
Forma wtryskowa do
tworzyw sztucznych
Optymalizacja właściwości i zastosowań stali
Inżynieria Materiałowa

Forma wtryskowa
Forma wtryskowa jest złożonym
narzędziem,
które
musi
równocześnie
podołać
wielu
różnym
wymaganiom
występującym
w
procesie
wtryskiwania tworzyw.

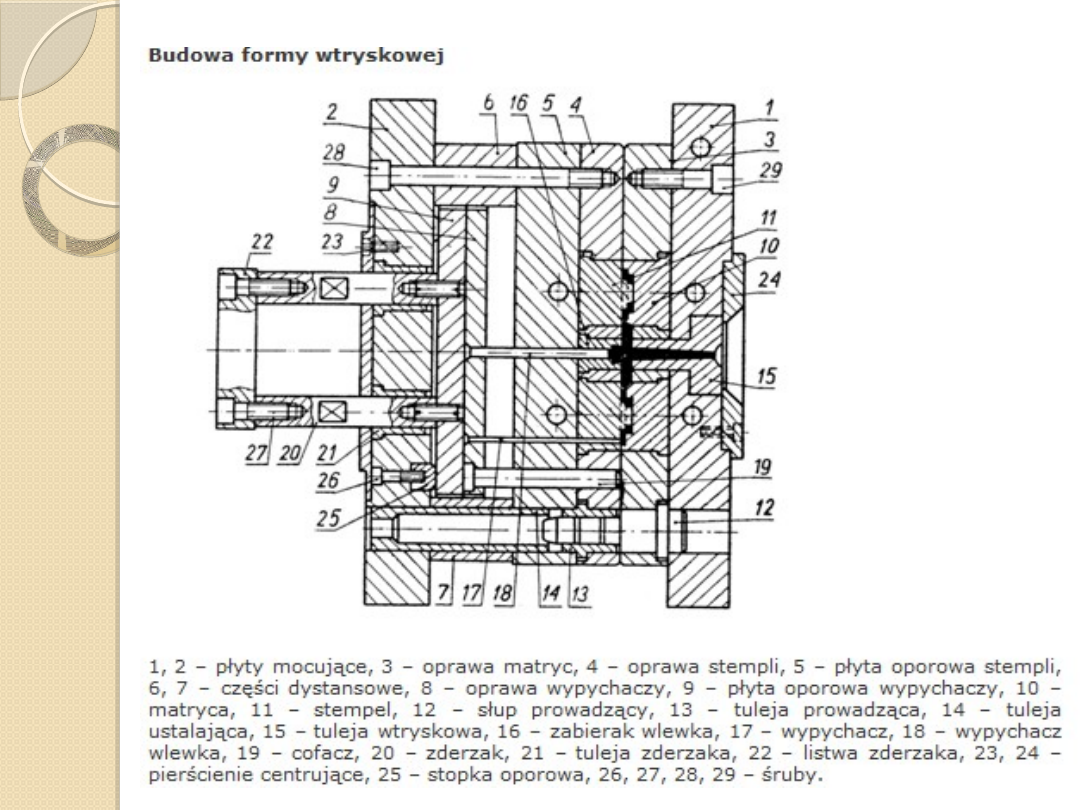
Budowa formy wtryskowej
Formy składają się z dwóch
połówek:
ruchomej – związana jest z
ruchomym stołem wtryskarki,
nieruchomej – zwanej także
wtryskową, która związana jest z
nieruchomym stołem frezarki.

Budowa formy wtryskowej
gniazdo/a formujące,
układ wlewowy,
układ chłodzenia,
układ wypychania wypraski i
wlewka,
elementy
prowadzące
i
ustalające połówki formy,
napędy płyt i segmentów (jeśli
występują),
obudowa.
Działanie formy
zamknięcie połówek formy przy
pomocy
elementów
prowadzących i ustalających,
wypełnienie formy ciekłym
tworzywem a następnie jego
chłodzenie,
otwarcie formy z równoczesnym
usunięciem wypraski za pomocą
wypychaczy.

Funkcje formy wtryskowej
umożliwienie wypełnienia płynnym
tworzywem gniazd formujących i
uformowanie
wyrobu,
który
odzwierciedla
kształt
gniazd
formujących,
efektywne
i
równomierne
odprowadzanie ciepła od gorącego
płynnego tworzywa,
umożliwienie usuwania wyprasek w
szybki i powtarzalny sposób.

Warunki pracy form wtryskowych
agresywne środowisko wulkanizatu
cykliczność procesu wtryskiwania
prowadzone zmienne pod względem czasu
warunki procesu, tj. wysoka temperatura i
ciśnienie
obciążenie
zewnętrzne,
obciążenia
udarowe związane z siłą zamknięcia formy
oraz docisku dyszy
tarcie
np.
między
współpracującymi
połówkami form
zjawiska kontaktowe

Technologie wytwarzania form
wtryskowych
Prawidłowe wykonanie idące w parze ze spełnieniem
wymagających
tolerancji
jest
niezbędne
do
otrzymania produktu o najwyższej jakości, który nie
będzie sprawiał kłopotów w trakcie montażu,
pracował zgodnie z założeniami konstruktora i
spełniał wymagania mu stawiane. W związku z
powyższym produkcja form wtryskowych jest
procesem
czasochłonnym.
Przygotowanie
wytwarzania wymaga wnikliwej analizy danego
przypadku. W tym celu obecnie wykorzystuje się w
dużym stopniu oprogramowanie wspomagające. Są
to przede wszystkim systemy CAD / CAM. Pozwalają
one znacznie zmniejszyć czas potrzebny na podjęcie
decyzji, co do metody wykonania danych detali.

Technologie wytwarzania form
wtryskowych
Obróbka skrawaniem
Elektrodrążenie - formy różnią się stopniem
skomplikowania. Niekiedy konwencjonalne
skrawanie okazuje się niewystarczające,
gdy frez nie jest w stanie odzwierciedlić
danego kształtu z wymaganą dokładnością
lub jest to zbyt trudne. Metoda ta
umożliwia
wycinanie
różnorodnych
kształtów przy jej zachowaniu.

Obróbka skrawaniem
Stosuje się zaawansowane obrabiarki
sterowane numerycznie o dużej
dokładności.
Służą
one
do
przeprowadzania
operacji
frezowania, wiercenia, szlifowania.
Niekiedy przeprowadza się operacje
polerowania.
Jest
to
metoda
względnie
szybka
jednak
jej
ograniczeniem jest niemożliwość
odwzorowania dowolnego kształtu.

Elektrodrążenie
metoda ubytkowa wykorzystująca prąd elektryczny,
w wyniku czego wyłącznie może być stosowana do
materiałów przewodzących,
między elektrodami czyli np. miedzianym drutem, a
przedmiotem obrabianym dochodzi do wyładowań.
W wysokiej temperaturze i polu elektrycznym
atomy metalu odrywają się od tego drugiego,
precyzyjny sposób cięcia, do którego używa się
drutu o grubości 0,1-0,3mm,
produkcja : wykrojniki, formy wtryskowe, narzędzia
do obróbki skrawaniem,
wysoka precyzja wykonania,
duża gładkość powierzchni możliwa do uzyskania
przy nawet bardzo skomplikowanych kształtach,
bardzo czasochłonny proces.


Cechy materiałów używanych na
formy wtryskowe
stabilność wymiarowa,
podatność na obróbkę (kształtująca, cieplna,
cieplno-chemiczna),
spawalność,
wysoka polerowalność,
odporność na agresywne środowisko wulkanizatu,
odporność na zużycie (ścieranie),
duży zakres twardości,
wysoka przewodność cieplna,
temperatura odpuszczania stali powinna być
większa o 50 st. C od temperatury jej pracy ( ma to
związek ze zmianą struktury i pogorszeniem
właściwości).

Stale na formy wtryskowe
Stale nisko- i średniostopowe w
postaci
ulepszonej
lub
utwardzonej cieplnie.
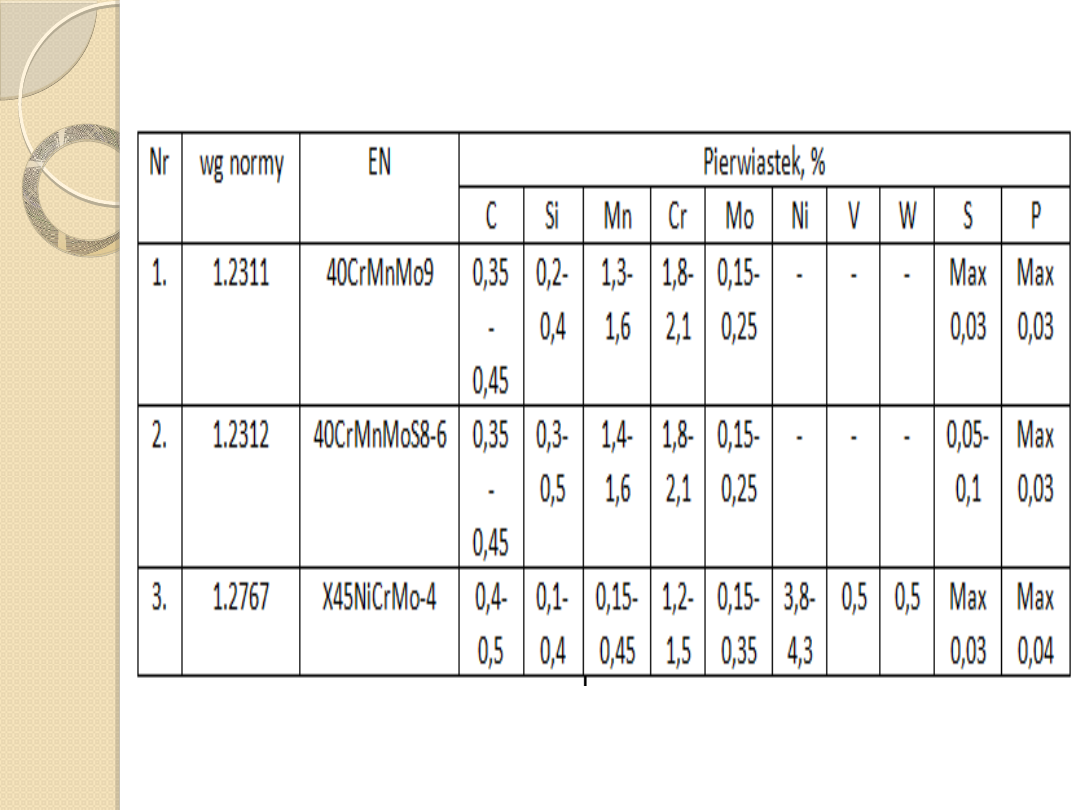

1. Stal 40CrMnMo9
dobra skrawalność
odporność na ścieranie
mała skłonność do paczenia się i zmiany wymiarów podczas
hartowania
odporność na odpuszczanie
odpowiednia do teksturowania
bardzo dobra polerowalność
odpowiednia do chromowania i azotowania w celu uzyskania
wysokiej jakości powierzchni wyrobów
duża podatność na obróbkę maszynową
Twardość:
w stanie zmiękczonym - 240 HB
w stanie ulepszonym - 54 HRC
Hartowanie - temp. 840 - 870 ° C - olej / powietrze / kąpiel solna
Odpuszczanie - temp. 450 – 600 ° C

2. Stal 40CrMnMoS8-6
nie wymaga późniejszej obróbki cieplnej, unika się ryzyka
powstawania wad hartowniczych
dodatek siarki zdecydowanie ułatwia i przyspiesza obróbkę
skrawaniem, a także gorzej poleruje się niż gatunek stali
1.2311
doskonała obrabialność
dobra odporność na wgniecenia
jednakowa twardość we wszystkich kierunkach
Twardość:
w stanie zmiękczonym - 235 HB
w stanie ulepszonym - 51 HRC
Hartowanie - temp. 830 - 870 ° C - olej / kąpiel solna
Odpuszczanie - temp. 480 - 600 ° C

3. Stal X45NiCrMo4
odporna na wysokie naciski i silne uderzenia
posiada dużą hartowność i ciągliwość dzięki zawartości niklu
najwyższa stabilność wymiarowa
dobra zdolność do lustrzanej polerowalności
dobra obrabialność skrawaniem
możliwość obróbki elektroiskrowej
nadaje się do fakturowania powierzchni
Twardość:
w stanie zmiękczonym - 260 HB
w stanie ulepszonym - 56 HRC
Hartowanie - temp. 840 - 870 ° C - olej / powietrze / kąpiel
solna
Odpuszczanie - temp. 220 - 350 ° C
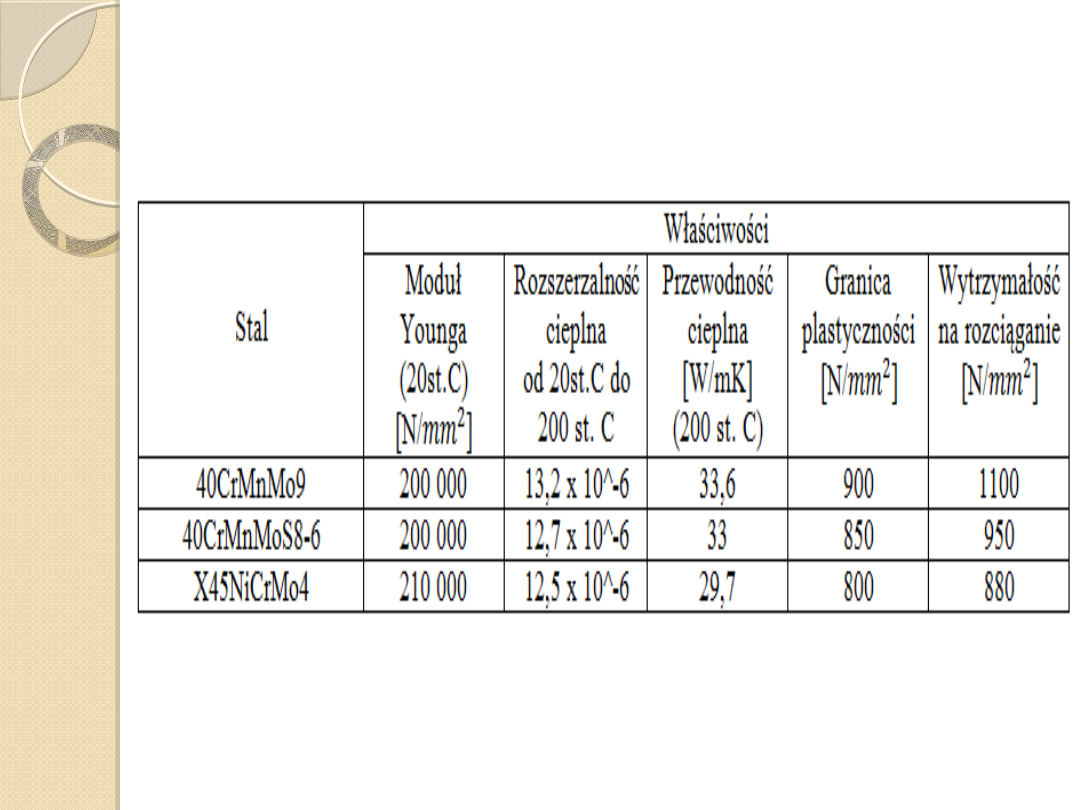
Wybrane właściwości stali
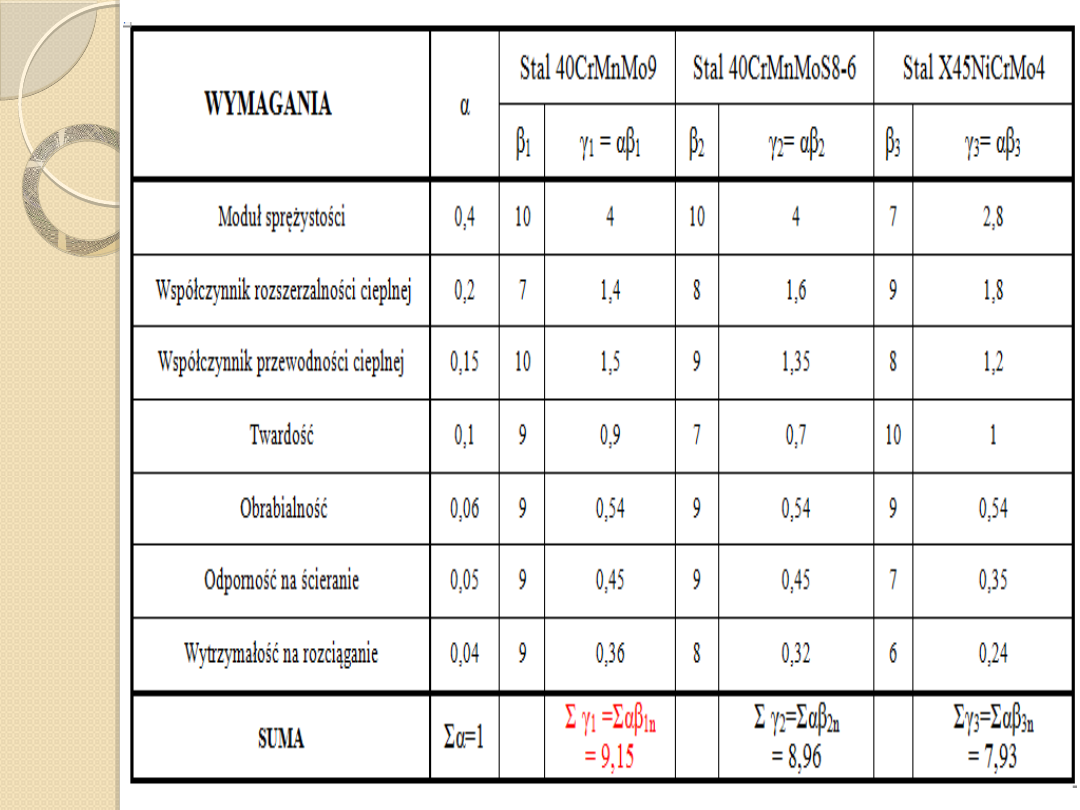

Podsumowanie
Moduł Younga – większa sztywność, mniejsza
podatność na odkształcenia, jednakowy wyrób
Rozszerzalność cieplna – im mniejsza tym lepiej,
forma trzyma lepiej wymiar, nie odkształca się pod
wpływem temperatury
Przewodność cieplna – materiał musi dobrze
odprowadzać ciepło, chłodzenie formy będzie bardziej
efektywne, materiał w mniejszym stopniu będzie
ulegał przegrzaniu,
Twardość – większa odporność powierzchni
Wytrzymałość na rozciąganie – wyższe ciśnienie pracy
Możliwość nawęglania lub azotowania – zwiększenie
żywotności formy, większa odporność na ścieranie
Literatura
1.
Narzędzia do przetwórstwa polimerów, J.
Koszkul , Częstochowa 2010
2.
Projektowanie form wtryskowych do
elastomerów, J. Ziobro, WPR 2012
3.
http://www.pg.gda.pl/~kkrzyszt/stale_narz.pdf
4.
5.
6.
7.
8.
http://www.multistal.pl/go.live.php
9.

Dziękuję za uwagę
Document Outline
- Slide 1
- Forma wtryskowa
- Budowa formy wtryskowej
- Budowa formy wtryskowej
- Działanie formy
- Slide 6
- Funkcje formy wtryskowej
- Warunki pracy form wtryskowych
- Technologie wytwarzania form wtryskowych
- Technologie wytwarzania form wtryskowych
- Obróbka skrawaniem
- Elektrodrążenie
- Slide 13
- Cechy materiałów używanych na formy wtryskowe
- Stale na formy wtryskowe
- Slide 16
- 1. Stal 40CrMnMo9
- 2. Stal 40CrMnMoS8-6
- 3. Stal X45NiCrMo4
- Wybrane właściwości stali
- Slide 21
- Podsumowanie
- Literatura
- Slide 24
Wyszukiwarka
Podobne podstrony:
Instrukcja bhp przy obsłudze wtryskarek do tworzyw sztucznych, BHP, Instrukcje BHP, Przemysł ciężki
Instrukcja bhp obsługa wtryskarek do tworzyw sztucz
Instrukcja BHP przy obsłudze wtryskarek do tworzyw sztucznych
instrukcja bhp przy obsludze zgrzewarki elektrycznej do tworzyw sztucznych
Wtrysk i wytłaczanie tworzyw sztucznych, Folder techniczny, Tworzywa sztuczne
mlyn do tworzyw sztucznych
Min wymag Wtryskarka do tworzyw
LOCTITE klej do tworzyw sztucznych 3030
wieleba,przetwórstwo tworzyw sztucznych, Forma wtryskowa
Podstawowym miejscem pracy operatora jest stanowisko obsługi wtryskarki do pracy przetwórstwa tworzy
instrukcja bhp przy obsludze prasy do makulatury opakowan z tworzyw sztucznych i aluminium
3 OCENA SKURCZU WYPRASEK WTRYSKOWYCH, Studia, Przetwórstwo Tworzyw sztucznych, Plastiki sprawka
TWORZYWA SZTUCZNE W BUDOWNICTWIE, Materiały pomocnicze do nauki przedmiotu „Materiały budowlan
WTRYSK TWORZYW SZTUCZNYCH
277 814204 operator maszyn i urzadzen do produkcji okien z tworzyw sztucznych
5 WPŁYW PARAMETRÓW TECHNOLOGICZNYCH NA WŁAŚCIWOŚCI WYPRASEK WTRYSKOWYCH, Studia, Przetwórstwo Tworzy
więcej podobnych podstron