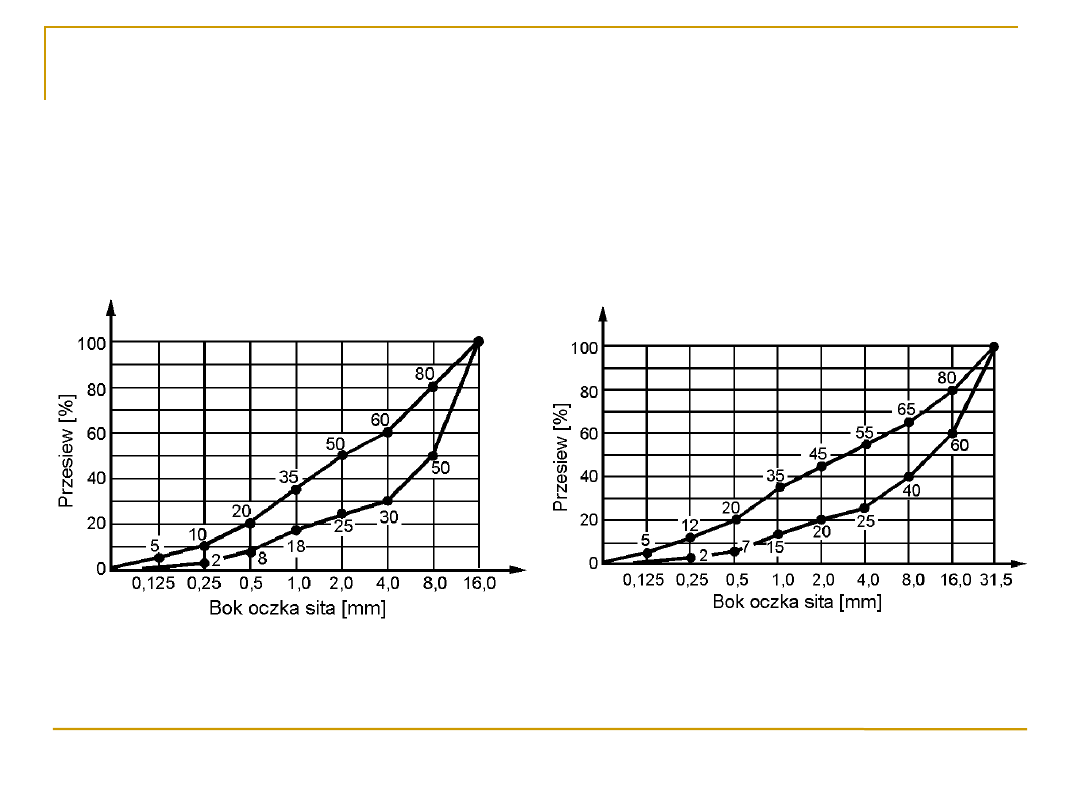
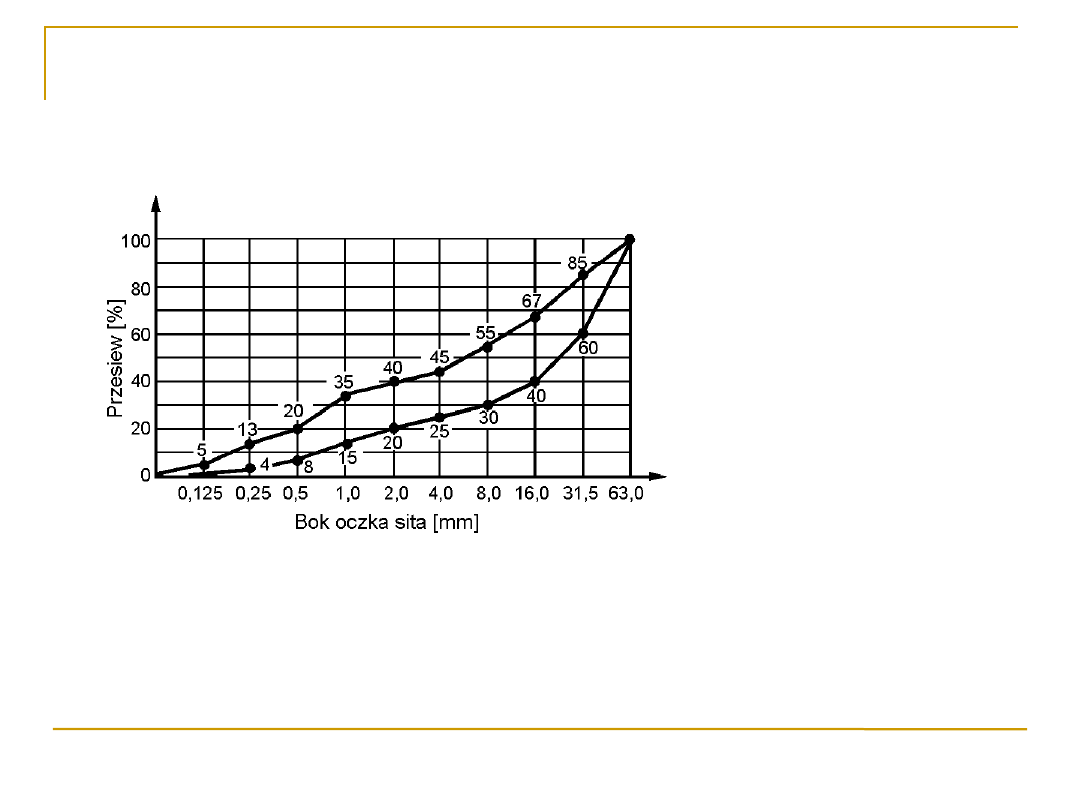
Kruszywa do betonu
Zalecane graniczne krzywe
uziarnienia w zależności
od wielkości maksymalnych ziaren kruszywa
przedstawiono na rysunkach poniżej.
Kruszywa do betonu
Kruszywa do betonu
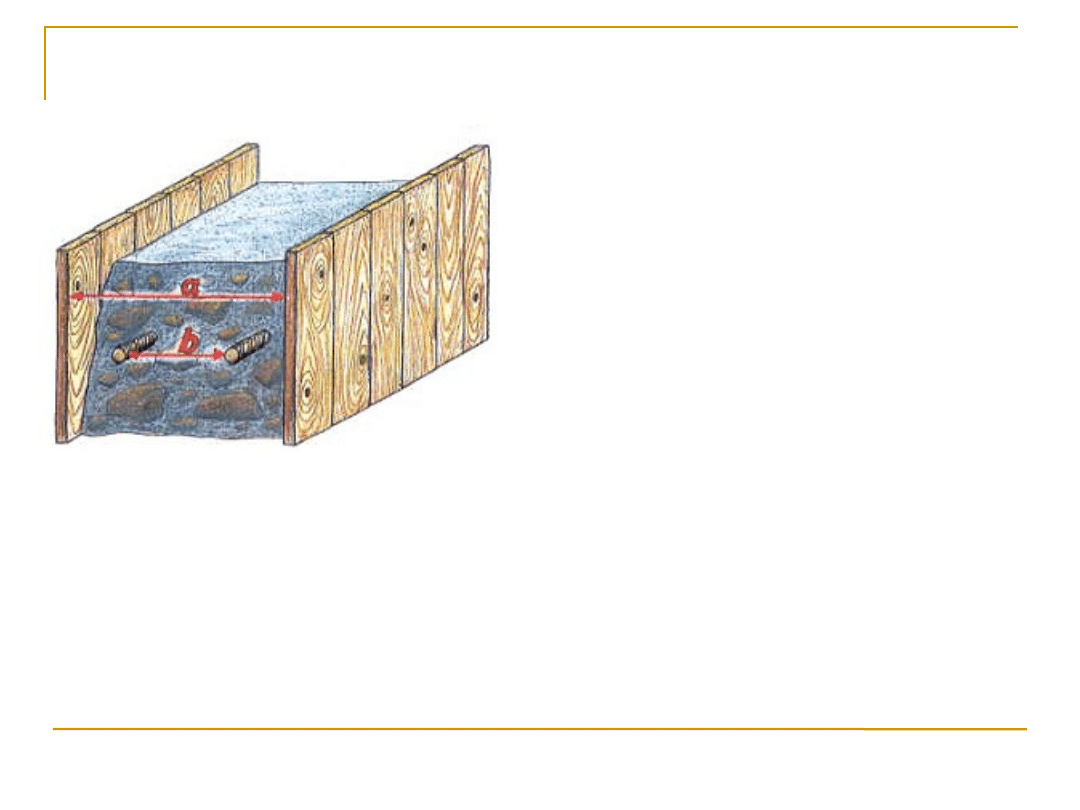
• 1/3 najmniejszego wymiaru przekroju
poprzecznego elementu (a)
• 3/4 odległości między prętami zbrojenia (b)
Maksymalny wymiar
ziaren kruszywa
nie może
być większy niż:
Konsystencja mieszanki betonowej
Konsystencja mieszanki betonowej
jest to
stopień jej ciekłości określany klasami konsystencji w
zależności od metody badania.
Na konsystencję mieszanki betonowej wpływa:
-ilość i jakość cementu (jego powierzchnia właściwa),
-ilość wody zarobowej i stosunek C/W zaczynu
cementowego,
- skład ziarnowy kruszywa, rodzaj kruszywa grubego
(naturalne, łamane) oraz ilość i rodzaj ewentualnych
domieszek (plastyfikatorów i superplastyfikatorów) i
dodatków (pyły krzemionkowe, popioły lotne).
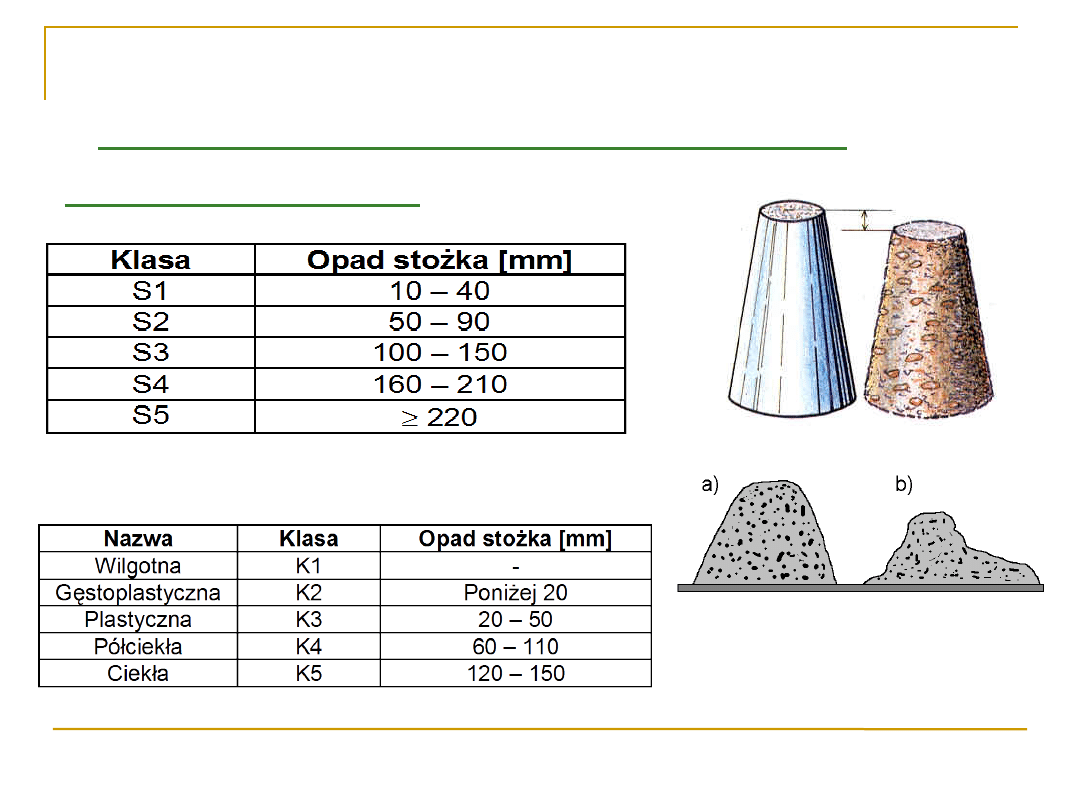
Konsystencja mieszanki betonowej -
b
adanie konsystencji metodą
opadu stożka
wg PN - EN 206-1:2003
wg PN-88/B-06250
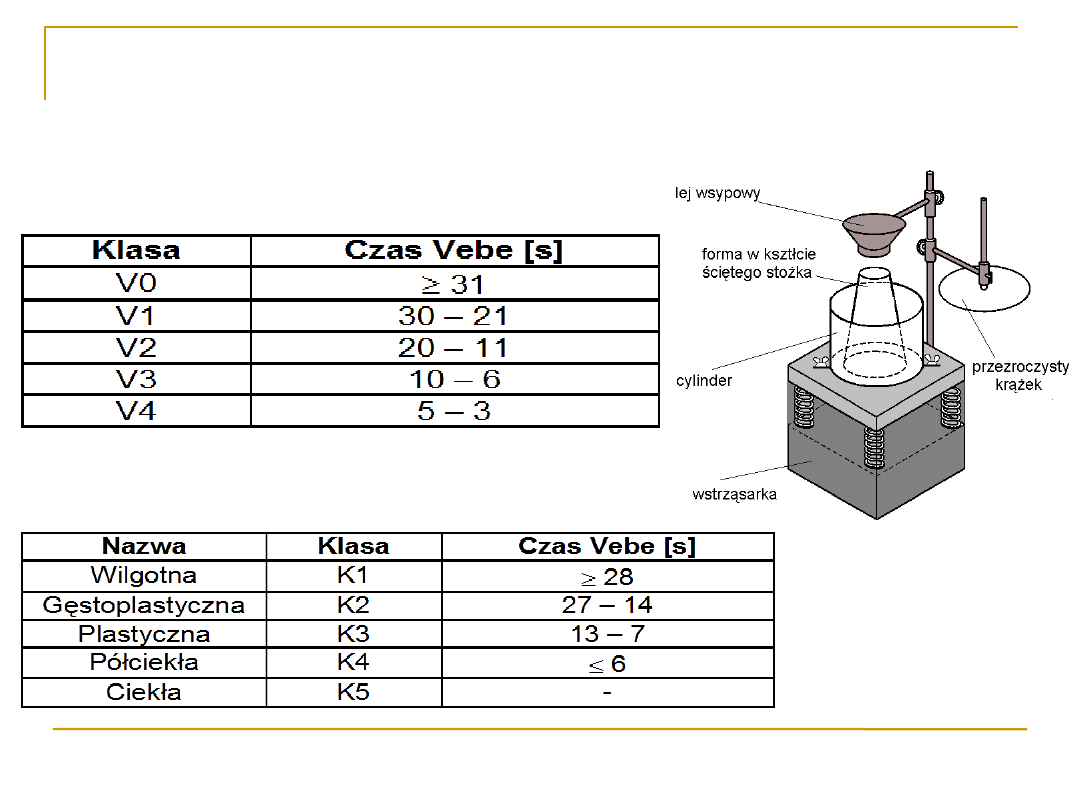
Konsystencja mieszanki betonowej -
Badanie konsystencji metodą Vebe
wg PN - EN 206-1:2003
wg
PN-88/B-06250
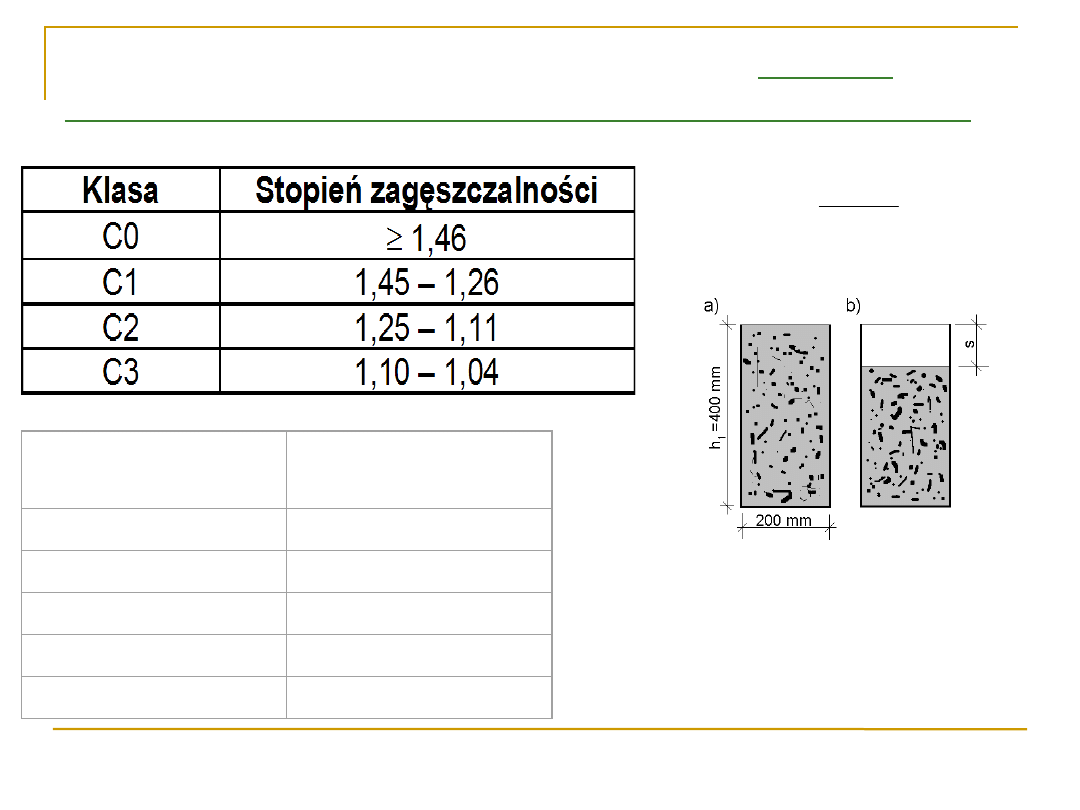
Konsystencja mieszanki betonowej - b
adanie
konsystencji metodą stopnia zagęszczalności
s
h
h
c
1
1
Konsystencja, wg
PN-88/B-06250
Metoda stopnia
zagęszczalności (C)
PN-EN12350-4
Wilgotna K-1
-
Gęstoplastyczna K-2
Ponad 1,22
Plastyczna K-3
1,22 do 1,14
Półciekła K-4
1,13 do 1,08
Ciekła K-5
1,07 do 1,05
Mieszanka
betonowa
w
pojemniku;
a)
przed
zagęszczeniem,
b)
po
zagęszczeniu
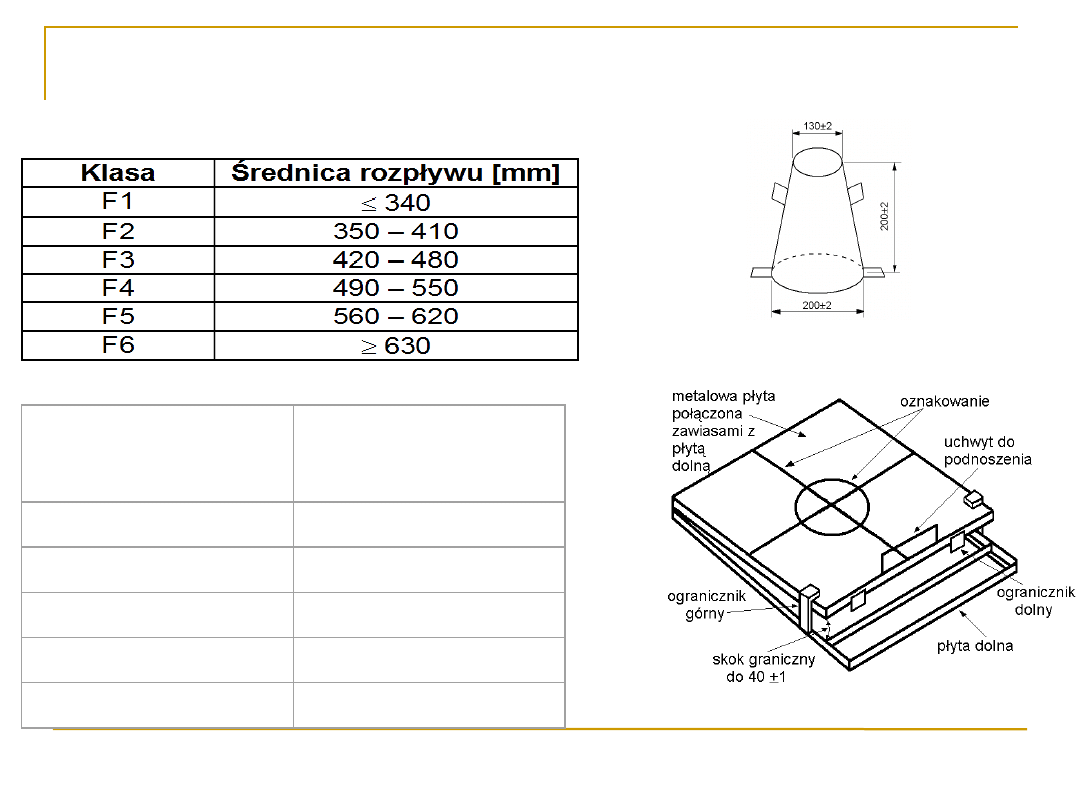
Konsystencja mieszanki betonowej -
Badanie konsystencji metodą rozpływu
Konsystencja, wg
PN-88/B-06250
Metoda stolika
rozpływowego (F)
mm
PN-EN12350-5
Wilgotna K-1
-
Gęstoplastyczna K-2
Poniżej 344
Plastyczna K-3
350 do 388
Półciekła K-4
390 do 450
Ciekła K-5
460 do 500
Zastosowanie klas konsystencji
Klasa
konsystencj
i
Zastosowanie
V0
Wyroby prefabrykowane, wibrowane z częstotliwością powyżej 6000 drgań/min; wyroby
prefabrykowane zagęszczane mechanicznie przy stosowaniu docisku - wibroprasowania,
(np. kostka brukowa, płyty chodnikowe, krawężniki, itp.); betony niekonstrukcyjne o
prostych przekrojach, rzadko zbrojonych, zagęszczanych ręcznie poprzez ubijanie
V1, V2
Mieszanki wibrowane lub ubijane ręcznie o prostych przekrojach, rzadko zbrojonych;
konstrukcje betonowe i żelbetowe zagęszczane wibratorami wgłębnymi i powierzchniowymi
o prostych przekrojach, rzadko zbrojonych
V3, S1
Mieszanki wibrowane i ręcznie sztychowane; konstrukcje betonowe i żelbetowe o prostych
przekrojach, normalnie zbrojonych zagęszczane mechanicznie przy użyciu wibratorów
wgłębnych i powierzchniowych; elementy cienkościenne zagęszczane wibratorami
przyczepnymi w pozycji pionowej
V4, S2
Mieszanki wibrowane lub ręcznie sztychowane; konstrukcje betonowe i żelbetowe o
złożonych przekrojach, gęsto zbrojone zagęszczane ręcznie przez sztychowanie lub
mechanicznie przy użyciu wibratorów wgłębnych i powierzchniowych
S3
Mieszanki ręcznie sztychowane; betony samozagęszczalne
Wodożądność
Z pojęciem konsystencji mieszanki betonowej łączy
się grubość otoczek wodnych, czyli wody zaadsorbowanej
na powierzchniach ziaren kruszywa i cementu. Cecha ta
nosi nazwę
wodożądności.
Wodożądność
jest to ilość wody, jaką należy użyć w celu
uzyskania zakładanej klasy konsystencji mieszanki
betonowej. Jest ona uzależniona od stopnia ciekłości
mieszanki betonowej oraz procentowych zawartości
poszczególnych frakcji stosu okruchowego mieszanki
kruszywa. Im większy stopień ciekłości mieszanki, tym
otoczka wodna wokół ziaren kruszywa i cementu musi być
grubsza.
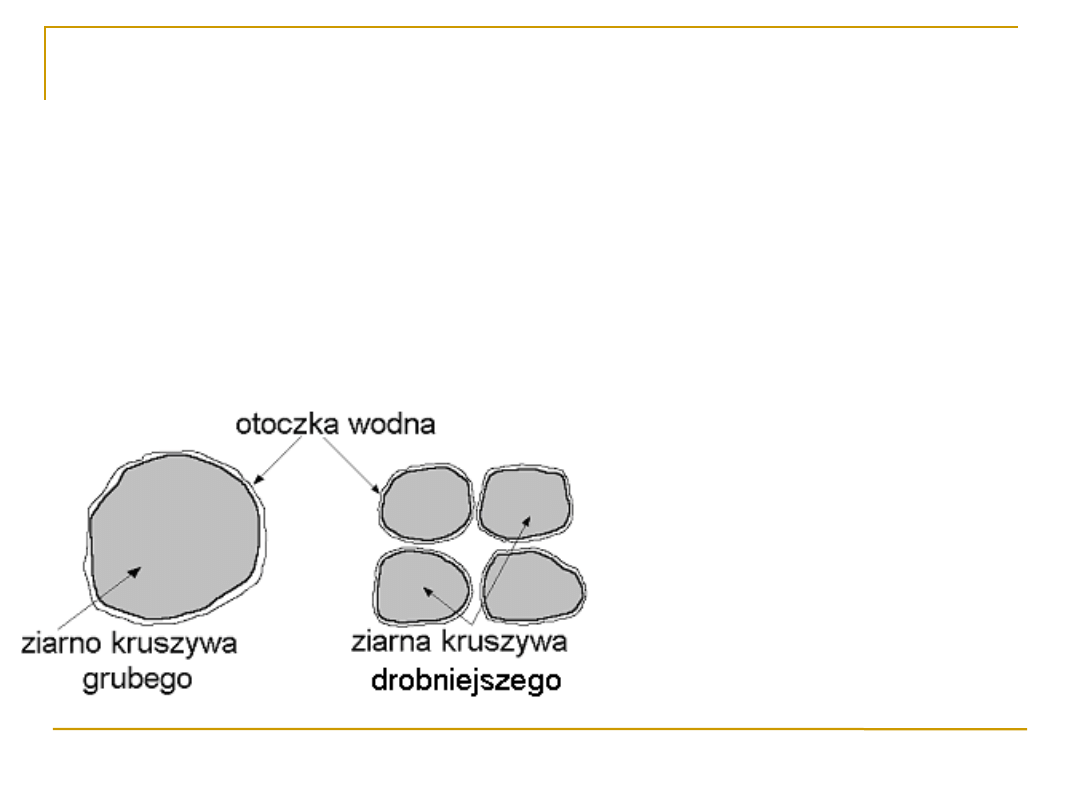
Wodożądność
Wodożądność wzrasta także wraz ze wzrostem ilości
kruszywa drobnego w mieszance. Im więcej kruszywa
drobnego, tym więcej należy użyć wody (i równocześnie
cementu), aby uzyskać taki sam stopień ciekłości
mieszanki betonowej
Rys. Schematyczne
przedstawienie zależności
między wielkością kruszywa,
a wodożądnością
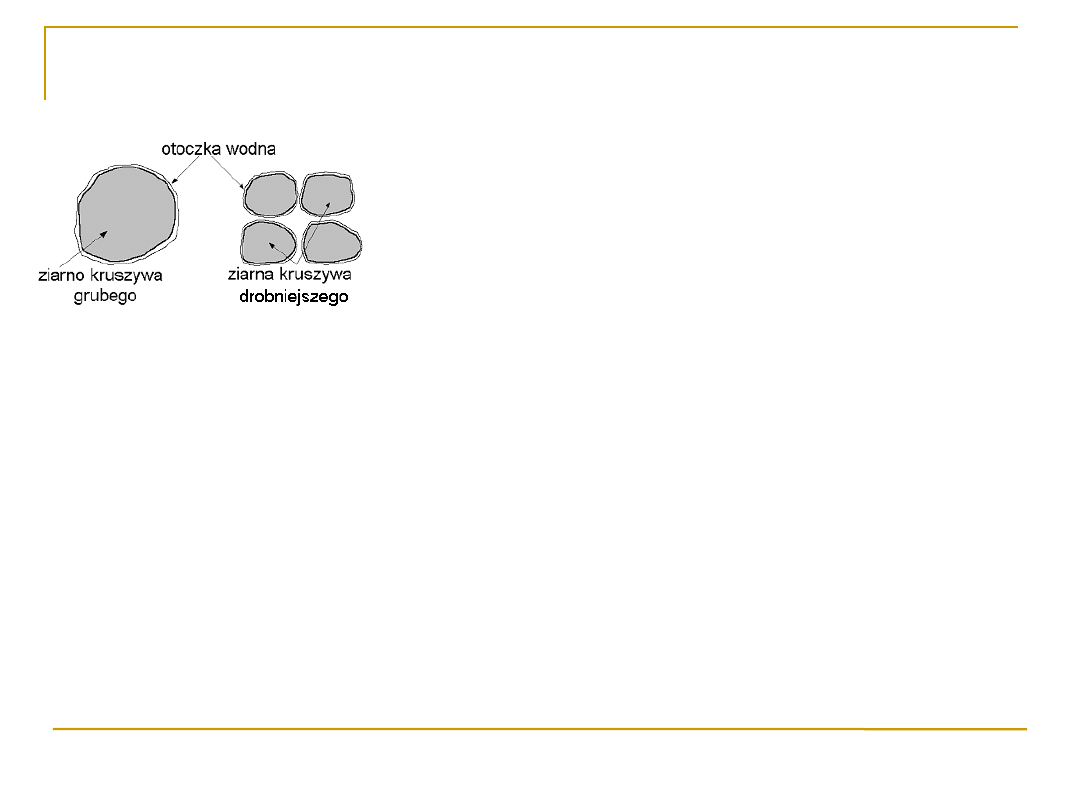
Wodożądność
Przyjmując, że objętość jednego ziarna kruszywa
grubego oraz czterech ziaren kruszywa drobniejszego jest
identyczna widać, że w przypadku kruszywa drobnego
należy użyć znacznie więcej wody w celu ich otoczenia
cienką warstewką, niż w przypadku ziarna kruszywa
grubego. Jeszcze więcej wody potrzebne jest do otoczenia
powierzchni ziaren cementu.
Wodożądność
Coraz częściej do produkcji mieszanek betonowych
(zwłaszcza wysokowartościowych) stosowane są
dodatk
i,
które w znaczący sposób poprawiają właściwości
stwardniałego betonu. Najczęściej stosowanym dodatkiem
jest
mikrokrzemionka.
W przypadku dodania mikrokrzemionki w ilości 15 %
masy cementu, na każde ziarno cementu przypada około
2 mln cząsteczek pyłu krzemionkowego. Oznacza to, że w
przypadku dodania mikrokrzemionki do mieszanki
betonowej, drastycznie wzrasta także jej wodożądność
Aby ułożyć i odpowiednio zagęścić mieszankę betonową
należy
wówczas
stosować
plastyfikatory
lub
superplastyfikatory, a więc domieszki upłynniające.
Wodożądność
Na stopień ciekłości mieszanki betonowej (a tym
samym i wodożądność) ma
wpływ także rodzaj kruszywa
grubego
. Najczęściej stosowane kruszywo grube do betonów
zwykłych to kruszywo naturalne – żwirowe o gładkich
powierzchniach ziaren.
Kruszywo łamane (np. bazalt, wapień, dolomit, granit)
to kruszywa również stosowane do betonów zwykłych oraz
wysokowartościowych.
Charakteryzują się one bardziej
rozbudowaną powierzchnią ziaren o dużej chropowatości
.
Kruszywa te posiadają większą przyczepność do zaczynu
cementowego, co wpływa na wzrost wytrzymałości betonów,
jednak fakt, że ziarna tych kruszyw posiadają większą
chropowatość powoduje to wzrost wodożądności. Tym
samym potrzebna jest większa ilość wody do otoczenia
(zwilżenia) powierzchni kruszyw łamanych.
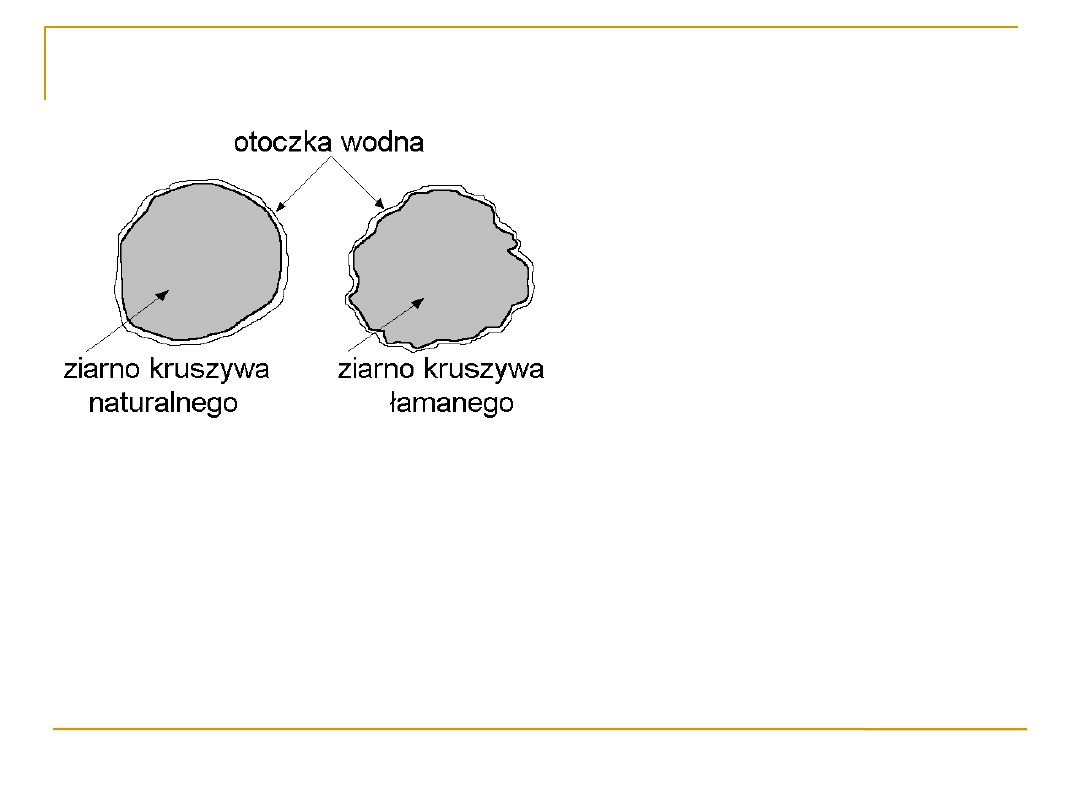
Wodożądność
Rys. Wodożądność kruszywa
naturalnego i łamanego
Przyjmując,
że
objętość
ziarna
kruszywa
naturalnego i łamanego jest taka sama widać, że w
przypadku kruszywa łamanego potrzeba zużyć więcej
wody w celu jego otoczenia (zwilżenia), niż w przypadku
ziarna kruszywa naturalnego.
W celu określenia wodożądności opracowane zostały
tablice Sterna.
Urabialność
Urabialność
mieszanki betonowej jest to zdolność do
łatwego i szczelnego wypełnienia formy z jednoczesnym
zachowaniem jednorodności mieszanki betonowej, przy
określonym sposobie jej zagęszczania.
Jest to cecha technologiczna, bezpośrednio nie mierzona
i powinna być dostosowana do warunków formowania i
zagęszczania mieszanki betonowej, określonych przez:
- kształt i wymiary betonowanego elementu oraz ilości
zbrojenia,
- oczekiwaną gładkość i wygląd powierzchni betonu,
- sposoby układania i zagęszczania mieszanki betonowej
.
Urabialność
„
Dopasowanie” urabialności mieszanki betonowej
do w/w warunków
polega na doborze odpowiedniej ilości
zaprawy w dm
3
na 1 m
3
mieszanki betonowej oraz łącznej
ilości cementu i frakcji kruszywa o uziarnieniu poniżej
0,125 mm. Zalecane ilości zaprawy w mieszankach
betonowych oraz minimalne ilości cementu i kruszywa
poniżej 0,125 mm, w zależności od rodzajów konstrukcji,
przedstawiono w tabeli.
Urabialność
95
500-550
Sprężone, żelbetowe i betonowe
wyroby,
elementy
i
konstrukcje o najmniejszym
wymiarze przekroju większym
niż 60 mm i kruszywie o
uziarnieniu do 16 mm
80
450-550
Sprężone, żelbetowe i betonowe
wyroby,
elementy
i
konstrukcje o najmniejszym
wymiarze przekroju większym
niż 60 mm i kruszywie o
uziarnieniu do 31,5 mm
70
400-450
Żelbetowe
i
betonowe
konstrukcje
masywne
o
najmniejszym
wymiarze
przekroju większym niż 500
mm i kruszywie o uziarnieniu
do 63 mm
Najmniejsza
suma
objętości
absolutnych cementu
i ziaren kruszywa
poniżej 0,125 mm, w
dm
3
na
1
m
3
mieszanki betonowej
Zalecana ilość zaprawy
w dm
3
na 1 m
3
mieszanki betonowej
Rodzaje wyrobów, elementów i
konstrukcji
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
Wyszukiwarka
Podobne podstrony:
2 kruszywa do betonu 2,1id 20480 ppt
06 Kompozycja kruszywa do betonu zwykłego
kruszywa do betonu cementowego
PN EN 12620 2004 Kruszywa do betonu
Dobor kruszywa do betonu teria, W praktyce kruszywo do betonu zwykłego komponowane jest zazwyczaj z
PN EN 12620 2004 Kruszywa do betonu
Kruszywa do betonu
d2 metody badan reaktywnosci alkalicznej kruszyw do betonu (2)
1 Przygotowanie do instalacji WindowsXP 2id 10350 ppt
więcej podobnych podstron