PO Opole |
Karta instrukcyjna nr 3 |
Symbol wyrobu |
Numer rysunku |
Nazwa części |
Arkusz |
Arkuszy |
|||||||||
|
Materiał |
20 |
|
001 |
WAŁ Z KOŃCAMI GWINTOWANYMI |
1 |
1 |
||||||||
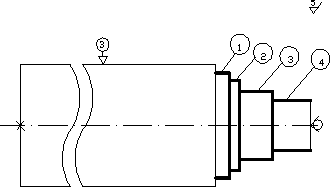
Opis i szkic operacji: Toczenie zgrubne Zamocowanie I
1.Toczyć zgrubnie ø57,9mm na 68,5mm 2.Toczyć z planowanym wyprowadzeniem ø43mm na 60,5mm. 3.Toczyć zgrubnie ø33mm na 51,5mm 4.Toczyć zgrubnie ø29mm na 25,5mm Zamocowanie II 5.Toczyć z planowanym wyprowadzeniem ø47,4mm na 174,5mm 6.Toczyć z planowanym wyprowadzeniem ø45,4mm na 134,5mm 7.Toczyć ø41,9mm na 108,5 mm 8.Toczyć z planowanym wyprowadzeniem ø33mm na 51,5mm 9.Toczyć zgrubnie ø29mm na 25,5mm Zamocowanie II
|
Operacja |
30 |
|||||||||||||
|
Oddział |
ODDZIAŁ MECHANICZNY |
|||||||||||||
|
Obrabiarka lub stanowisko |
Tokarka numeryczna |
|||||||||||||
|
Pomoce warsztatowe |
||||||||||||||
|
Przyrządy |
Tokarka CNC TUJ-380 MF Moc silnika S1 11 kW |
|||||||||||||
|
|
Uchwyt samocentrujący 3-szczekowy PUTk-200 |
|||||||||||||
|
|
Kieł obrotowy PZKk3 |
|||||||||||||
|
|
Chłodziwo: Środek chłodząco- smarujący zawierający oleje mineralne i oleje estrowe |
|||||||||||||
|
Narzędzia |
Oprawka zaciskowa PCLN wielkość 25 |
|||||||||||||
|
|
Płytka skrawająca CNMG-VG HB 7135 |
|||||||||||||
|
|
|
|||||||||||||
|
|
|
|||||||||||||
|
Sprawdzian |
|
|||||||||||||
|
|
|
|||||||||||||
|
|
|
|||||||||||||
|
|
|
|||||||||||||
|
1 |
120 |
460 |
0,5 |
3,55 |
1 |
|||||||||
|
2 |
120 |
460 |
0,5 |
3,72 |
2 |
|||||||||
|
3 |
120 |
762 |
0,5 |
2,5 |
2 |
|||||||||
|
4 |
120 |
953 |
0,5 |
2 |
1 |
|||||||||
|
5 |
120 |
460 |
0,5 |
4,4 |
2 |
|||||||||
|
6 |
120 |
762 |
0,5 |
1 |
1 |
|||||||||
|
7 |
120 |
762 |
0,5 |
1,75 |
1 |
|||||||||
|
8 |
120 |
762 |
0,5 |
4,45 |
1 |
|||||||||
|
9 |
120 |
953 |
0,5 |
2 |
1 |
|||||||||
Było |
|
Wykonał: Dyla Łukasz |
Sprawdził: |
Zatwierdził: |
Nr zabiegu |
vC prędkość skraw.
m/min |
n prędkość obrot.
obr/min |
p posuw
mm/obr |
ap głęb. skraw.
mm |
i ilość przejść |
|||||
Zmieniono |
|
Data 2011-01-02 |
|
|
|
|
|
|
|
|
|||||
Data i podpis |
|
Podpis |
|
|
|
|
|
|
|
|
|||||
Wyszukiwarka