SPRAWOZDANIE
Analiza odkształceń płyty oraz folii
termoformowanej próżniowo
ZARYS ZAGADNIENIA
Eksperyment ma na celu zbadanie odkształceń
elementu termoformowanego z tworzywa
sztucznego oraz ocenę ,w których miejscach
odkształcenia te będą miały wartości największe i w
których miejscach będą rozmieszczone.
Grzegorz Sikorski 205554
Technologia wytwórstwa z tworzyw sztucznych
Formowanie próżniowe polega na ogrzaniu tworzywa do stanu wysokiej
elastyczności i nadaniu mu kształtu wyznaczonego formą za pomocą różnicy ciśnień,
powstałej dzięki wytworzonej próżni między folią czy płytą a formą.
Badanie odkształceń podczas termoformowania, rozpoczęliśmy od naniesienia siatki,
o równej szerokości, aby móc później różnice położenia poszczególnych punktów.
Pierwszą badaną próbką była płyta z PVC:
Po naniesieniu siatki oraz docięciu na wymiar płyty ,nagrzaliśmy płytę i
odkształciliśmy w termoformierce. Należało przedtem dobrać parametry
grzania,którymi były:
Moc
grzałek po stronie zewnętrznej Pz [%]
Moc
grzałek po stronie wewnętrznej Pw [%]
Czas grzania T[s]
Okazało się to zadaniem trudnym do zrealizowania na podstawie teorii,wzorów czy
też obliczeń ,dlatego eksperymentalnie próbowaliśmy wyznaczyć parametry tak, aby
płyta w pełni się odkształciła ,na kształt stempla unikając przypaleń.
Zastosowaliśmy następujący zestaw parametrów:
Pz=70%
Pw=50%
T=30s
Taki zestaw parametrów był powtarzany po każdym sprawdzeniu stanu nagrzania
płyty, w sumie 5 razy. Ogółem czas grzania wyniósł 150s.
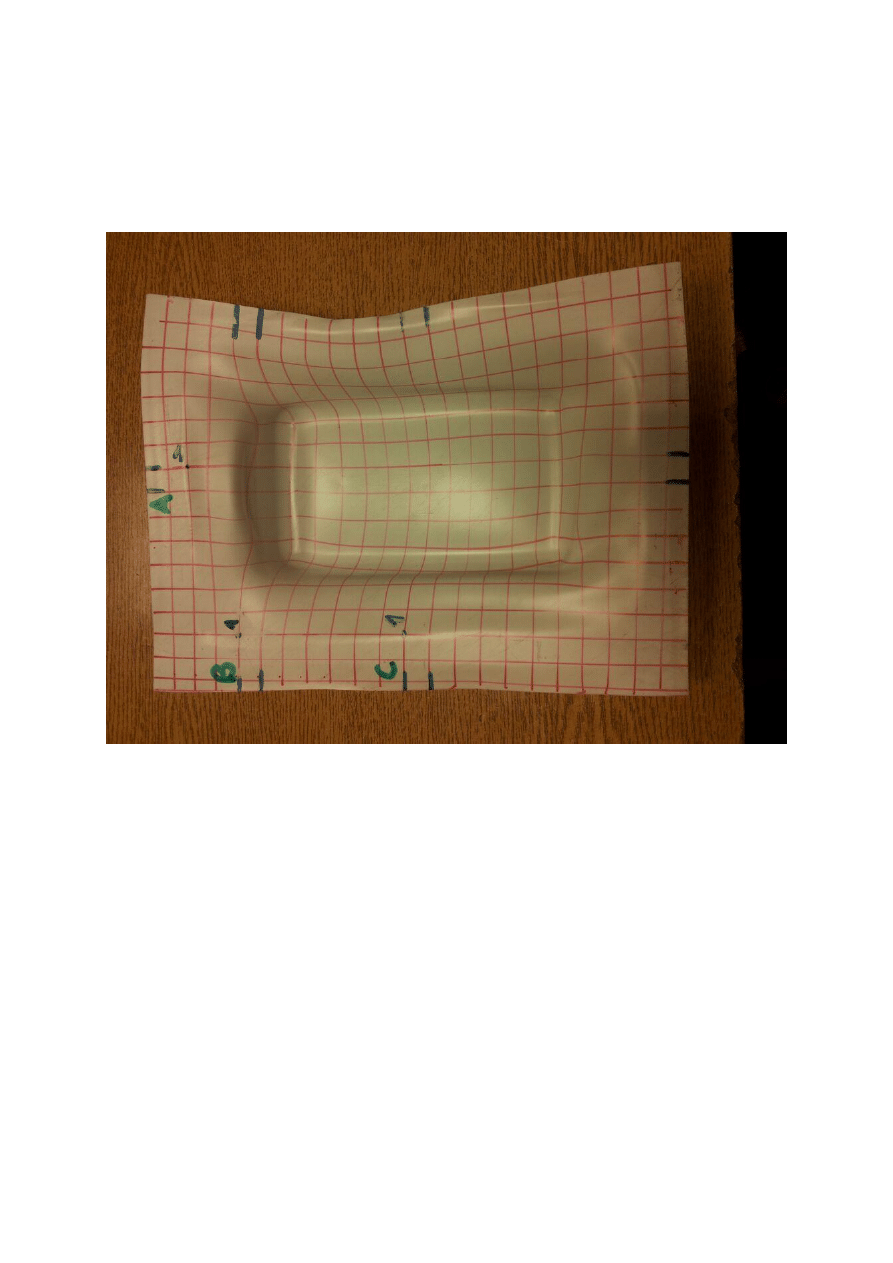
Tak wyglądała płyta po odkształceniu:
Litery oznaczają linie ,na których dokonywany był pomiar.”1” oznacza pierwszy punkt
pomiarowy na danej linii .Pom
iar dokonaliśmy za pomocą kartki papieru, zaznaczając
odstępy pomiędzy punktami, mierząc je później linijką. Szerokość siatki wynosi tutaj
10,75mm.
Analizowane zostaną odkształcenia liniowe na zewnętrznej powierzchni
płyty.
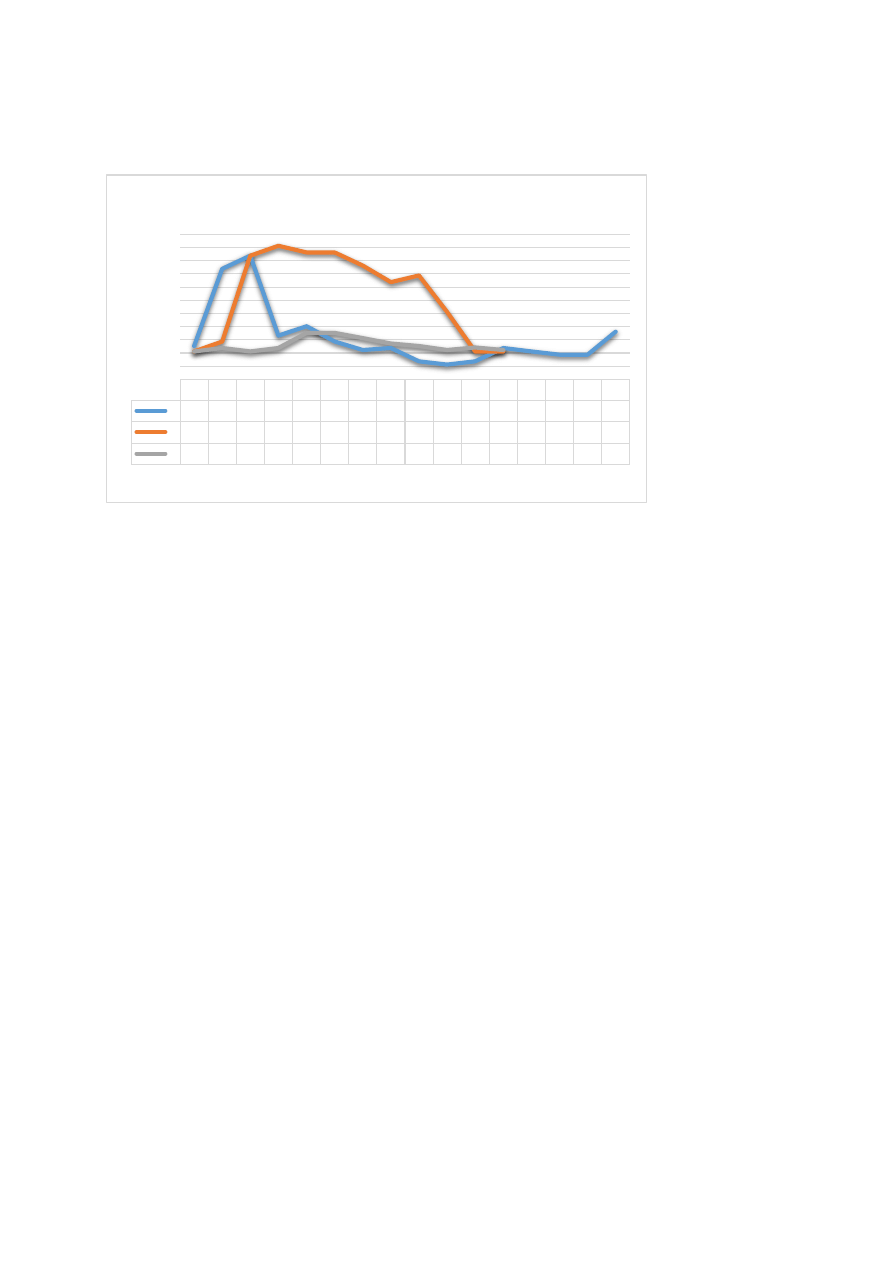
Poniżej przedstawiam wyniki w formie wykresu:
Analizując powyższy wykres można stwierdzić ,że:
Sumarycznie,
największe odkształcenia liniowe wystąpiły w przekroju „B” i były
to odkształcenia rozciągające
W przekroju
„C” odkształcenia były nieznaczne
W przekroju
„A”(wzdłużnym) w początkowych punktach odkształcenia były
mocno rozciągające, porównywalne z maksymalnymi, później nagle opadają,
a czym bliżej środka, osiągają nawet wartości ujemne ,czyli występuje
ściskanie.
Podobny schemat
czynności przygotowawczo-pomiarowych zastosowaliśmy przy
termoformowaniu folii. Folie wykonano z PET-u
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
A 1,05 12,8 14,8 2,65 4,05 1,75 0,45 0,75 -1,3 -1,8 -1,3 0,75 0,25 -0,3 -0,3 3,25
B 0,25 1,75 14,8 16,3 15,3 15,3 13,3 10,8 11,8 6,25 0,25 0,25
C 0,25 0,75 0,25 0,75 3,05 3,05 2,25 1,45 1,05 0,45 0,85 0,45
-4
-2
0
2
4
6
8
10
12
14
16
18
O
d
ks
ztał
ce
n
ie
Punkt pomiarowy
Rozkład odkształceń-płyta

Tym razem linie pom
iarowe zostały naniesione wzdłuż, w poprzek, oraz na ukos,
przechodząc przez punkt środkowy.
Zastosowano następujące parametry:
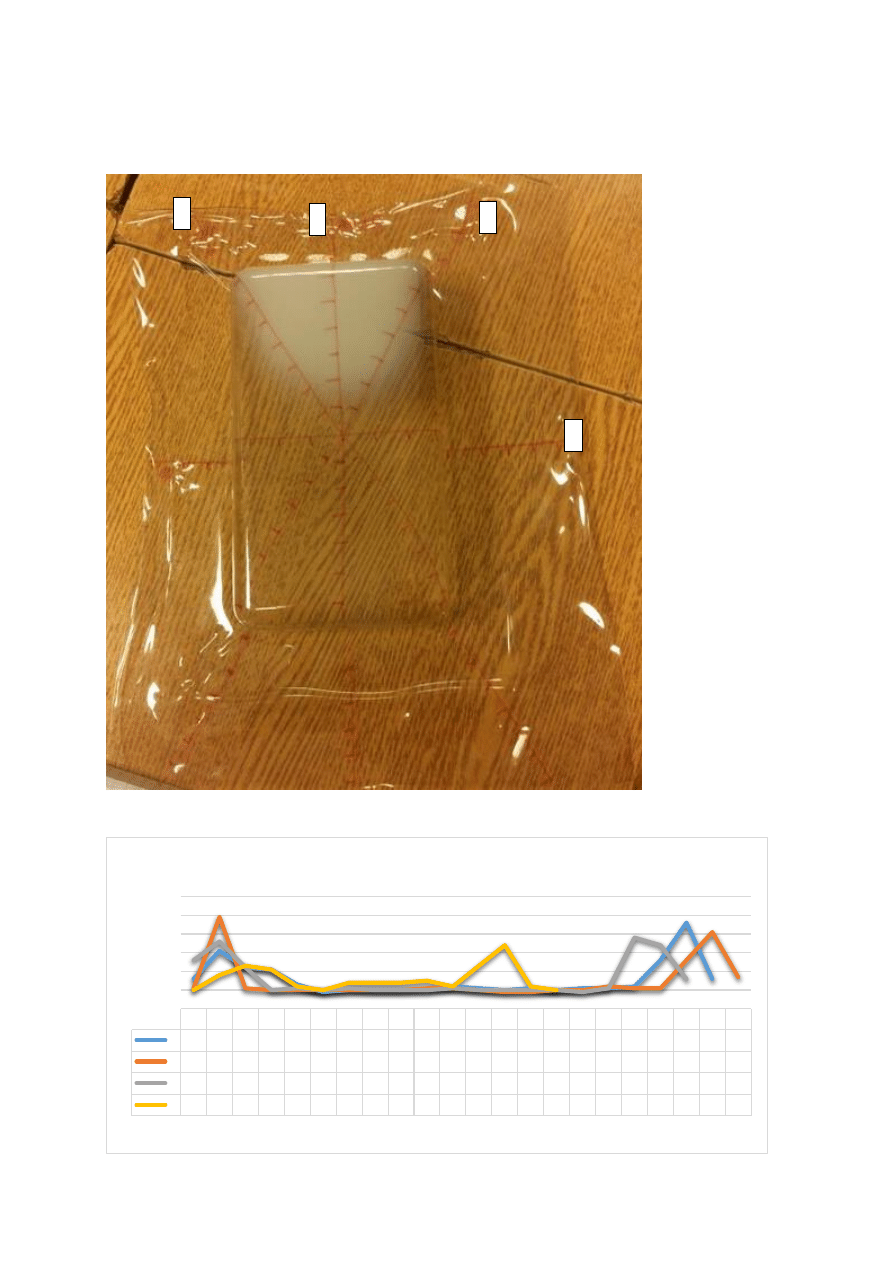
Tym razem cały proces przeprowadzono raz. Oto wygląd folii po termoformowaniu:
Pomiar odkształceń wykonany analogicznie do płyty. Oto wyniki:
1
2
3
4
5
6
7
8
9
10 11 12 13 14 15 16 17 18 19 20 21 22
A
3
11
6
5,5 1,5 -1
0
0
0
0
1
0,5
0
0,5
0
0,5 0,5
1
8
18
3
B 0,5 20 0,5
0
0
0
0
0
0
0,5 0,5
0
-1
-1
0
0
1
0,5 0,5
8
16 3,5
C
8
13
6
0
0,5
0
0,5
0
0
0
0,5
0
0
0
0
-1 0,5 14 12
3
D 0
4
6,5 5,5
1
0
2
2
2
2,5
1
6,5 12
1
0
-5
0
5
10
15
20
25
O
d
ks
ztał
ce
n
ie
Punkt pomiarowy
Rozkład odkształceń-folia
D
A
C
B
A

Analizując ten wykres można zauważyć ,że:
O
dkształcenia, na przekrojach wzdłużnych mają w przybliżeniu podobny
przebieg
Największe odkształcenia występują na zaokrągleniach
Fakty z obserwacji:
1. W przypadku płyty dogrzanie było niewystarczające, aby zdołać
odkształcić płytę w pełni ,natomiast w przypadku folii miejscowo
przegrzano płytę(w miejscu przegrzania utworzyła się struktura
częściowo krystaliczna.
2. W obu przypadkach w wyniku nieodpowiedniego zamocowania jedna z
obrzeż płyty „wysunęła” się z miejsca zamocowania, przez co między
stemplem a elementem formowanym nie mogła zaistnieć próżnia.
Krawędź ta została mocno zdeformowana. W przypadku folii dodatkowo
można zauważyć mocne pofalowanie na krawędziach.
3. W płycie na w pobliżu środka powierzchnia była wklęsła.
Wnioski i spostrzeżenia:
PŁYTA
Dobrany czas grzania okazał się niewystarczający aby nadać tworzywu
odpowiednią elastyczność do formowania. W celu poprawy wydajności
można by było spróbować zwiększyć również moc grzałek.
Wklęsła powierzchnia w pobliżu środka może świadczyć o tym, że zbyt
wolno proces został przeprowadzony, w wyniku czego płyta zapadła się i
ostygła przed uformowaniem przez stempel.
Folia
Dobrany czas grzania okazał się zbyt długi, gdyż nastąpiło przegrzanie.
Należałoby zmniejszyć czas grzania, pamiętając równocześnie, że tak
cienki materiał bardzo szybko się schładza więc dynamika procesu
odgrywa tu naprawdę istotną role.
C
zas ogrzewania formatki przed właściwym procesem formowania
próżniowego jest ważnym parametrem i zależy od takich parametrów jak
materiał, z którego jest ona wykonana, jej grubość, ciepło właściwe,
temp początku i końca płynięcia.

O
twory do wysysania powietrza z formy nie mogą być zbyt duże,
ponieważ formowany materiał mógłby się w nich obłożyć powodując
nieprawidłowy kształt wyrobu. Otwory do wysysania powietrza z formy
nie mogą być zbyt małe, ponieważ nie udałoby się wytworzyć próżni w
czasie, kiedy temperatura materiału umożliwia jego formowanie.
Zastosowanie odpowiedniego układu współrzędnych naniesionego na
element badany ma istotne znaczenie. Lepszy jest tu zdecydowanie ten
zastosowany na folii.
Z uwagi na to,
że podczas ustalania parametrów nie można oprzeć się
na podstawie gotowych tabel,
bądź wzorów staje się to zadaniem
problematycznym i wym
aga pewnego doświadczenia.
Wyszukiwarka
Podobne podstrony:
Technologia formowania prózniowego tworzyw sztucznych
3 Formowanie prozniowe
FORMOWANIE PROZNIOWE, TECHNOLOGIA FORMOWANIA PRÓŻNIOWEGO
FORMOWANIE PRÓŻNIOWE
formowanie prozniowe1, przetworstwo tworzyw sztucznych
3. Formowanie prozniowe
FORMOWANIE PRÓŻNIOWE WYROBÓW Z TERMOPLASTYCZNYCH TWORZYW SZTUCZNYCH, Robotyka, Metody kształtowania
Maszyny+do+formowania+próżniowego
Technologia formowania prózniowego tworzyw sztucznych
Formowanie prozniowe Pikutto poprawka
więcej podobnych podstron