ETA-10/0236
Wklejane zakotwienia prętów zbrojeniowych
o średnicach od 8 do 32 mm
z zastosowaniem zaprawy iniekcyjnej
SOCOM ECOPOXY ECO 4800
Post-installed rebar connections
of the sizes 8 to 32 mm
with SOCOM ECOPOXY ECO 4800
injection mortar
Europejska Aprobata Techniczna
Europejska aprobata techniczna została opracowana
w Zakładzie Aprobat Technicznych
przez mgr inż. Annę KUKULSKĄ-GRABOWSKĄ
Projekt okładki: Ewa Kossakowska
GW I
Kopiowanie aprobaty technicznej
jest dozwolone jedynie w całości
Wykonano z oryginałów bez opracowania wydawniczego
Copyright by Instytut Techniki Budowlanej
Warszawa 2010
ISBN 978-83-249-3230-6
Dział Wydawniczy, 02-656 Warszawa, ul. Ksawerów 21, tel.: 22 843 35 19
Format: pdf Wydano we wrześniu 2010 r. Zam. 686/2010
Europejska Organizacja ds. Aprobat Technicznych
European Organisation for Technical Approvals
INSTYTUT TECHNIKI BUDOWLANEJ
PL 00-611 WARSZAWA
ul. FILTROWA 1
tel.: (48 22) 825-04-71;
(48 22) 825-76-55;
fax: (48 22) 825-52-86;
www.itb.pl
Członek EOTA
Egzemplarz archiwalny
Europejska Aprobata Techniczna ETA-10/0236
Nazwa hilowa
SOCOM ECOPOXY ECO 4800 do kotwienia prętów
zbrojeniowych
Trade name
SOCOM ECOPOXY ECO 4800 for rebar connections
Właściciel aprobaty
Holder of approval
SOCOM SAS
Z.I. Les Mourgues
F-30350 Cardet
Francja
Rodzaj i przeznaczenie wyrobu
Wklejane zakotwienia prętów zbrojeniowych
o średnicach od 8 do 32 mm z zastosowaniem
zaprawy iniekcyjnej SOCOM ECOPOXY ECO 4800
Generic type i use
of construction products
Post-installed rebar connections of the sizes 8 to 32 mm
with SOCOM ECOPOXY ECO 4800 injection mortar
Termin ważności od
Valid from
do
to
24. 09. 2010
24. 09. 2015
Zakład produkcyjny
Manufacturing
plant
SOCOM SAS
Z.I. Les Mourgues
F-30350 Cardet
Francja
Niniejsza Europejska
Aprobata Techniczna zawiera
21 stron, w tym 10 Załączników
This European Technical
Approval
contains
21 pages including 10 Annexes
®
Autoryzowany
i notyfikowany zgodnie
z art.10 dyrektywy Rady z 21
grudnia 1988 r. w sprawie zbliżenia
ustaw i aktów wykonawczych państw
członkowskich dotyczących
wyrobów budowlanych
(89/106/EWG)

Strona 2 Europejskiej Aprobaty Technicznej ETA-10/0236, wydanej 24 września 2010 r.
I
PODSTAWY PRAWNE I OGÓLNE WARUNKI UDZIELANIA
EUROPEJSKICH APROBAT TECHNICZNYCH
1. Niniejsza Europejska Aprobata Techniczna została wydana przez Instytut Techniki
Budowlanej zgodnie z:
– Dyrektywą Rady 89/106/EWG z 21 grudnia 1988 r. w sprawie zbliżenia ustaw i
aktów wykonawczych Państw Członkowskich dotyczących wyrobów budowlanych
1
,
z poprawkami zawartymi w Dyrektywie Rady 93/68/EWG z 22 lipca 1993
2
;
– ustawą z dnia 16 kwietnia 2004 r. o wyrobach budowlanych
3
;
– rozporządzeniem Ministra Infrastruktury z dnia 14 października 2004 r. w sprawie
europejskich aprobat technicznych oraz polskich jednostek organizacyjnych
upoważnionych do ich wydawania
4
;
– Wspólnymi zasadami proceduralnymi składania wniosków, opracowywania i
udzielania Europejskich Aprobat Technicznych, określonymi w załączniku do
Decyzji Komisji 94/23/EC
5
;
–
Wytycznymi do europejskich aprobat technicznych ”Kotwy metalowe do stosowania
w betonie – Część 5: Kotwy wklejane”, ETAG nr 001-05;
2. Instytut Techniki Budowlanej jest upoważniony do sprawdzania, czy są spełnione
wymagania niniejszej Europejskiej Aprobaty Technicznej. Sprawdzanie może odbywać
się w zakładzie produkcyjnym. Niezależnie od tego odpowiedzialność za zgodność
wyrobów z Europejską Aprobatą Techniczną i za ich przydatność do zamierzonego
stosowania ponosi właściciel Europejskiej Aprobaty Technicznej.
3. Prawa do niniejszej Europejskiej Aprobaty Technicznej nie mogą być przenoszone na
producentów, przedstawicieli producentów lub zakłady produkcyjne nie wymienione na
stronie 1 niniejszej Europejskiej Aprobaty Technicznej.
4. Niniejsza Europejska Aprobata Techniczna może być wycofana przez Instytut Techniki
Budowlanej, w szczególności po informacji Komisji Europejskiej w trybie art. 5 ust. 1
Dyrektywy 89/106/EWG.
5. Niniejsza Europejska Aprobata Techniczna może być kopiowana, włączając w to środki
przekazu elektronicznego, jedynie w całości. Publikowanie części dokumentu jest
możliwe po uzyskaniu pisemnej zgody Instytutu Techniki Budowlanej. W tym przypadku
na kopii powinna być podana informacja, że jest to fragment dokumentu. Teksty i rysunki
w materiałach reklamowych nie mogą być sprzeczne z Europejską Aprobatą Techniczną.
6. Europejska Aprobata Techniczna jest wydawana przez jednostkę aprobującą w języku
oficjalnym tej jednostki i w pełni odpowiada wersji uzgodnionej w ramach EOTA. Inne
wersje językowe powinny zawierać informację, że są to tłumaczenia.
1
Dziennik Urzędowy Wspólnot Europejskich Nr L. 40, 11.02.1989, p. 12
2
Dziennik Urzędowy Unii Europejskiej Nr L. 220, 30.08.1993, p. 1
3
Dziennik Ustaw Rzeczypospolitej Polskiej Nr 92/2004, poz. 881
4
Dziennik Ustaw Rzeczypospolitej Polskiej Nr 237/2004, poz. 2375
5
Dziennik Urzędowy Unii Europejskiej Nr L. 17, 20.01.1994, p. 34

Strona 3 Europejskiej Aprobaty Technicznej ETA-10/0236, wydanej 24 września 2010 r.
II SZCZEGÓŁOWE WARUNKI DOTYCZĄCE EUROPEJSKIEJ
APROBATY TECHNICZNEJ
1 Określenie wyrobu i zakresu jego stosowania
1.1 Określenie wyrobu
Przedmiotem niniejszej aprobaty są wklejane zakotwienia prętów zbrojeniowych
(kotwienie lub łączenie na zakład), wykonywane z zastosowaniem stalowych prętów
zbrojeniowych, w użytkowanych konstrukcjach z betonu zwykłego, przy użyciu
zaprawy iniekcyjnej SOCOM ECOPOXY ECO 4800, zgodnie z zasadami
wykonywania konstrukcji żelbetowych.
Zakotwienia prętów zbrojeniowych powinny być projektowane według normy
EN 1992-1-1 (Eurokod 2).
Aprobata obejmuje żebrowane pręty zbrojeniowe o średnicach od 8 do 32 mm
i zaprawę iniekcyjną SOCOM ECOPOXY ECO 4800 według Załącznika 1. Pręt
stalowy jest osadzany w wywierconym w podłożu otworze, uprzednio wypełnionym
zaprawą iniekcyjną i kotwiony poprzez przyczepność między osadzonym
elementem stalowym, zaprawą iniekcyjną i betonem.
1.2 Zakres
stosowania
Wklejane zakotwienia prętów zbrojeniowych mogą być wykonywane w betonie
zwykłym klasy nie niższej niż C12/15 i nie wyższej niż C50/60 według normy EN
206-1. Zakotwienia mogą być wykonywane w nieskarbonatyzowanym betonie
o zawartości chlorków nie większej niż 0,20% (Cl 0,20), w odniesieniu do zawartości
cementu według normy EN 206-1.
Wklejane zakotwienia prętów zbrojeniowych mogą być stosowane w przypadkach,
kiedy obciążenie statyczne jest dominujące.
Wklejane zakotwienia prętów zbrojeniowych przy obciążeniach zmęczeniowych,
dynamicznych lub sejsmicznych, nie są objęte niniejszą ETA.
Odporność ogniowa zakotwień prętów zbrojeniowych nie jest objęta niniejszą ETA.
Objęte ETA wklejane zakotwienia prętów zbrojeniowych powinny być wykonywane
wyłącznie w sposób, który jest stosowany przy kotwieniu prętów zbrojeniowych,
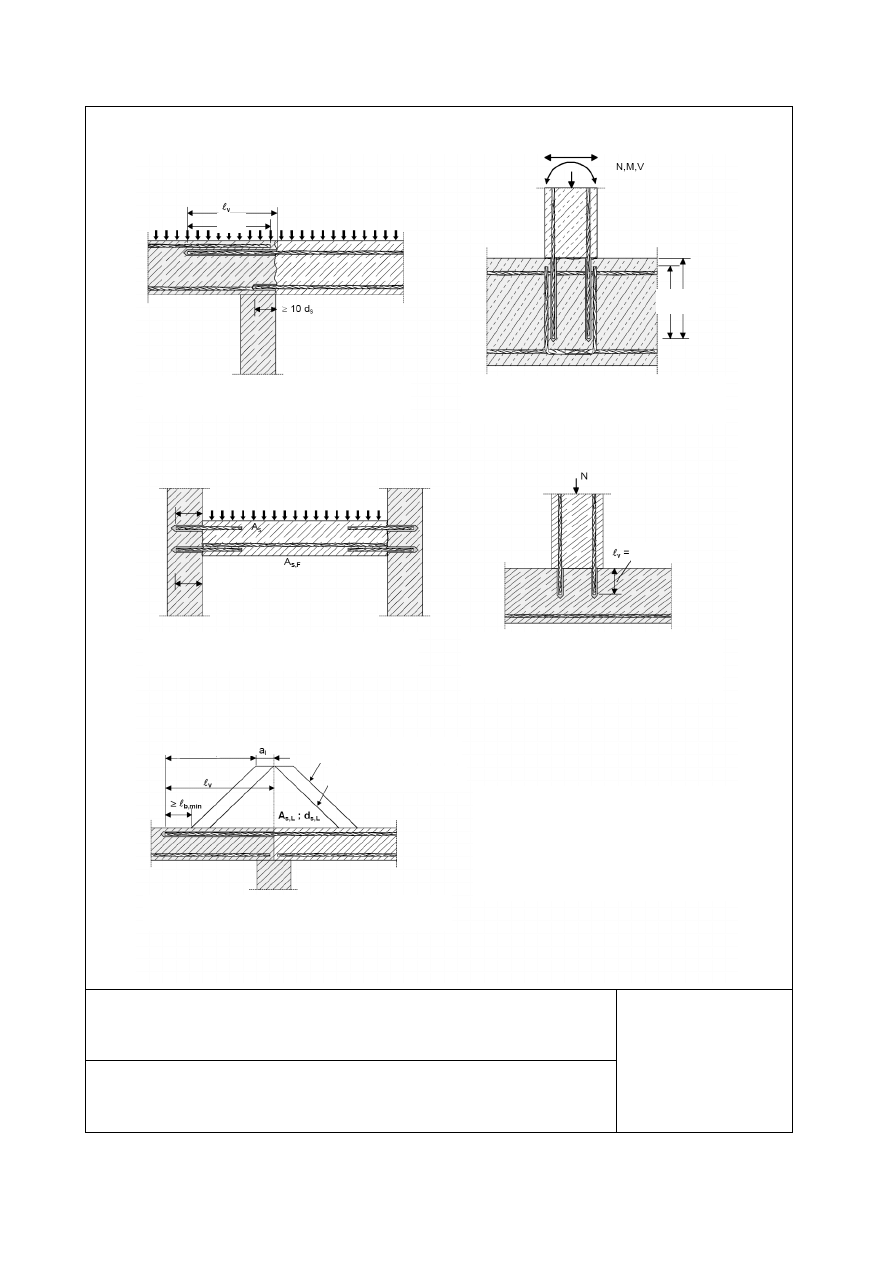
to jest np. w następujących zastosowaniach:
– złącze na zakład z występującym w elemencie budowlanym zbrojeniem (Rys. 1
i 2, Załącznik 2),
– kotwienie zbrojenia w podporze płyty lub belki (Rys. 3, Załącznik 2; podpora
skrajna płyty projektowanej jako swobodnie podpartej, jak również zbrojenie
z uwagi na siły w przekroju zamocowania),
– kotwienie zbrojenia w elementach budowlanych poddanych głównie działaniu
naprężeń ściskających (Rys. 4, Załącznik 2),
– kotwienie zbrojenia w celu przeniesienia działającej siły rozciągającej (Rys. 5,
Załącznik 2).
Wklejane zakotwienia prętów zbrojeniowych mogą być wykonywane w betonie
suchym lub mokrym. Zakotwienia nie mogą być wykonywane w otworach zalanych
wodą.

Strona 4 Europejskiej Aprobaty Technicznej ETA-10/0236, wydanej 24 września 2010 r.
Wklejane zakotwienia prętów zbrojeniowych mogą być stosowane w następującym
zakresie temperatur: -40°C do +40°C (maksymalna temperatura krótkotrwała +40°C
i maksymalna temperatura długotrwała +24°C).
Niniejsza ETA obejmuje zakotwienia w otworach wierconych przy pomocy wiertarki
udarowej.
Postanowienia niniejszej Europejskiej Aprobaty Technicznej oparte są na założeniu
przewidywanego 50-letniego okresu użytkowania wyrobu. Założenie dotyczące
okresu użytkowania wyrobu nie może być interpretowane jako gwarancja udzielana
przez producenta lub jednostkę aprobującą, ale jako informacja, która może być
wykorzystana przy wyborze odpowiedniego wyrobu, w związku z przewidywanym,
ekonomicznie uzasadnionym okresem użytkowania obiektu.
2 Właściwości wyrobu i metody ich sprawdzania
2.1 Właściwości wyrobu
Wklejane zakotwienia prętów zbrojeniowych powinny odpowiadać rysunkom
i opisom podanym w Załącznikach 1 do 10. Właściwości materiałów, wymiary
i tolerancje wymiarów, nie podane w Załącznikach, powinny odpowiadać
właściwościom materiałów, wymiarom i tolerancjom zawartym w dokumentacji
technicznej
6
niniejszej Europejskiej Aprobaty Technicznej.
Każdy pojemnik z zaprawą żywiczną powinien być oznaczony znakiem
identyfikującym producenta i nazwą handlową. Pręty zbrojeniowe mogą być
dostarczane w kompletach z pojemnikami z zaprawą żywiczną lub nabywane
oddzielnie.
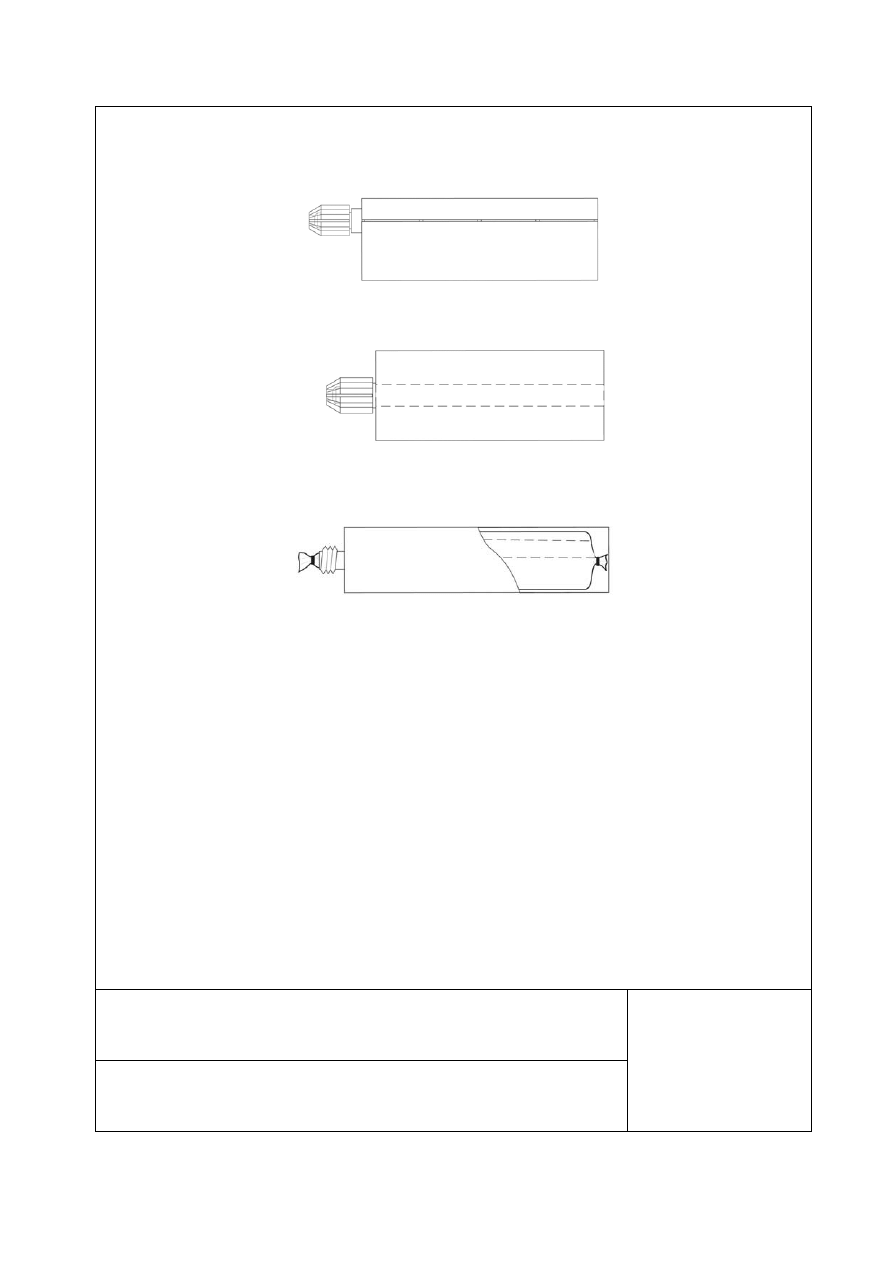
Dwa składniki zaprawy iniekcyjnej SOCOM ECOPOXY ECO 4800 są dostarczane w
stanie niezmieszanym, w pojemnikach o różnych pojemnościach i typach: 280 ml
i 380 ml (z dyszą wylotową usytuowaną w osi pojemnika), 345 ml i 825 ml (z dyszą
wylotową usytuowaną na skraju pojemnika) oraz 300 ml (dwuczęściowe wkłady
tworzywowe w jednym pojemniku), zgodnych z Załącznikami 1 i 4.
2.2 Metody
sprawdzenia
Oceny przydatności wklejanych zakotwień prętów zbrojeniowych do zamierzonego
stosowania, z zachowaniem wymagań nośności, stateczności i bezpieczeństwa
użytkowania w rozumieniu Wymagań Podstawowych 1 i 4, dokonano zgodnie z
Wytycznymi do europejskich aprobat technicznych ETAG 001 ”Kotwy metalowe do
stosowania w betonie”, Część 1: „Kotwy – zagadnienia ogólne”, Część 5: „Kotwy
wklejane” i Raportem Technicznym EOTA TR 023 “Ocena zakotwień prętów
zbrojeniowych”.
W uzupełnieniu do zawartych w niniejszej Europejskiej Aprobacie Technicznej
zapisów, związanych z substancjami niebezpiecznymi, mogą obowiązywać inne
wymagania z tego zakresu, odnoszące się do wyrobów objętych ETA (np.
transponowane europejskie prawodawstwo i prawa krajowe, regulacje i przepisy
administracyjne). W celu spełnienia postanowień Dyrektywy, wymagania te także
powinny być spełnione w każdym przypadku, gdy mają zastosowanie.
6
Dokumentacja techniczna niniejszej Europejskiej Aprobaty Technicznej jest przechowywana w Instytucie
Techniki Budowlanej i może być udostępniona tylko jednostce notyfikowanej, uczestniczącej w procedurze
oceny zgodności.

Strona 5 Europejskiej Aprobaty Technicznej ETA-10/0236, wydanej 24 września 2010 r.
3 Ocena
zgodności i oznakowanie CE
3.1
System oceny zgodności
Zgodnie z Załącznikiem III do dyrektywy 89/106/EWG system oceny zgodności 2 (i)
(oznaczany jako system 1), wskazany przez Komisję Europejską, przewiduje:
(a) Zadania producenta:
(1) zakładowa kontrola produkcji,
(2)
uzupełniające badania próbek pobranych z produkcji przez producenta
zgodnie z ustalonym planem badań,
(b) Zadania jednostki notyfikowanej:
(3) wstępne badanie typu,
(4) wstępna inspekcja zakładu produkcyjnego i zakładowej kontroli produkcji,
(5) ciągły nadzór, ocena i akceptacja zakładowej kontroli produkcji.
3.2 Zakres
odpowiedzialności
3.2.1 Obowiązki producenta; zakładowa kontrola produkcji
Producent ma system zakładowej kontroli produkcji i prowadzi stałą, wewnętrzną
kontrolę produkcji. Wszystkie elementy tej kontroli, wymagania i postanowienia
przyjęte przez producenta są dokumentowane w sposób systematyczny w formie
pisemnych zasad i procedur. System zakładowej kontroli produkcji zapewnia
zgodność wyrobu z Europejską Aprobatą Techniczną.
Producent powinien stosować wyłącznie materiały dostarczane razem z
dokumentami atestacyjnymi, wyszczególnionymi w planie kontroli
7
. Dostarczane
materiały powinny być kontrolowane i badane przez producenta przed
zastosowaniem. Kontrola dostarczonych materiałów takich jak pręty zbrojeniowe,
żywica i utwardzacz powinna obejmować sprawdzenie dokumentów atestacyjnych
przedstawionych przez producentów materiałów (porównanie z wartościami
nominalnymi), polegające na weryfikacji wymiarów i właściwości zawartych w tych
dokumentach.
Częstotliwość kontroli i badań przeprowadzanych podczas produkcji jest określona
w planie kontroli, uwzględniającym zautomatyzowany proces produkcji.
Wyniki zakładowej kontroli produkcji są zapisywane i oceniane. Zapisy powinny
zawierać co najmniej następujące dane:
– oznaczenie
wyrobu,
materiałów z jakich jest on wykonywany oraz jego
elementów składowych,
–
rodzaj kontroli lub badań,
– datę produkcji i datę badania wyrobu lub materiału z jakiego wyrób jest
wykonany lub elementów składowych wyrobu,
–
wyniki kontroli i badań oraz, jeżeli jest to celowe, porównanie z wymaganiami,
–
podpis osoby odpowiedzialnej za zakładową kontrolę produkcji.
7
Plan kontroli jest przechowywany w Instytucie Techniki Budowlanej i może być udostępniony tylko jednostce
notyfikowanej, uczestniczącej w procedurze oceny zgodności.

Strona 6 Europejskiej Aprobaty Technicznej ETA-10/0236, wydanej 24 września 2010 r.
Zapisy powinny być przedstawiane jednostce notyfikowanej, prowadzącej ciągły
nadzór. Zapisy powinny być także udostępniane na żądanie Instytutowi Techniki
Budowlanej.
Szczegółowy zakres, przedmiot i częstotliwość badań oraz zakres czynności
kontrolnych, które wykonywane są w ramach zakładowej kontroli produkcji, powinny
być zgodne z planem kontroli, będącym częścią dokumentacji technicznej niniejszej
Europejskiej Aprobaty Technicznej.
3.2.2
Zadania jednostki notyfikowanej
3.2.2.1 Wstępne badanie typu
W przypadku wstępnego badania typu wyniki badań przeprowadzonych jako część
oceny do Europejskiej Aprobaty Technicznej powinny być wykorzystywane, dopóki
nie nastąpią zmiany linii produkcyjnej lub zakładu produkcyjnego. W takich
przypadkach, niezbędny zakres wstępnego badania typu powinien być uzgodniony
między Instytutem Techniki Budowlanej i jednostką notyfikowaną.
3.2.2.2 Wstępna inspekcja zakładu produkcyjnego i zakładowej kontroli produkcji
Jednostka notyfikowana powinna zgodnie z planem kontroli sprawdzić, czy zakład
produkcyjny, a w szczególności personel i wyposażenie oraz zakładowa kontrola
produkcji są właściwe do zapewnienia ciągłej produkcji i zgodnej ze specyfikacją
podaną w p.
2.1 oraz w Załącznikach do niniejszej Europejskiej Aprobaty
Technicznej.
3.2.2.3 Ciągły nadzór
Ciągły nadzór i ocena zakładowej kontroli produkcji powinny być prowadzone
zgodnie z planem kontroli.
W ramach nadzoru jednostka notyfikowana powinna wizytować zakład produkcyjny
nie rzadziej niż raz na rok. Powinno być sprawdzane, czy system zakładowej
kontroli produkcji i zautomatyzowany proces produkcyjny są prowadzone z
uwzględnieniem planu kontroli.
Wyniki ciągłego nadzoru powinny być na żądanie udostępniane przez jednostkę
notyfikowaną Instytutowi Techniki Budowlanej. W przypadkach, gdy postanowienia
Europejskiej Aprobaty Technicznej i planu kontroli nie są przestrzegane, certyfikat
zgodności powinien być anulowany.
3.3 Oznakowanie
CE
Oznakowanie CE powinno znajdować się na każdym opakowaniu zaprawy
iniekcyjnej. Symbolowi „CE” powinny towarzyszyć następujące informacje:
–
numer identyfikacyjny jednostki notyfikowanej,
–
nazwa i adres właściciela aprobaty,
–
ostatnie dwie cyfry roku, w którym oznakowanie CE zostało umieszczone na
wyrobie,
–
numer certyfikatu zgodności WE,
–
numer Europejskiej Aprobaty Technicznej,
–
numer Wytycznych do europejskich aprobat technicznych.

Strona 7 Europejskiej Aprobaty Technicznej ETA-10/0236, wydanej 24 września 2010 r.
4
Założenia, na podstawie których pozytywnie oceniono przydatność
wyrobu do zamierzonego stosowania
4.1 Wytwarzanie
Wyroby są wytwarzane zgodnie z wymaganiami Europejskiej Aprobaty Technicznej
w zautomatyzowanym procesie produkcyjnym, jak stwierdzono w czasie inspekcji
w zakładzie produkcyjnym, dokonanej przez Instytut Techniki Budowlanej i zapisano
w dokumentacji technicznej.
4.2 Projektowanie
Zakotwienia prętów zbrojeniowych powinny być projektowane z zachowaniem
dobrej praktyki budowlanej. Uwzględniając obciążenia, które mają być przenoszone,
obliczenia i rysunki w projekcie technicznym powinny być tak przygotowane, aby
mogły być sprawdzone. Na rysunkach projektowych powinny być określone
co najmniej:
– klasa
betonu,
–
średnica pręta, metoda wiercenia, grubość otuliny betonowej, rozmieszczenie
prętów i głębokość osadzenia pręta,
–
sposób przygotowania złącza pomiędzy łączonymi elementami budowlanymi
z uwzględnieniem grubości warstwy betonu przeznaczonej do usunięcia.
4.3 Projekt
zakotwień prętów zbrojeniowych
4.3.1 Postanowienia
ogólne
Rzeczywiste położenie zbrojenia w użytkowanej konstrukcji powinno być określone
na podstawie dokumentacji technicznej i uwzględnione podczas projektowania.
Projekt wklejanych zakotwień prętów zbrojeniowych podanych w Załączniku 2 oraz
obliczanie sił wewnętrznych w przekrojach, które mają być przenoszone przez
złącza konstrukcyjne, powinny zostać zweryfikowane zgodnie z EN 1992-1-1.
Minimalna odległość w świetle pomiędzy dwoma prętami zbrojeniowymi powinna
wynosić: a = 40 mm ≥ 4 · Ø (według Załącznika 8).
4.3.2
Wyznaczenie podstawowej długości zakotwienia
Wymagana podstawowa długość zakotwienia l
b,rqd
powinna być wyznaczana według
EN 1992-1-1, p. 8.4.3:
l
b,rqd
= (
Ø
/ 4) · (σ
sd
/ f
bd
)
gdzie:
Ø =
średnica pręta zbrojeniowego
σ
sd
= naprężenie obliczeniowe w pręcie zbrojeniowym
f
bd
= wartość obliczeniowa granicznego naprężenia przyczepności według
Załącznika 8, Tablica 7
biorąc pod uwagę współczynnik zależny od jakości warunków przyczepności oraz
współczynnik zależny od średnicy pręta.

Strona 8 Europejskiej Aprobaty Technicznej ETA-10/0236, wydanej 24 września 2010 r.
4.3.3
Wyznaczenie obliczeniowej długości zakotwienia
Wymagana obliczeniowa długość zakotwienia l
bd
powinna być wyznaczana według
EN 1992-1-1, p. 8.4.4:
l
bd
= α
1
· α
2
·
α
3
· α
4
· α
5
· l
b,rqd
≥ l
b,min
gdzie:
α
1
, α
2
, α
3
,
α
4
,
α
5
są określone w EN 1992-1-1, Tablica 8.2:
α
1
=
1,0; dla prętów prostych
α
2
= 0,7
≤ α
2
≤ 1,0; obliczone według EN 1992-1-1, Tablica 8.2
α
3
= 1,0;
ponieważ nie występuje zbrojenie poprzeczne
α
4
= 1,0;
ponieważ nie występuje zbrojenie poprzeczne
α
5
= 0,7
≤ α
5
≤ 1,0; wpływ nacisku poprzecznego według EN 1992-1-1, Tablica
8.2
oraz:
l
b,rqd
=
według p. 4.3.2
l
b,min
= minimalna
długość zakotwienia według EN 1992-1-1, równania 8.6 i 8.7
ze zmianą według TR 023, § 4.2
l
b,min
= 1,5 · max {0,3 · l
b,rqd
;
10
Ø
; 100 mm} przy kotwieniu prętów
rozciąganych
l
b,min
= 1,5 · max {0,6 · l
b,rqd
;
10 Ø; 100 mm} przy kotwieniu prętów
ściskanych
Maksymalną głębokość zakotwienia podano w Załączniku 8, Tablica 6.
4.3.4 Złącza na zakład
Obliczeniowa długość zakładu l
0
powinna być wyznaczana według EN 1992-1-1,
p. 8.7.3:
l
0
= α
1
· α
2
· α
3
· α
5
· α
6
· l
b,rqd
≥ l
0,min
gdzie:
α
1
, α
2
,
α
3
,
α
5
,
α
6
są określone w EN 1992-1-1, Tablice 8.2 i 8.3:
α
1
=
1,0; dla prętów prostych
α
2
= 0,7
≤ α
2
≤ 1,0; obliczone według EN 1992-1-1, Tablica 8.2
α
3
= 1,0;
ponieważ nie występuje zbrojenie poprzeczne
α
5
= 0,7
≤ α
5
≤ 1,0; wpływ nacisku poprzecznego według EN 1992-1-1,
Tablica 8.2
α
6
= 1,0
≤ α
6
≤ 1,5; wpływ procentowego udziału prętów połączonych na zakład
w całym polu przekroju zbrojenia według EN 1992-1-1, Tablica 8.3
oraz:
l
b,rqd
=
według p. 4.3.2.
l
0,min
= minimalna
długość zakładu według EN 1992-1-1, równanie 8.11, ze zmianą
według TR 023, § 4.2
l
0,min
= 1,5 · max {0,3 · α
6
· l
b,rqd
; 15 Ø; 200 mm}
Maksymalną głębokość zakotwienia podano w Załączniku 8, Tablica 6.

Strona 9 Europejskiej Aprobaty Technicznej ETA-10/0236, wydanej 24 września 2010 r.
4.3.5 Głębokość osadzenia w złączach na zakład
Obliczanie efektywnej głębokości osadzenia prętów w złączach na zakład wymaga
uwzględnienia grubości otulenia betonem na powierzchni czołowej c
1
:
l
v
≥ l
0
+ c
1
gdzie:
l
0
=
obliczeniowa długość zakładu według p. 4.3.4 i EN 1992-1-1
c
1
=
otulenie betonem na powierzchni czołowej
Jeżeli odległość w świetle prętów łączonych na zakład jest większa niż 4 Ø, to
długość zakładu powinna być zwiększona o długość równą różnicy pomiędzy
odległością w świetle i 4 Ø.
4.3.6 Otulenie
betonem
Wymaganą grubość otulenia wklejanych prętów zbrojeniowych betonem podano w
Załączniku 8.
Jednocześnie powinna być zachowana minimalna grubość otulenia betonem według
EN 1992-1-1, p. 4.4.1.2.
4.3.7 Zbrojenie
poprzeczne
Zbrojenie poprzeczne w strefie zakotwienia prętów zbrojeniowych powinno być
zgodne z EN 1992-1-1, p. 8.7.4.
4.3.8 Złącza
Przenoszenie sił ścinających pomiędzy nowym betonem a użytkowaną konstrukcją
powinno być projektowane według EN 1992-1-1. Przed betonowaniem powierzchnie
złączy powinny być przetarte na ostro do momentu odkrycia kruszywa (nadanie
szorstkości).
W przypadku gdy powierzchnia betonu w istniejącej konstrukcji betonowej jest
skarbonatyzowana, warstwę skarbonatyzowaną w strefie zakotwienia prętów
zbrojeniowych należy usunąć na głębokość Ø + 60 mm; warstwę tą należy usunąć
przed montażem nowych prętów zbrojeniowych.
Głębokość warstwy, którą należy usunąć, powinna odpowiadać co najmniej
minimalnej grubość otulenia betonem ze względu na warunki środowiska według
EN 1992-1-1.
Powyższe można pominąć, jeżeli elementy budowlane są nowe, beton
nieskarbonatyzowany i jeżeli elementy te występują w warunkach suchych.
4.4 Wykonywanie
zamocowań
Przydatność wklejanych zakotwień prętów zbrojeniowych do zamierzonego
stosowania można założyć tylko w przypadku, jeżeli spełnione są następujące
warunki montażowe:
– pręty zbrojeniowe są osadzane przez odpowiednio wyszkolony personel, pod
nadzorem osoby upoważnionej; warunki jakie powinien spełniać personel, aby
został uznany za odpowiednio wyszkolony i warunki nadzoru pozostają w gestii
Krajów Członkowskich, w których montaż jest wykonywany,
–
stosowany jest system iniekcyjny dostarczony przez producenta, bez zmian
elementów składowych,

Strona 10 Europejskiej Aprobaty Technicznej ETA-10/0236, wydanej 24 września 2010 r.
– pręty zbrojeniowe są osadzane zgodnie z zaleceniami i rysunkami producenta,
z zastosowaniem narzędzi wymienionych w dokumentacji technicznej niniejszej
Europejskiej Aprobaty Technicznej,
–
sprawdzone jest, przed umieszczeniem pręta zbrojeniowego, czy klasa betonu
podłoża, w którym ma być wykonane zakotwienie pręta, mieści się w
odpowiednim zakresie i nie jest niższa niż klasa betonu, wymagana ze względu
na obciążenia charakterystyczne,
–
sprawdzone jest, czy beton podłoża jest odpowiednio zagęszczony, np. czy nie
występują w nim pustki powietrzne,
–
sprawdzone jest, jak są rozmieszczone inne pręty zbrojeniowe,
–
zachowana jest odpowiednia głębokość zakotwienia, zgodna z rysunkami w
projekcie,
– zachowane
są odpowiednie otulenie betonem i odległości pomiędzy prętami,
zgodne z rysunkami w projekcie,
–
usytuowanie otworów w podłożu nie powoduje uszkodzenia zbrojenia,
–
w przypadku otworu, w którym nie osadzono pręta, został on wypełniony
zaprawą,
– zapewniono
odpowiednią głębokość osadzenia, tzn. że oznakowanie na pręcie
nie znajduje się powyżej powierzchni betonu,
–
otwór w podłożu został oczyszczony z urobku: otwór powinien być oczyszczony
przez co najmniej dwa przedmuchania, potem co najmniej dwa
przeczyszczenia szczotką i następnie co najmniej dwa przedmuchania; przed
użyciem szczotka powinna być oczyszczona, a jej średnica sprawdzona
zgodnie z Załącznikiem 5,
– zaprawa
żywiczna została wstrzyknięta odpowiednim dozownikiem z
zastosowaniem specjalnej dyszy mieszalnikowej pokazanej w Załączniku 4; w
przypadku wyciskania zaprawy z nowo otwartego pojemnika odrzucone zostały
pierwsze dawki zaprawy, aż do uzyskania przez nią jednolitego koloru;
uwzględniono wynikający z instrukcji producenta, dopuszczalny czas osadzania
(czas otwarty), zależny od temperatury podłoża betonowego; otwór w podłożu,
licząc od dna otworu, został równomiernie wypełniony zaprawą w taki sposób,
aby nie powstały pustki powietrzne; specjalna dysza mieszalnikowa była
stopniowo wyjmowana z otworu w procesie wyciskania zaprawy; otwór w
podłożu został do 2/3 głębokości wypełniony zaprawą; niezwłocznie po tym
wprowadzony został do otworu pręt zbrojeniowy, ruchem powolnym, z
wykonaniem lekkiego obrotu i z usunięciem nadmiaru zaprawy z powierzchni
podłoża dookoła pręta; uwzględniono czas, po którym może nastąpić
obciążenie (czas utwardzania) zgodnie z Załącznikiem 3, Tablica 5, przed
obciążeniem pręta,
– temperatura
żywicy podczas montażu powinna wynosić co najmniej +5°C,
– podczas
montażu i utwardzania zaprawy iniekcyjnej temperatura elementu
betonowego nie może spaść poniżej -5°C i nie może przekroczyć +35°C;
uwzględniono czas utwardzania podany w Załączniku 3.
4.4.1 Odpowiedzialność producenta
Producent jest zobowiązany zapewnić użytkownikom dostępność informacji
zawartych w postanowieniach szczegółowych podanych w p. 1 i 2 oraz
Załącznikach powołanych w p. 4. Informacje te mogą zostać sporządzone w formie
kopii odpowiednich fragmentów Europejskiej Aprobaty Technicznej. Dodatkowo
Strona 11 Europejskiej Aprobaty Technicznej ETA-10/0236, wydanej 24 września 2010 r.
wszystkie dane dotyczące montażu powinny być zamieszczone w sposób czytelny
na opakowaniu i/lub w załączonej instrukcji, jeśli to możliwe z odpowiednimi
rysunkami.
Minimalne wymagane dane obejmują:
–
średnicę wiertła,
–
średnicę pręta zbrojeniowego,
–
zakres dopuszczalnych temperatur osadzania,
– czas,
po
którym
może nastąpić obciążenie (czas utwardzania zaprawy
żywicznej), w zależności od temperatury w czasie montażu pręta,
–
informacje na temat montażu, dotyczące również czyszczenia otworu, jeżeli to
możliwe z odpowiednimi rysunkami,
–
informacje na temat niezbędnego sprzętu do montażu,
– identyfikację partii wyrobów.
Wszystkie dane powinny być przedstawione w sposób czytelny.
5 Zalecenia
dotyczące pakowania, transportu i przechowywania
Pojemniki z zaprawą żywiczną powinny być zabezpieczone przed nadmiernym
nasłonecznieniem i powinny być przechowywane zgodnie z instrukcją producenta, w
warunkach suchych, w temperaturze nie niższej niż +5°C i nie wyższej niż +35°C.
Pojemniki z zaprawą żywiczną, dla których minął termin ważności, nie mogą być
dłużej stosowane.
W imieniu Instytutu Techniki Budowlanej
Marek Kaproń
Dyrektor ITB
Strona 12 Europejskiej Aprobaty Technicznej ETA-10/0236, wydanej 24 września 2010 r.
a) pojemnik z dyszą wylotową na skraju pojemnika: 345 i 825 ml
b) pojemnik z dyszą wylotową w osi pojemnika: 280 i 380 ml
c) pojemnik z dwuczęściowym wkładem tworzywowym w jednym pojemniku: 300 ml
Znakowanie pojemników:
oznakowanie identyfikujące producenta
nazwa handlowa wyrobu
numer partii
termin ważności
czas utwardzania i czas otwarty
Wyrób przeznaczony do wykonywania wklejanych zakotwień prętów zbrojeniowych w betonie
nieskarbonatyzowanym, wyłącznie przy założeniu, że zakotwienia są projektowane zgodnie
z normą EN 1992-1-1 (Eurokod 2).
Osadzanie tylko w suchym lub mokrym betonie; osadzanie w otworach zalanych wodą jest zabronione.
Zakotwienia prętów zbrojeniowych nie mogą być mocowane do spodnich powierzchni elementów
betonowych.
Zakres temperatur: -40°C to +40°C (maksymalna temperatura krótkotrwała +40°C i maksymalna
temperatura długotrwała +24°C).
SOCOM ECOPOXY ECO 4800 do kotwienia prętów zbrojeniowych
Załącznik 1
do Europejskiej
Aprobaty Technicznej
ETA-10/0236
Opis wyrobu i jego przeznaczenia
Strona 13 Europejskiej Aprobaty Technicznej ETA-10/0236, wydanej 24 września 2010 r.
SOCOM ECOPOXY ECO 4800 do kotwienia prętów zbrojeniowych
Załącznik 2
do Europejskiej
Aprobaty Technicznej
ETA-10/0236
Zakres stosowania
≥ l
b,d
l
b,d
l
b,d
l
b,d
l
b,d
l
0
l
0
l
v
Rysunek 5: Kotwienie zbrojenia w celu przeniesienia siły rozciągającej.
Rysunek 3: Zakotwienie płyt lub belek projektowanych jako
swobodnie podparte.
Rysunek 1: Złącze na zakład w przypadku kotwienia prętów
zbrojeniowych w płytach lub belkach.
Uwaga do Rysunków 1 do 5:
Na Rysunkach brak zbrojenia poprzecznego. Zbrojenie
poprzeczne powinno być wykonywane zgodne z EC 2.
Przenoszenie sił ścinających
pomiędzy starym i nowym
betonem powinno być projektowane według EC 2.
Rysunek 4: Zakotwienie prętów zbrojeniowych w
przypadku elementów poddanych głównie działaniu
naprężeń ściskających. Pręty zbrojeniowe są ściskane.
Rysunek 2: Złącze na zakład w przypadku podstawy słupa
lub ściany, gdzie pręty zbrojeniowe są poddane działaniu
naprężeń rozciągających.
siła rozciągająca w zbrojeniu
obwiednia siły M
ed
/ z + N
ed
Strona 14 Europejskiej Aprobaty Technicznej ETA-10/0236, wydanej 24 września 2010 r.
SOCOM ECOPOXY ECO 4800 do kotwienia prętów zbrojeniowych
Załącznik 3
do Europejskiej
Aprobaty Technicznej
ETA-10/0236
Materiały i czas utwardzania
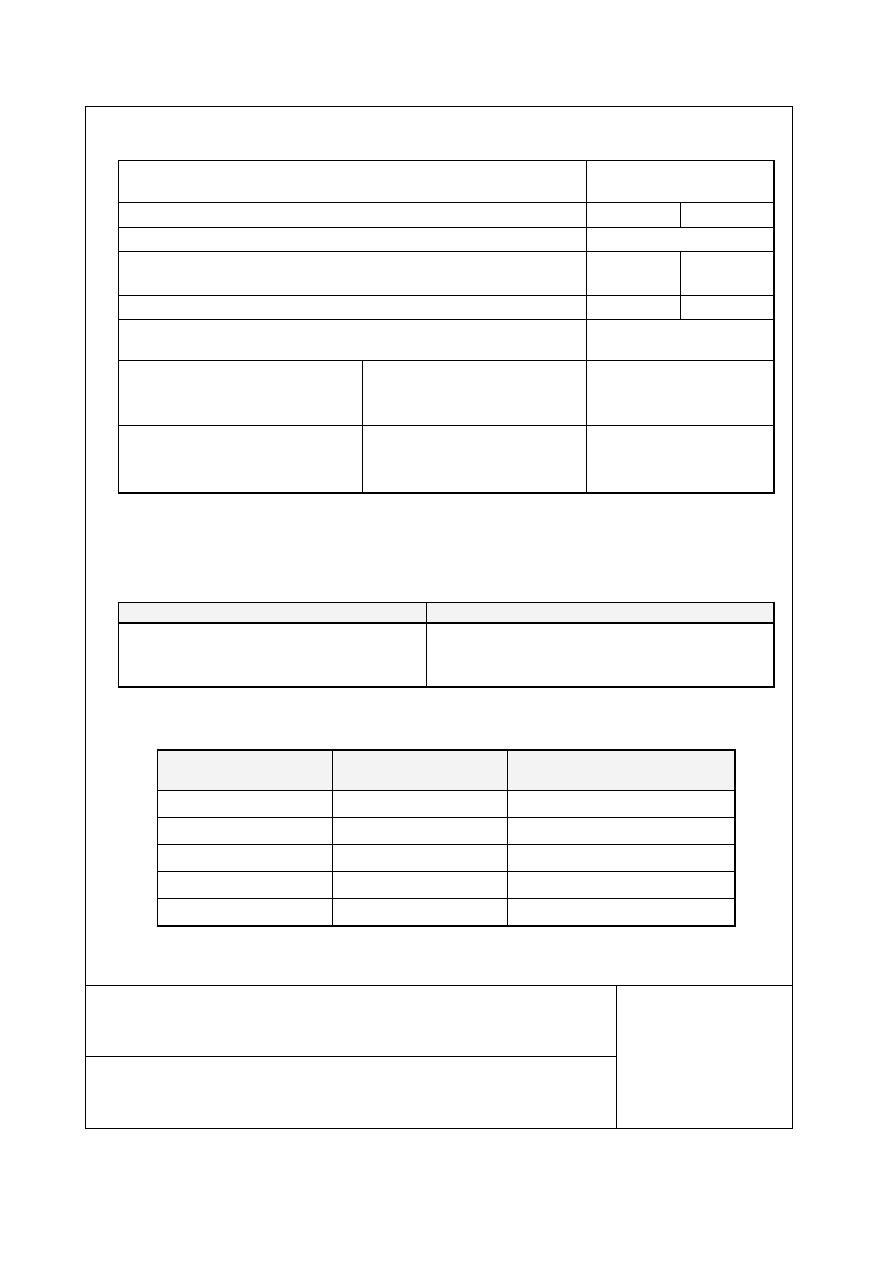
Tablica 1: Pręty zbrojeniowe według EN 1992-1-1, Aneks C, Tablice C.1 i C.2N
Postać wyrobu
Pręty proste i rozwijane
z kręgów
Klasa B
C
Charakterystyczna granica plastyczności f
yk
lub f
0,2k
[N/mm
2
]
400 do 600
Skrajne wartości stosunku k = (f
t
/ f
y
)
k
≥ 1,08
≥ 1,15
< 1,35
Charakterystyczne odkształcenie przy maksymalnej sile, ε
uk
[%]
≥ 5,0
≥ 7,5
Zdolność do gięcia
Badanie na zginanie
i odginanie
Maksymalne odchylenie od
nominalnej masy (pojedynczy
pręt) [%]
Nominalny wymiar pręta [mm]
≤ 8
> 8
± 6,0
± 4,5
Przyczepność: minimalny
współczynnik użebrowania, f
R,min
Nominalny wymiar pręta [mm]
8 to 12
> 12
0,040
0,056
Wysokość żebra h: Maksymalna wysokość żebra h powinna wynosić: h ≤ 0,07 · Ø
Ø = nominalna średnica pręta
Tablica 2: Zaprawa iniekcyjna
Wyrób
Skład
SOCOM ECOPOXY ECO 4800
zaprawa iniekcyjna
Środek wiążący: bezstyrenowa żywica
winyloestrowa
Utwardzacz: nadtlenek benzoilu
Tablica 3: Minimalny czas utwardzania
Temperatura
betonu
Czas otwarty
[minuty]
Minimalny czas utwardzania
[minuty]
-5°C do 0°C
1) 2)
35,0
300
0°C do 5°C
1)
25,0
150
5°C do 10°C
10,0
105
10°C do 20°C
4,0
75
20°C do 35°C
1,5
45
1)
minimalna temperatura pojemnika powinna wynosić +
5°C
2)
dotyczy tylko pojemników z dyszą wylotową na skraju lub w środku pojemnika
Strona 15 Europejskiej Aprobaty Technicznej ETA-10/0236, wydanej 24 września 2010 r.
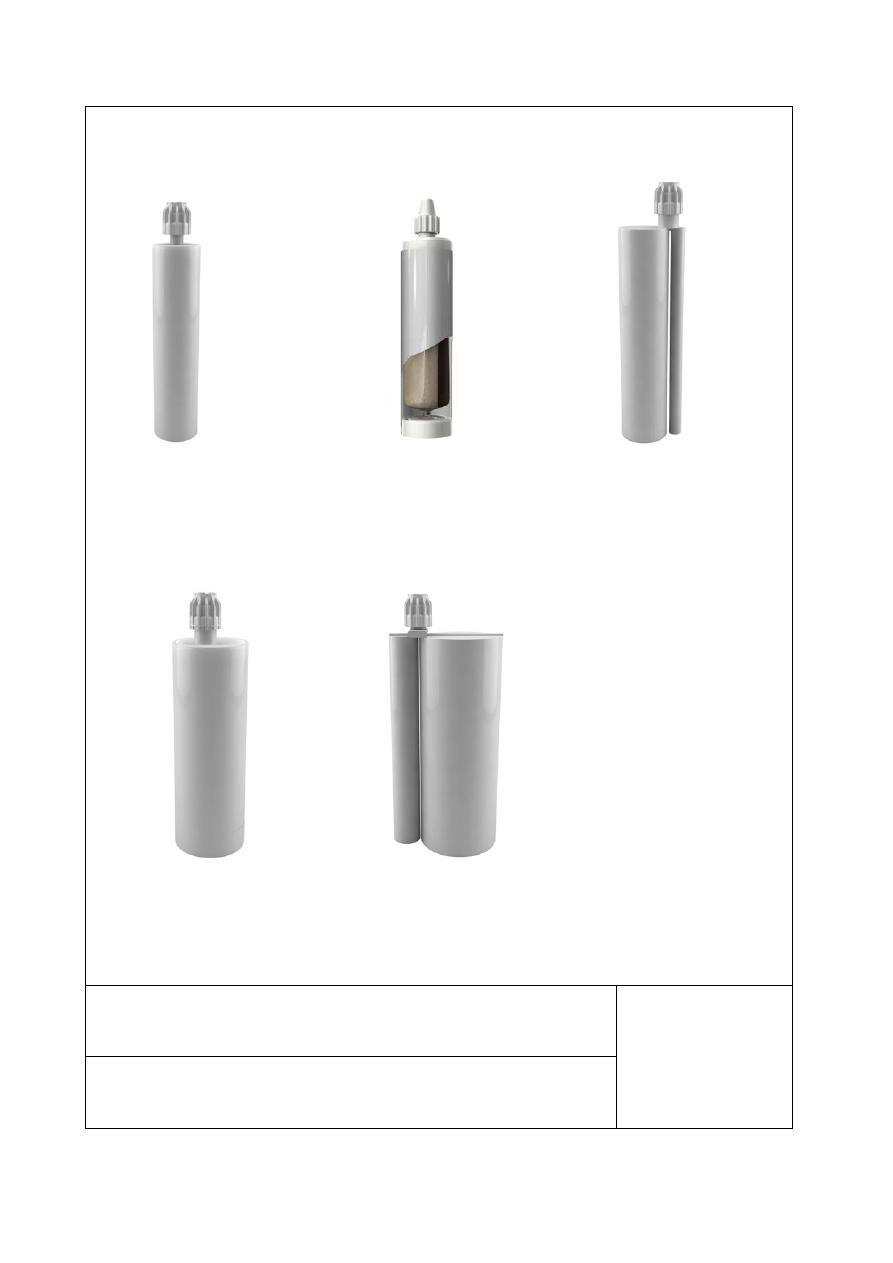
a) 280 ml
b) 300 ml
c) 345 ml
d) 380 ml
e) 825 ml
Temperatura przechowywania pojemników: +5°C do +35°C
SOCOM ECOPOXY ECO 4800 do kotwienia prętów zbrojeniowych
Załącznik 4
do Europejskiej
Aprobaty Technicznej
ETA-10/0236
Typy pojemników na zaprawę iniekcyjną
Strona 16 Europejskiej Aprobaty Technicznej ETA-10/0236, wydanej 24 września 2010 r.
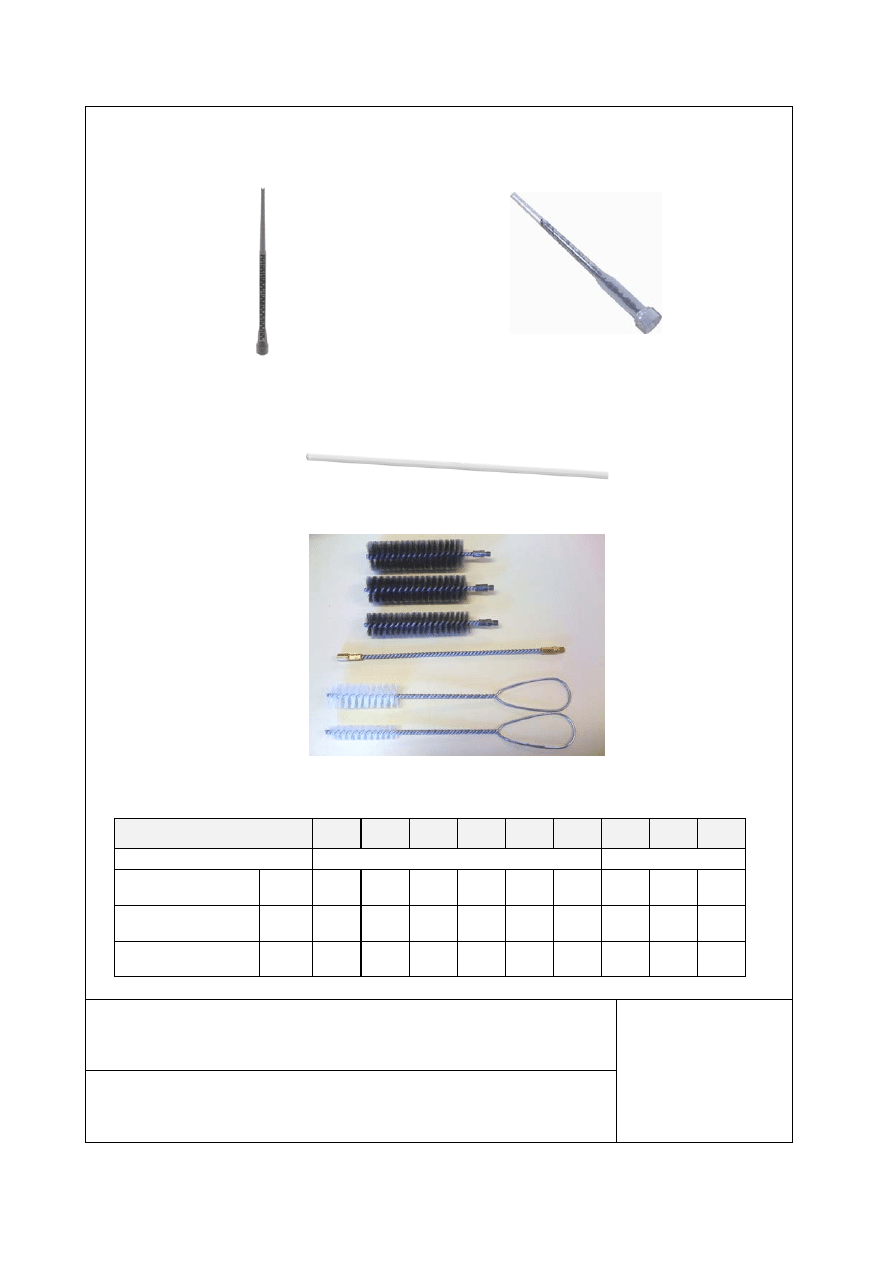
a) dysza mieszalnikowa nr 1
(do pojemnika 825 ml)
b) dysza mieszalnikowa nr 2
(do pozostałych pojemników)
c) element przedłużający dyszę mieszalnikową
d) szczotki
Tablica 4: Szczotki do czyszczenia wierconych otworów (ze stali lub tworzywa sztucznego)
Średnica pręta [mm]
Ø8
Ø10 Ø12 Ø14 Ø16 Ø20 Ø25 Ø28 Ø32
Typ szczotki
z tworzywa sztucznego
ze stali
Nominalna
średnica otworu
[mm]
12 14 16 18 20 25 30 35 40
Średnica szczotki
[mm]
17 20 30 30 30 35 32 37 42
Długość szczotki
[mm]
90 90 130 130
130
130
130
130
130
SOCOM ECOPOXY ECO 4800 do kotwienia prętów zbrojeniowych
Załącznik 5
do Europejskiej
Aprobaty Technicznej
ETA-10/0236
Narzędzia do montażu (1)
Strona 17 Europejskiej Aprobaty Technicznej ETA-10/0236, wydanej 24 września 2010 r.
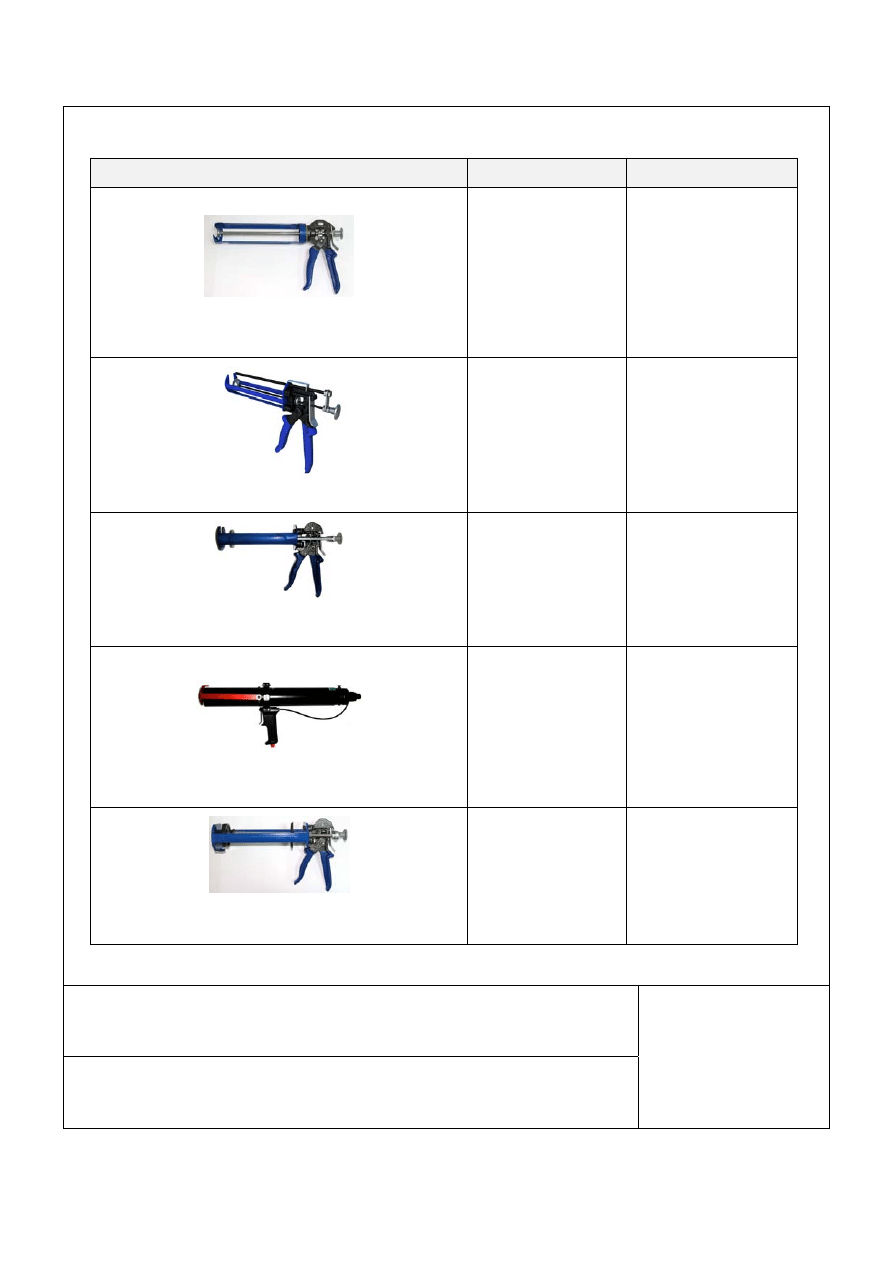
Tablica 5: Narzędzia do montażu
Pompy (pistolety)
Pojemniki
Zastosowanie
SOCOM ECOPOXY ECO 4800
– Pistolet ręczny
280 i 300 ml
lv < 300 mm
Ø8 do Ø20
SOCOM ECOPOXY ECO 4800
– Pistolet ręczny
345 ml
lv < 300 mm
Ø8 do Ø20
SOCOM ECOPOXY ECO 4800
– Pistolet ręczny
380 ml
lv < 300 mm
Ø8 do Ø20
SOCOM ECOPOXY ECO 4800
– Pistolet pneumatyczny
380 ml
lv ≥ 300 mm
Ø8 do Ø32
SOCOM ECOPOXY ECO 4800
– Pistolet ręczny
825 ml
lv < 300 mm
Ø8 do Ø20
SOCOM ECOPOXY ECO 4800 do kotwienia prętów zbrojeniowych
Załącznik 6
do Europejskiej
Aprobaty Technicznej
ETA-10/0236
Narzędzia do montażu (2)
Strona 18 Europejskiej Aprobaty Technicznej ETA-10/0236, wydanej 24 września 2010 r.
SOCOM ECOPOXY ECO 4800 do kotwienia prętów zbrojeniowych
Załącznik 7
do Europejskiej
Aprobaty Technicznej
ETA-10/0236
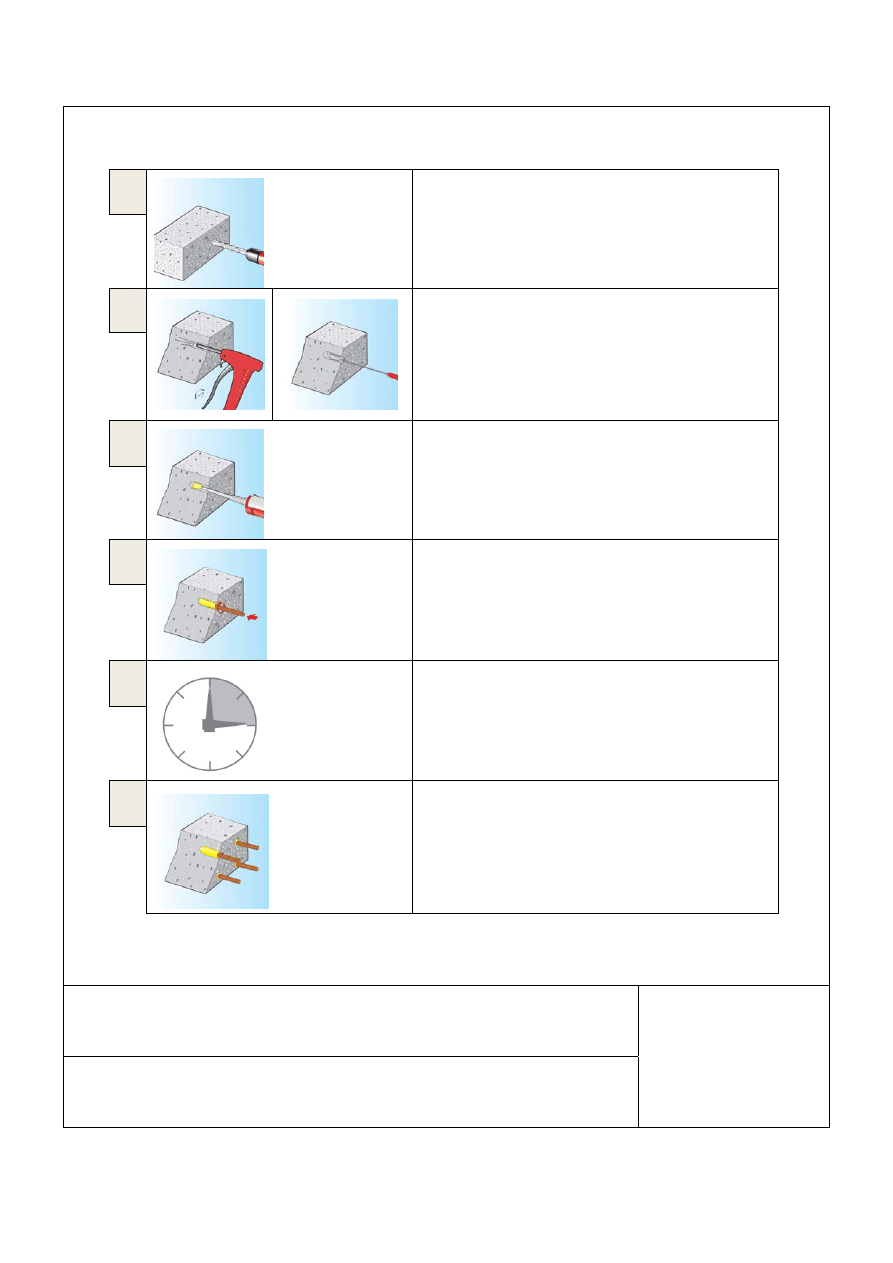
Instrukcja montażu
1
Wywiercić otwór o właściwej średnicy i głębokości
(Załącznik 8, Tablica 6), przy pomocy wiertarki
udarowej. Sprawdzić prostopadłość otworu w czasie
wiercenia.
2
Oczyścić otwór z urobku: otwór powinien być
oczyszczony przez co najmniej dwa przedmuchania
(przy pomocy sprężonego powietrza – min. 6 bar),
następnie przez co najmniej dwa przeczyszczenia
szczotką i następnie znowu przez co najmniej dwa
przedmuchania. Przed użyciem średnica szczotki
powinna być sprawdzona (zgodnie z Załącznikiem 5,
Tablica 4).
3
Umieścić pojemnik z dyszą mieszalnikową w
odpowiednim pistolecie. Przed użyciem pojemnika
odrzucić pierwsze dawki zaprawy aby upewnić się, że
oba komponenty są całkowicie wymieszane.
Wymieszanie komponentów powinno być potwierdzone
jednolitym kolorem mieszanki zaprawy wychodzącej z
dyszy.
4
Równomiernie wypełnić otwór w podłożu zaczynając
od dna otworu; otwór wypełnić zaprawą do 2/3
głębokości. Niezwłocznie wprowadzić do otworu pręt
zbrojeniowy (z zaznaczoną głębokością osadzenia),
ruchem powolnym, z wykonaniem lekkiego obrotu i z
usunięciem nadmiaru zaprawy z powierzchni podłoża
dookoła pręta.
5
Należy uwzględnić czas utwardzania według
Załącznika 3, Tablica 3.
6
Może nastąpić obciążenie pręta.
Strona 19 Europejskiej Aprobaty Technicznej ETA-10/0236, wydanej 24 września 2010 r.
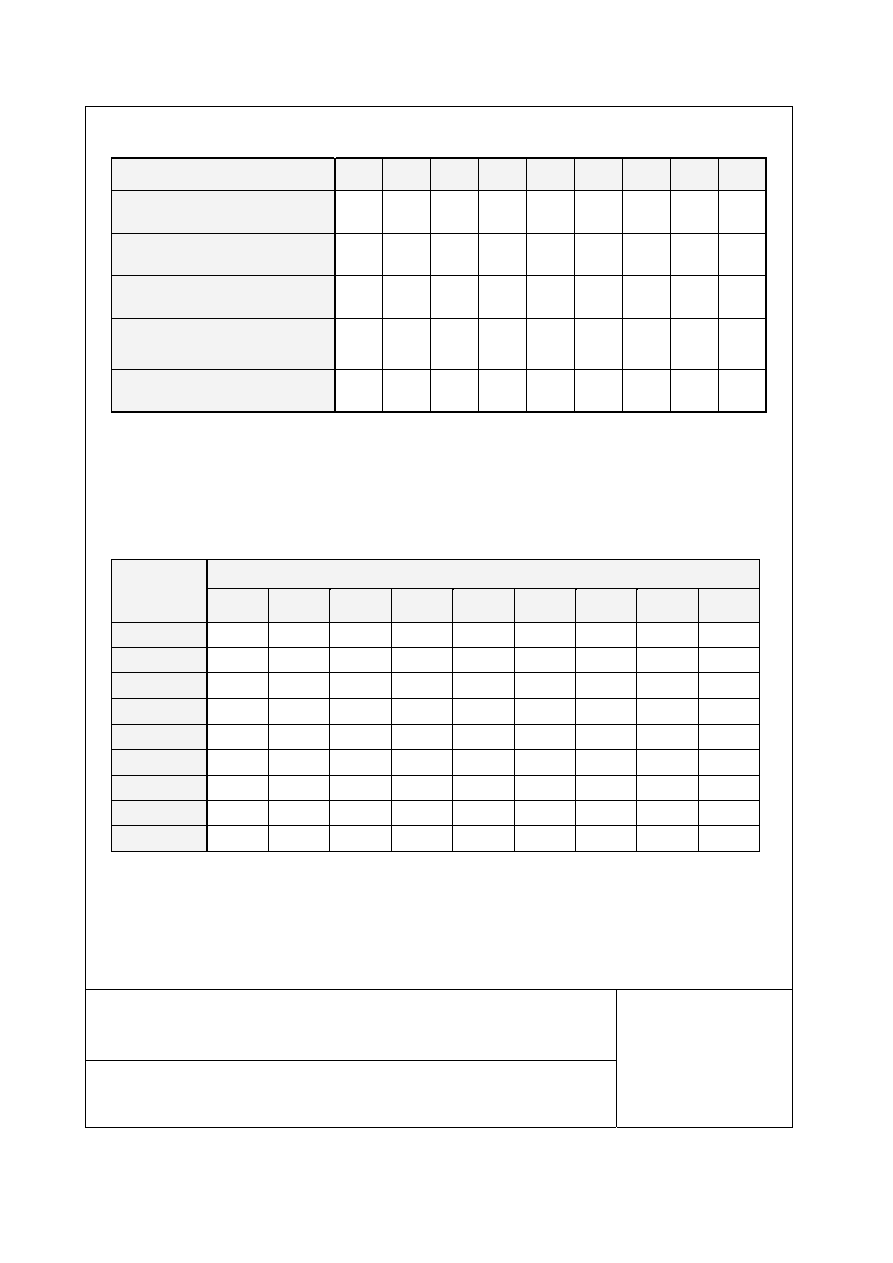
Tablica 6: Parametry montażu
Średnica pręta [mm]
Ø8
Ø10
Ø12
Ø14
Ø16
Ø20
Ø25
Ø28
Ø32
Średnica wiertła d
0
[mm]
12
14
16
18
20
25
30
35
40
Średnica szczotki [mm]
17 20 30 30 30 35 32 37 42
Minimalna długość zakotwienia
l
b
,
min
[mm]
115 145 170 200 230 285 355 600 685
Minimalna długość
zakotwienia: połączenia
na zakład l
0
,
min
[mm]
200 200 200 210 240 300 375 630 720
Maksymalna głębokość
zakotwienia l
v
,
max
[mm]
400 500 600 700 800 1000
1000 1000
1000
Minimalna długość zakotwienia: l
b,min
= 1,5 · max {0,3 · l
b,rqd
;
10 Ø; 100 mm}
Minimalna długość zakładu (połączenia na zakład): l
0,min
= 1,5 · max {0,3 · α
6
·
l
b,rqd
;
15 Ø; 200 mm}
Tablica 7: Wartości obliczeniowe granicznego naprężenia przyczepności f
bd
według EN 1992-1-1
Średnica
pręta
[mm]
Graniczne naprężenie przyczepności f
bd
*
[N/mm
2
]
C12/15 C16/20 20/25 C25/30 C30/37 C35/45 C40/50 C45/55 C50/60
Ø8
1,60
2,00
2,30
2,70
3,00
3,40
3,70
4,00
4,30
Ø10
1,60
2,00
2,30
2,70
3,00
3,40
3,70
4,00
4,30
Ø12
1,60
2,00
2,30
2,70
3,00
3,40
3,70
4,00
4,30
Ø14
1,60
2,00
2,30
2,70
3,00
3,40
3,70
4,00
4,00
Ø16
1,60
2,00
2,30
2,70
3,00
3,40
3,70
4,00
4,00
Ø20
1,60
2,00
2,30
2,70
3,00
3,40
3,40
3,40
3,70
Ø25
1,60
2,00
2,30
2,70
3,00
3,40
3,40
3,40
3,70
Ø28
1,60
2,00
2,30
2,70
3,00
3,40
3,40
3,40
3,40
Ø32
1,60
2,00
2,30
2,70
2,70
3,00
3,00
3,40
3,40
*
Wartości podane w Tablicy 7 mają zastosowanie do “dobrych warunków przyczepności” według EN 1992-1-1.
W przypadku wszystkich innych warunków, wartości te powinny być pomnożone przez 0,7.
Minimalne otulenie betonem: c
min
= 30 + 0,06 l
v
≥ 2 · Ø [mm]
Minimalna odległość w świetle pomiędzy dwoma prętami: a = 40 mm ≥ 4 · Ø
SOCOM ECOPOXY ECO 4800 do kotwienia prętów zbrojeniowych
Załącznik 8
do Europejskiej
Aprobaty Technicznej
ETA-10/0236
Parametry montażu
Strona 20 Europejskiej Aprobaty Technicznej ETA-10/0236, wydanej 24 września 2010 r.
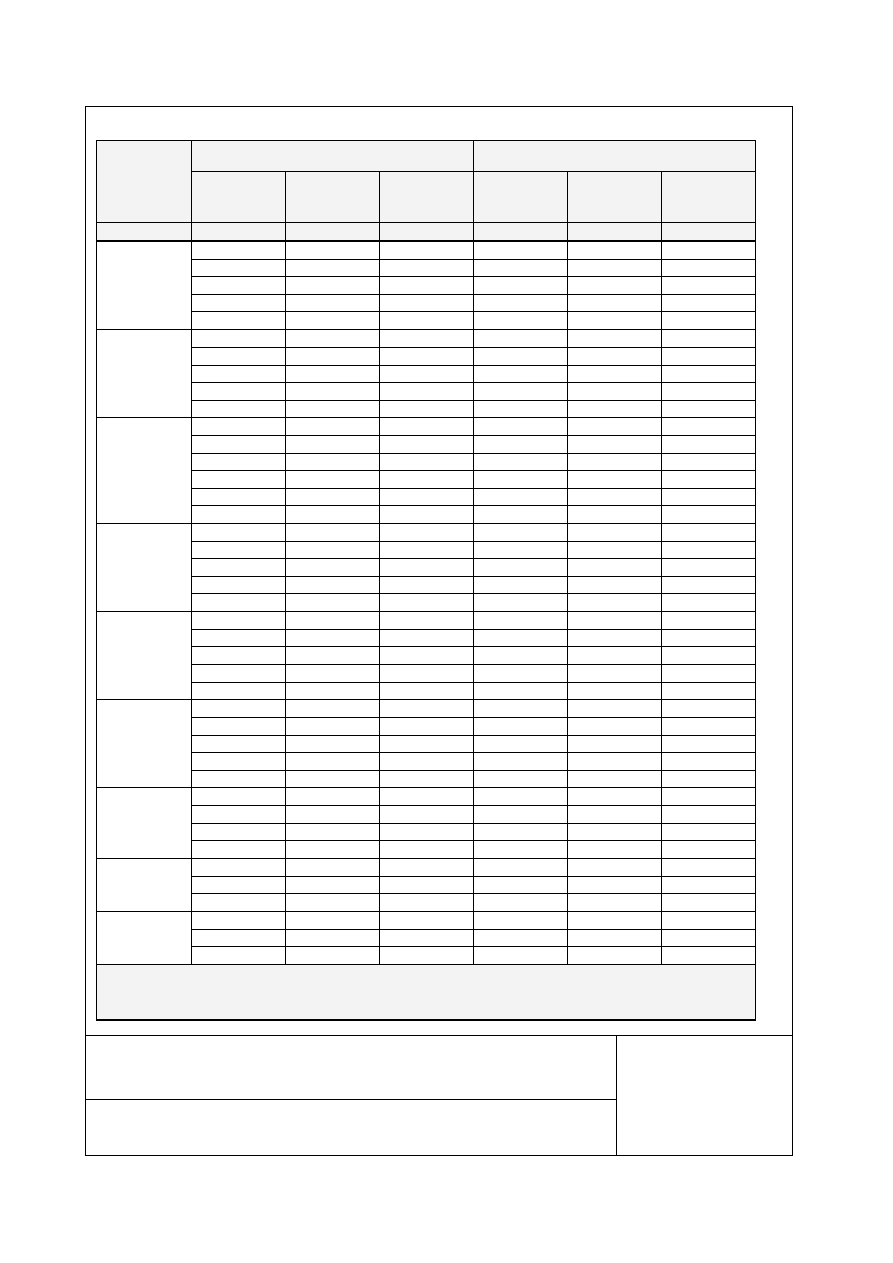
Tablica 8: Wartości obliczeniowe dla zakotwień prętów (przy f
yk
= 500 N/mm
2
; C20/25; f
bd
= 2,3 N/mm
2
)
Średnica pręta
1
=
2
=
3
=
4
=
5
=
2
lub
5
=
1
=
3
=
4
=
Długość
zakotwienia l
bd
Nośność na
wyrywanie
z podłoża
Objętość
zaprawy V
Długość
zakotwienia l
bd
Nośność na
wyrywanie
z podłoża
Objętość
zaprawy V
[mm]
[mm]
[kN]
[ml]
[mm]
[kN]
[ml]
8
115
6,6
9
115
9,5
9
200
11,6
15
200
16,5
15
280
16,2
21
-
-
-
360
20,8
27
-
-
-
380
21,9
29
265
21,9
20
10
145
10,5
13
145
15,0
13
200
14,5
18
200
20,6
18
300
21,7
27
300
31,0
27
400
28,9
36
-
-
-
475
34,1
43
330
34,1
30
12
170
14,7
18
170
21,1
18
240
20,8
25
240
29,7
25
360
31,2
38
360
44,6
38
480
41,6
51
-
-
-
500
43,4
53
-
-
-
570
49,1
60
400
49,1
42
14
200
20,2
24
200
28,9
24
280
28,3
34
280
40,5
34
420
42,5
51
420
60,7
51
560
56,6
68
-
-
-
665
67,0
80
465
67,0
56
16
230
26,6
31
230
38,0
31
320
37,0
43
320
52,9
43
480
55,5
65
480
79,3
65
640
74,0
87
-
-
-
760
87,4
103
530
87,4
72
20
285
41,2
60
285
58,8
60
400
57,8
85
400
82,6
85
600
86,7
127
600
123,9
127
800
115,6
170
-
-
-
945
136,5
200
662
136,5
140
25
355
64,1
92
355
91,6
92
500
90,3
130
500
129,0
130
750
135,5
194
750
193,5
194
1000
180,6
259
830
213,3
215
28
600
121,4
249
600
173,4
249
840
169,9
349
840
242,8
349
1000
202,3
416
930
267,7
387
32
685
158,4
372
685
226,3
372
700
161,9
380
700
231,2
380
1000
231,2
543
1000
330,3
543
Podane wartości mają zastosowanie do “dobrych warunków przyczepności” według EN 1992-1-1.
W przypadku wszystkich innych warunków, wartości te powinny być pomnożone przez 0,7.
Objętość zaprawy może być obliczona za pomocą wzoru: V = 1,2 · (d
0
2
- d
2
) ·
· l
bd
/ 4
SOCOM ECOPOXY ECO 4800 do kotwienia prętów zbrojeniowych
Załącznik 9
do Europejskiej
Aprobaty Technicznej
ETA-10/0236
Wartości obliczeniowe
Strona 21 Europejskiej Aprobaty Technicznej ETA-10/0236, wydanej 24 września 2010 r.
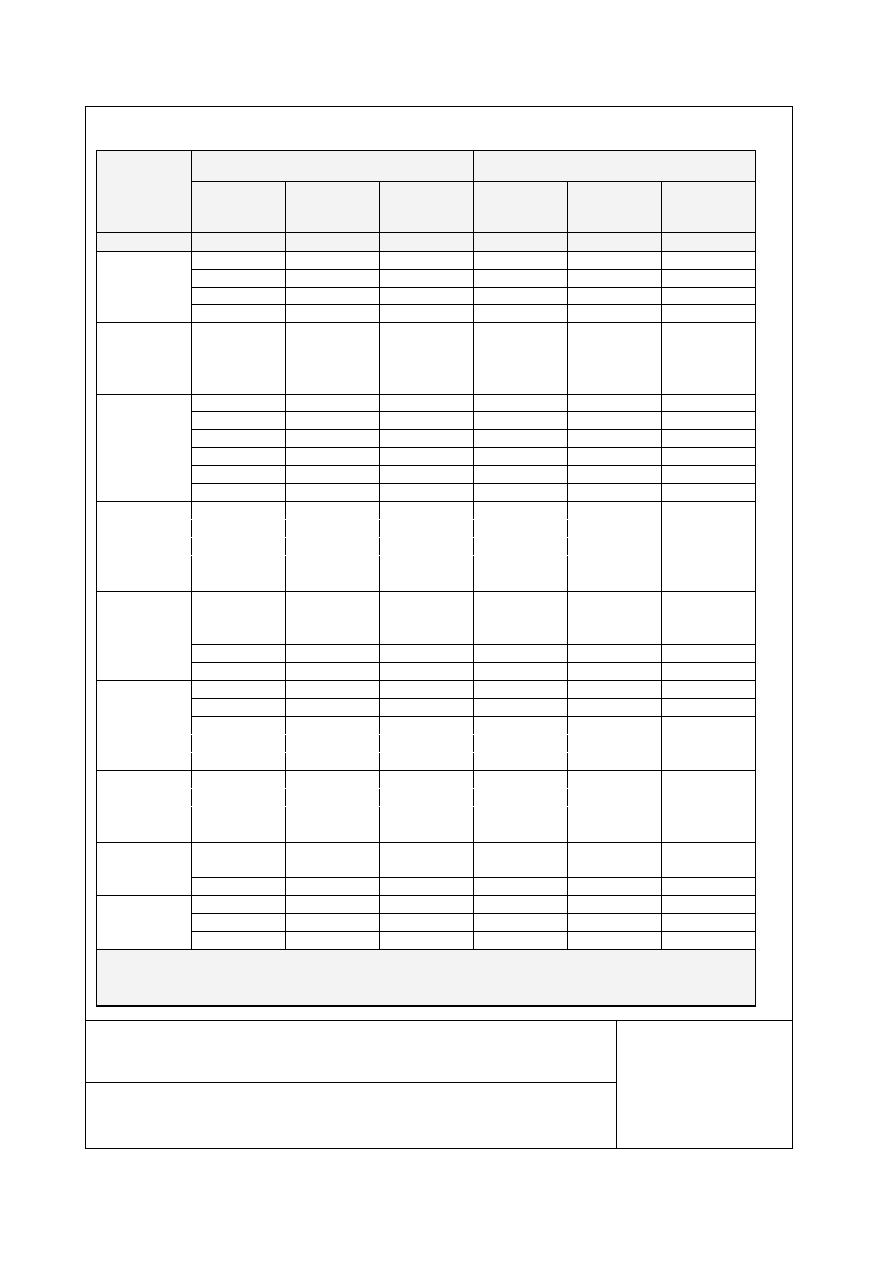
Tablica 9: Wartości obliczeniowe dla połączeń na zakład (przy f
yk
= 500 N/mm
2
; C20/25; f
bd
= 2,3 N/mm
2
)
Średnica pręta
1
=
2
=
3
=
4
=
5
=
6
=
2
lub
5
=
1
=
3
=
4
=
6
=
Długość
zakładu l
0
Nośność na
wyrywanie
z podłoża
Objętość
zaprawy V
Długość
zakładu l
0
Nośność na
wyrywanie
z podłoża
Objętość
zaprawy V
[mm]
[mm]
[kN]
[ml]
[mm]
[kN]
[ml]
8
200
11,6
15
200
16,5
15
280
16,2
21
-
-
-
360
20,8
27
-
-
-
380
21,9
29
265
21,9
20
10
200
14,5
18
200
20,6
18
300
21,7
27
300
31,0
27
400
28,9
36
-
-
-
475
34,1
43
330
34,1
30
12
200
17,3
21
200
24,8
21
240
20,8
25
240
29,7
25
360
31,2
38
360
44,6
38
480
41,6
51
-
-
-
500
43,4
53
-
-
-
570
49,1
60
400
49,1
42
14
210
21,2
25
210
30,3
25
280
28,3
34
280
40,5
34
420
42,5
51
420
60,7
51
560
56,6
68
-
-
-
665
67,0
80
465
67,0
56
16
240
27,7
33
240
39,6
33
320
37,0
43
320
52,9
43
480
55,5
65
480
79,3
65
640
74,0
87
-
-
-
760
87,4
103
530
87,4
72
20
300
43,3
64
300
61,9
64
400
57,8
85
400
82,6
85
600
86,7
127
600
123,9
127
800
115,6
170
-
-
-
945
136,5
200
662
136,5
140
25
375
67,7
97
375
96,8
97
500
90,3
130
500
129,0
130
750
135,5
194
750
193,5
194
1000
180,6
259
830
213,3
215
28
630
127,5
262
630
182,1
262
840
169,9
349
840
242,8
349
1000
202,3
416
930
267,7
387
32
720
166,5
391
720
237,8
391
900
208,1
489
900
297,3
489
1000
231,2
543
1000
330,3
543
Podane wartości mają zastosowanie do “dobrych warunków przyczepności” według EN 1992-1-1.
W przypadku wszystkich innych warunków, wartości te powinny być pomnożone przez 0,7.
Objętość zaprawy może być obliczona za pomocą wzoru: V = 1,2 · (d
0
2
- d
2
) ·
· l
bd
/ 4
SOCOM ECOPOXY ECO 4800 do kotwienia prętów zbrojeniowych
Załącznik 10
do Europejskiej
Aprobaty Technicznej
ETA-10/0236
Wartości obliczeniowe
ISBN 978-83-249-3230-6
Document Outline
Wyszukiwarka
Podobne podstrony:
relaksacja progresywna wg. Jackobsona dla dzieci (2 str), ☆♥☆Coś co mnie kręci psychologia
plan marketingowy dla firmy X (3 str), Firmy i Przedsiębiorstwa
Dreamweaver 4 Dla Każdego, STR 788, Szablon dla tlumaczy
Logistyka i Zarządzanie Łańcuchem dostaw Wykłady str 21
Zeszyt z geografii liceum str 21
Finanse Teoria (str 21) id 171450
1 str 1 21
rachunkowość jako źródło danych dla controllingu ( 8 str)(1), Rachunkowość finansowa, Rachunkowosc f
Goleman D Inteligencja emocjonalna str 21 61, 445 451
analiza marketingowa jednego ze słodyczy dla dzieci (3 str), Analiza i inne
str 21, Studia i edukacja, farmacja
Tablice naprężeń dopuszczalnych dla stali
M64BFn Orilux User Manual 151030 str 21 POL INSTRUKCJA(1)
Grzesiuk Psychoterapia Praktyka podręcznik naukowy str 21 72 (roz 1 4) (NOWE)
Zalecane racje pokarmowa dla kobiet w wieku 21 65 lat
łotman Rosja i znaki str 21 50, 205 238
więcej podobnych podstron