysokiej zawartości procentowej popiołów natrafia na trudności po-
wszechnej akceptacji, ze względu na powolne tempo rozwoju trwałości betonu we wczesnej
fazie dojrzewania konstrukcji. Prezentowane w niniejszym artykule wyniki własne świadczą
o możliwości bezpiecznego stosowania popiołu lotnego w ilości do p/c = 0,42.
Literatura
1. Mehta P. K.: „High-Performance Concrete, High-Volume fly Ash Concrete for Sustainable Development”
Intern. Workshop on Sustainable Development and Concrete Technology.
2. Nowak Z.: Czystsza produkcja – strategia ochrony środowiska XXI wieku, Problemy Ekologii, nr 2,
1997.
3. Dunn, S.: „Decarbonizing the Energy Economy”, State of the World 2001: A Wordldwatch Institute
Report on Progress Toward a SustainableSociety. W.W. Norton and Company, 2001.
4. Mehta, P.K.: „Concrete Technology for Sustainable Development”. Concr. Intern. 21(11), 1999.
5. Mehta, P.K.: Durability: Critical Issues for the Future “. Concr. Intern. 19 (7), 1997, str. 69-76.
6. Buyle-Bodin F., Hadjieva-Zaharieva R.: Influence of industriallly produced recycled aggregates on
flow properties of concrete, Material and Structures ,Vol.35,Sept.-oct. 2002, str. 504-509.
7. Nagataki S., Gokce A., Saeki T.: Effects of Recycled Aggregate Characteristics on Performance Parameters
of Recycled Aggregate Concrete”, CANMET/ACI International Conference Durability of Concrete,
Barcelona, Spain, 2000.
8. Siemaszko-Lotkowska D.: „ Zasady postępowania przy recyklingu świeżego betonu”, Praca badawcza
nr.73/3629/NB-52/03, Warszawa, 2003.
9. Hoff G.C., HPC/HSC – A North American Perspective, 6 th International Symposium on Utilization
of High Strength/ High performance Concrete, Lipsk, Czerwiec 2002.
10. A tcin, P. C.: „The Art and Science of Durable High-performance Concrete”. Proceedings of the Nelu
Spiratos Symposium. Committee for Organization of CANMET/ACI Conferences, 2003,pp. 69-88.
11. Mehta, P.K., and Byrrows R.W.: „Building Durable Structures in the 21 st Century.” Concr. Intern.
23(3), 2001.
12. Krauss, P.D., Rogalla E.A.: „Transverse Cracking in Mewly Constructed Bridge Decks.” National
Cooperative Highway Research Project Report 380. Transportation Research Board, Washington, DC,
1966.
13. Ch. Munch-Petersen: „Bridge Views”. “The Oresund Link Concrete Strategy”
– http://hpc.fhwa.dot.gov”.
14. D.W.S. Ho, A.M.M. Sheinn, C.C.Ng, C.T.Tam: “The use of quarry dust for SCC applications”, Cem.
and Concr. Res., 32 (2002).
15. Guangeheng Long, Xinyou Wang, Youjun Xie: Very high performance with ultrafine powders, Cem.
and Concr. Reser. 32 (2002).
16. Malhotra V.M. and Mehta P.K.: „High Performance Concrete, High-Volume Fly Ash Concrete“,
Suplementary Cementing Materials for Sustainable Development, Inc., Ottawa, Canada, 2002.
17. Uchikawa H., 8 th International Congres on the Chemistry of Cement Rio de Janeiro, 1986, Vol.1,
str. 249-280.
18. Owen P.H.: „Fly Ash and its Usage in Concrete” Journal of Concrete Society 13(7) 1979.
19. Jiang L.H. and Malhotra V.M.: „Reduction In water Demand of Non Air-Entrained Concrete
Incorporating Large Volume of Fly Ash. “Cement and Concrete Research 30, 2000,pp. 1785-1789.
Wyszukiwarka
Podobne podstrony:
Pytania z zerówki do Wstępu do psychologii
opis do wstępu
Do wstępu, dane z 2003
Orthognata itp sysmteatyka do wstepu
Niezła praca do wstępu o energy crops 2014
Associations among adolescent risk behaviours Do wstepu wazne
skrypt ksiazki do wstepu [przejrzysty]
Odpowiedzi do Wstępu
do wstępu
ZAGADNIENIA DO KOLOKWIUM ZE WSTĘPU DO PRAWOZNAWSTWA, Wstęp do prawoznawstwa, Wstęp do prawoznawstwa
praca semestralna z wstępu do socjologii W3K45AVKQXCVVNL5E2YP7XUXR2CAFSAIBF5XIFA
Notatki z wstepu do teorii komunikacji v0 68beta
Repetytorium ze wstepu do prawa
Przesyłam zagadnienia egzaminacyjne ze Wstępu do nauki o języku
więcej podobnych podstron