1.Wymienić technologie przetwórstwa tworzyw sztucznych i przyporządkować im
rodzaj przetwarzanego materiału oraz przykłady wyrobów.
Wtrysk- termoplasty, termoutwardzalne, elastomery wulkanizujące
Wytłaczanie- termoplasty, elastomery wulkanizujące
Rozdmuch- termoplasty
Prasowanie- termoutwardzalne
Kalandrowanie i termoformowanie- termoplasty
Odlewanie i laminowanie- żywice chemoutwardzalne
2. Charakterystyka układów uplastyczniających.
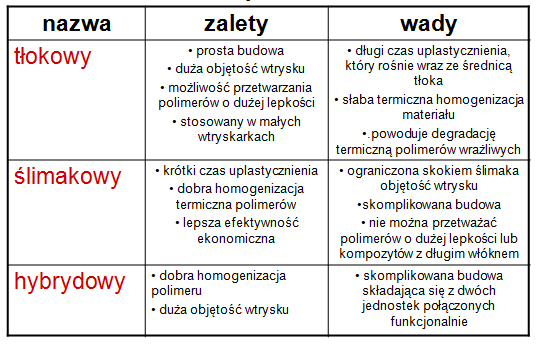
Charakterystyka układów uplastyczniających wtryskarki
4.Budowa i funkcje najważniejszych elementów wtryskarki
Etapy wtryskiwania
uplastycznienie materiału
zamknięcie formy
dojazd jednostki uplastyczniającej do formy
wtrysk
docisk
chłodzenie
usunięcie wypraski z formy
Parametry wtryskiwania
temperatury - (stref grzewczych na cylindrze i dyszy, temp. połówek formy na termostacie)
Ciśnienia - (wtrysku, docisku, zwarcia połówek formy-siła zamykania, uplastycznienia)
Drogi - (skok formy, skok ślimaka lub tłoka, skok wypychaczy, skok jednostki uplastyczniającej)
Prędkości - (zamykania i otwierania formy, wypychaczy, wtrysku, jednostki uplastyczniąjącej, prędkość obrotowa ślimaka)
Czasy (cyklu, wtrysku, docisku, chłodzenia formy)
Cechy charakterystyczne procesu wtryskiwania
proces cykliczny,
wysokociśnieniowy,
do produkcji wyrobów bryłowych pełnych, kompozytowych, dwuskładnikowych, wielokolorowych, wyrobów o zmiennej gęstości, zespolonych (tworzywo - metal,itp) o masie rzędu 10-2grama do 105 grama,
bezodpadowy,
o dużej wydajności,
w pełni zautomatyzowany,
elastyczny,
mobilny.
5.Wymienić elementy linii do wytłaczania folii rękawowej
Napęd wytłaczarki
Wytłaczarka
Głowica
Kalibrator
Urządzenie chłodzące
Urządzenie odciągowe
Urządzenie tnące
Wymienić parametry wytłaczania folii
Temperatury - (stref grzewczych na cylindrze i głowicy, temp. połówek formy na termostacie)
Prędkości - (odciągu, prędkość obrotowa ślimaka)
Ciśnienie powietrza dostarczonego do głowicy
Wydatek
Prędkość wypływu,
Wydatek całkowity/masowy
Prędkości (odciągu, obrotowa ślimaka)
Budowa wytłaczarki
Budowa głowicy
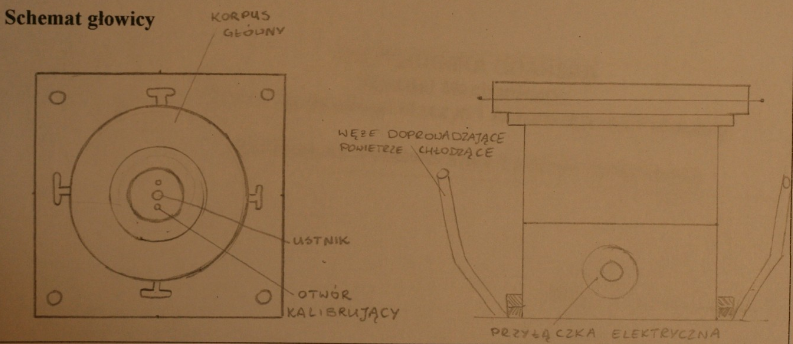
Ustnik
Kalibrator
Otwór kalibrujący
Przyłączka elektryczna
Węże doprowadzające powietrze chłodzące
6. Co to jest kalibracja, typy kalibratorów.
Kalibracja - to proces ostatecznego ustalania kształtu i wymiarów wyrobu (wytłoczki). Kalibracja polega na niwelowaniu efektu spęcznienia metodami mechanicznymi
Spęcznienie powytłoczeniowe (efekt Barusa) to proces powiększania się wymiarów poprzecznych wyrobu po wyjściu z ustnika głowicy lub kapilary
Spęcznienie jest efektem dużego skoku naprężeń normalnych po wyjściu polimeru z ustnika i jest cechą materiałów lepko- sprężystych do których zaliczamy polimery
Spęcznienie zależy od szybkości ścinania, temperatury stopu polimerowego, cech reologicznych przetwarzanego polimeru
Typy kalibratorów:
nadciśnieniowe - stosowane do kalibracji rur
podciśnieniowe - stosowane do kalibracji rur, węży
na zasadzie przeciągania - stosowane do kalibracji profili otwartych,
na zasadzie walcowania -stosowane do kalibracji płyt
Odmiany prasowania
7. Cykl prasowania tłocznego
Prasowanie tłoczne polega na uplastycznieniu tworzywa umieszczonego w formie prasowniczej, dokładnym wypełnieniu gniazda formy tworzywem oraz utwardzeniu tego tworzywa.
Forma prasownicza składa się z dwóch zasadniczych części: stempla, nadającego wyprasce kształt wewnętrzny i matryce, nadającej jej kształt zewnętrzny.
proces cykliczny,
wysokociśnieniowy,
do produkcji wyrobów bryłowych, płyt, kompozytów z duroplastów napełnionych
o niskiej efektywności
zautomatyzowany,
elastyczny,
mobilny.
8.Prasowanie przetłoczne
napełnienie komory przetłocznej tłoczywem
zamknięcie formy
przetłoczenie uplastycznionego materiału do gniazd formujących
prasowanie właściwe
otwarcie formy i usunięcie detalu z formy
9. Wymienić parametry prasowania
10. Charakterystyka procesu kalandrowania
Kalandrowanie- Jest to proces ciągły, w którym materiał (termoplast) w postaci najczęściej proszku, pasty podawany jest do szczeliny kalandra gdzie jest uplastyczniany i homogenizowany. Po przejściu przez n szczelin w kolejnych kalandrach uformowany jest wyrób ( wykładzina, folia ) gotowy do użytkowania.
Cechy charakterystyczne:
proces ciągły,
wysokociśnieniowy,
do produkcji wyrobów typu wykładzina jedno lub wielo warstwowe, grube folie z tworzyw termoplastycznych (PVC, PE)
o dużej wydajności
zautomatyzowany,
elastyczny,
mobilny.
ZALETY
otrzymujemy wyrób gotowy do użytkowania, praktycznie bez obróbki wykańczającej
wysoka jakość i powtarzalność kształtu i wymiarów, estetyka wyrobu
możliwość pełnej automatyzacji, komputeryzacji procesu
możliwość masowej produkcji
WADY
wysoki koszt oprzyrządowania technologicznego
technologia nie ekonomiczna przy krótkich seriach produkcyjnych
wymagane wysokie kwalifikacje pracowników technicznych
długi czas przygotowania i spore nakłady finansowe związane z wdrożeniem do produkcji nowego wyrobu
Wyszukiwarka