SPAWANIE ŁUKIEM KRYTYM (POD
TOPNIKIEM)
SAW- Submerged Arc Welding

Charakterystyka metody
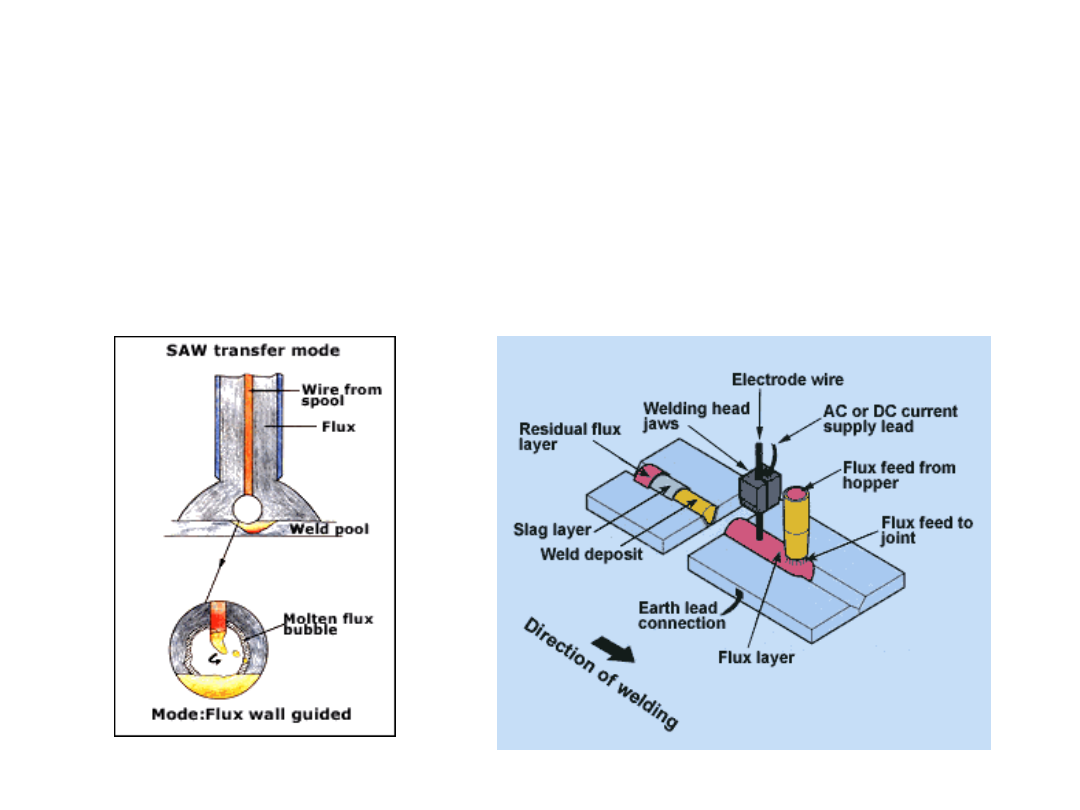
Spawanie łukiem krytym jest procesem, w którym trwałe
połączenie uzyskuje się w wyniku stopienia obszaru spawania i
elektrody ciepłem łuku elektrycznego, jarzącego się w obszarze
osłoniętym warstwą topnika między podawaną w sposób ciągły
elektrodą topliwą a spawanym przedmiotem. Podczas spawania
łuk spawalniczy nie jest widoczny, nie ma więc rozprysku metalu,
a ilość tworzących się dymów spawalniczych jest bardzo mała.
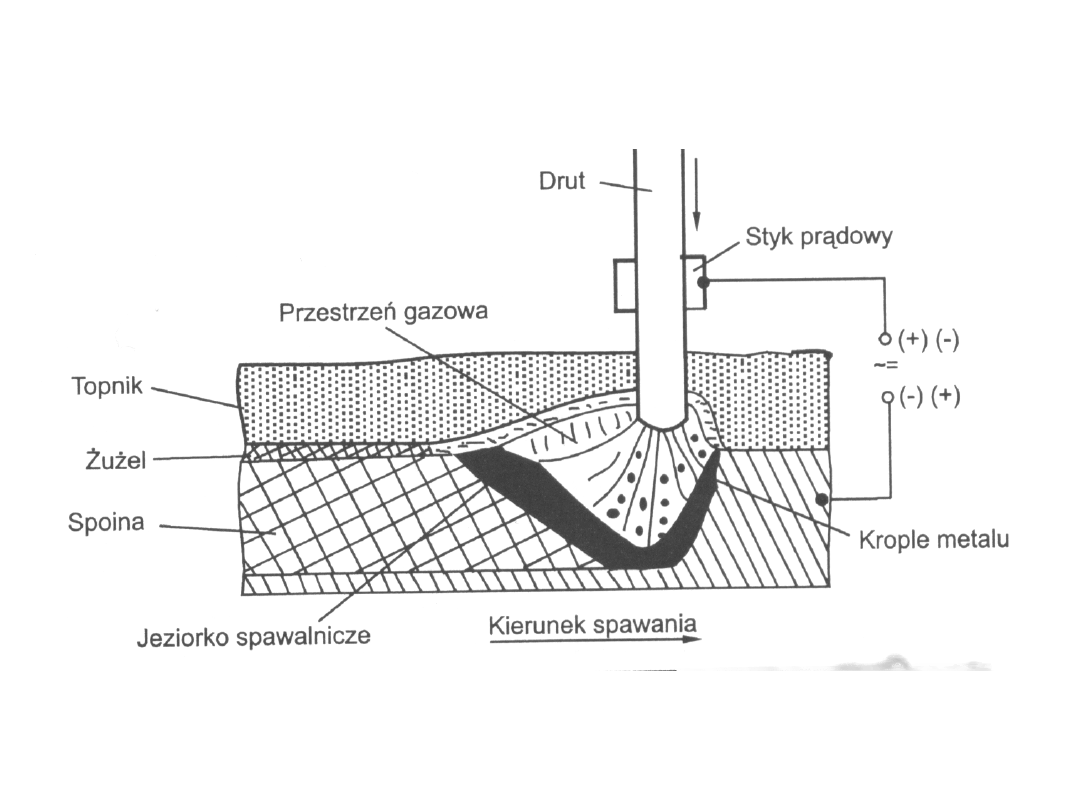
Topnik po przejściu w stan ciekły pod wpływem ciepła łuku
spawalniczego jest utrzymywany nad obszarem spawania w
czaszy postaci żużlowo-topnikowej tworzącej komorę spawania,
wypełnioną
gazami
i
parami
metali
pod
niewielkim
nadciśnieniem. Skład chemiczny topnika jest tak dobierany, aby
spełniał funkcje metalurgiczne i spawalnicze, podobnie jak
otulina
elektrod
do
spawania
ręcznego.
Jednakże
w
przeciwieństwie do otuliny ilość tworzących się gazów przy
stapianiu topnika powinna być minimalna, tak by nie następowało
przebijanie czaszy żużlowo-topnikowej nadmiernym ciśnieniem
gazów tworzących się w wyniku reakcji w komorze spawania.

Podstawowe parametry spawania łukiem krytym:
rodzaj i natężenie prądu w A,
•napięcie łuku w V,
•prędkość spawania w m/min,
•średnica elektrody w mm,
•długość wolnego wylotu elektrody w mm,
•grubość i szerokość warstwy topnika w mm,
•kąt pochylenia elektrody lub złącza spawanego w
stopniach.
Parametry spawania
Dobór podstawowych parametrów spawania łukiem
krytym jest zwykle prowadzony w celu wykorzystania
podstawowej cechy tego procesu - dużej wydajności
spawania. W przypadku materiałów wymagających
ograniczonej energii liniowej spawania, takich jak stale
o dużej wytrzymałości, stale austenityczne itd., dobór
parametrów musi być kompromisem między
wydajnością spawania a jakością złącza.

Podstawowymi zadaniami topnika są:
•rafinujące oddziaływanie na ciekły metal spoiny,
•regulacja składu chemicznego spoiny,
•zwiększenie jonizacji, a przez to stabilności jarzenia
się łuku,
•zwiększenie odporności na działanie wilgoci i rdzy,
•formowanie powierzchni lica spoiny.
Spawanie łukiem krytym może być prowadzone
prądem stałym z biegunowością ujemną lub dodatnią
oraz prądem przemiennym. Spawanie prądem stałym
jest najpowszechniej stosowane, gdyż zapewnia
dokładniejszą regulację

Topnik jest dobierany w zależności od składu
chemicznego
materiału
spawanego,
materiału
elektrody oraz wymaganych parametrów spawania.
Topniki
mogą
być
neutralne,
czyli
nie
wprowadzające pierwiastków stopowych do spoiny,
aktywne, wprowadzające do spoiny Mn i Si w
postaci
żelazostopów,
oraz
topniki
stopowe,
wprowadzające do spoiny różne pierwiastki stopowe.
Topniki produkowane są jako topione (szkliste),
aglomerowane i mieszane mechanicznie.
Document Outline
Wyszukiwarka
Podobne podstrony:
Nowenna do Ĺšw Ojca Pio
Mitre Saw Workstation
Checking Table Saw Blade Alignment
Katalog Filtry SAW
SAW prezentacja (2)
improvment of chain saw and changes of symptoms in the operators
3 saw
Bow Saw
MEL prof SAW mems wykład
saw -piła, Opisy zdobycia archivementów i trofeów
SAW VP
Cutting Wide Boards On A Table Saw
SAW
I Saw Three Ships
Nowenna do Św Michała Archanioła
11 Saw cuttingid 12249
Nowenna do Ĺšw Antoniego
więcej podobnych podstron