
Tarcie i zuŇľycie spowodowane tarciem
ÔĀĪ
Tarcie jest zjawiskiem najpowszechniejszym w przyrodzie, a
w technice moŇľe powodowańá zar√≥wno skutki negatywne jak i
pozytywne
Negatywne
‚Äď opory Ňõlizgania lub toczenia w ŇāoŇľyskach,
prowadnicach, przekŇāadniach zńôbatych. Ocenia sińô Ňľe
30-50% zuŇľywanej energii jest tracone z powodu opor√≥w
tarcia.
Pozytywne
‚Äď w sprzńôgŇāach ciernych, hamulcach,
oponach, podeszwach butów
Tarcie i jego rodzaje
ÔĀĪ
Nauka i wiedza o procesach zachodzńÖcych w ruchomym
styku ciaŇā staŇāych nazywa sińô
tribologińÖ,
a parametry
opisujńÖce tarcie i zuŇľycie nazywane sńÖ
wŇāaŇõciwoŇõciami
tribologicznymi
.

Tarcie
ÔĀĪ
Do okreŇõlenia dynamicznych i energetycznych skutk√≥w
tarcia sŇāuŇľńÖ nastńôpujńÖce miary:
SiŇāa tarcia F
t
Wsp√≥Ňāczynnik tarcia ÔĀ≠ (f)
Moment tarcia -
M
t
Temperatura tarcia - T
t
CiepŇāo tarcia -
q
t
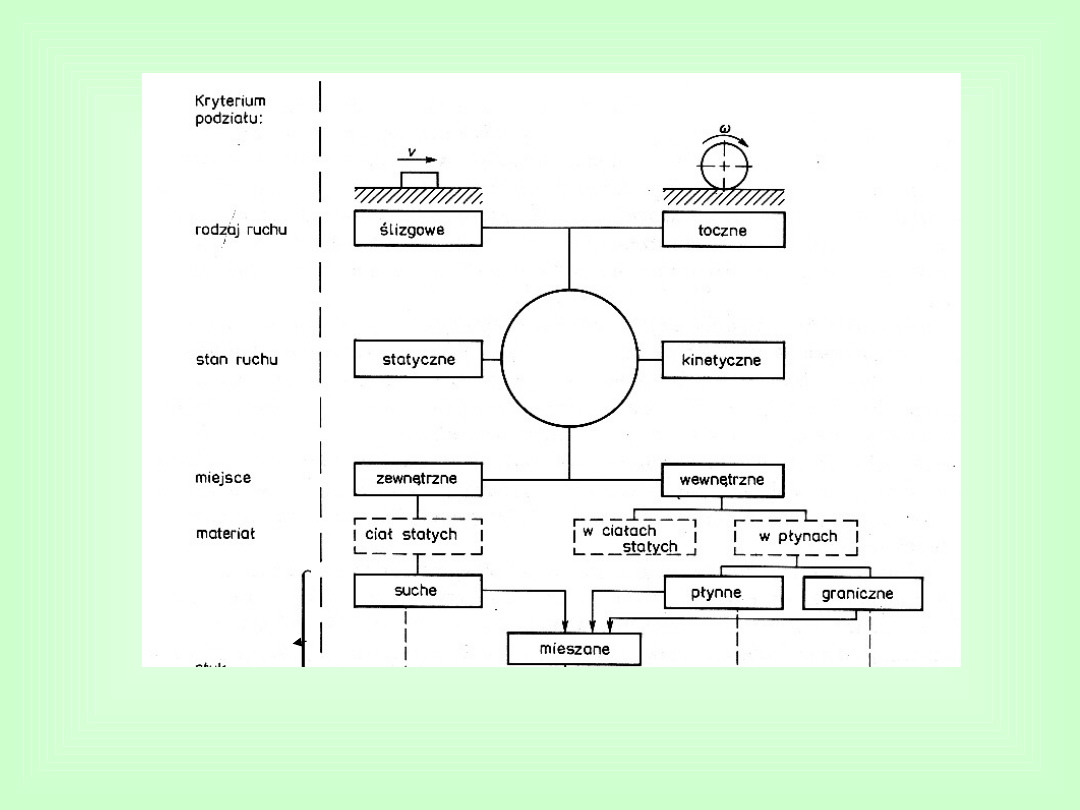
Rodzaje tarcia
rodzaj styku
Tarcie
(toczne z poŇõlizgiem)
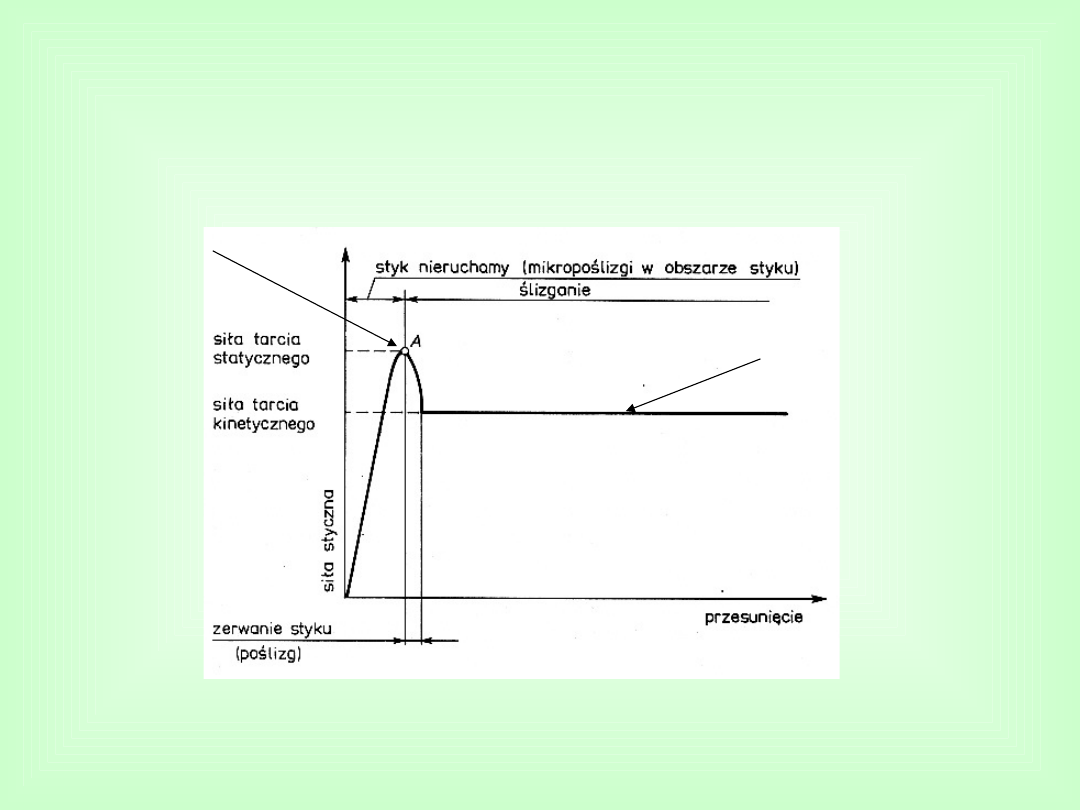
Tarcie statyczne i kinetyczne
Schemat przejŇõcia ze spoczynku do ruchu wzglńôdnego
dw√≥ch ciaŇā ‚Äď tarcie statyczne i kinetyczne
Schemat przejŇõcia ze spoczynku do ruchu wzglńôdnego dw√≥ch ciaŇā
ÔĀ≠
0
=
F
t0
/F
n
ÔĀ≠ = F
t
/F
n
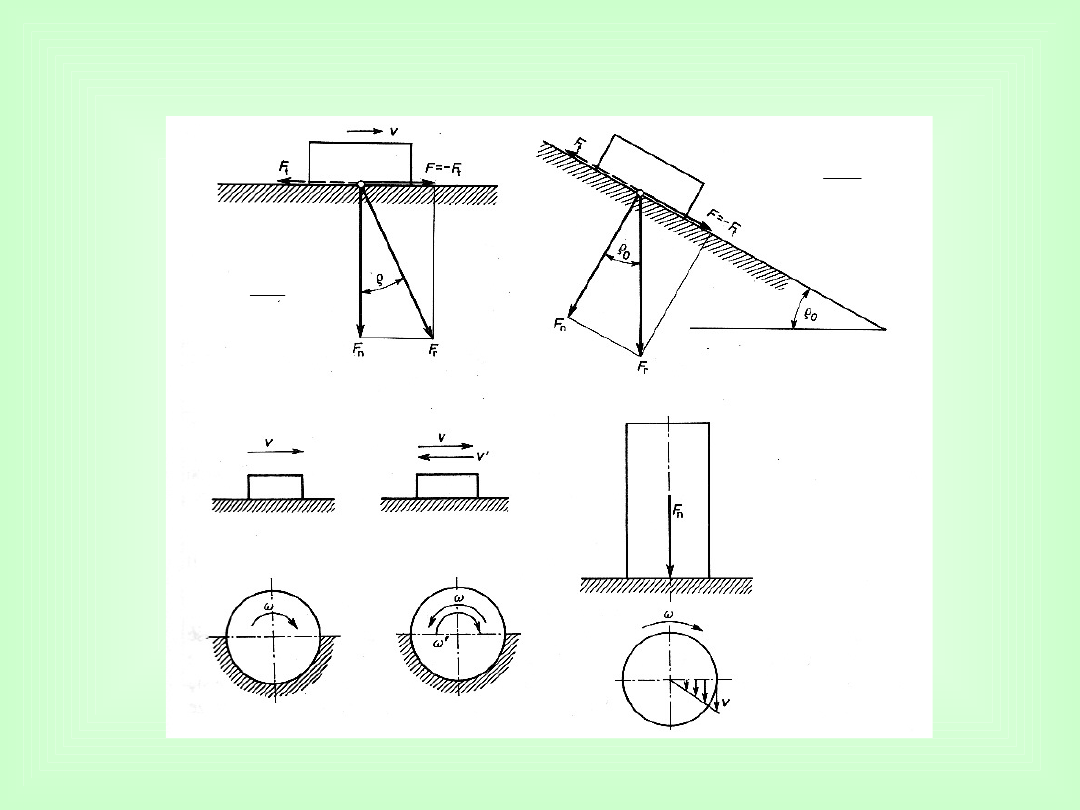
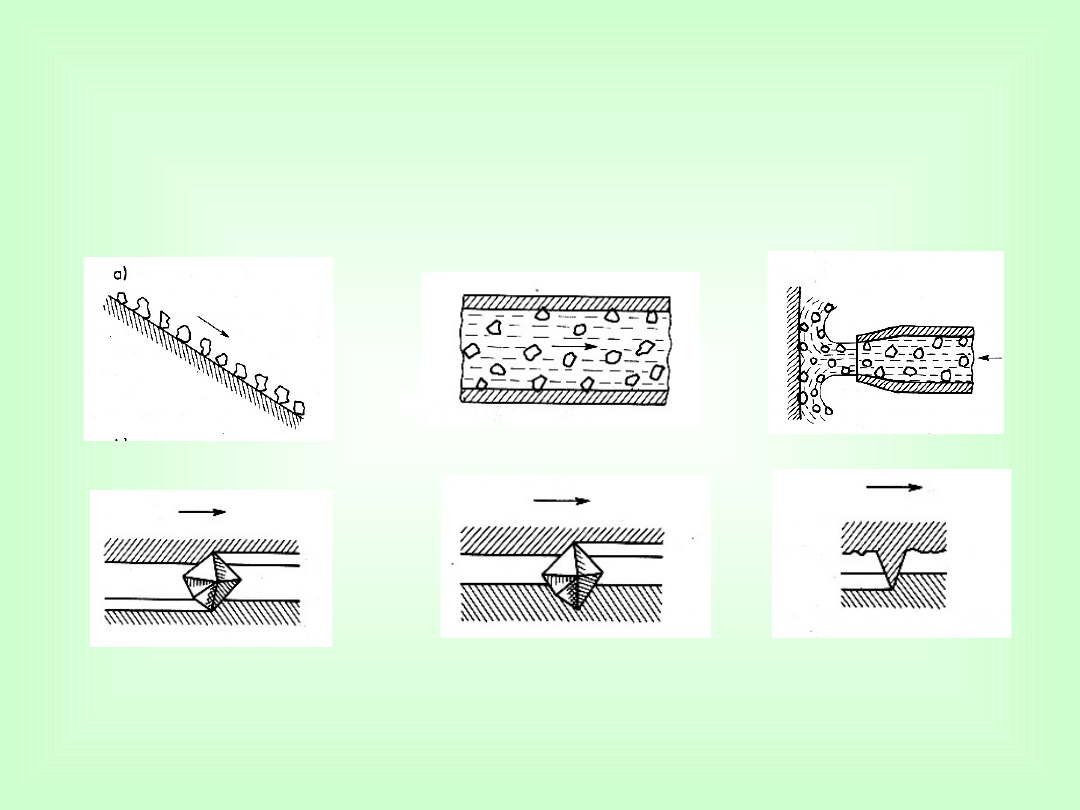
Schematy tarcia Ňõlizgowego
Model tarcia po r√≥wni pochyŇāej
Model tarcia po pŇāaszczyŇļnie
Ruch posuwisty Ruch posuwisto-zwrotny
Ruch obrotowy
Ruch wahadŇāowy
Ruch wiertny
ÔĀ≠
ÔĀ≤
ÔÄĹ
ÔÄĹ
n
t
F
F
tg
ÔĀ≠
ÔĀ≤
ÔÄĹ
ÔÄĹ
n
t
F
F
tg
0
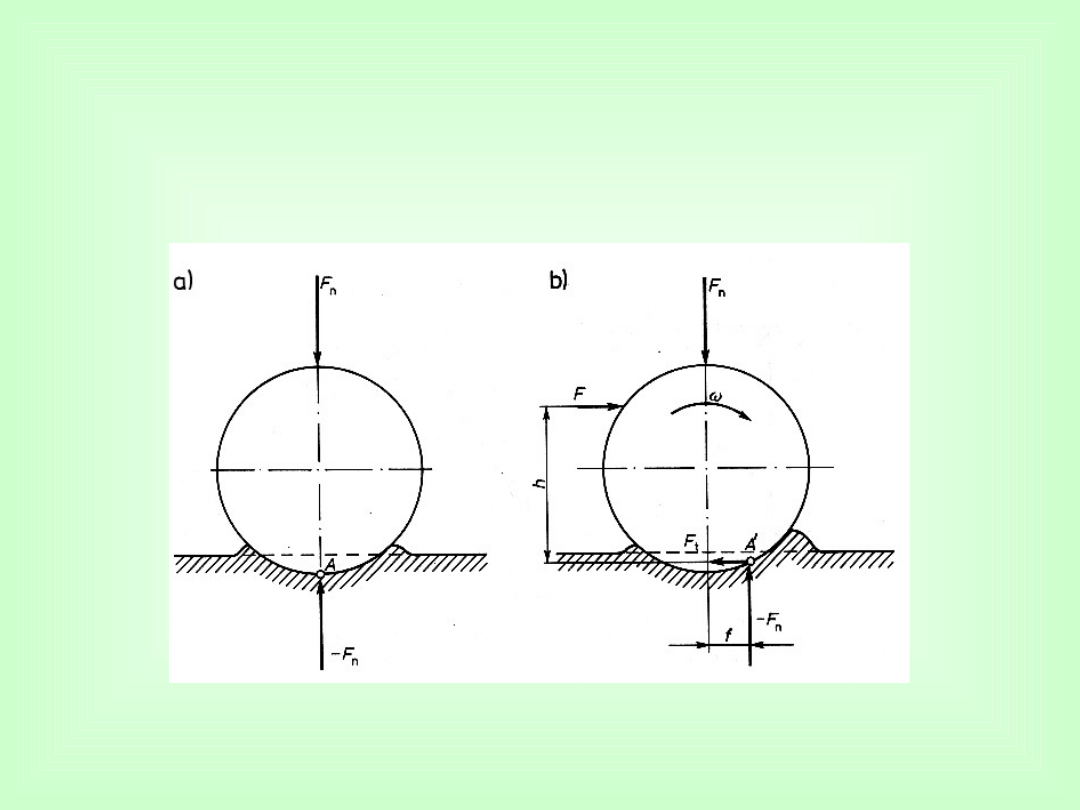
Schemat tarcia tocznego
Wsp√≥Ňāczynnik tarcia tocznego
ÔĀ≠
t
= F
t
/F
n
=
f/h
Styk sztywnej kulki z
odksztaŇāconym
sprńôŇľyŇõcie podŇāoŇľem
Model tarcia tocznegona przykŇāadzie
sztywnej kulki toczńÖcej sińô po
odksztaŇāconym sprńôŇľyŇõcie podŇāoŇľu

ÔĀĪ
Tarcie
zewnńôtrzne
wystńôpuje
wtedy,
gdy
przemieszczajńÖ sińô poŇāńÖczone ze sobńÖ siŇāami przycińÖgania
czńÖsteczki tworzńÖce powierzchnińô ciaŇā staŇāych
ÔĀĪ
Tarcie
wewnńôtrzne
wystńôpuje
wtedy,
gdy
przemieszczajńÖ sińô czńÖsteczki cieczy oddzielajńÖcej
powierzchnińô ciaŇā staŇāych (np. przy tarciu pŇāynnym) lub
czńÖsteczki w obrńôbie jednego ciaŇāa staŇāego
Rodzaje tarcia z uwagi na miejsce w którym
zachodzi
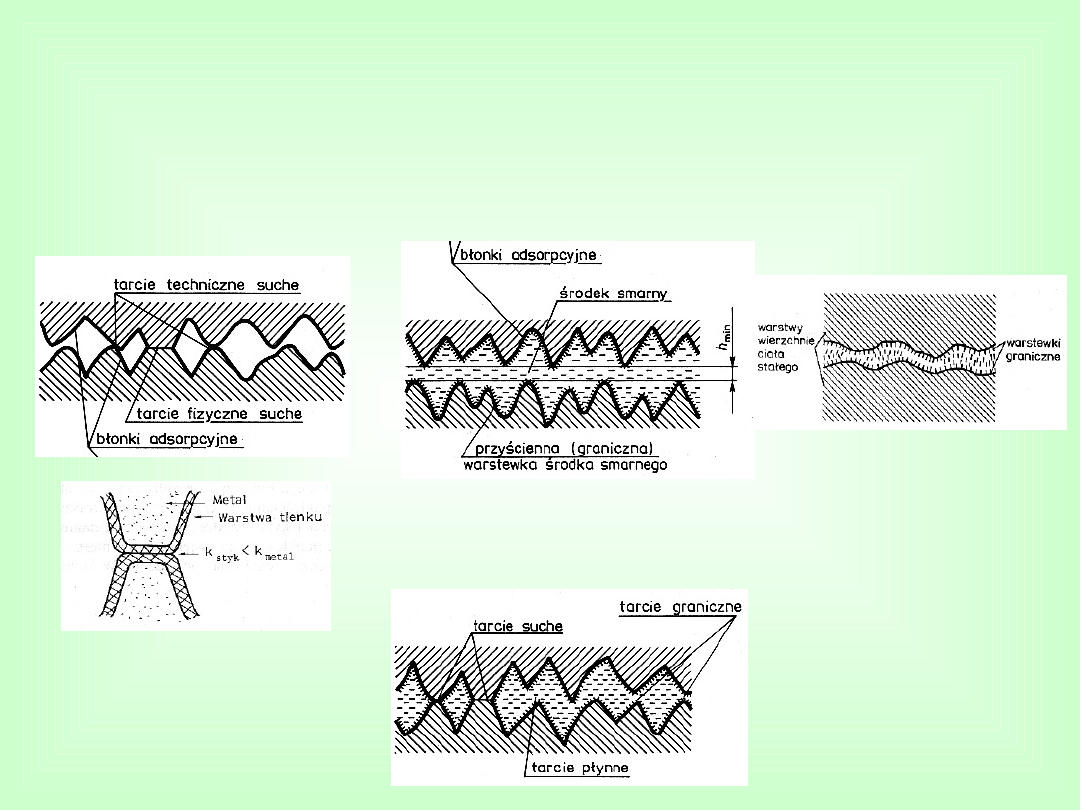
Schematy rodzaj√≥w tarcia ze wzglńôdu na
styk powierzchni
Tarcie suche
Tarcie pŇāynne
Tarcie mieszane
Tarcie graniczne
Teorie tarcia suchego
ÔĀĪ
Teorie tarcia suchego: mechaniczne, molekularne,
molekularno-mechaniczne, energetyczne
ÔĀĪ
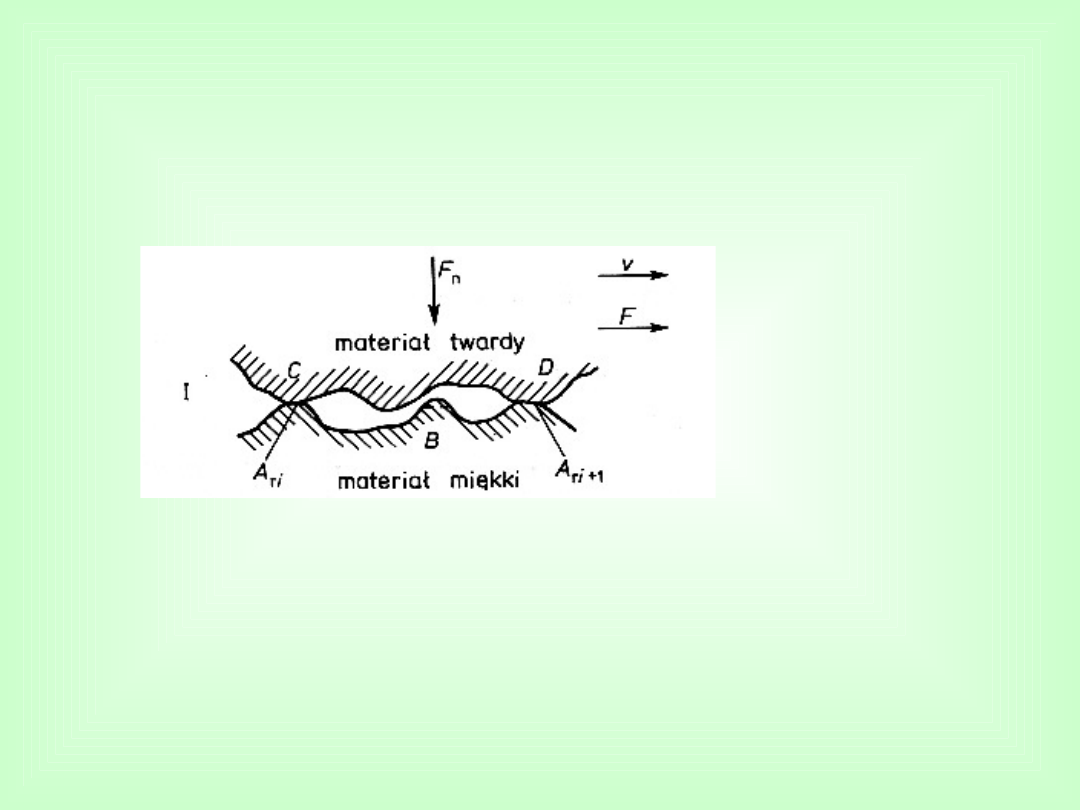
Teoria Bowdena-Tabora (mechaniczna) oparta jest na
modelu Ňõcinania poŇāńÖczeŇĄ tarciowych. GŇā√≥wne zaŇāoŇľenia:
ÔĀĪ
Silna adhezja i tworzenie poŇāńÖczeŇĄ tarciowych
mikronier√≥wnoŇõci powierzchni (mostki tarcia)
ÔĀĪ
SiŇāa potrzebna do Ňõcińôcia mostk√≥w stanowi siŇāńô tarcia
ÔĀĪ
Pole rzeczywistej powierzchni styku A
r
zaleŇľy tylko
od siŇāy nacisku F
n
i granicy plastycznoŇõci R
e
warstwy
wierzchniej materiaŇāu bardziej mińôkkiego
Schemat styku metali
dla teorii Bowdena-
Tabora
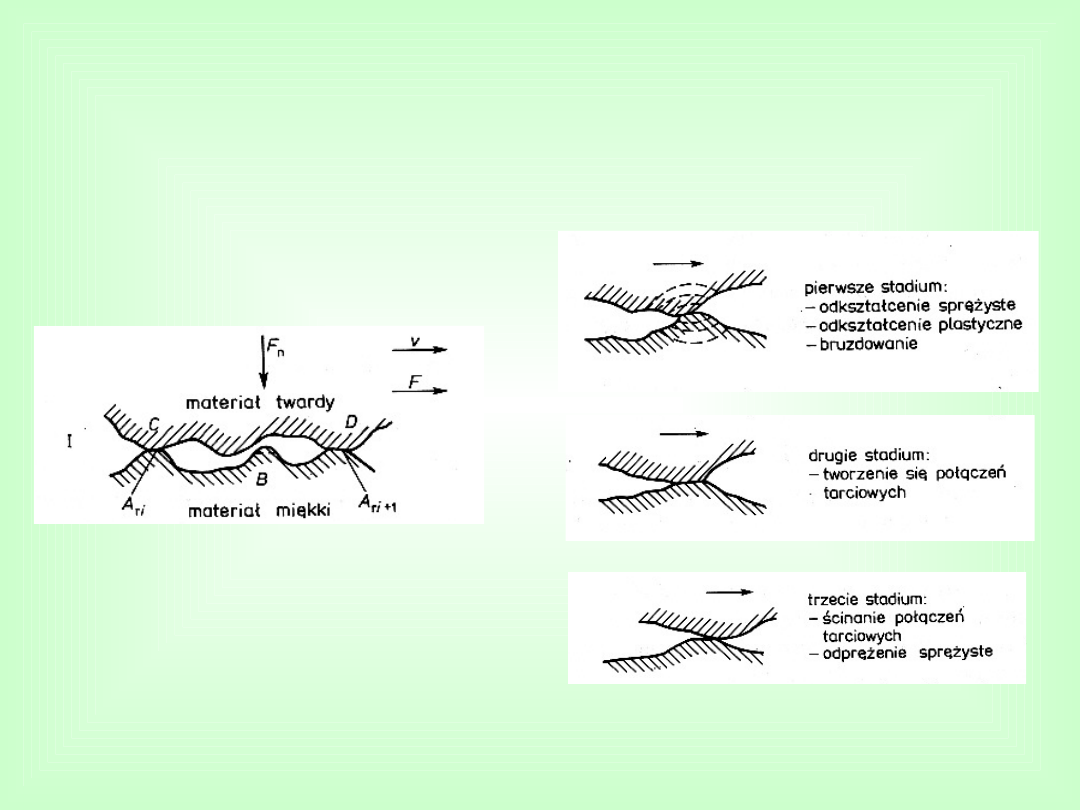
Tarcie Ňõlizgowe suche
Schemat styku metali
Stadia tworzenia i Ňõcinania
poŇāńÖczeŇĄ tarciowych
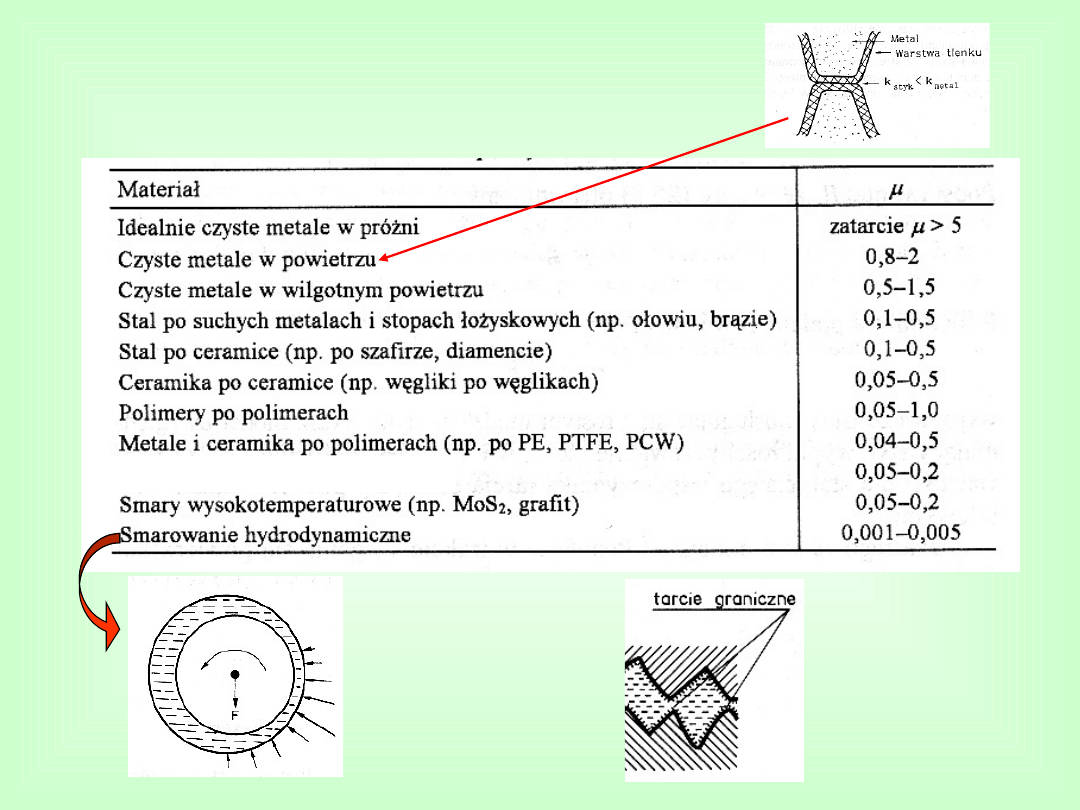
Wsp√≥Ňāczynniki tarcia
Smarowanie graniczne metali

ZuŇľycie spowodowane tarciem (zuŇľycie
tribologiczne)
ÔĀĪ
ZuŇľycie tribologiczne jest rodzajem zuŇľycia spowodowanego
procesami tarcia, w kt√≥rym nastńôpuje zmiana masy oraz
struktury i fizycznych wŇāaŇõciwoŇõci warstw wierzchnich obszaru
styku
ÔĀĪ
Podstawowymi przyczynami zuŇľycia sńÖ:
ÔĀĪ
OdksztaŇācenie sprńôŇľyste i plastyczne wierzchoŇāk√≥w
nier√≥wnoŇõci i ich silna deformacja prowadzńÖca do
umocnienia
ÔĀĪ
Powstawanie na powierzchni tarcia warstewek
tlenk√≥w, zapobiegajńÖcych wprawdzie zacieraniu, ale z
reguŇāy kruchych i ŇāuszczńÖcych sińô
ÔĀĪ
Wbudowywanie
sińô
fragmentów
warstwy
wierzchniej jednego materiaŇāu trńÖcego w powierzchnińô
drugiego
ÔĀĪ
Adhezyjne poŇāńÖczenia stykajńÖcych sińô wzajemnie
elementów
powierzchni,
prowadzńÖce
do
przyspieszajńÖcego zuŇľycie przenoszenia materiaŇāu z
jednej warstwy wierzchniej na drugńÖ
ÔĀĪ
Gromadzenie wodoru w warstwie wierzchniej czńôŇõci
stalowych i Ňľeliwnych, co ‚Äď w zaleŇľnoŇõci od warunk√≥w
pracy ‚Äď moŇľe przyspieszyńá zuŇľycie nawet ponad 10-
krotnie

ÔĀĪ
Procesy zuŇľycia tribologicznego moŇľna podzielińá mińôdzy
innymi na:
ZuŇľycie Ňõcierne
ZuŇľycie adhezyjne
ZuŇľycie zmńôczeniowe
ZuŇľycie z udziaŇāem utleniania
ZuŇľycie wodorowe
ZuŇľycie tribologiczne
ZuŇľycie Ňõcierne
ÔĀĪ
ZuŇľycie Ňõcierne ma miejsce, gdy w obszarach tarcia
wsp√≥ŇāpracujńÖcych element√≥w wystńôpujńÖ luŇļne albo utwierdzone
czńÖstki Ňõcierniwa, lub wystajńÖce nier√≥wnoŇõci twardego materiaŇāu
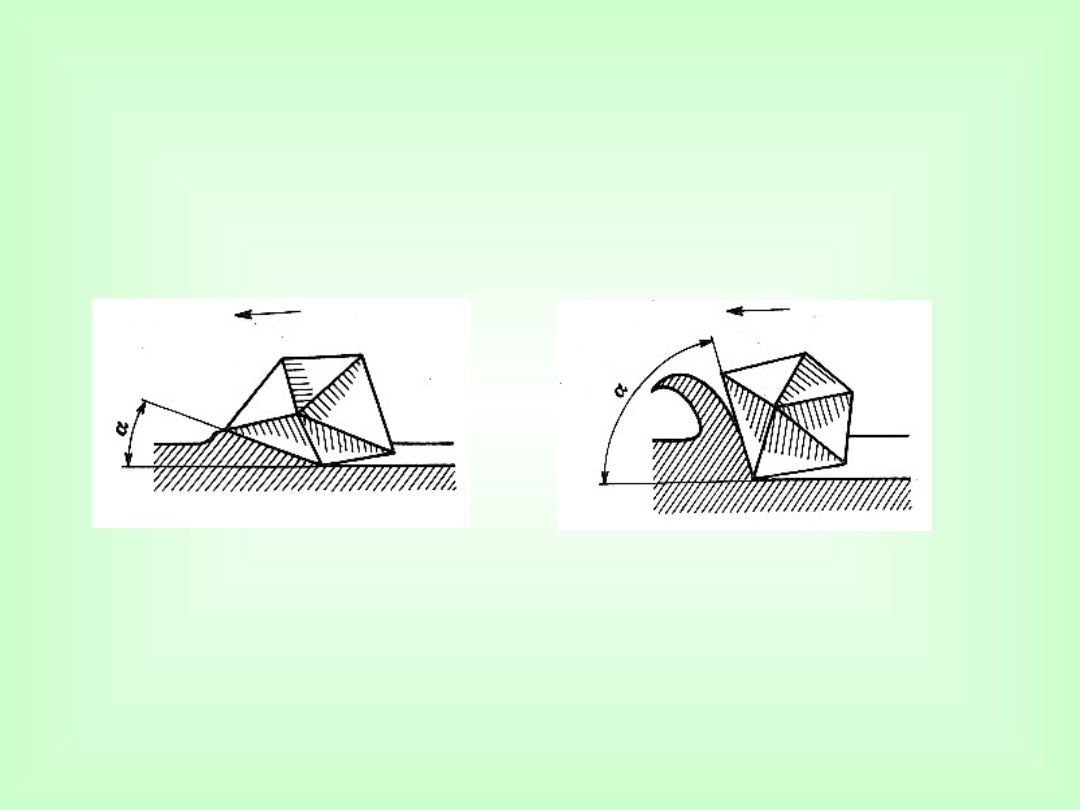
ZuŇľycie Ňõcierne
ÔĀĪ
Podstawowymi procesami zuŇľycia Ňõciernego sńÖ:
IntensywnoŇõńá zuŇľycia Ňõciernego zaleŇľy od:
WŇāaŇõciwoŇõci Ňõcierniwa ‚Äď twardoŇõńá, wielkoŇõńá ziaren, ich ksztaŇāt
Warunk√≥w zuŇľycia ‚Äď obcińÖŇľenie, temperatura, prńôdkoŇõńá, otoczenie
Bruzdowanie
Mikroskrawanie

ZuŇľycie Ňõcierne - zapobieganie
Twarde materiaŇāy
‚Äď wńôgliki spiekane, stale martenzytyczne, stale kobaltowe
Twarde powŇāoki
‚Äď natrysk cieplny, powŇāoki PVD, CVD
Utwardzania warstw wierzchnich
‚Äď nawńôglanie, azotowanie, mechanicznie
Skuteczne smarowanie
, np. ciŇõnieniowe
Filtrowanie olejów i smarów roboczych
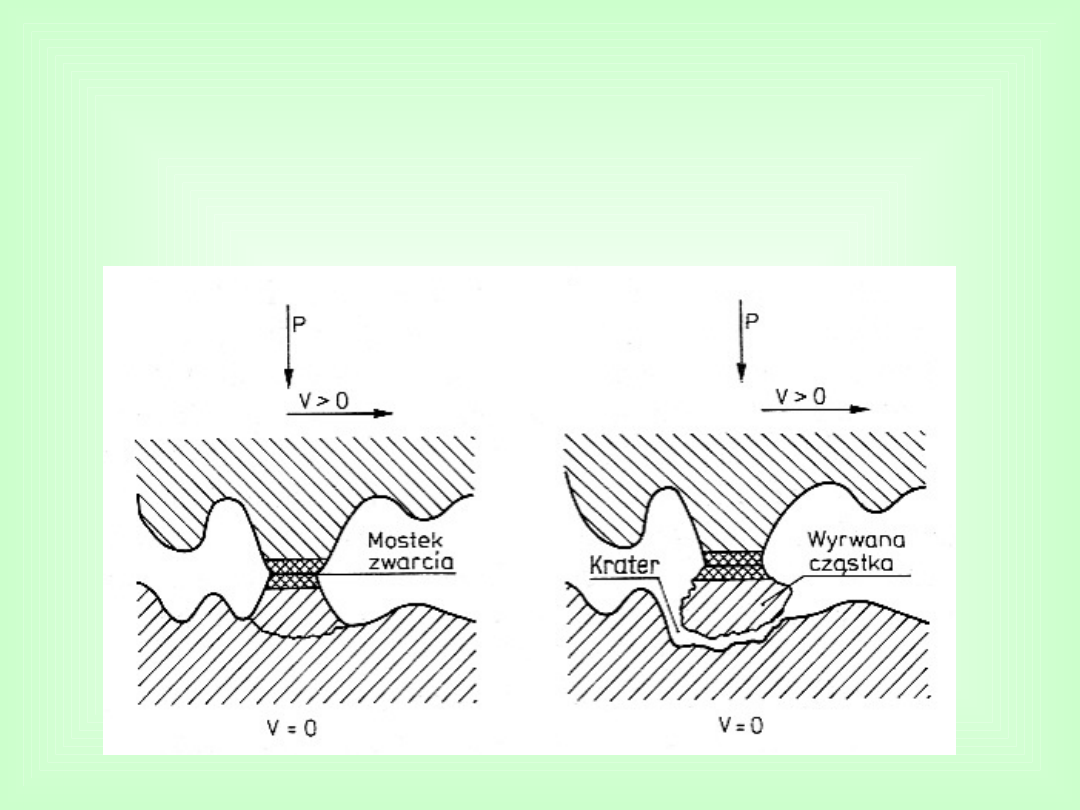
ZuŇľycie adhezyjne
ÔĀĪ
ZuŇľycie adhezyjne polega na lokalnym sczepianiu
powierzchni
trńÖcych
w
mikroobszarach
rzeczywistej
powierzchni i nastńôpnie ich rozrywaniu.
Schemat zuŇľycia adhezyjnego

ZuŇľycie adhezyjne
ÔĀĪ
Wystńôpuje przy styku metali, charakteryzujńÖcych sińô
duŇľym
powinowactwem
chemicznym,
a
takŇľe
podobieŇĄstwem
struktury
krystalicznej
w
tym
parametrów sieci
ÔĀĪ
NajmniejszńÖ
intensywnoŇõcińÖ
sczepiania
charakteryzujńÖ sińô metale nie rozpuszczajńÖce sińô w
stanie staŇāym lub tworzńÖce fazy mińôdzymetaliczne
ÔĀĪ
Proces zachodzi najczńôŇõciej przy maŇāych prńôdkoŇõciach
i duŇľych naciskach w warunkach niedostatecznego
smarowania lub jego braku
ÔĀĪ
OdmianńÖ zuŇľycia adhezyjnego, zwanego sczepianiem
I rodzaju, jest zuŇľycie cieplne, zwane sczepianiem II
rodzaju. Wystńôpuje ono jako nastńôpstwo wzrostu
temperatury
styku
i
z
reguŇāy
prowadzi
do
katastroficznego zuŇľycia ‚Äď zatarcia.
ÔĀĪ
ZnacznńÖ skŇāonnoŇõńá do sczepiania ze stalńÖ wykazujńÖ:
tytan, chrom, nikiel, miedŇļ, aluminium, cynk, magnez
zaŇõ niewielkńÖ ‚Äď cyna, oŇā√≥w, bizmut, antymon.

ZuŇľycie adhezyjne - zapobieganie
ÔĀĪ
Odpowiedni dob√≥r materiaŇā√≥w wsp√≥ŇāpracujńÖcych
ÔĀĪ
Zapewnienie wŇāaŇõciwego smarowania w zakresie
zar√≥wno Ňõrodka jak i sposobu smarowania
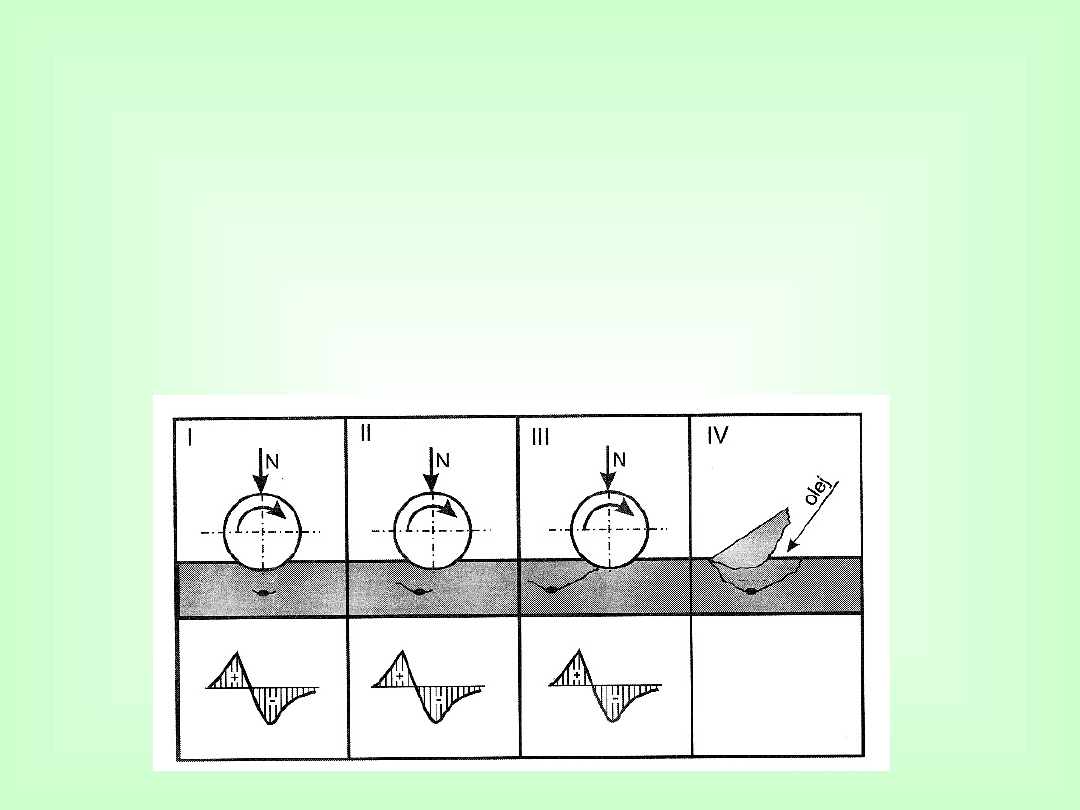
ZuŇľycie zmńôczeniowe
ÔĀĪ
ZuŇľycie
zmńôczeniowe
wystńôpuje
w
warunkach
dŇāugotrwaŇāego
cyklicznego
oddziaŇāywania
sprńôŇľysto-
plastycznych naprńôŇľeŇĄ kontaktowych w szczeg√≥lnoŇõci w
smarowanych ukŇāadach tarcia tocznego
ÔĀĪ
ZuŇľycie zmńôczeniowe moŇľe mieńá formńô tzw. zuŇľycia
gruzeŇākowego (pittingu) lub zuŇľycia przez Ňāuszczenie
(spallingu)
ZuŇľycie w wyniki pittingu
ZuŇľycie zmńôczeniowe
ZuŇľycie zmńôczeniowe - zapobieganie
ÔĀĪ
Odpowiedni dob√≥r rodzaju i wŇāaŇõciwoŇõci materiaŇāu ‚Äď stal
ŇāoŇľyskowa, stal na szyny kolejowe
ÔĀĪ
Uszlachetnianie warstw wierzchnich materiaŇā√≥w ‚Äď
nawńôglanie, azotowanie
ZuŇľycie przez spalling czyli Ňāuszczenie warstwy wierzchniej
ZuŇľycie z udziaŇāem
utleniania
ÔĀĪ
Jest to stopniowe usuwanie (niszczenie) i odtwarzanie
warstewek tlenkowych na powierzchniach metali i przy
wŇāaŇõciwie dobranych warunkach pracy wńôzŇāa ciernego
jego intensywnoŇõńá jest nieznaczna
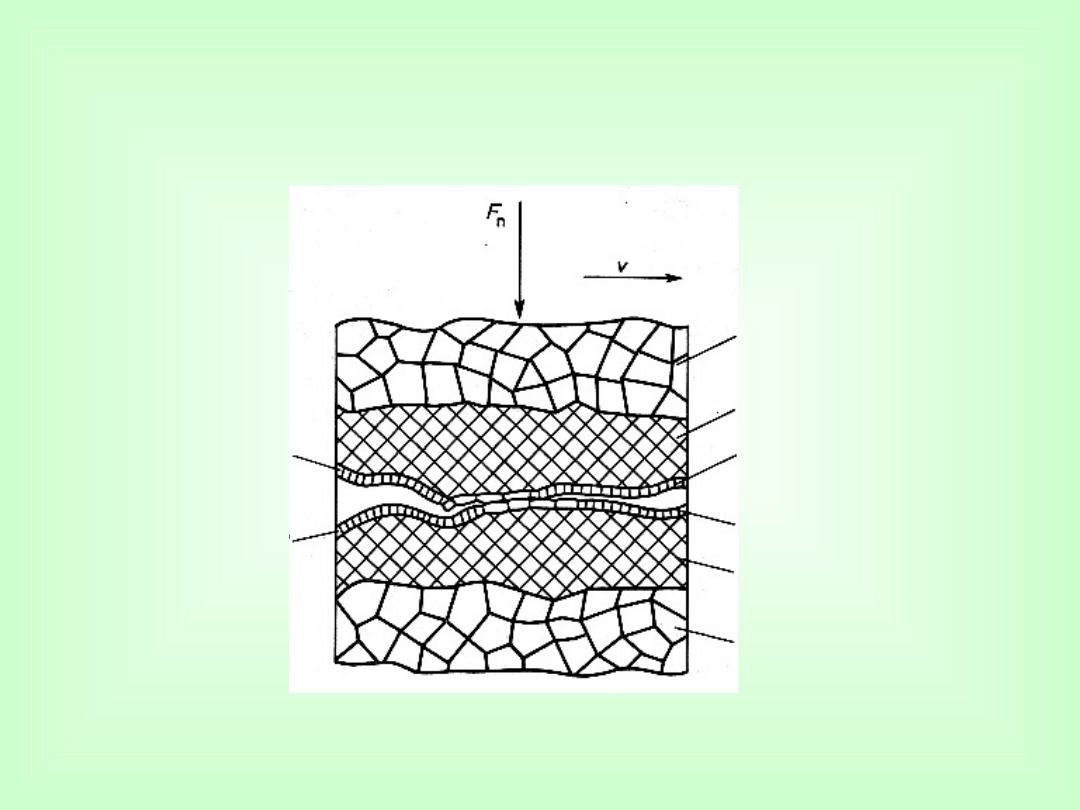
Schemat zuŇľycia z udziaŇāem utleniania
pierwotne warstewki tlenków
pierwotne warstewki tlenków
materiaŇā rodzimy
materiaŇā rodzimy
warstwa wierzchnia
warstwa wierzchnia
odtwarzajńÖce sińô
warstewki tlenków
odtwarzajńÖce sińô
warstewki tlenków
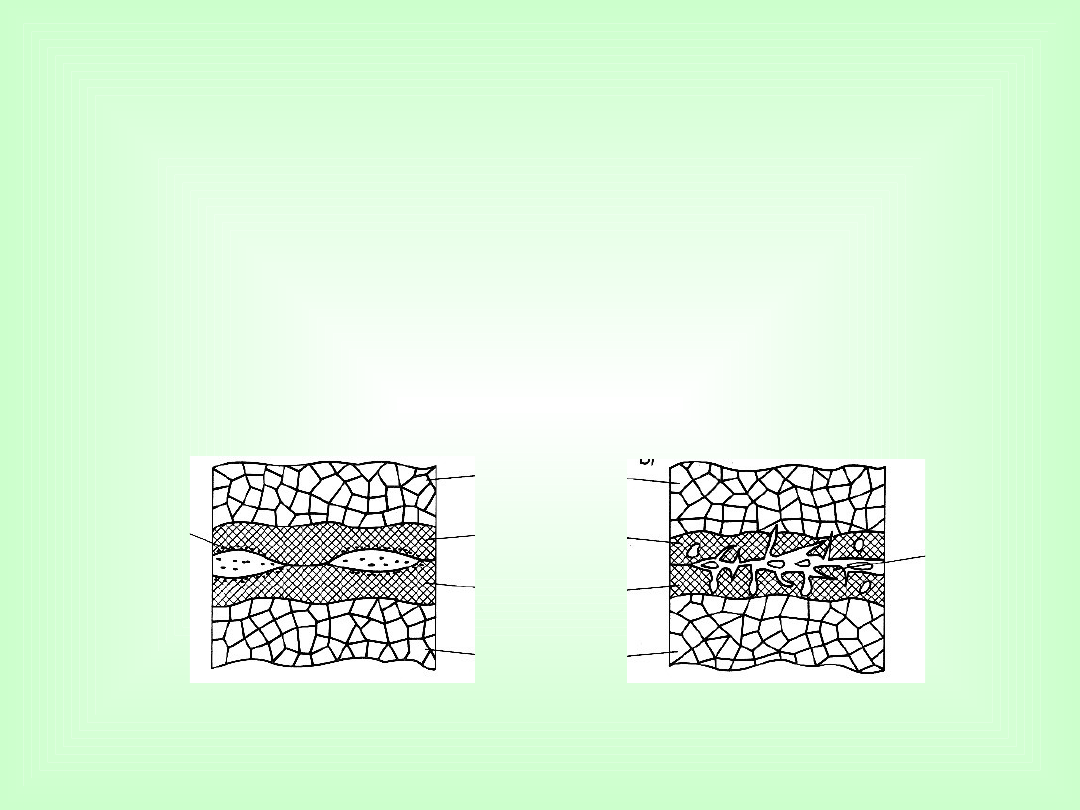
ZuŇľycie wodorowe
ÔĀĪ
Istota zuŇľycia wodorowego polega na dyfuzji wodoru
(ze Ňõrodka smarnego) w gŇāńÖb stali lub Ňľeliwa, co
powoduje kruche pńôkanie w mikroobszarach warstwy
wierzchniej i jej niszczenie pod wpŇāywem siŇā tarcia.
ÔĀĪ
Wyr√≥Ňľnia sińô dwa podstawowe rodzaje zuŇľycia
wodorowego: dyspersyjne i przez wykruszanie
Niszczenie
dyspersyjne
Niszczenie
przez
wykruszani
e
Schematy zuŇľycia wodorowego
materiaŇā rodzimy
warstwa wierzchnia
warstwa wierzchnia
materiaŇā rodzimy

ZuŇľycie wodorowe -
zapobieganie
ÔĀĪ
W przypadku stali korzystny wpŇāyw majńÖ dodatki w
postaci chromu, tytanu i wanadu, ograniczajńÖce dyfuzjńô
wodoru do stali.
ÔĀĪ
NaleŇľy unikańá skojarzeŇĄ stali z polimerami, kt√≥re mogńÖ
byńá Ňļr√≥dŇāem wodoru
ÔĀĪ
W parach stal-stopy miedzi naleŇľy unikańá dodatk√≥w do
tych stop√≥w kt√≥re sprzyjajńÖ wydzielaniu sińô wodoru
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
Wyszukiwarka
Podobne podstrony:
Tworzywa sztuczne, Tarcie i zuŇľycie Polimer√≥w2, WyŇľsza SzkoŇāa InŇľynierska
[10]Tarcie cińôgien opasujńÖcych walec o przekroju koŇāowym, [10] Tarcie cińôgien opasujńÖcych walec o p
[10]Tarcie cińôgien opasujńÖcych walec o przekroju koŇāowym, [10] Tarcie cińôgien opasujńÖcych walec o p
Tworzywa sztuczne, Tarcie i zuŇľycie Polimer√≥w1, Wy?sza Szko?a In?ynierska
Tworzywa sztuczne, Tarcie i zuŇľycie polimer√≥w
10-Przyczyny-zuŇľycia-Ňõrodk√≥w-trwaŇāych-i-jego-pomiar-w-rachunkowoŇõci
tarcie i zuŇľycie, silniki
Tworzywa sztuczne, Tarcie i zuŇľycie tworzyw sztucznych, Wy?sza Szko?a In?ynierska
1997 10 Sygnalizator zuŇľycia baterii
TrwaŇāoŇõńáOstrza, 10. BADANIE TRWAŇĀOŇöCI OSTRZA: Metodyka okreŇõlania trwaŇāoŇõci ostrza na podstawie prze
D19210248 Ustawa z dnia 10 maja 1921 r o regulowaniu podatk√≥w od spoŇ
wińôcej podobnych podstron