23/05/21
Foundry Section - Poznan Univ
ersity of Technology
1
ODLEWNICTWO - 9
dr hab.Andrzej Modrzyński
Professor of Poznań Technical University
(Poland)
tel.: (+048) (0-61) 66-52- 422
fax: (+048) ( 0-61) 66-52- 217
e-mail:
modan@sol.put.poznan.pl
23/05/21
Foundry Section - Poznan Univ
ersity of Technology
2
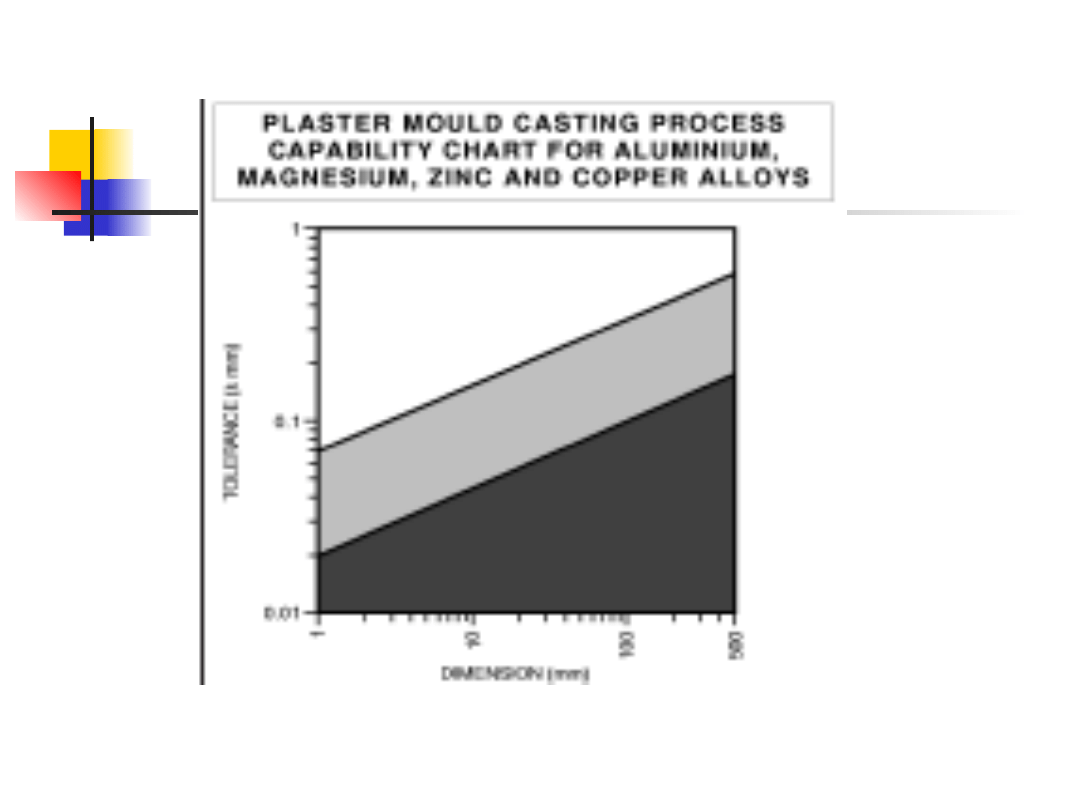
PLASTER MOULD CASTING
Odlewanie do form z gipsu
23/05/21
Foundry Section - Poznan Univ
ersity of Technology
3
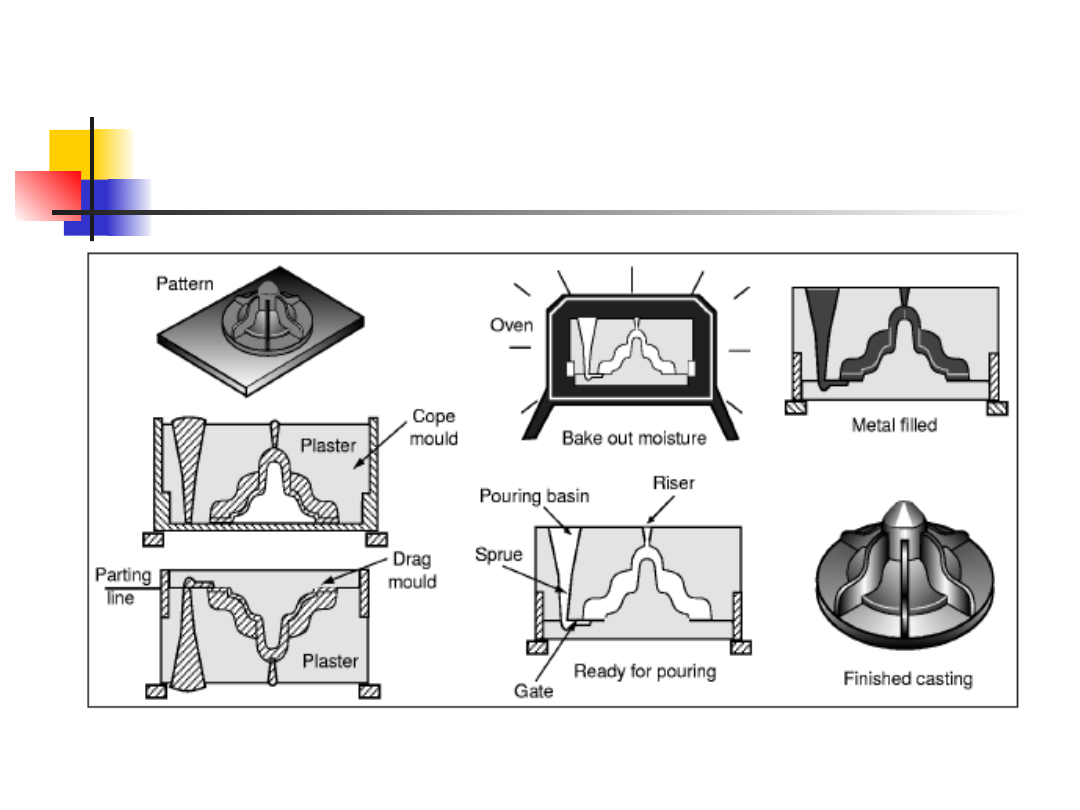
Zasada procesu
Dokładnie wykonany model (zwykle z
mosiądzu ) służy do sporządzenia dwóch
połówek formy wykonanych przez
wypełnienie skrzynki ciekłą masą z gipsu
Po procesie wiązania model jest oddzielany
od formy i następnie wypalany w celu
usunięcia wody chemicznie związanej,
Następnie forma jest wypełniana ciekłym
metalem, studzona i niszczona w celu
usunięcia odlewu
23/05/21
Foundry Section - Poznan Univ
ersity of Technology
4
SCHEMAT PROCESU
23/05/21
Foundry Section - Poznan Univ
ersity of Technology
5
Metale i stopy
Temperatura odlewania (1050-
1200
o
C)
Stopy Zn, Al, Mg i mosiądze
Sporadycznie stopy Pb i Sn
23/05/21
Foundry Section - Poznan Univ
ersity of Technology
6
Odmiany procesu
Modele mogą być wykonane z metalu, gipsu,
drewna i żywic termoutwardzalnych,
Modele drewniane mają ograniczony czas
eksploatacji wskutek absorpcji wody z ciekłej
mieszanki gipsowej,
Stosuje się mieszanki gipsowe wielu
gatunków, które umożliwiają kontrolę zmian
liniowych formy i kompensują zmiany
objętościowe zachodzące w procesie
wiązania formy.
23/05/21
Foundry Section - Poznan Univ
ersity of Technology
7
Skład masy
Dla stopów Al i Cu:
-
65% gips,
-
25% glinki kaolinitowej,
-
10% glinki ogniotrwałej
Na 8 cz.wag. składników suchych
stosujemy dodatek 10cz.wag. H
2
O
Czas wiązania – 12-24 godz.(250-400
o
C)
23/05/21
Foundry Section - Poznan Univ
ersity of Technology
8
Skład masy- stopy Al
gips
- 40%
Piasek kwarcowy -52,5%
talk techniczny
- 6,0%
szkło wodne - 0,5%
glinka - 0,5%
cement portlandzki.
- 0,5%
Na 100cz.wag. mieszanki – 50 cz. wag.
wody
Czas mieszania – 30-50s
23/05/21
Foundry Section - Poznan Univ
ersity of Technology
9
Aspekty ekonomiczne
Wydajność produkcji powyżej 10
szt. na godzinę
Czas przygotowania produkcji –
kilka dni
Stopień utylizacji materiałów –
wysoki,
Uzysk stosunkowo wysoki
23/05/21
Foundry Section - Poznan Univ
ersity of Technology
10
Aspekty ekonomiczne
Forma niszczona przed usunięciem
odlewu,
Łatwa zmiana asortymentu
produkcji,
Doskonała metoda do produkcji
jednostkowej i małoseryjnej,
Koszt oprzyrządowania niski do
średniego.
23/05/21
Foundry Section - Poznan Univ
ersity of Technology
11
Aspekty ekonomiczne
Koszt urządzeń - średni
Koszty robocizny – średnie do
wysokich,
Wymagane dobre kwalifikacje
odlewnicze personelu,
Koszty obróbki wykańczającej niskie,
Obróbka w miejscu przyłożenia
układu i na powierzchni podziału.
23/05/21
Foundry Section - Poznan Univ
ersity of Technology
12
Zastosowanie
Wykonywanie płyt modelowych,
Elementy omodelowania,
Kokile
Matryce do metody wytapianych
modeli,
odlewy dla przemysłu lotniczego,
Formy do wytwarzania wyrobów z
tworzyw sztucznych
23/05/21
Foundry Section - Poznan Univ
ersity of Technology
13
Cechy metody
Możliwość wytwarzania odlewów o
złożonym kształcie,
Możliwość budowy form z kilku
elementów,
Głębokie zagłębienia w odlewie nie
zalecane,
Ostre krawędzie dobrze
odzwierciedlane,
23/05/21
Foundry Section - Poznan Univ
ersity of Technology
14
Cechy metody
Bardzo ważny dobór powierzchni
podziału,
Otwory odzwierciedlane przez
rdzenie powyżej 13 mm,
Stosowane naddatki na obróbkę
mechaniczną do 0,8mm
23/05/21
Foundry Section - Poznan Univ
ersity of Technology
15
Cechy metody
Pochylenia odlewnicze zalecane
-0.5–2
o
, ale mogą być zerowe,
Minimalna grubość ścianki 0.8–1.8
mm, w zależności od rodzaju stopu
Masa odlewów 25 g–50 kg .
Odlewy nawet o masie do 100 kg
mogą być odlewane tą metodą.
23/05/21
Foundry Section - Poznan Univ
ersity of Technology
16
Jakość odlewów
Mała zdolność odtwarzania cienkich
ścianek,
Formy charakteryzują się niską
przepuszczalnością co może być
przyczyną wad odlewów,
Średnia lub wysoka porowatość
odlewów
Zadawalające właściwości mechaniczne
23/05/21
Foundry Section - Poznan Univ
ersity of Technology
17
Jakość odlewów
Dobra jakość powierzchni odlewów,
R
a
= 0.8–3.2 mm ,
Wysoka tolerancja wykonania
odlewów ( patrz rysunek poniżej ),
Naddatek o wartości 0.25mm
powinien być dodany dla wymiarów
przechodzących przez powierzchnię
podziału.
23/05/21
Foundry Section - Poznan Univ
ersity of Technology
18
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
Wyszukiwarka
Podobne podstrony:
MaturaSolutionsAdvanced Unit 10 short test 1 and 2
technical englisz unit 9 10 RA
Podręcznik, Unit 10, Unit 10
Unit 10
Unit 10 Metalurgia Magnezu
MaturaSolutionsAdv Unit 10 Progress test B
ANGIELSKI, Unit 10, Unit 7
Unit 10(1)
Unit 10(2)
Unit 10 Metalurgia cynku
ANGIELSKI, Unit9-10, Unit 9 - 10
UNIT 10, UNIT 10
unit 1 10
MaturaSolutionsAdvanced Unit 10 short test 1 and 2
UNIT 10
więcej podobnych podstron