WYTRZYMAŁOŚĆ MATERIAŁÓW
prowadzący
prof. dr hab. inż. Kazimierz WÓJS
Wykład 11
Opracował
Andrzej Sitka
ŚCINANIE CZYSTE I
ŚCINANIE CZYSTE I
TECHNICZNE
TECHNICZNE
Naprężenie ścinające
Naprężenie ścinające
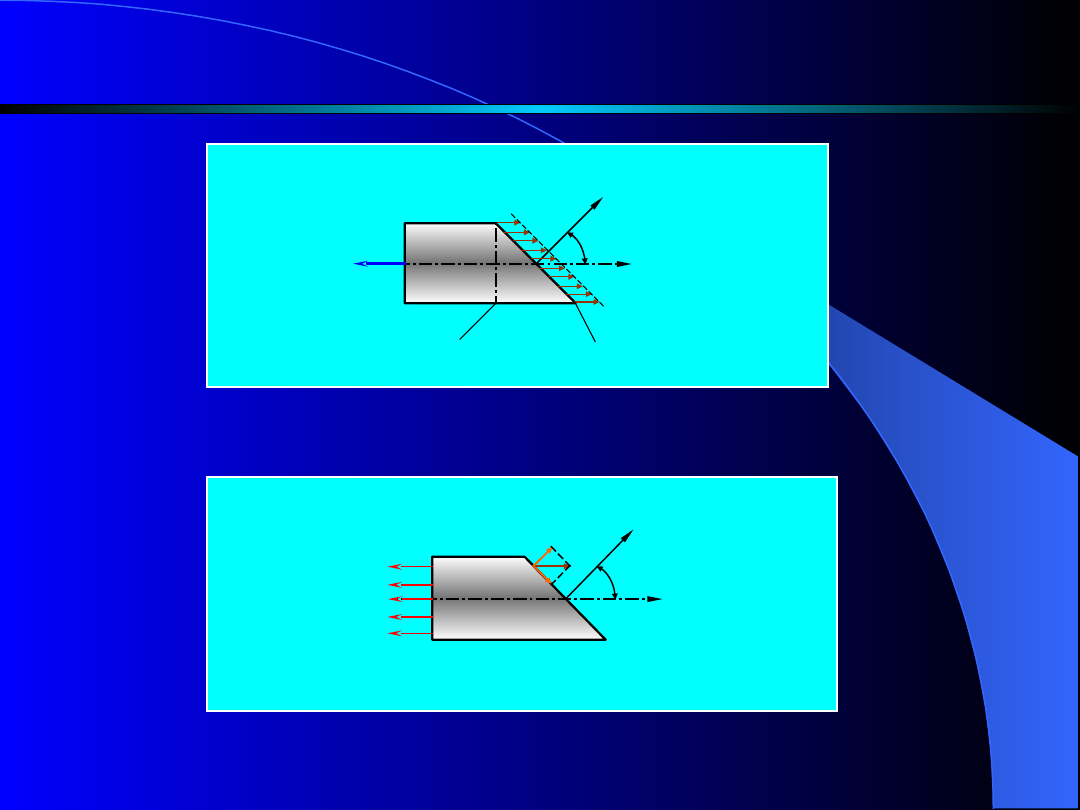
Z analizy naprężeń występujących w
różnych przekrojach pręta rozciąganego można
stwierdzić, że w przekroju nachylonym pod
kątem
oprócz naprężeń normalnych
występują także naprężenia styczne czyli
ścinające :
2
sin
2
1
(1)
p
n
x
kierunek
normalnej
zewnętrznej
P
a
)
A
przekrój
poprzeczny
przekrój ukośny
p
n
x
b
)
Rozkład naprężeń
Rozkład naprężeń
Rys.1. Rozkład naprężeń w pręcie rozciąganym
Rozkład naprężeń
Rozkład naprężeń
ścinających
ścinających
W każdym przekroju pręta rozciąganego występują
naprężenia
tnące,
z
wyjątkiem
przekrojów
poprzecznych (
= 0 i
=
).
W przypadku dwukierunkowego rozciągania w każdym
przekroju (oprócz przekrojów głównych) występują
naprężenia tnące, określone wzorem:
(2)
2
sin
2
1
2
1

Ścinanie czyste
Ścinanie czyste
Stan
naprężenia
w
takich
przekrojach, w których występują
tylko
naprężenia
styczne,
nazywamy czystym ścinaniem.
Ścinanie czyste
Ścinanie czyste
Stan czystego ścinania trudno jest
wytworzyć przez bezpośrednie obciążenie
ciała
samymi
naprężeniami
tnącymi,
natomiast
efekt
taki
można
uzyskać
wywołując np. rozciąganie i ściskanie takimi
samymi, co do wartości bezwzględnej
naprężeniami , działającymi w dwóch
wzajemnie prostopadłych kierunkach (rys.2)
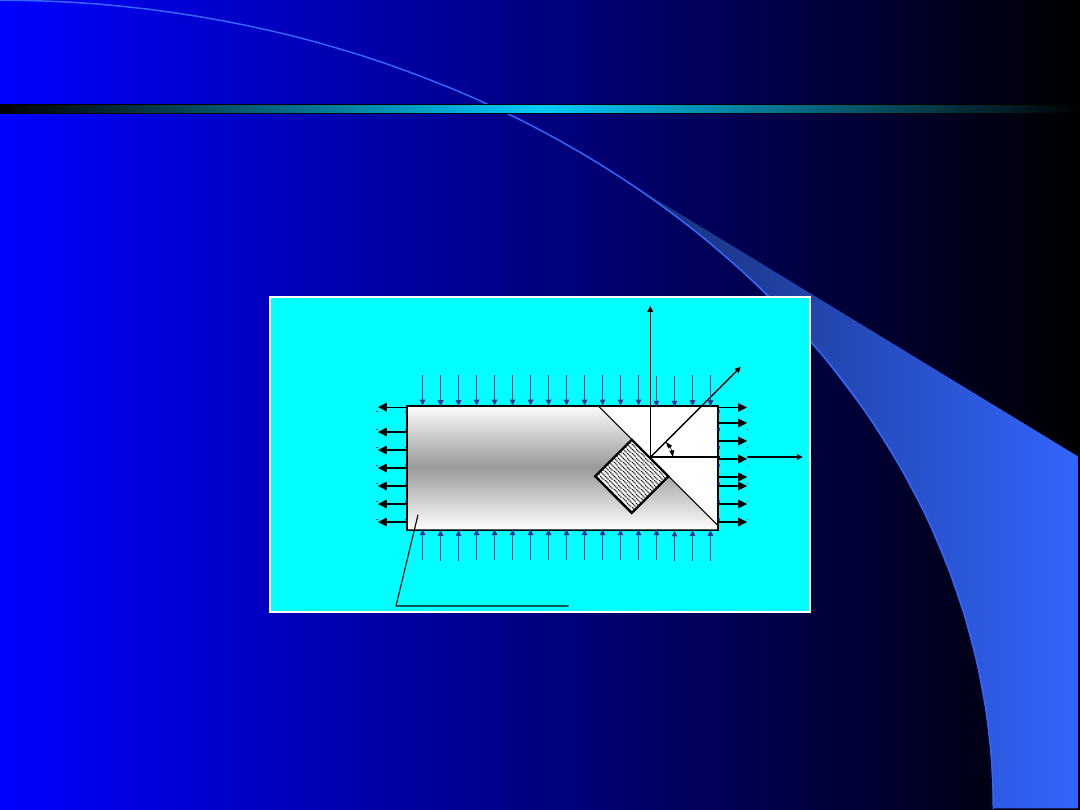
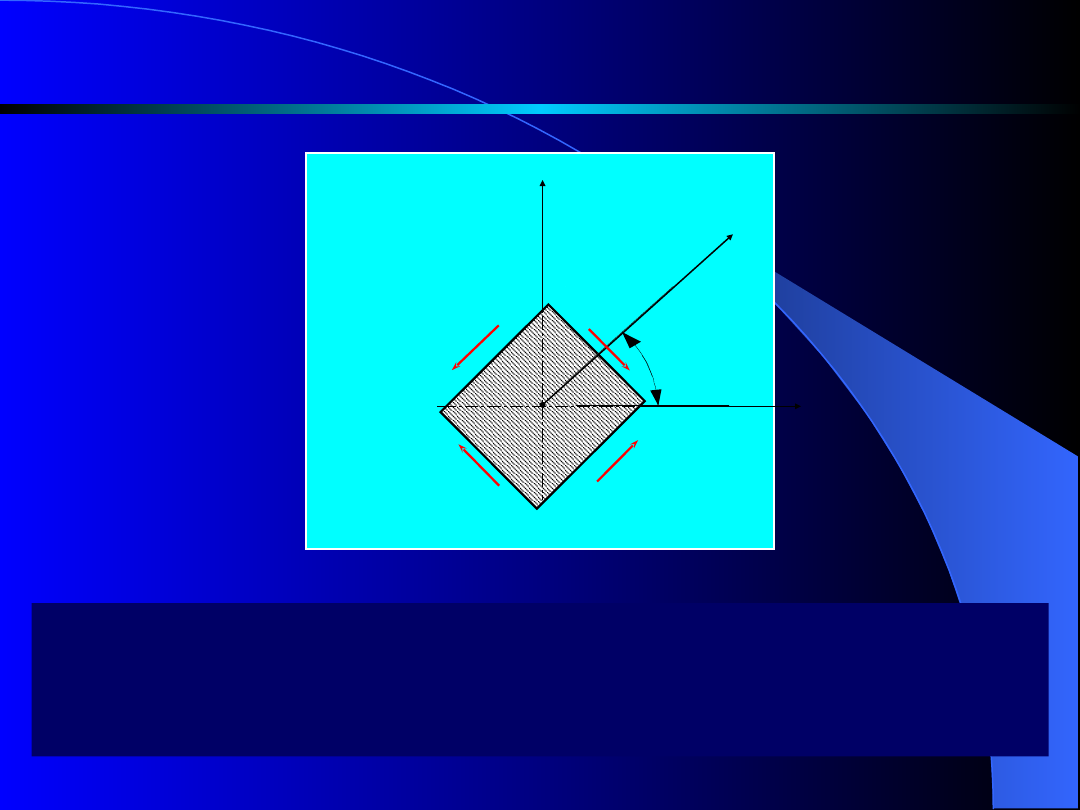
Ścinanie czyste
Ścinanie czyste
Z badanego ciała wydzielmy element ABCD
(rys.2) obrócony względem osi 1 i 2 o kąt
45.
D
C
A
B
1
=
2
1
n
1
=
2
=-
2
=-
Rys. 2. Obciążenie prostopadłościanu w
przypadku czystego ścinania
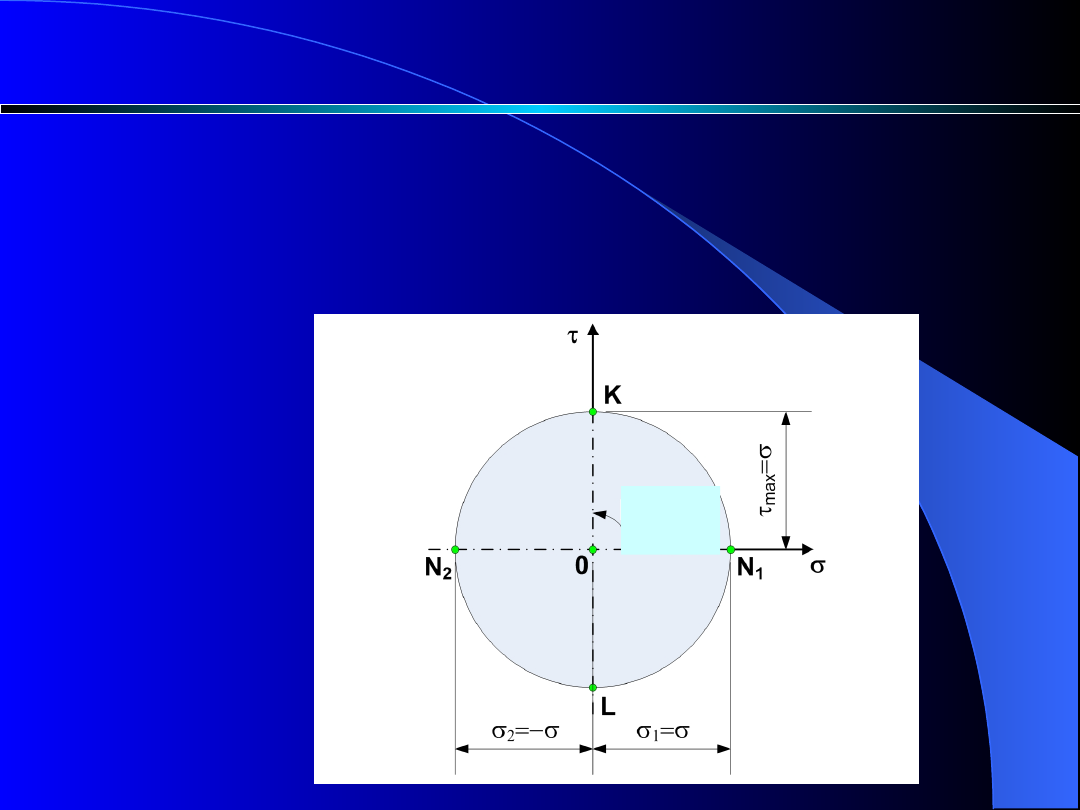
Ścinanie czyste
Ścinanie czyste
Koło Mohra dla takiego układu, tj. dla
1
= oraz
2
=-, przedstawia się jako okrąg o promieniu ,
zakreślony z początku 0 układu współrzędnych ,
(rys.3).
Rys. 3. Koło Mohra
2
2
Ścinanie czyste
Ścinanie czyste
Jeżeli rozpatrywany element przetniemy w myśli
przekrojem A-B (rys.2) określonym normalną nachyloną do osi
głównej
1
pod kątem = /4 to naprężenie normalne dla
1
=
oraz
2
=- będzie równe zeru:
0
2
2
2
2
4
sin
4
cos
2
2
2
2
2
1
4
(3
)
natomiast naprężenia styczne na podstawie wzoru (2)
wyniesie:
(4)
1
2
4
2
sin
2
1
2
1
4
Ścinanie czyste
Ścinanie czyste
Przekrojowi A-B nachylonemu do kierunku 1 pod kątem
=
/4 odpowiada na kole Mohra punkt K, którego
współrzędnymi są
= 0 oraz
=
(rys.3).
D
C
A
B
2
/4
1
n
Rys. 4
Prawo Hooke’a przy
Prawo Hooke’a przy
ś
ś
cinaniu
cinaniu
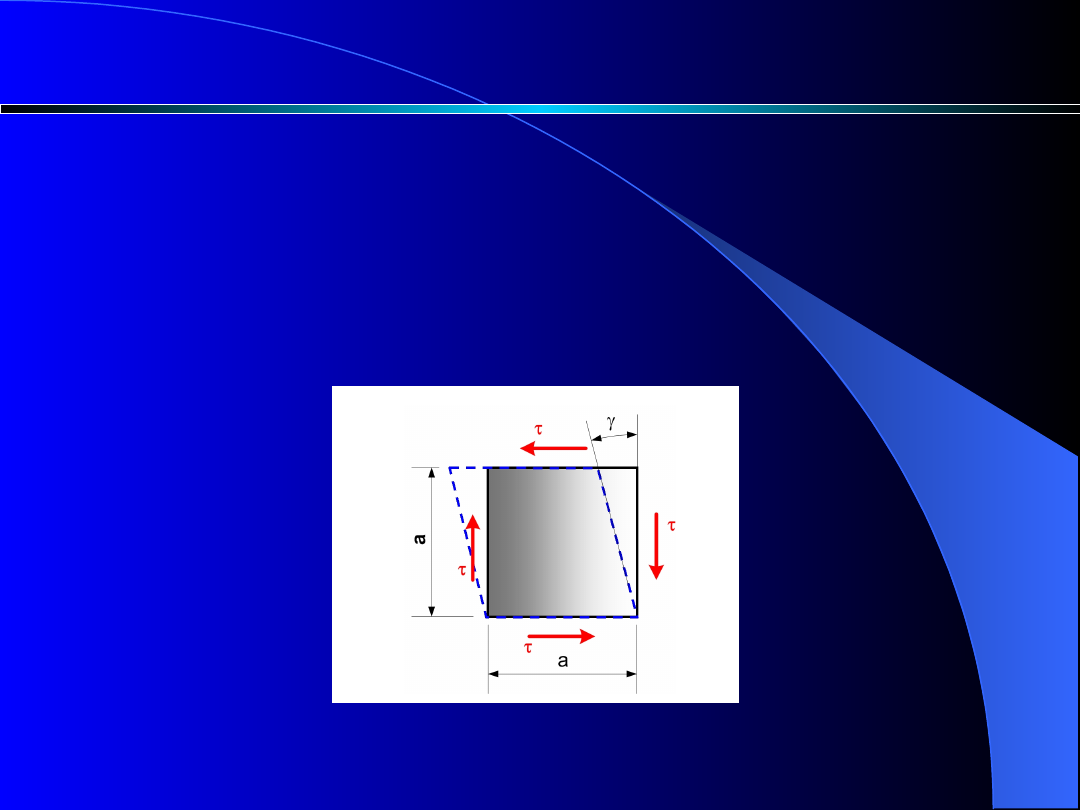
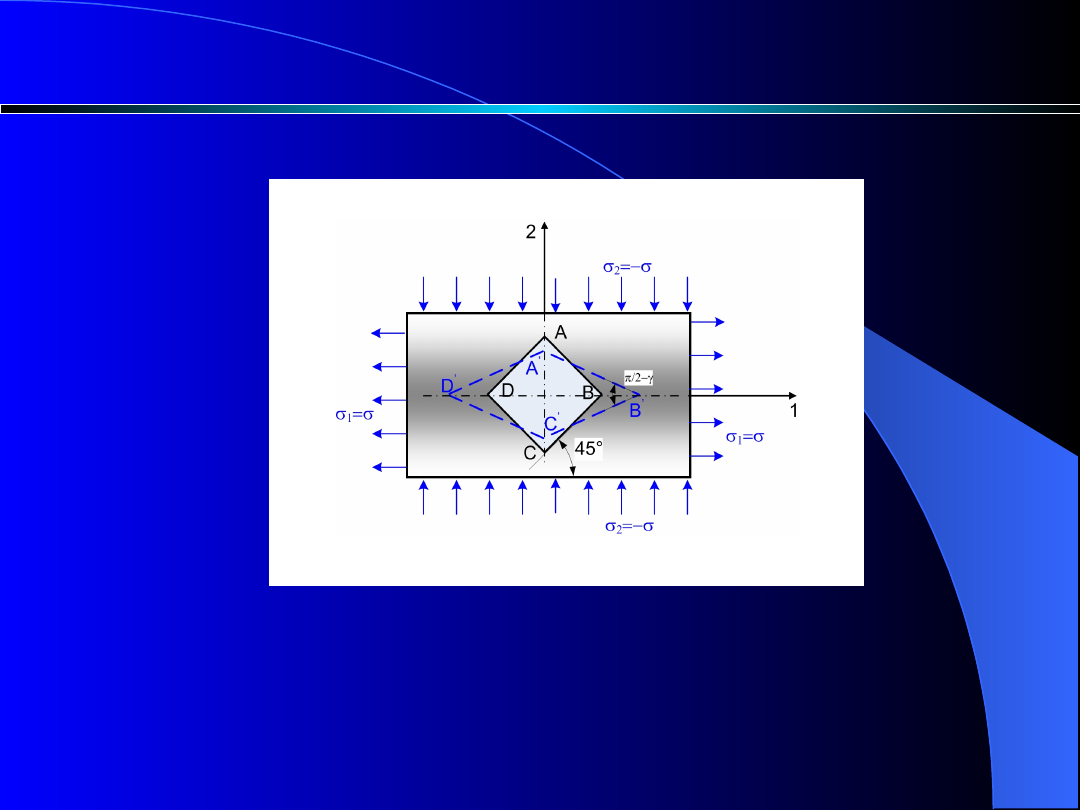
Prostopadłościan poddany czystemu ścinaniu (rys. 5) pod
wpływem działania naprężeń tnących
zmieni swój kształt z
prostokątnego na rombowy.
Ściany nadal pozostaną płaskie a kąty proste ulegną
odkształceniu o
.
Rys. 5. Zmiany kształtu prostopadłościanu pod wpływem naprężeń
stycznych
Prawo Hooke’a przy
Prawo Hooke’a przy
ś
ś
cinaniu
cinaniu
Dla każdego materiału podlegającego prawu
Hooke’a kąt jest wprost proporcjonalny do
naprężeń tnących :
G
(5)
Jest to
prawo Hooke’a przy
ścinaniu.
Prawo Hooke’a przy
Prawo Hooke’a przy
ś
ś
cinaniu
cinaniu
Żadna ze ścian lub krawędzi nie jest ani
rozciągana, ani ściskana to nie ma powodu
przypuszczać,
aby
miały
one
ulec
wydłużeniu lub skróceniu.
Objętość
prostopadłościanu
poddanemu
czystemu
ścinaniu
pozostaje
niezmieniona,
następuje
jedynie
zmiana
postaci
(prostopadłościan zmienił się w równoległościan,
a kwadrat w romb (rys.5)).
Prawo Hooke’a przy
Prawo Hooke’a przy
ś
ś
cinaniu
cinaniu
są to odkształcenia postaciowe
- kąt odkształcenia
postaciowego,
stała materiałowa G –
moduł
sprężystości
poprzecznej
(Kirchhoffa).
MATERIAŁ
G 10
- 5
MPa
Stal
0,81
Żeliwo
0,38
Miedź
0,45
Mosiądz
0,32
Brąz
0,37
Aluminium
0,27
Dural
0,27
Szkło
0,22
Drewno jodłowe
0,006
Guma
0,22
Moduł Kirchoffa
Moduł Kirchoffa
Zależność między modułem
Zależność między modułem
sprężystości
sprężystości
postaciowej G a modułem Younga E
postaciowej G a modułem Younga E
Rys. 6. Odkształcenia prostopadłościanu w stanie czystego
ścinania
Zależność między modułem
Zależność między modułem
sprężystości
sprężystości
postaciowej G a modułem Younga E
postaciowej G a modułem Younga E
Wzdłuż osi 1 działa naprężenie rozciągające
1
=
, a
wzdłuż osi 2 naprężenie ściskające
2
=-
, które co do
wartości bezwzględnej są sobie równe. Odkształcenia
względne mają postać:
w kierunku
1
1
2
1
1
E
E
E
E
E
(7)
w
kierunku
2:
(8)
1
1
2
2
E
E
E
E
E
Zależność między modułem
Zależność między modułem
sprężystości
sprężystości
postaciowej G a modułem Younga E
postaciowej G a modułem Younga E
Wydłużenia względne mają te same wartości bezwzględne,
więc:
1
2
1
E
(9)
gdzie
-
współczynnik Poissona
(proporcjonalności); stała
równa stosunkowi względnego zwężenia poprzecznego pręta
rozciąganego do jego wydłużenia względnego w kierunku
rozciągania
5,
0
0

Współczynnik Poissona
Stal – 0,3
Żeliwo – 0,3
Miedź – 0,3
Aluminium 0,37
Szkło – 0,25
Guma – 0,49
Drewno – 0,045 – 0.065
Wartości współczynnika Poissona dla różnych
materiałów
Zależność między modułem
Zależność między modułem
sprężystości
sprężystości
postaciowej G a modułem Younga E
postaciowej G a modułem Younga E
Zależność między modułem Younga E a modułem
Kirchhoffa G
1
2
E
G
Ś
Ś
cinanie techniczne
cinanie techniczne
W praktyce realizacja czystego ścinania jest
niemożliwa (między siłami tnącymi występuje
zawsze jakaś skończona odległość – zakłócenie
momentem gnącym).
Podczas ścinania technicznego obok naprężeń
stycznych
występują również naprężenia
normalne
, jednak naprężenia tnące są znacznie
większe od naprężeń normalnych.
Ś
Ś
cinanie techniczne
cinanie techniczne
W
przypadkach
takich
należy
sprawdzić
kryterium,
czy
naprężenia
tnące
nie
przekraczają wartości naprężeń dopuszczalnych
na ścinanie
dop.
(22)
gdzie:
dop
– naprężenia dopuszczalne na ścinanie,
T – siła tnąca,
A – przekrój poddany ścinaniu.
dop
A
T
Ś
Ś
cinanie techniczne
cinanie techniczne
Przypadki ścinania technicznego:
nitów i sworzni,
spoin,
klinów.
Poł
Poł
ą
ą
czenia nitowe
czenia nitowe
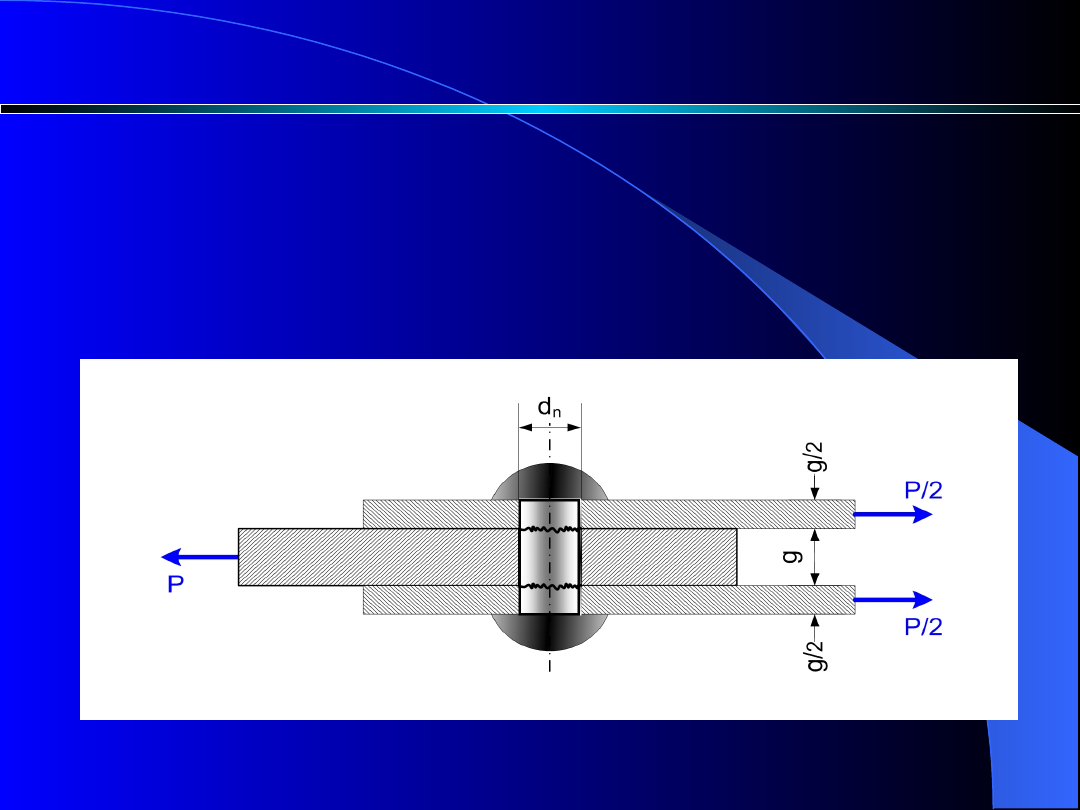
Nity i sworznie są narażone na ścinanie w
płaszczyznach styku blach łączonych, które
wywierają
też
nacisk
na
półwalcową
powierzchnię nita lub sworznia.
Rys. 8. Połączenie nitowe
Połączenia nitowe
Połączenia nitowe
Całkowity przekrój poprzeczny nitów poddanych
ścinaniu wynosi:
(23)
m
n
d
A
n
4
2
gdzie:
n – liczba nitów,
m – liczba przekrojów ścinanych w nicie,
d
n
– średnica nita.
Po podstawieniu wzoru (23) do warunku
wytrzymałości
na
ścinanie
(22)
i
uwzględnieniu, że T=P otrzymamy:
(24)
dop
n
m
n
d
P
2
4
Poł
Poł
ą
ą
czenia nitowe
czenia nitowe
Połączenia nitowe oblicza się także ze względu
na docisk powierzchniowy
d
:
(25)
dop
d
n
d
d
g
P
A
P
gdzie:
g – grubość blachy naciskającej na nit,
d dop
– naprężenie dopuszczalne na docisk.
Poł
Poł
ą
ą
czenia nitowe
czenia nitowe
Podobnie oblicza się naprężenia tnące oraz
naprężenia na docisk w sworzniach.
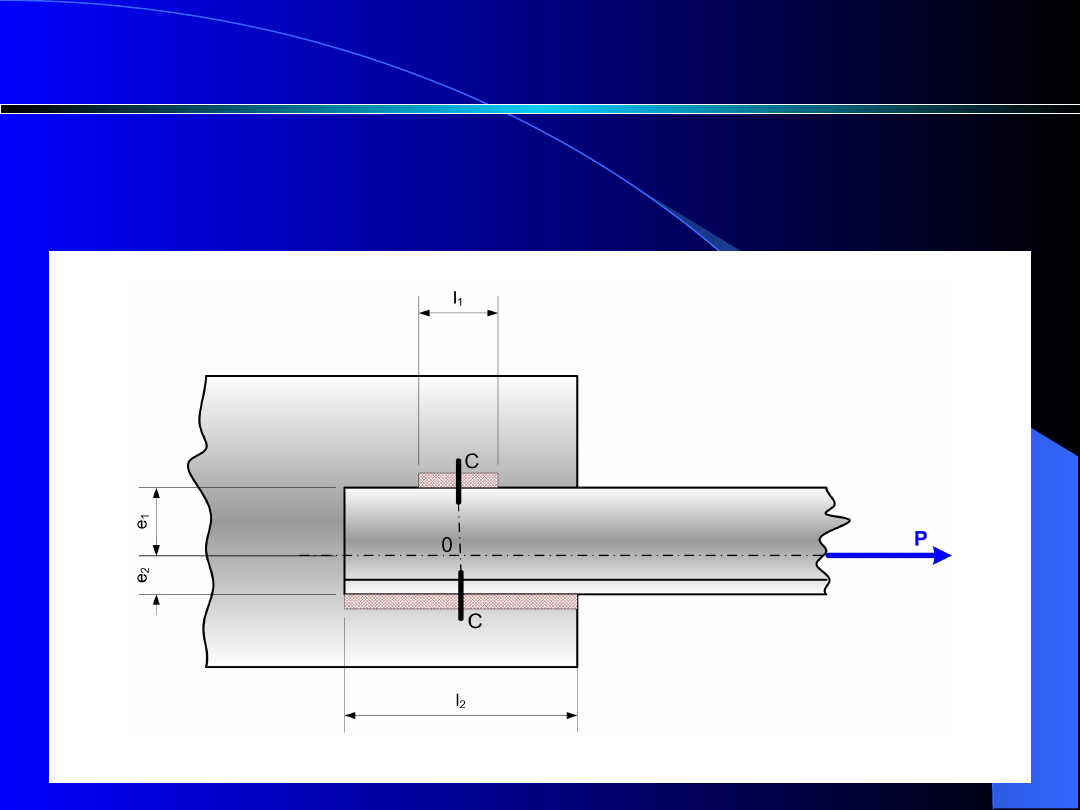
Kątownik przyspawano z dwóch stron spoinami o
długościach l
1
i l
2 .
Obliczyć połączenie dla
obciążenia P.
Obliczenia spoin
Obliczenia spoin
Rys. 9
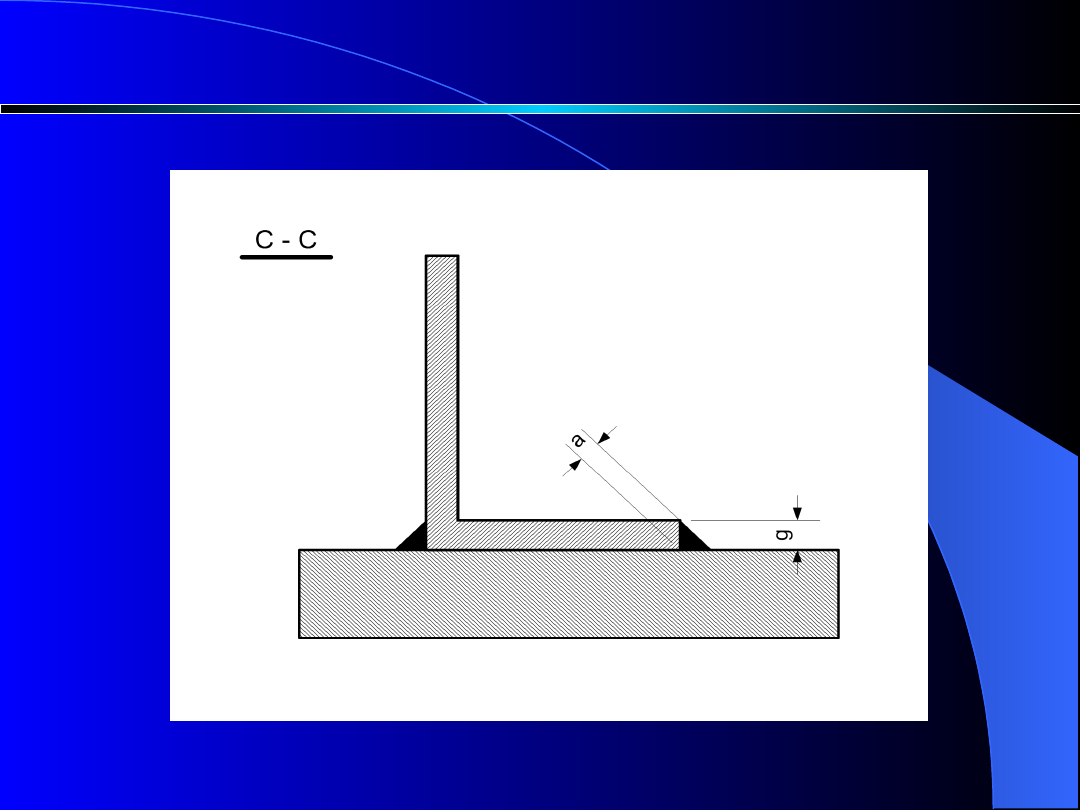
Obliczenia spoin
Obliczenia spoin
Rys. 10. Przekrój poprzeczny C-C połączenia spawanego
Największe naprężenia ścinające wystąpią w
przekroju spoiny o szerokości „a”.
Pole niebezpiecznego przekroju spoiny wynosi:
Obliczenia spoin
Obliczenia spoin
(26)
g
l
l
a
l
l
A
2
2
)
(
2
1
2
1
Różne długości spoin po obydwu stronach
kątownika wynikają z położenia siły P (rys. 9).
Siły tnące w obu spoinach wynoszą:
Obliczenia spoin
Obliczenia spoin
(27)
dop
l
a
T
1
1
dop
l
a
T
2
2
(28)
Obliczenia spoin
Obliczenia spoin
(29)
(30)
0
2
2
1
1
2
2
1
1
0
e
l
a
e
l
a
e
T
e
T
M
dop
dop
Po podzieleniu równania (29) przez a
dop
otrzymamy:
1
2
2
1
e
e
l
l
Odpowiednie długości spoin po obydwu stronach
kątownika wyznacza się z warunku równowagi
momentów sił tnących.
Względem biegu O równanie ma postać:
Warunek wytrzymałości spoiny na ścianie
otrzymamy podstawiając wzór (26) do warunku
(22) i uwzględniając, że T
1
+T
2
=P:
Obliczenia spoin
Obliczenia spoin
(31)
dop
a
l
l
P
2
1
2
2
g
a
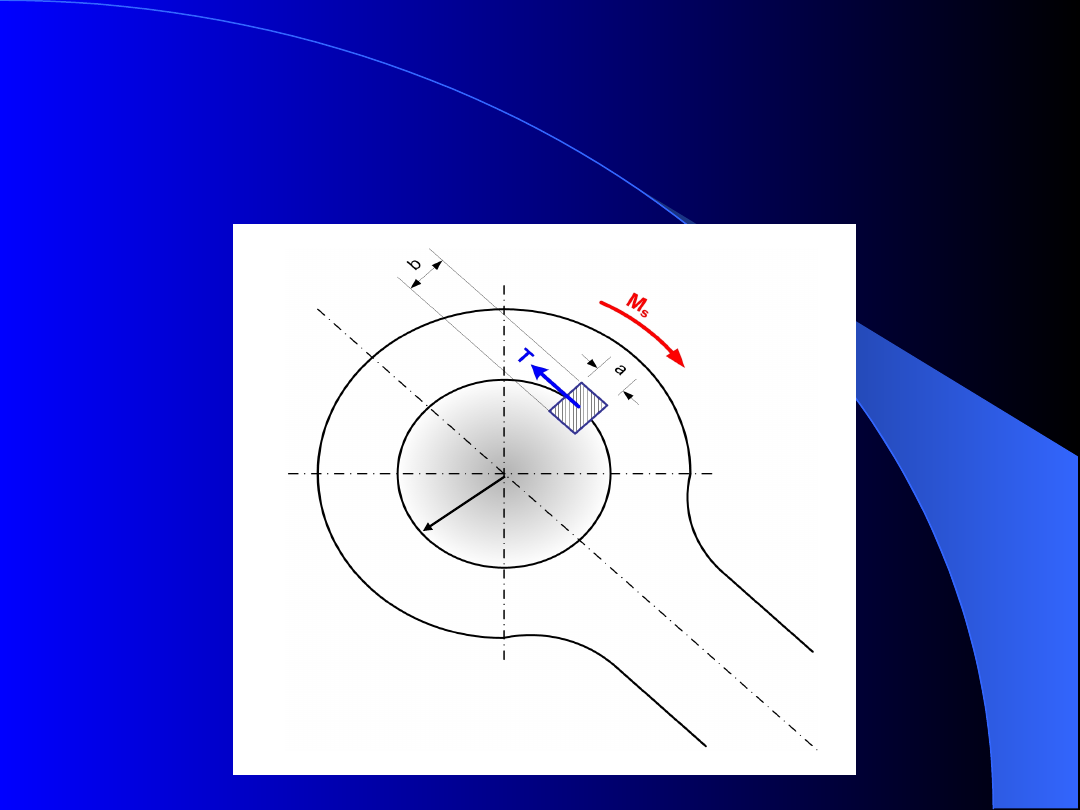
Obliczenia klina o długości
l
, wysokości
b
i
szerokości
a
w połączeniu korby z wałem
(rys.11).
Obliczenia klinów
Obliczenia klinów
Rys. 11. Połączenie
klinowe
r
Klin, który umożliwia obrót wału wskutek
przyłożenia do korby momentu M
s
, jest ścinany
w przekroju A:
Obliczenia klinów
Obliczenia klinów
l
a
A
(32)
Wartość siły tnącej w klinie otrzymamy z równania
równowagi momentów względem środka skręcenia 0:
0
0
r
T
M
M
s
(33)
więc
Obliczenia klinów
Obliczenia klinów
(34)
Warunek
wytrzymałości
klina
otrzymamy
podstawiając (32) i (34) do równania (22):
(35)
r
M
T
s
dop
s
l
a
r
M
A
T
Docisk powierzchniowy na styku klina z korbą
i wałkiem obliczymy w przybliżeniu z
zależności:
Obliczenia klinów
Obliczenia klinów
(36)
jeżeli płaszczyzna ścinania leży w połowie jego
wysokości b.
dop
d
d
l
b
T
2
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
- Slide 28
- Slide 29
- Slide 30
- Slide 31
- Slide 32
- Slide 33
- Slide 34
- Slide 35
- Slide 36
- Slide 37
Wyszukiwarka
Podobne podstrony:
04 Scinanie techniczneid 5186 Nieznany
09 Ścinanie techniczne
09 Z Ścinanie techniczne
Lista zadan scinanie techniczne i skręcanie
Druzga, wytrzymałość materiałów Ć, Ścinanie techniczne
09 Z Ścinanie techniczne
04 Scinanie techniczneid 5186 Nieznany
09 Ścinanie techniczne
09 Z Ścinanie techniczne
04 Scinanie techniczne
09 Z Ścinanie techniczne
Czyste ścinanie
NOTAKI Z TECHNIKI CYFROWEJ
techniki inchalacyjne
Mechanika techniczna(12)
więcej podobnych podstron