
OGÓLNE WPROWADZENIE DO
SPAWALNICTWA
OGÓLNY PODZIAŁ PROCESÓW SPAWALNICZYCH
Spawalnictwo jest dziedziną technologii zajmującej się
procesami
spajania
, czyli łączenia tworzyw konstrukcyjnych, i
procesami
pokrewnymi
spajaniu. Procesy spajania różnią się między sobą
stanem skupienia materiałów podstawowych i stopiwa (materiału
dodatkowego) w miejscu spajania, charakterem wiązań tworzących
połączenie,
rodzajem
doprowadzonej
energii
cieplnej
i/lub
mechanicznej w celu utworzenia złącza.

W porównaniu ze złączami, w których poszczególne elementy
zostały powiązane za pomocą takich łączników jak: nity, śruby, kliny,
wpusty, poprawnie zaprojektowane i wykonane złącza spajane — w
szczególności
spawane
—
charakteryzują
się
m.in.
monolitycznością, szczelnością, dużą wytrzymałością, małą
masą, łatwością zabezpieczenia przed korozją.
Połączenia spajane są nierozłączalne; aby dokonać rozdzielenia
spojonych części należy zniszczyć element łączący (spoinę, lutowinę,
zgrzeinę).
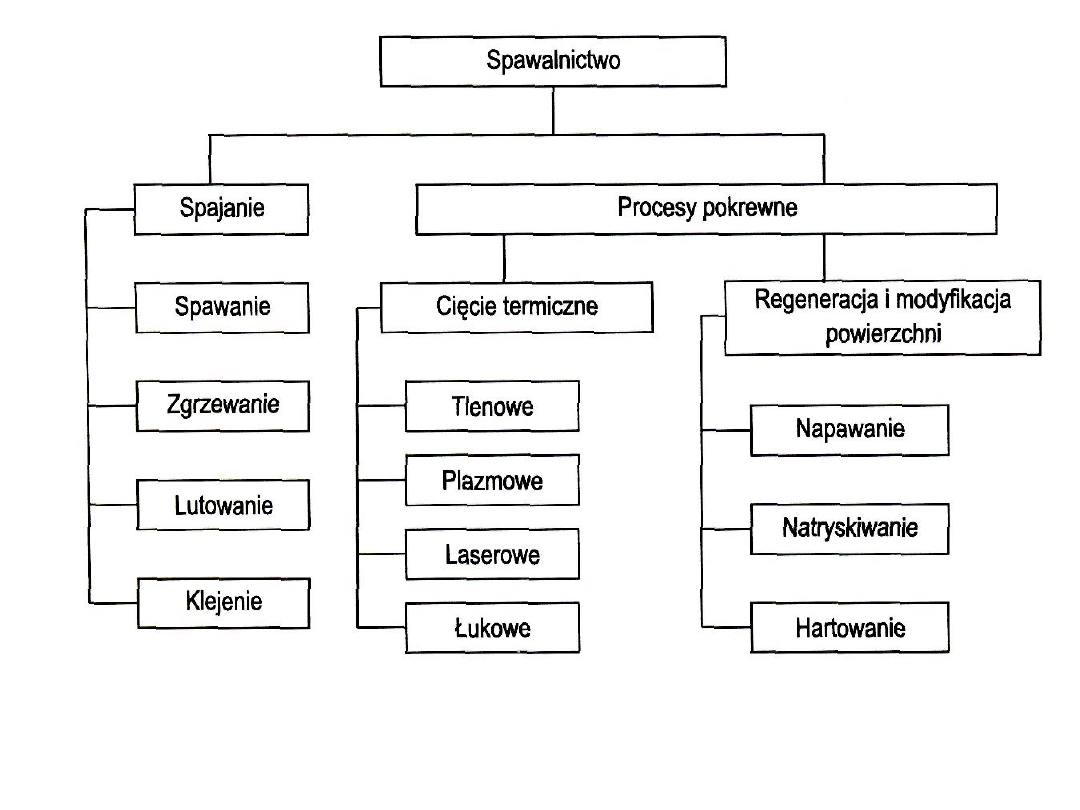
Klasyfikacja procesów spawalniczych

Procesy pokrewne spajaniu
to:
•nanoszenie powłok (napawanie, natryskiwanie),
•termiczna modyfikacja powierzchni metali,
•cięcie termiczne metali i niemetali.

PODZIAŁ METOD SPAWANIA
Cechą charakterystyczną
spawania jest utworzenie złącza dwóch lub
większej liczby części składowych przez miejscowe doprowadzenie do
nich energii cieplnej powodującej ich lokalne
stopienie
, a następnie
krystalizację
, dzięki czemu powstaje
spoina
będąca zasadniczą
częścią
złącza.
Materiałami
łączonymi
(
materiałami
podstawowymi
) są metale i ich stopy o takich samych lub
zbliżonych właściwościach fizycznych i chemicznych. Spoinę uzyskuje
się ze stopienia i przemieszania metali podstawowych i dodatkowego
(spoiwa), lecz możliwe jest powstanie spoiny tylko ze stopionych
materiałów podstawowych.

Na rysunku przedstawiono klasyfikację stosowanych metod
spawania. Pierwszym wyróżnikiem podziału jest rodzaj źródła ciepła.
Najczęściej wykorzystuje się energię elektryczną, szczególnie przy
spawaniu łukowym. Niektóre metody mają ograniczone zastosowanie
ze względu na niezadowalające właściwości uzyskiwanego złącza (np.
spawanie gazowe, elektrodą węglową), niską wydajność
,
trudności w
praktycznym ich stosowaniu.

Ciepło powstające przy spalaniu gazów lub podczas reakcji
chemicznej termitu (tlenku żelaza i sproszkowanego aluminium)
straciło
na
znaczeniu.
Również
naturalne
lub
sztuczne
promieniowanie
świetlne
(oprócz
laserowego)
nie
jest
rozpowszechnione z powodu małej ilości i koncentracji pozyskiwanej
energii. Rozwijane są natomiast metody wysokoenergetyczne i o
dużej gęstości mocy, takie jak spawanie plazmowe, wiązką
elektronów i laserowe.

Dalszy podział w klasyfikacji wynika z formy przenoszenia i
przetwarzania energii potrzebnej do spawania elementu (np. łuk
elektryczny, wiązka elektronów, laser), osłony ciekłego jeziorka
(żużel, gaz, próżnia) i rodzaju materiału dodatkowego.
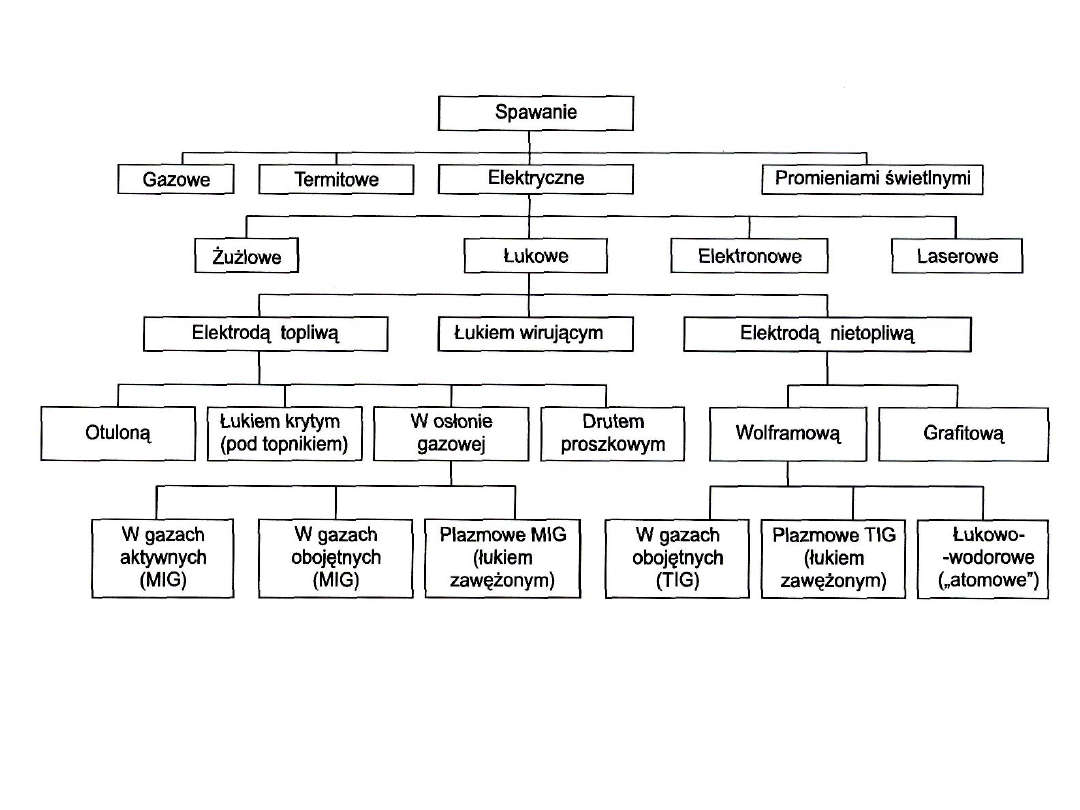
Klasyfikacja metod spawania

SPAJANIE
- łączenie metali, tworzyw sztucznych z
wykorzystaniem ciepła i/lub docisku, w wyniku których
otrzymuje się połączenie o fizycznej ciągłości.
Spajanie
- spawanie, zgrzewanie, lutowanie i klejenie.
SPAWANIE
- odmiana spajania, w którym łączone brzegi oraz
spoiwo ulegają stopieniu a proces przebiega bez wywarcia
docisku.
ZGRZEWANIE
- odmiana spajania w którym uzyskuje się
złącza na ogół bez dodatkowego spoiwa, przez wywarcie
docisku
wystarczającego
dla
uzyskania
plastycznego
odkształcenia łączonych brzegów. Lokalne nagrzanie umożliwia
lub ułatwia przebieg procesu.

LUTOWANIE
- odmiana spajania, zapewniająca połączenie o
fizycznej ciągłości, uzyskane stopionym stopiwem o temperaturze
topnienia niższej niż temperatura topnienia łączonych materiałów.
Połączenie następuje na skutek procesów dyfuzji pomiędzy stopiwem
(lutem) a łączonym materiałem.
Lutowanie
dzielimy na:
•lutowanie miękkie
- temperatura topliwości lutu do
450°C
;
•lutowanie twarde
- temperatura topliwości lutu
450°C - 900°C
;
•lutowanie wysokotemperaturowe
- temperatura topliwości
lutu >
900°C
.
KLEJENIE
- odmiana spajania, w której złącze uzyskuje się przez
zastosowanie warstwy pośredniej (kleju) naniesionej pomiędzy
łączone brzegi. Połączenie pomiędzy klejem a łączonym materiałem
następuje dzięki procesowi adhezji.
Lp.
Data (rok)
Zdarzenie
1
5000 p.n.e.
Egipt- Lutowanie ozdób i biżuterii
2
1200 p.n.e.
Egipt- Zgrzewanie ogniowe noży z żelaza
3
1885
Rosja - Benardos i Olszewski patentują łukowe spawanie elektrodą
węglową
4
1889
Niemcy - Zerener patentuje łukowe spawanie dwoma elektrodami
węglowymi
5
1892
Kanada - uruchomienie przemysłowej produkcji acetylenu (C
2
H
2
)
6
1895
Rosja - Sławianow patentuje łukowe spawanie prętową elektrodą
metalową
7
1902
Niemcy - Carl von Linde skrapla tlen
8
1905
Europa - przemysłowe zastosowanie spawania gazowego
(acetylenowo-tlenowego)
9
1907
Szwecja- Oscar Kjellberg opracowuje prętową elektrodę otuloną do
łukowego spawania
10
1922
USA- zastosowanie zgrzewania oporowego do łączenia rur
WAŻNIEJSZE WYDARZENIA
W SPAWALNICTWIE
11
1929
USA-ZSRR- opracowanie spawania elektrycznego pod
warstwą luźnej masy (łuk kryty)
12
1934
USA-wykorzystanie promieni rentgenowskich do badań spoin
zbiorników ciśnieniowych
13
1941
USA- zastosowanie spawania metodą TIG w przemyśle
lotniczym
14
1948
USA- zastosowanie spawania metodą MIG w przemyśle
lotniczym
15
1951
ZSRR-przemysłowe zastosowanie spawania żużlowego
16
1953
ZSRR-USA- opracowanie spawania metodą MAG w osłonie C0
2
17
1956
ZSRR-demonstracja zgrzewania tarciowego
18
1959
USA-wykorzystanie strumienia elektronów do spawania
19
1960
USA-zastosowanie zgrzewania wybuchowego
20
1960
USA-Europa-zastosowanie mieszanek Ar+C0
2
do spawania
metodą MAG
21
1960
USA-zastosowanie spawania drutami proszkowymi w osłonie
gazów w produkcji zbiorników

Niektóre karty z historii polskiego spawalnictwa
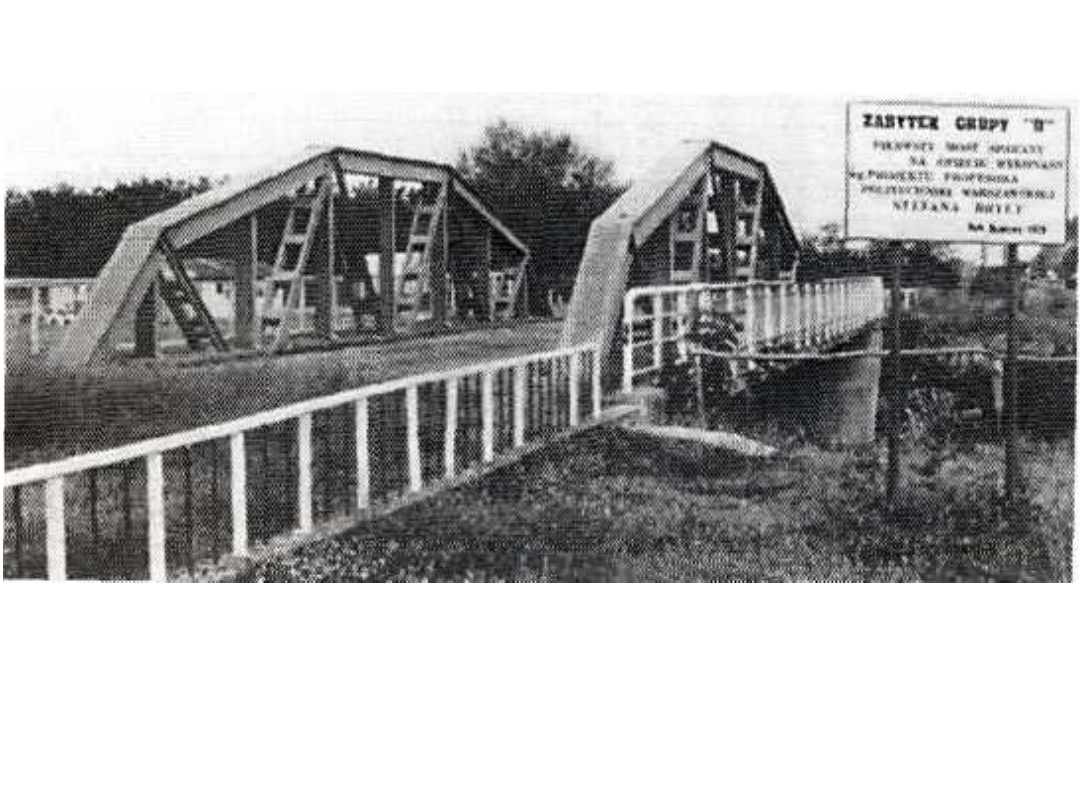
Po odzyskaniu niepodległości w roku 1918, spawanie zaczęło się rozwijać również w
Polsce. Przedwojenne spawalnictwo polskie związane jest przede wszystkim z
nazwiskiem Stefana Bryły, profesora Politechniki Warszawskiej. Był on projektantem
pierwszego na świecie elektrycznie spawanego mostu drogowego. Most oddany został
do użytku w roku 1929 na rzece Słudwi koło Łowicza na trasie Poznań - Warszawa.
Wykonany w firmie "Towarzystwo K. Rudzki i Spółka" późniejszej Fabryce Urządzeń
Dźwigowych w Mińsku Mazowieckim, posiada rozpiętość 27 metrów i szerokość jezdni
6,2 metra. Dziś most już nieczynny, stanowi zabytek kultury i techniki polskiej. Fakt
zbudowania pierwszego mostu spawanego przez Polaków został uhonorowany w 1995
tablicą pamiątkową przekazaną polskim spawalnikom przez Amerykańskie
Stowarzyszenie Spawalnicze (AWS).
Z nazwiskiem prof. Bryły związane są jeszcze inne poważne konstrukcje spawane a
mianowicie Hala Targowa w Katowicach zbudowana w roku 1935 oraz siedemnasto
kondygnacyjny budynek Urzędu Skarbowego w Katowicach zbudowany na przełomie lat
1930/1931. Hala targowa do dziś należy do największych obiektów tego typu w Polsce
(wymiary: 55 x 126 x 16 m). Budynek Urzędu Skarbowego był wówczas w Polsce
najwyższym budynkiem.

Rozwojowi spawalnictwa w Polsce towarzyszył także rozwój produkcji materiałów
spawalniczych i urządzeń spawalniczych (spawarek). W Polsce produkcję elektrod
rozpoczęły w pierwszych dekadach dwudziestego wieku:
•firma PERUN w Warszawie (licencja francuska)
•Zakłady Ostrowieckie w Ostrowcu Świętokrzyskim (własne opracowania)
•Huta Baildon w Katowicach (początkowo w Hucie POKÓJ).
W Hucie Pokój produkcję elektrod uruchomiono w roku 1931 i przeniesiono do Huty
Baildon w Katowicach w roku 1933. Pierwszym kierownikiem Wytwórni Elektrod w Hucie
Baildon był inż. Józef Pilarczyk, późniejszy współzałożyciel Instytutu Spawalnictwa i
profesor Politechniki Śląskiej. Powojenny rozwój spawalnictwa w Polsce związany jest
przede wszystkim z działalnością Instytutu Spawalnictwa w Gliwicach. Instytut założony
został 26 marca 1945 roku przez inżynierów Bolesława Szuppa i Józefa Pilarczyka w
Katowicach. Do obecnej siedziby przeniesiony został w roku 1949. Instytut
Spawalnictwa w Gliwicach jest jedynym instytutem naukowo badawczym branży
spawalniczej w Polsce. Od 1956 jest członkiem Międzynarodowego Instytutu
Spawalnictwa, skupiającego instytuty spawalnicze i organizacje spawalnicze z całego
świata i od 1997 roku członkiem rzeczywistym Europejskiej Federacji Spawalniczej,
skupiającej instytutu spawalnicze i organizacje spawalnicze z krajów Unii Europejskiej i
niektórych krajów Europy Środkowo-Wschodniej.

DEFINICJE, NAZWY I OKREŚLENIA
Spawalność
- podatność materiału do tworzenia w określonych
warunkach złączy spełniających stawiane im wymagania
Zgrzewalność
- podatność materiału do tworzenia w określonych
warunkach
zgrzewanych
złączy
spełniających
stawiane
im
wymagania
Lutowność
- podatność materiału do tworzenia w określonych
warunkach
technologiczno-metalurgicznych złącza lutowanego o wymaganej
użyteczności
Technologie spajania
-
wiedza o sposobach wykonywania
konstrukcji spawanych, zgrzewanych i lutowanych oraz wynikające z
niej określenie postępowania wykonawczego

Metody spajania
- sposoby realizacji procesu spajania, różniące się
między sobą źródłem ciepła, rodzajem osłony metalurgicznej,
stosowanymi materiałami, systemem ich podawania i stapiania
Złącze spawane
- połączenie dwóch lub więcej części wykonane
metodami spawania, obejmuje ono spoinę, strefę wpływu ciepła i
materiał podstawowy (rodzimy)
Spoina
- część spawanego złącza utworzona z metalu stopionego
podczas spawania
Napoina
- metal naniesiony na podłoże za pomocą spawania
Spoiwo
- materiał dodatkowy przeznaczony do utworzenia spoiny lub
napoiny (np. elektrody otulone, druty spawalnicze, elektrody
taśmowe, pręty do napawania itp.)

Stopiwo
- materiał powstały wyłącznie ze stopienia spoiwa w procesie
napawania
Jeziorko spawalnicze
- metal lub metal i żużel w stanie
płynnym w czasie układania spoiny

W celu jednoznacznego i skrótowego określania procesów spajania
w normie
PN-EN ISO 4063:2002
podano
numeryczny system
oznaczania metod spawania
, zgrzewania i lutowania oraz ich
nazwy. Oznaczenia te miały w założeniu służyć identyfikacji metod
spajania zaznaczanych na rysunkach technicznych, lecz przyjęły się
również w innych obszarach działalności spawalniczej. Metody
spajania ujęto trójpoziomowo, oznaczając nazwy:
•grup metod – jednocyfrowo,
•podgrup metod - dwucyfrowo,
•metod - trzycyfrowo.
W tablicy podano oznaczenia metod spawania, natomiast metod
zgrzewania, lutowania i cięcia zamieszczono w rozdziałach
dotyczących tych procesów.
Oznaczenie
numeryczne
Metoda spawania
1
Spawanie łukowe
11
111
112
114
Spawanie łukowe elektrodą topliwą bez osłony gazów
Spawanie łukowe ręczne elektrodą otuloną
Spawanie łukowe grawitacyjne elektrodą otuloną
Spawanie łukowe drutem elektrodowym samoosłonowym
12
121
122
123
125
Spawanie łukiem krytym
Spawanie łukiem krytym drutem elektrodowym
Spawanie łukiem krytym elektrodą taśmową
Spawanie łukiem krytym wieloma drutami elektrodowymi
Spawanie łukiem krytym drutem proszkowym
Oznaczenia numeryczne metod spawania wg PN-EN ISO 4063:2009
13
131
135
136
138
Spawanie elektrodą topliwą w osłonach gazowych
Spawanie łukowe elektrodą topliwą w osłonie gazu
obojętnego (MIG)
Spawanie łukowe elektrodą topliwą w osłonie gazu
aktywnego (MAG)
Spawanie drutem proszkowym w osłonie gazu
aktywnego
Spawanie
drutem
proszkowym
z
rdzeniem
metalicznym w osłonie gazu aktywnego
14
141
Spawanie w osłonach gazowych elektrodą nietopliwą
Spawanie elektrodą wolframową w osłonie gazów
obojętnych (T1G)
15
151
152
Spawanie plazmowe
Spawanie plazmowe elektrodą topliwą (plazma-MIG)
Spawanie plazmowe proszkowe
18
181
185
Inne procesy spawania łukowego
Spawanie elektrodą węglową
Spawanie łukiem wirującym
3
Spawanie gazowe
31
311
312
313
Spawanie tlenowo-gazowe
Spawanie acetylenowo-tlenowe
Spawanie propanowo-tlenowe
Spawanie wodorowo-tlenowe
5
Spawanie wiązką elektronów i laserowe
51
52
Spawanie wiązką elektronów
Spawanie laserowe
7
Inne metody spawania
71
72
73
75
78
Spawanie aluminotermiczne
Spawanie elektrożużlowe
Spawanie elektrogazowe
Spawanie wiązką światła
Przypawanie kołków

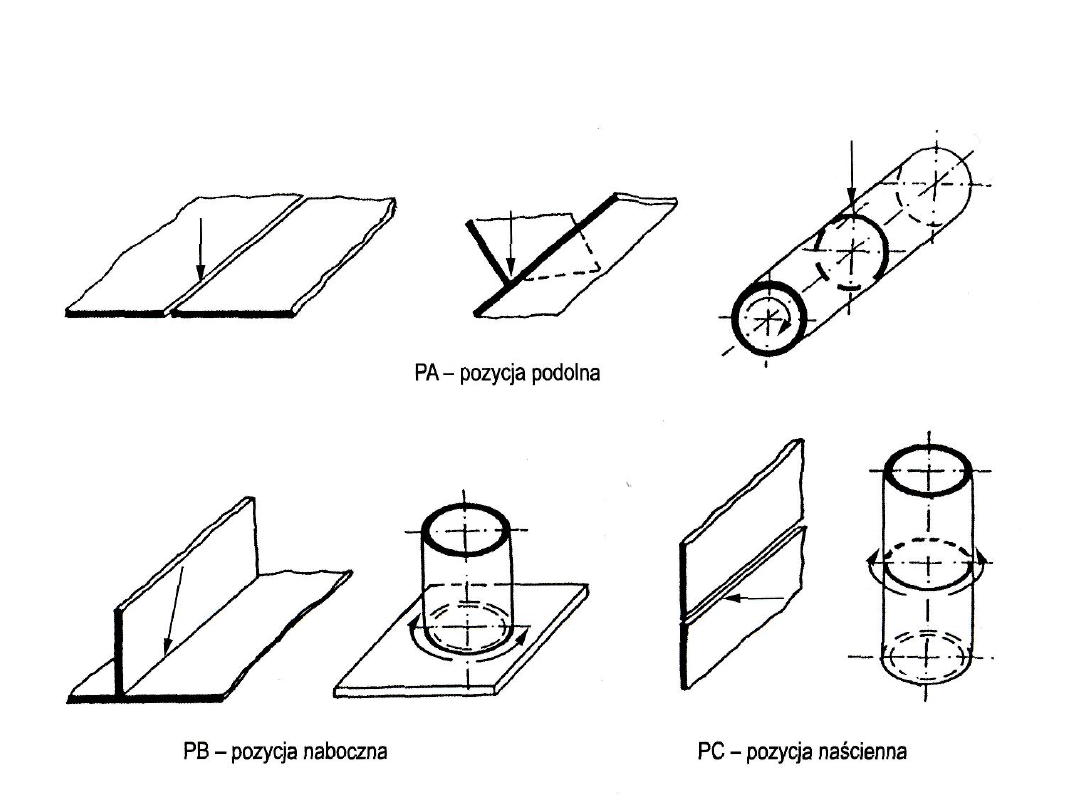
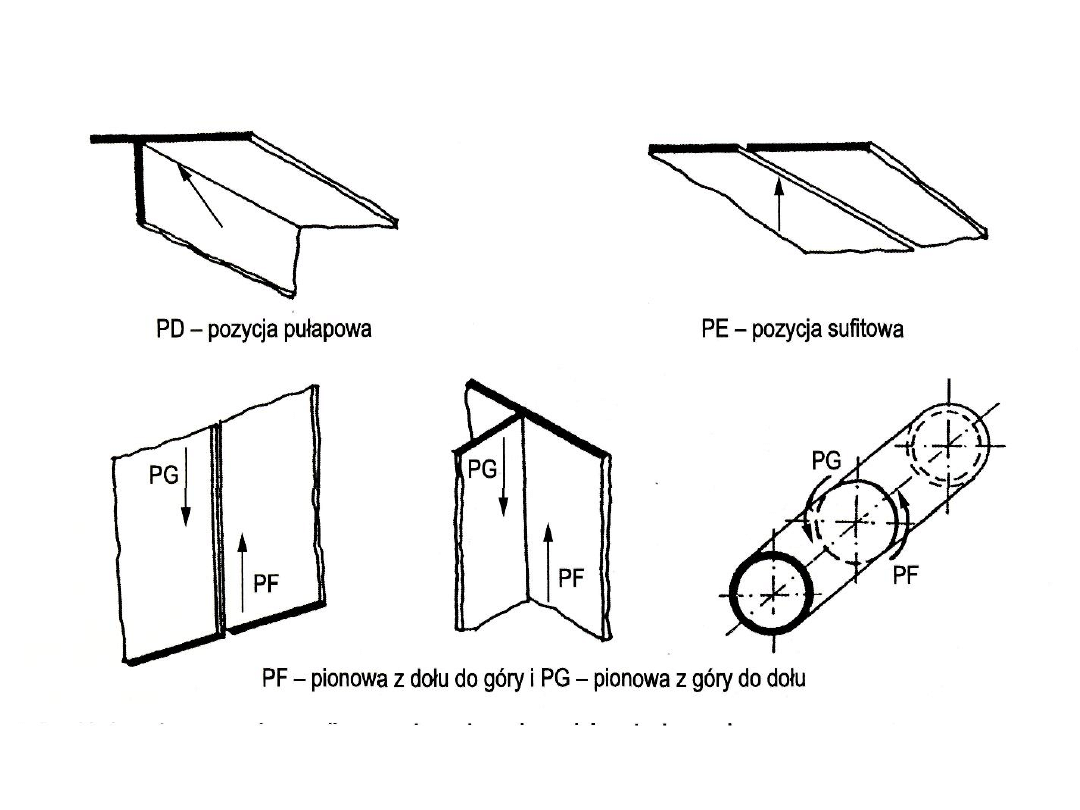
Pozycje spawania
Pozycje spawania są bardzo ważnym czynnikiem w procesie
wytwarzania konstrukcji spawanej, gdyż wpływają na jakość
wykonywanych spoin, a w wielu wypadkach wręcz uniemożliwiają
spawanie określoną metodą. Dlatego już w trakcie projektowania
procesu spawania należy je uwzględniać, np. przy kształtowaniu
ukosowania brzegów elementów spawanych, określeniu nośności
spoin w zależności od pozycji spawania. W kwalifikowaniu
(dopuszczeniu do zastosowania) technologii spawania i nadawaniu
uprawnień spawaczom pozycja spawania jest wielkością zasadniczą i
powinna być określona w instrukcji technologicznej spawania (WPS).
Pozycje spawania określające położenie spoiny w przestrzeni i ich
kierunek należy podawać zgodnie z normą PN-EN ISO 6947:1999.
Na rysunku przedstawiono przykłady podstawowych pozycji dla spoin
czołowych wykonywanych na blachach i rurach oraz spoin
pachwinowych w złączach kątowych z blach i rur. Podczas spawania
obwodowego rur nieobracanych, których oś wzdłużna jest pozioma,
występują pozycje PA, PG (lub PF) i PE. Przy spawaniu obwodowym
rur pozycję podolną (PA) można uzyskać, nadając rurze ruch
obrotowy.
Pozycje spawania
Pozycje spawania
Szkic spoiny
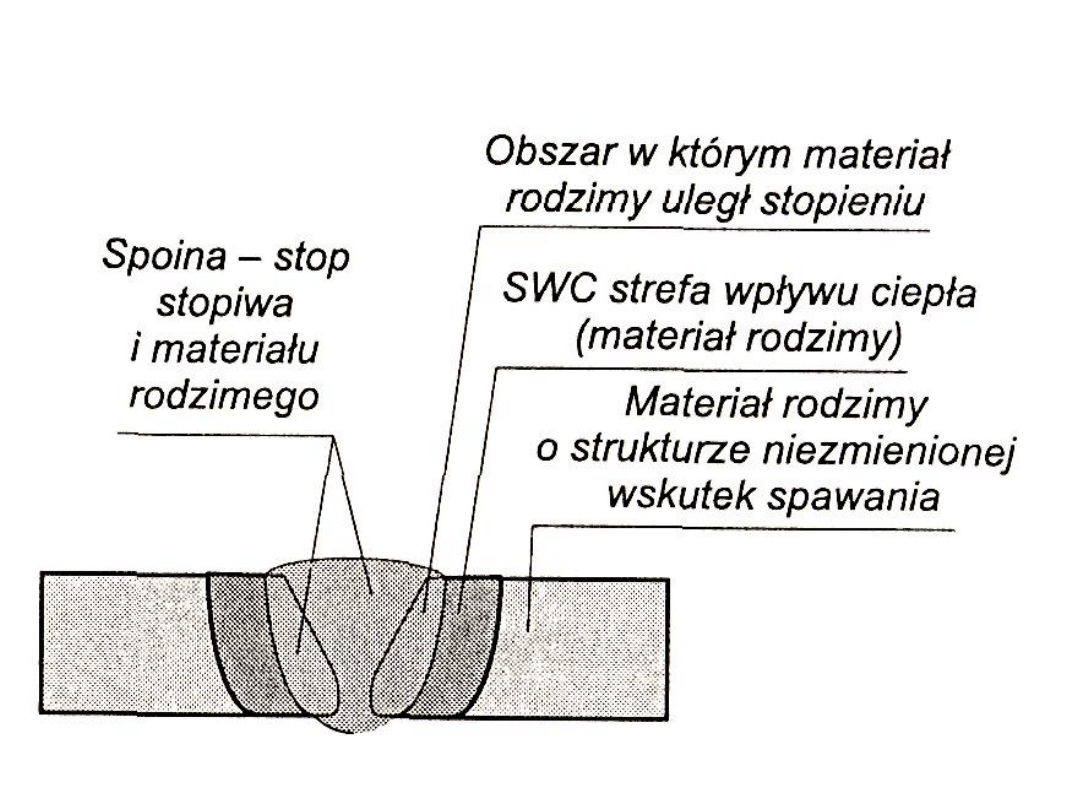
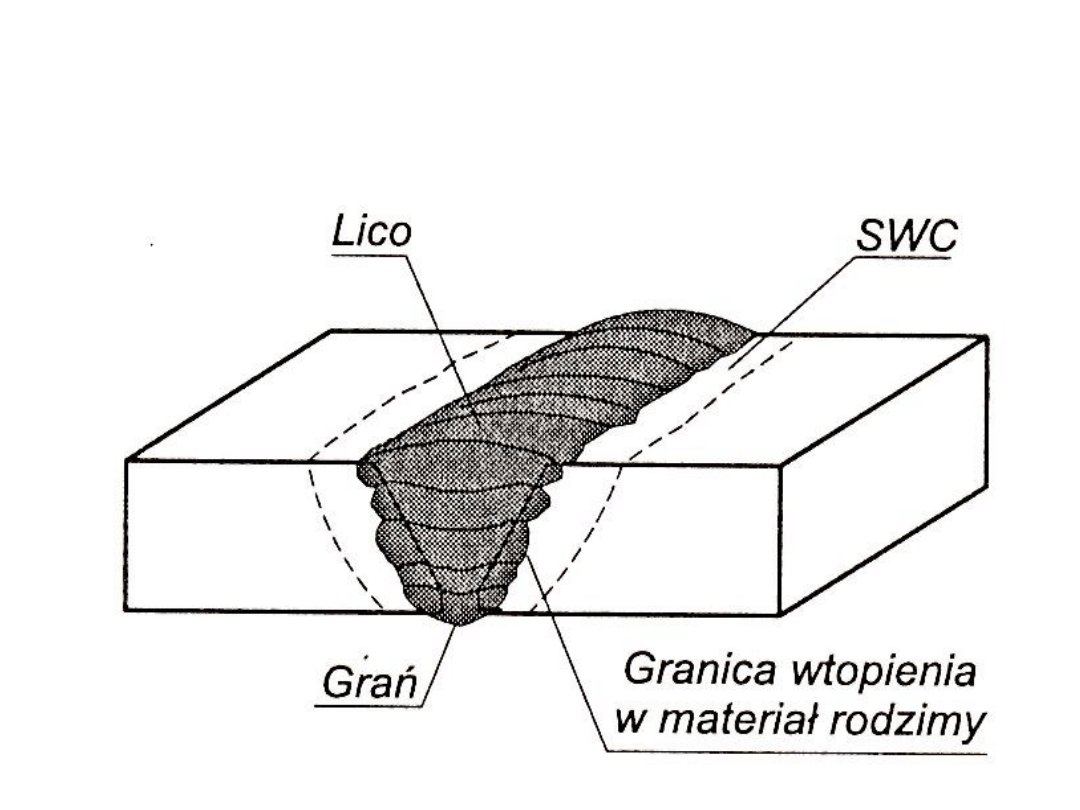
Strefy złącza spawanego
Nazewnict
wo
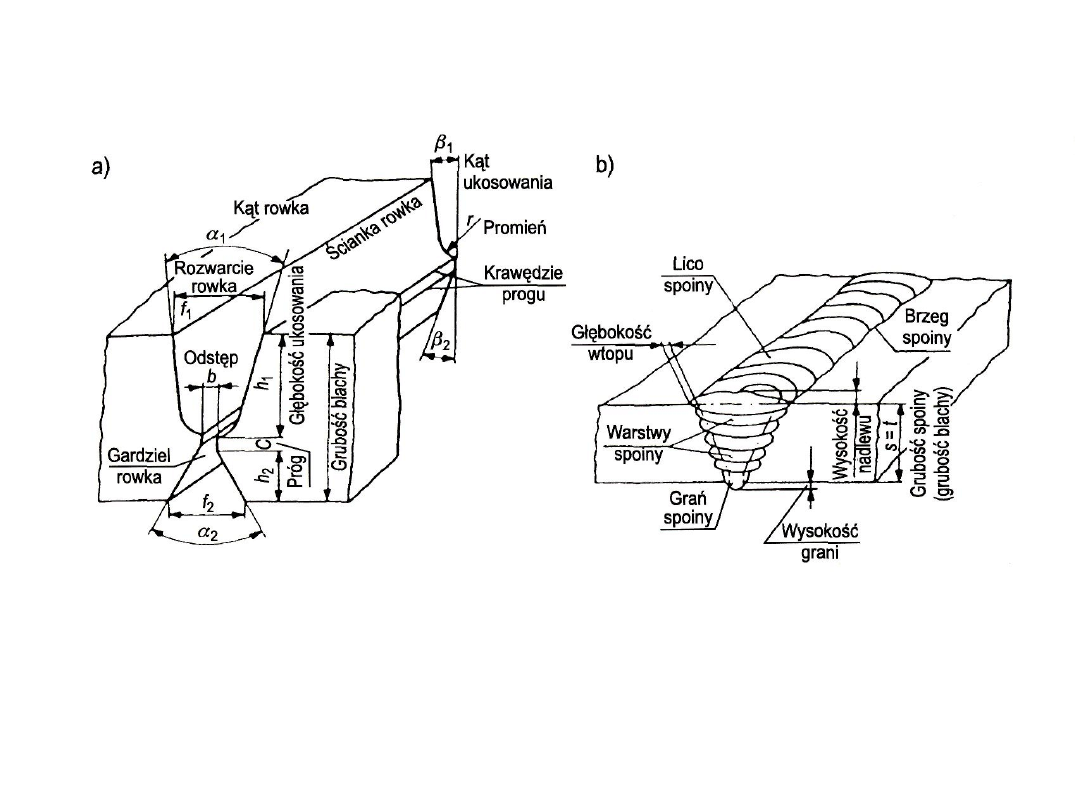
a) elementy rowka spoiny czołowej dwustronnej
b) elementy spoiny czołowej

ELEMENTY ZŁĄCZY SPAWANYCH - DEFINICJE
Strefa wpływu ciepła, SWC
- część materiału podstawowego, nie
poddana roztopieniu, której struktura i własności zmieniły się w
wyniku nagrzania przy spajaniu
Strefa przejściowa
- część strefy wpływu ciepła nagrzana do
temperatury solidus - likwidus
Lico spoiny
- zewnętrzna powierzchnia spoiny od strony jej
układania
Grań spoiny
- przeciwległa licu zewnętrzna powierzchnia ściegu
przetapiającego gardziel rowka spawalniczego, występuje w spoinach
jednostronnych
Ścieg spoiny
- część lub całość spoiny ułożona jednym przejściem
spoiwa
Warstwa spoiny
- jeden lub więcej ściegów ułożonych na jednym
poziomie w stosunku do warstwy graniowej
Warstwa licowa
- warstwa spoiny, w której zewnętrzną
powierzchnię stanowi lico spoiny lub napoiny

Nadlew spoiny czołowej
- część spoiny w obrębie lica wznosząca
się ponad powierzchnię łączonych elementów
Ścieg graniowy
- warstwa spoiny ułożona w gardzieli rowka
spawalniczego
Podpoina
- ścieg ułożony od strony grani najczęściej po usunięciu
ściegu graniowego
Wtopienie
- grubość warstwy stopionego materiału podstawowego
Rowek spawalniczy
- rowek powstały w wyniku ukosowania lub
żłobienia, który ma być wypełniony stopiwem w procesie spawania
Kąt rowka
- kąt między ukosowanymi brzegami spawanych
elementów
Kąt ukosowania
- kąt ostry między płaszczyzną zukosowania brzegu
a płaszczyzną prostopadłą do spawania

Próg ukosowania
- niezukosowana część wysokości brzegu
materiału podstawowego (rodzimego) przygotowanego do spawania
Odstęp progowy
- odstęp między progami zukosowanych brzegów
w rowku spawalniczym; w przypadku brzegów nieukosowanych lub
zukosowanych bez progu - najmniejsza odległość
Brzeg zukosowany
- brzeg materiału przygotowany do spawania
przez ukosowanie
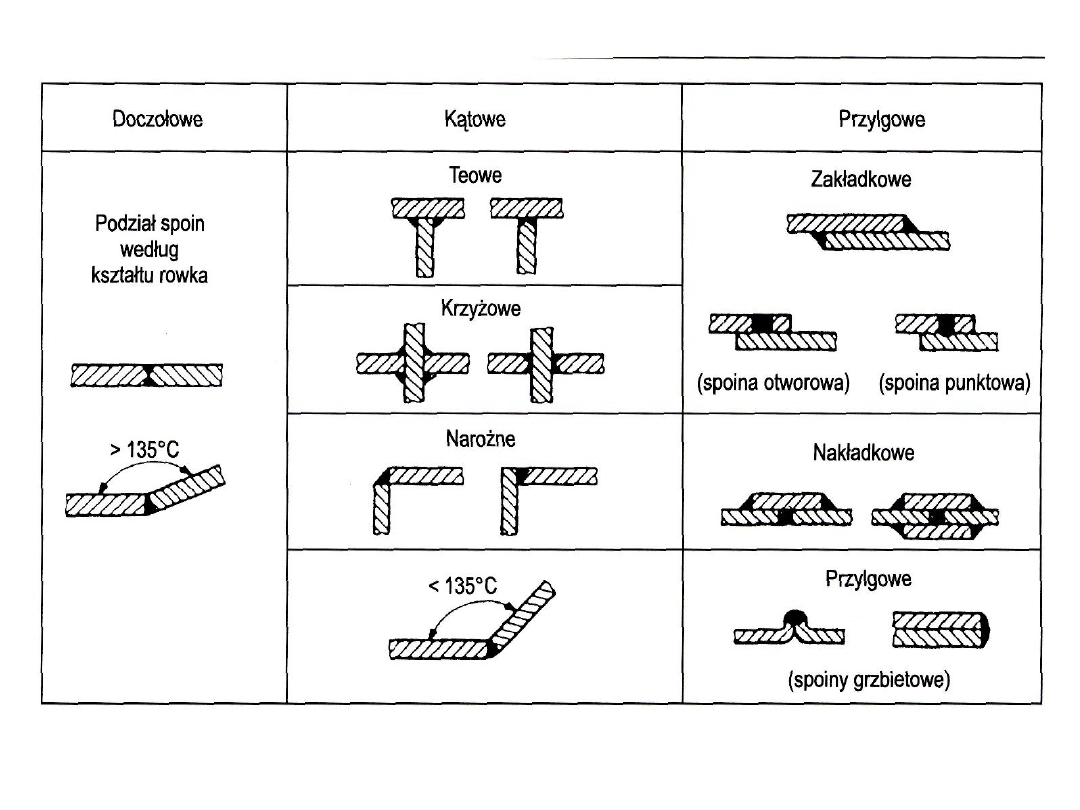
Klasyfikacja złączy spawanych

SPOINY - DEFINICJE
Spoina ciągła
- spoina ułożona na całej długości
Spoina przerywana
- spoina ułożona z regularnymi przerwami
Spoina sczepna
- krótka spoina wykonana dla utrzymania
łączonych
elementów w położeniu odpowiednim dla spawania
Spoina montażowa
- spoina łącząca części fabrykowane w całość
konstrukcyjną, wykonana w warunkach spawania montażowego
Spoina punktowa
- spoina wykonana bez przesuwu źródła ciepła
względem materiału spawanego
Spoina warsztatowa
- spoina wykonana na warsztacie
Spoina jednowarstwowa (jednościegowa)
- spoina składająca
się z jednej warstwy (ściegu)
Spoina dwuwarstwowa (dwuściegowa)
- spoina składająca się z
dwu warstw (ściegów)

Spoina wielowarstwowa (wielościegowa)
- spoina utworzona
przez ułożenie dwóch lub więcej warstw (ściegów)
Spoina nośna
- spoina przenosząca naprężenia będące wynikiem
obciążenia spawanej konstrukcji ciężarem własnym lub użytkowym
Spoina nienośna
- spoina wynikająca z rozwiązania konstrukcyjnego
nie przenosząca istotnych obciążeń
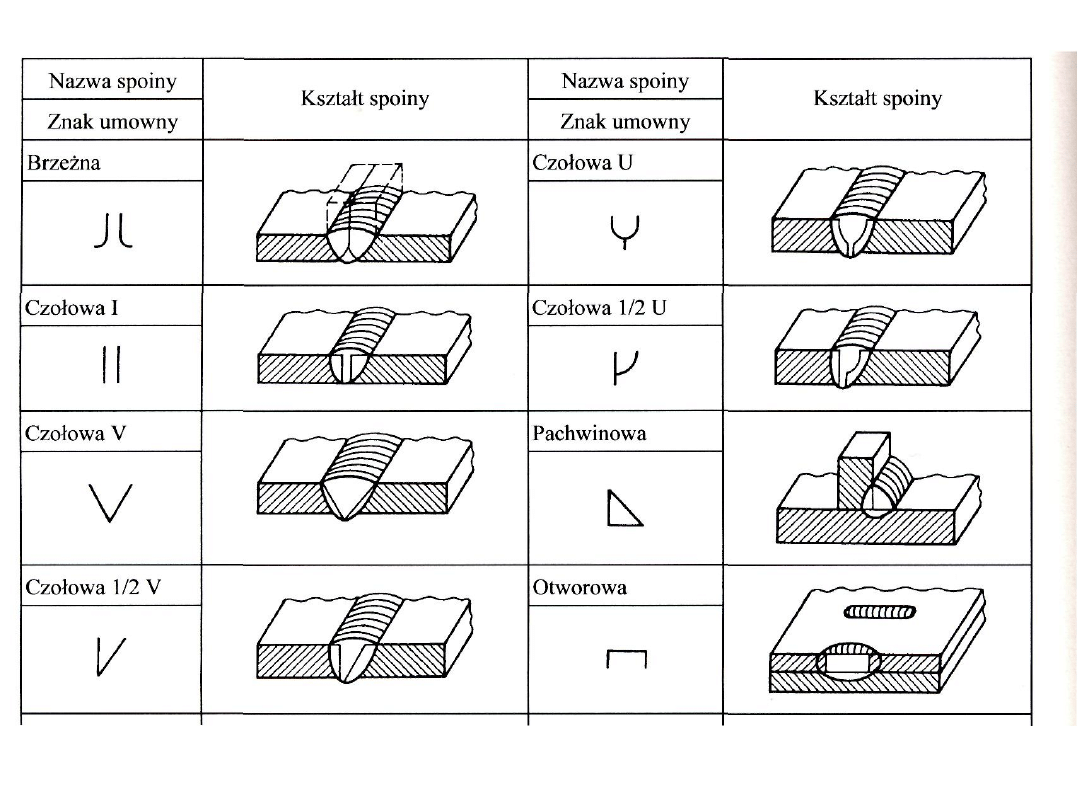
Rodzaje spoin i sposób pokazywania ich na rysunkach
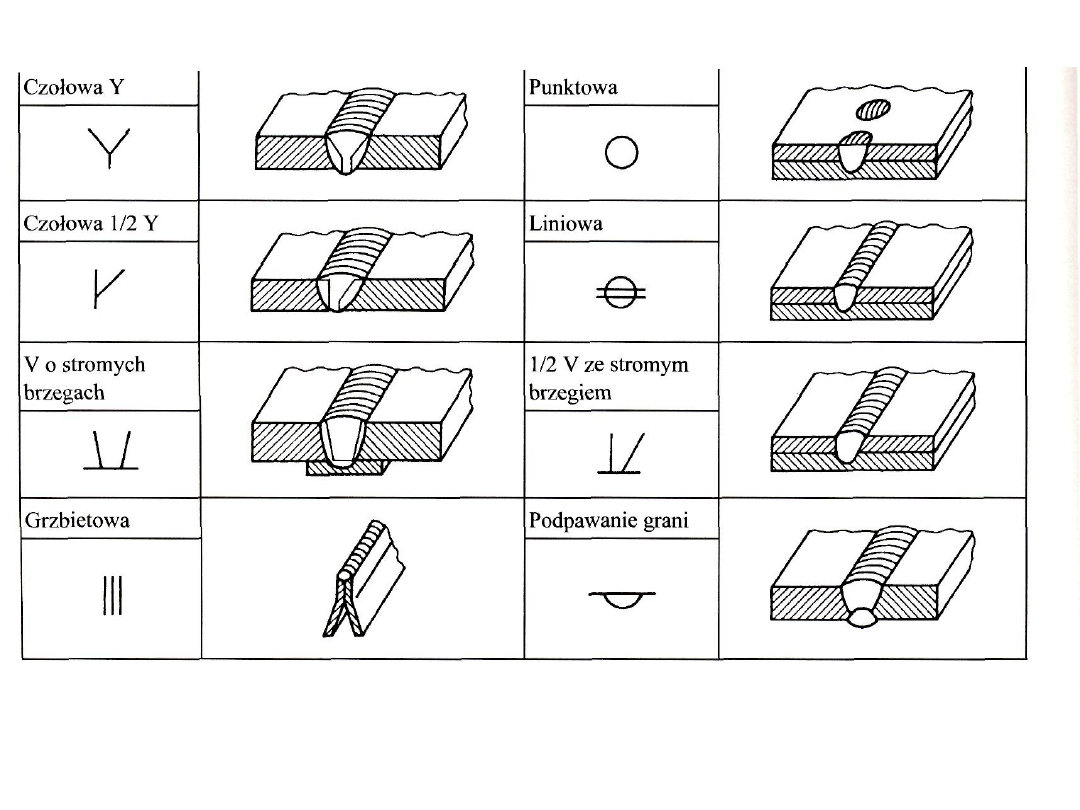
Rodzaje spoin i sposób pokazywania ich na rysunkach
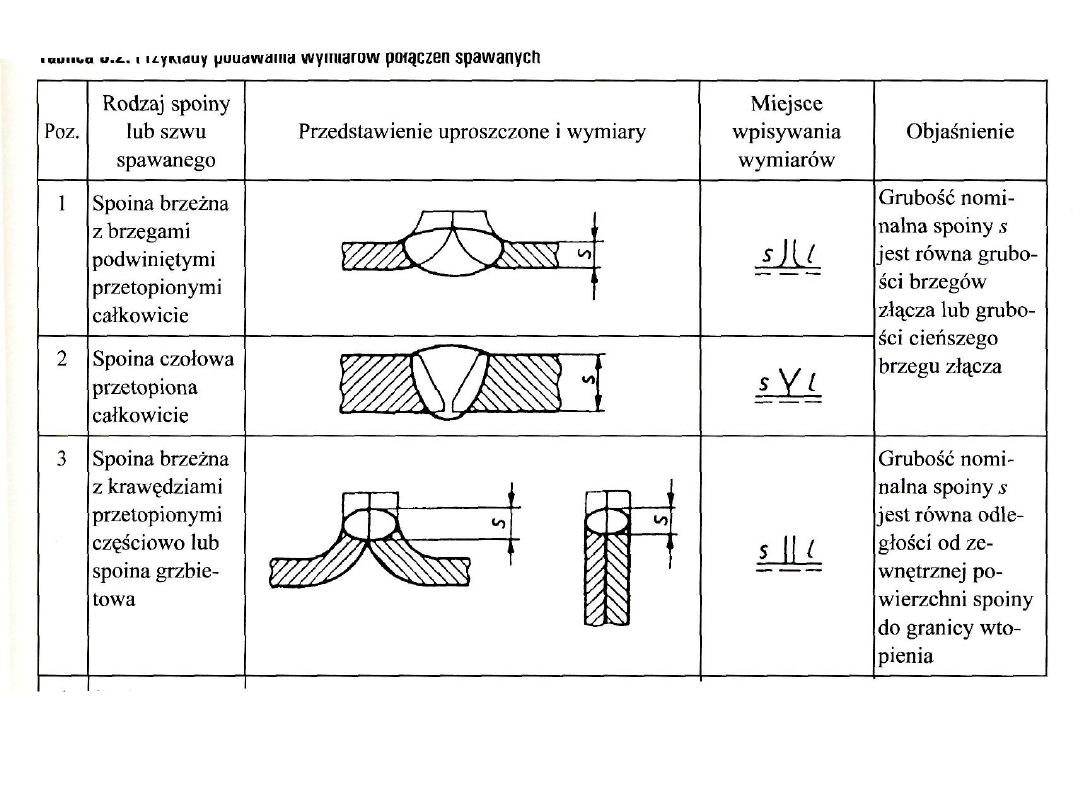
Przykłady wymiarowania połączeń spawanych
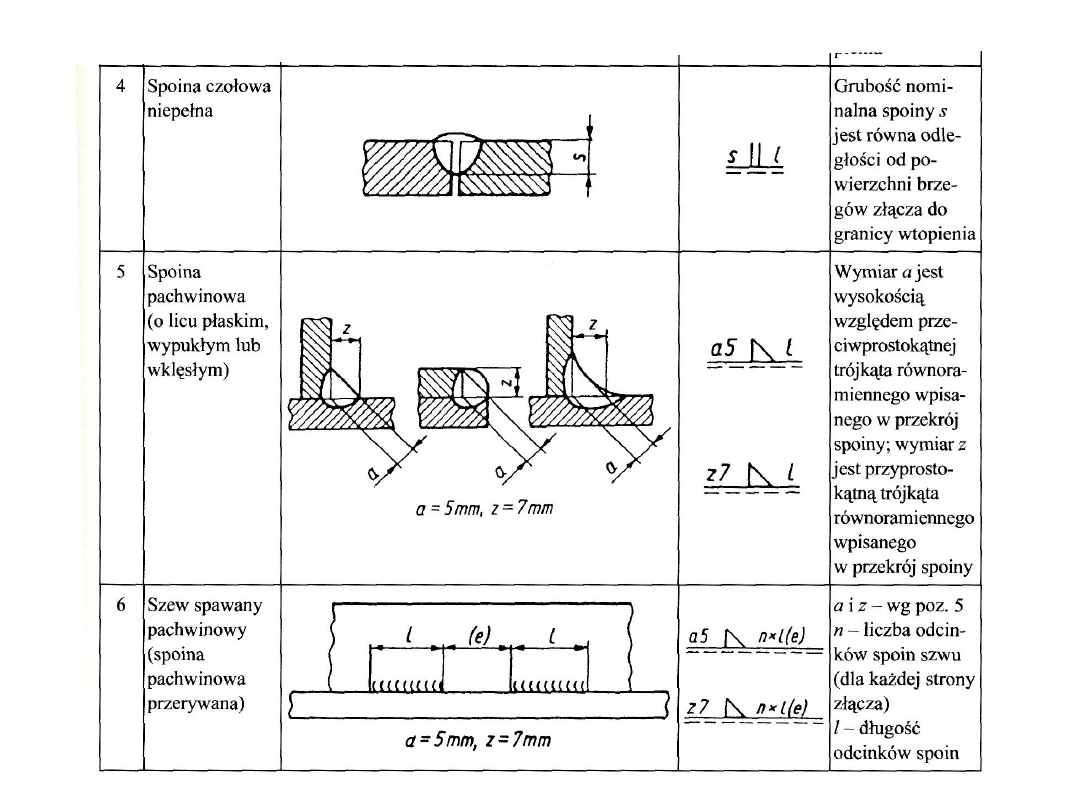
Przykłady wymiarowania połączeń spawanych
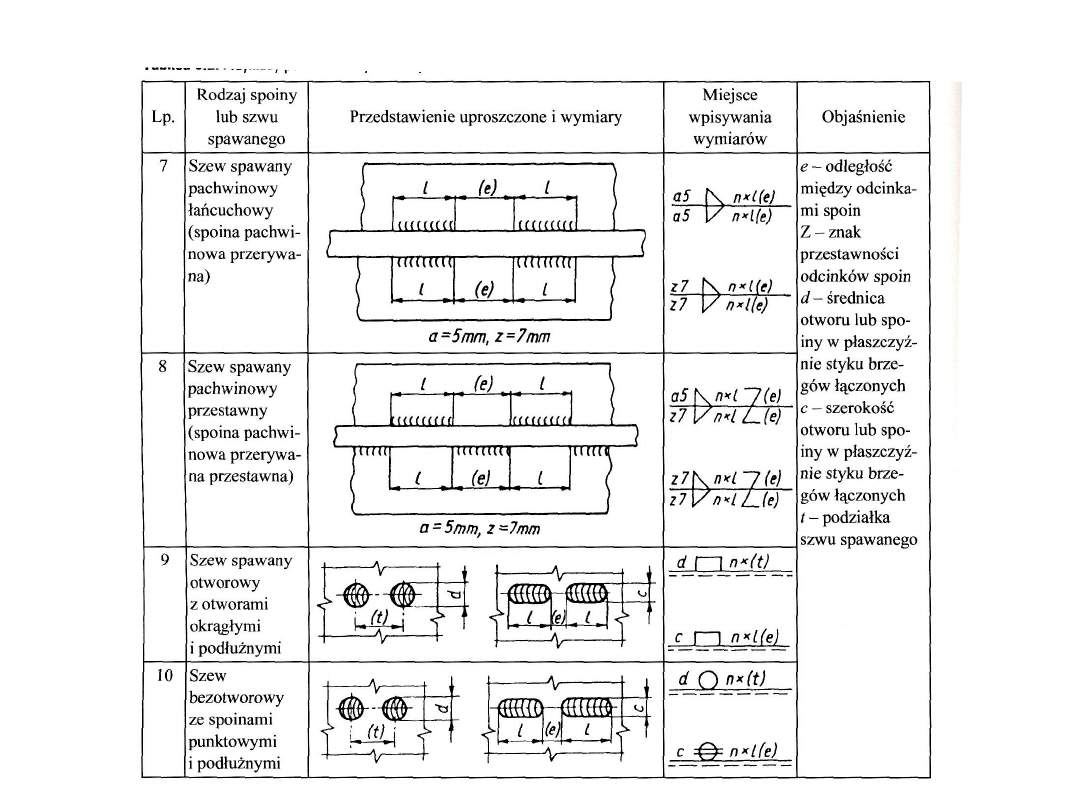
Przykłady wymiarowania połączeń spawanych

ŁUK SPAWALNICZY - DEFINICJE
Łuk spawalniczy
- łuk elektryczny o parametrach dostosowanych do
wymogów spawania
Łuk spawalniczy nieosłonięty
- łuk pomiędzy gołą elektrodą i
materiałem podstawowym jarzący się w powietrzu, bez dodatkowej
osłony gazowej
Łuk spawalniczy osłonięty
- łuk jarzący się w osłonie specjalnie
doprowadzonych gazów
Łuk spawalniczy samoosłonowy
- łuk jarzący się przy spawaniu
drutami proszkowymi wytwarzającymi dostateczną ilość gazów do
osłony łuku i jeziorka spawalniczego
Łuk kryty
- łuk jarzący się pod warstwą topnika

Łuk spawalniczy zwarciowy
- łuk stapiający elektrodę, w którym
krople stopiwa przechodzące do jeziorka spawalniczego zwierają
okresowo obwód prądu spawania
Łuk spawalniczy natryskowy
- łuk stapiający elektrodę topliwą, w
którym stopiwo przechodząc do jeziorka spawalniczego w postaci
strumienia drobnych kropel nie powoduje zwarć
Łuk spawalniczy pulsujący
- łuk, w którym na bazowy prąd stały
nakładają się regularne impulsy
Łuk spawalniczy plazmowy
- łuk, którego mechaniczne lub
magnetyczne zawężenie tworzy słup plazmowy przez zjonizowanie
gazu specjalnie doprowadzonego w przestrzeń łuku
Biegunowość dodatnia
- połączenie elektrody z dodatnim
biegunem obwodu spawania
Biegunowość ujemna
- połączenie elektrody z ujemnym biegunem
obwodu spawania

Dziękuję!
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
- Slide 28
- Slide 29
- Slide 30
- Slide 31
- Slide 32
- Slide 33
- Slide 34
- Slide 35
- Slide 36
- Slide 37
- Slide 38
- Slide 39
- Slide 40
- Slide 41
- Slide 42
- Slide 43
- Slide 44
- Slide 45
- Slide 46
Wyszukiwarka
Podobne podstrony:
Nowe Ogólne wprowadzenie do Mszału Rzymskiego, Ksążki
Wskazania Episkopatu Polski po ogłoszeniu nowego wydania ogólnego wprowadzenia do Mszału Rzymskiego
Ogólne wprowadzenie do Mszału rzymskiego
OGÓLNE WPROWADZENIE DO MSZAŁU RZYMSKIEGO 2000, Religijne, Różne
Ogólne Wprowadzenie do LITURGII GODZIN
Nowe Ogólne wprowadzenie do Mszału Rzymskiego, Ksążki
Ogólne Wprowadzenie do Mszału Rzymskiego 2
Ogólne Wprowadzenie do Liturgii Godzin
Wskazania Episkopatu Polski po ogłoszeniu nowego 3 wydania Ogólnego Wprowarzenia do Mszału Rzymskieg
Wskazania Episkopatu Polski po ogłoszeniu nowego wydania Ogólnego wprowadzenia do Mszału Rzymskiego
OGÓLNE WPROWADZENIE DO MSZAŁU RZYMSKIEGO 2003
OGÓLNE WPROWADZENIE DO MSZAŁU RZYMSKIEGO RZYM 2002
OKOŃ W Wprowadzenie do dydaktyki ogólnej
Wprowadzenie do psychologii ogólnej- wykłady , Pedagogika
OKOŃ W Wprowadzenie do dydaktyki ogólnej
Elementy oceny stanu ogólnego jako wprowadzenie do badania
więcej podobnych podstron