Co to jest strefa wplywu ciepła?
Jest to ten odcinek złącza, w którym wystąpiły jakiekolwiek zmiany np. strukturalne, odporności korozyjnej, własności mechnicznych itp.
Co to jest spoina?
Jest to materiał złącza, który uległ przetopieniu. Spoina powstaje ze stopienia spoiwa i nadtopienia brzegów lączonych elementów.
Narysuj i opisz rodzaje złączy spawanych.
Doczołowe
teowe
krzyżowe
narożne
zakładkowe
grzbietowe
Narysuj i opisz spoine.
Wymień spawlanicze źródła prądu przemiennego.
Transformatory spawalnicze
Wymień spawalnicze źródła prądu stałego.
Prostowniki spaalnicze, spawarki wirujące
Dobierz charakterystykę źródła prądu dla następujacych metod spawania:
żródła z opadającą charakterystką statyczną stosowane sa w tych metodach spawania, w których występują średnie gęstości prądu spawania (EO, GTA, łukiem krytym d > 3mm). Natomiast źródła o sztywnej charakterystycce stosowane są w metodach, w których występują duże gęstości prądu (GMA, łuk kryty d < 3mm)
- łuk kryty
- GTA
- GMA
- PTA
- el. otulona
- sp. elektrożużlowe
Co oznacza symbol: ERA 1,46 GT, ERC 1,5 FE
ER1.46 :
E - elektroda
R - otulina rutylowa
1 - kolejny typ elektrody dla danego rodzaju otuliny.
46 - Rm stopiwa (kg/mm2) , (460 Mpa)
Podaj zakres temperatury lutowania twardego/miękkiego.
twarde: powyżej 450 0C (450 0C - 2000 0C) najczęściej stosowane 600 0C - 950 0C
miękkie: 450 0C
Co oznacza symbol: OK Flux 10.61, OK Flux 10.81?
topnik aglomerowany kwaśny (B = 0,6), topnik aglomerowany wysokozasadowy (B = 2,8),
Podaj wzór na obliczenie współczynnika kształtu przetopu dla spoiny czołowej / czołowej z podpawaną granią.
![]()
Co oznacza symbol TU St-A, TU St-B.
Topniki:
St- a - do spawania stali niskowęglowych i niskostopowych, szczególnie przy grubościach do 50 mm
St - b - do spawania stali niskowęglowych, przy grubiściach powyżej 50 mm
Wyjaśnij znaczenie akronimów GMA, GTA, PTA, MIG, MAG, TIG.
TIG - tungsten inert gas - spawanie elektrodą wolframową w osłonie gazu obojętnego (Ar, He)
MIG - metal inert gas - spaw. Eletrodą metalową topliwą w osłonie gazu obojętnego (Ar, He)
MAG - metal active gas - spaw. Elektrodą metalową topliwą w osłonie gazu aktywnego (CO2 , Ar+CO2, Ar+O2)
GTA - gas tungsten arc - spawanie łukowe elektrodą nietopliwą w osłonie gazowej (objętnej i reaktywnej)
GMA - gas metal arc - spawanie łukowe elektrodą topliwą w osłonach gazowych obojętnych i aktywnych
PTA - Plasma Transferred Arc -
Wymień znane ci osłony gazowe obojętne / aktywne.
Obojętne: argon Ar, hel He. Aktywne: CO2, H2, O2, N2, NO, stosowane oddzielnie lub jako dodatki do argonu czy helu.
Wymień strefy występujące w płomieniu gazowym acetylenowo - tlenowym.
- jądro, w którym występuje doprowadzony do palnika tlen i acetylen, na którego powierzchni zachodzi spalanie acetylenu.
- strefa redukująca )odtleniająca) występująca za jądrem, zawierająca przecietnie 60% CO, 20% H2, i 20% H.
-kita płomienia, w której następuje dalsze spalanie kosztem tlenu doprowadzonego z powietrza.
Wymień zalety spawania acetylenowo - tlenowego.
- wysoka temperatura płomienia, która w odległości 2-5 mm od końca jądra osiąga 3100 0C, umozliwiająca nagzewanie i topienie metali
- wystepowanie strefu redukującej (odtleniającej), zawierającej CO, H2 i H.
- łatwość dokładnej regulacji płomienia, tj. Utrzymanie odpowiedniego stosunku acetylenu do tlenu
- wystepujące w płomieniu strefy sa wyrażnie ograniczone.
Co to są parametry sztywne / miękkie zgrzewania punktowego?
Sztywne: duże natężenie prądu, duża siła dociku i krótki czas przepływu prądu. Zapewniają duża wydajność zgrzewania, małe zużycie energi elektr.. Stosowane w produkcji wielkoseryjnej, a złącza posiadają małą strefę nagrzania.
Miękkie: mniejsze natężenie prądu, mniejsze siły docisku, i dłuższy czas przepływu prądu. Proces zgrzewania przebiega wolniej, co powoduje wzrost strefy wpływu ciepła i odkształceń złączy. Występuje mniejsza ożliwość podhartowania SWC i mniejsza skłonność do występowania pęknięc w złączach. Stosowanie w przypadku braku zgrzewarek dużej mocy, i przy zgrzewaniu materiałów skłonnych do podhartowania.
Jakich materiałów nie można zgrzewać tarciowo?
Większości gatunków żeliw lub wymaga specjalnych technik zgrzewania z uwagi na smarujące działanie grafitu obniżające znacznie sprawność procesu tarcia.
Jakie materiały można zgrzewac iskrowo?
Lączenie doczołowe rur, drutów, prętów, kształtowników, szyn kolejowych :) Przedmioty ze stali węglowych, niskostopowych, wysokostopowych o przerojach ponad 100 000m2, niklu kobaltu, miedzi i stopow miedzi, aluminium i stopw, tytamu, zeliw sferoidalnych. Mozliwe jest łączenie metali o wyraźnie róznych własnościach fizycznych, jak np. Stal z miedzia, miedzi z aluminium.
Wymienić pozycje przy spawaniu czołowym / pachwinowym.
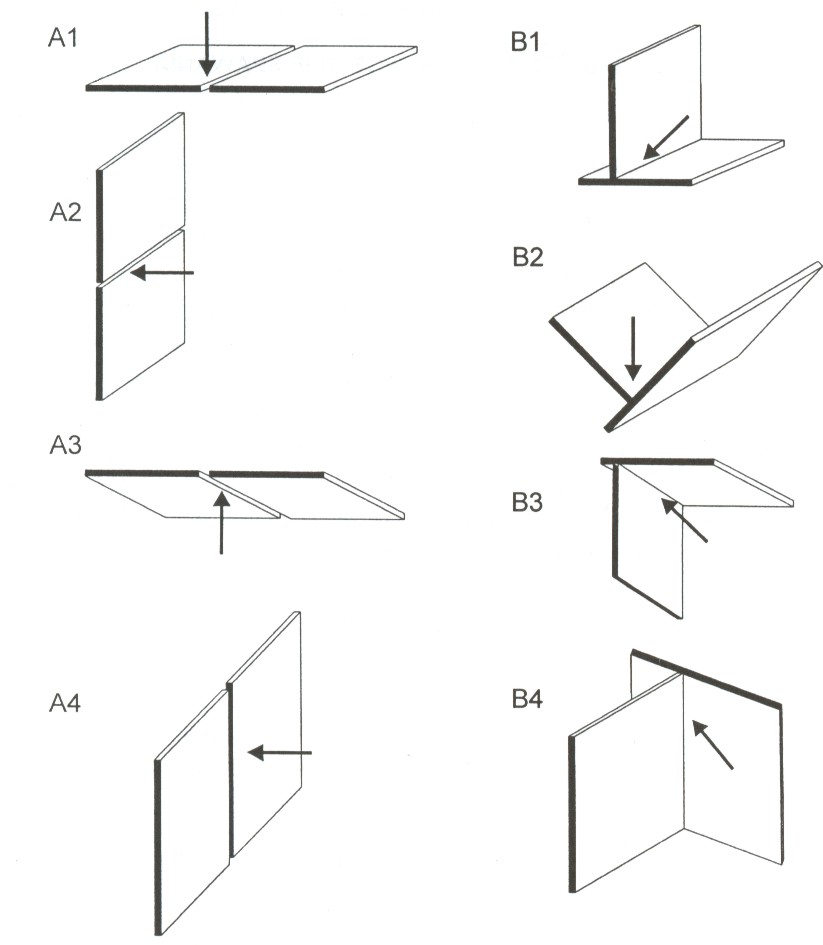
Wyjaśnienia oznaczeń:
A1-A4 - spoiny czołowe B1-B4 - spoiny pachwinowe
A1 - pozycja podolna PA B1 - pozycja naboczna PB
A2 - pozycja naścienna PC B2 - pozycja podolna PA
A3 - pozycja pułapowa PE B3 - pozycja okapowa PD
A4 - pozycja pionowa PG, PF B4 - pozycja pionowa PG, PF
Laborka
1 - zadania otuliny.
- zwiększenie przewodnictwa elektrycznego przestrzeni łuku
- ochronę ciekłego metalu przed dostępem tlenu i azotu z powietrza
- utworzenie żużla zmniejszającego szybkość chłodzenia spoiny i kształtującego lico spoiny
- odgazowanie ciekłego metalu
- regulację składu chemicznego stopiwa
- zapewnienie szybkiego wypływania ze stopiwa żużla i produktów odgazowania
- kierowanie położeniem ciekłego metalu przy spawaniu
podzial elektrod ze wzgledu na zastosowanie
- elektrody do spawania połączeniowego stali węglowych i nisko stopowych o podwyrzszonej wytrzymałości,
elektrody do spawania stali przeznaczonych do pracy w podwyższonych temperaturach,
elektrody do spawania stali wysokostopowych
elektrody do napawania
elektrody do spawania zeliwa
elektrody do spawania metali niezelaznych
elektrody specjalnego przeznaczenia (do cięcia ,żłobienia, spawania pod wodą).
2 - sposoby podawania drutu w automatach do spawania lukiem krytym.
- regulacha prędkości podawania drutu w zależności od napięcia łuku
- samoregulacja długości łuku
parametry spawania luukiem krytym
- natężenie prądu I = 200-2000 (4000) A
- napięcie łuku U = 25-45 V
- prędkość spawania v do 200 m/h, przeważnie 30-60 m/h
- średnica elektrod d = 1-9,5 mm
3 - parametry spawania mig/mag.
- natężenie prądu
- napięcie łuku
- prędkość spawania
- rodzaj i natężenie przepływu gazu ochronnego
zjawisko samoregulacji luku
Vel = const. Regulacja odbywa się wg, nastepujacego schematu: długośc łuku maleje, natężenie prądu rośnie, szybkośc stapiania elektrody wzrasta, długość łuku wzrasta, natęzenie maleje, szybkość stapiania eektrody maleje, coz przy stałej szybkości podawania elektrody prowadzi do skrócenia długości łuku.
Zmieniając prędkość podawania drutu elektrodowego reguluje się wielkość natężenia prądu spawania.
4 - metody zgrzewania tarciowego i parametry zgrzewania tarciowego.
Z napędem obrotowym ciągłym - jeden z przedmiotów zamocowany w uchwycie nieruchomym, a drugi napędzany silnikiem elktrycznym do wymaganej prędkości obrotowej. Następnie zwierane są powierzchnie czołowe zgrzewanych przedmiotów i wywierana jest siła docisku tarcia.
- predkość obrotowa tarcia - obr/min
- siła docisku tarcia - N
- czas tarcia - s
- siła docisku spęczania - N
- czas spęczania - s
- czas hamowania - s
Z napędem obrotowym inercyjnym - jeden z przedmiotów zamocowany w uchwycie stałym, a drugi w uchwycie obrotowym, umiesczaonym na wale połączonym sztywno z układem wymiennych tarcz koła zamachowego.
- początkowa prędkość obrotowa koła zamachowego - obr/min
- moment bezwładności koła zamachowego - kgxm2
- siła docisku - kN
- siła spęczania - kN
Wibracyjne - jeden przedmiot jest w nieruchomym i sztywnym oprzyrzadowaniu, a drugi wykonuje ruch wibracyjny. Siła wywierana hest prostopadle do kierunku drgań.
- amplituda drgań wibracyjnych - mm
- częstotliwość drgan wuibracyjnych - Hz
- siła docisku tarcia - kN
- czas drgań wibracyjnych - s
- siła docisku spęczania - kN
- czas spęczania - s
- wielkość odcinka skrócenia złącza - mm
Z mieszaniem materiału zgrzeiny.
5 - zalecenia tech. przy zgrzewniu punktowym.
- zgrzeiny powinny pracować na ścinanie
- powierzchnie cześci zgrzewanych powinny być płaskie i równoległe
- średnica zgrzeiny zależy od grubości blachy
- w przypadku większej liczby zgrzein, grupuje sie je w dwu lub kilku rzędach
- nie należy zgrzewać więcej niż trzy blachy
zjawisko bocznikowania pradu
Zgrzewanie puinktowe oporowe odbywa się zwykle przez połączenie co najmniej w klku punktach. Każda nastepna zgrzeina punktowa tworzona jest wtedy, tylko przez część natężenia prądu zgrzewania, gdyz zasilany elektrodą prąd elektr. przepływa jednocześnie przez wykonana uprzednio zgrzeinę. Bocznikowanie jest intensywniejsze, im mniejsza jest odległość między zgrzeinami, wieksza grubość zgrzewanych przedmiotów, oraz mniejsza opornośc elektr. Właściwa. Każda następna zgrzeibna musi być wykonana przy natężeniu prądu powiększonym o natężenie prądu bocznikowania, lub należy odpowiednio zwiększyć podziałkę zgrzein.
6 - roznica miedzy cieciem plazma i tlenem.
wymienic warunki ciecia tlenem.
- temp zapłonu ciętego metalu musi być niższa od temp. topnienia - war. ten spełniają tylko metale na osnowie żelaza.
- temp. topnienia tlenków ciętego metalu musi być niższa od jego temp. topnienia
- reakcja spania ciętego metalu musi być reakcją egzotermiczną
- współczynnik przedwodnictwa cieplnego ciętego metalu powinien być mały.
Wyszukiwarka