Plik pobrany ze strony
www.EgzaminZawodowy.info
Plik pobrany ze strony
www.EgzaminZawodowy.info
Zawód: technik mechatronik
Symbol cyfrowy zawodu: 311[50]
Numer zadania: 1
311[50]-01-121
Czas trwania egzaminu: 240 minut
ARKUSZ EGZAMINACYJNY
ETAP PRAKTYCZNY
EGZAMINU POTWIERDZAJĄCEGO KWALIFIKACJE ZAWODOWE
STYCZEē 2012
Informacje dla zdającego:
1. Materiaáy egzaminacyjne obejmują: ARKUSZ EGZAMINACYJNY z treĞcią zadania
i dokumentacją, zeszyt ze stroną tytuáową KARTA PRACY EGZAMINACYJNEJ oraz KARTĉ
OCENY.
2. SprawdĨ, czy arkusz egzaminacyjny zawiera 6 stron. SprawdĨ, czy materiaáy egzaminacyjne
są czytelne i nie zawierają báĊdnie wydrukowanych stron. Ewentualny brak stron lub inne
usterki w materiaáach egzaminacyjnych zgáoĞ przewodniczącemu zespoáu nadzorującego
etap praktyczny.
3. Na KARCIE PRACY EGZAMINACYJNEJ:
wpisz
swoją datĊ urodzenia,
wpisz swój numer PESEL*.
4. Na KARCIE OCENY:
wpisz
swoją datĊ urodzenia,
wpisz swój numer PESEL*,
wpisz symbol cyfrowy zawodu,
zamaluj
kratkĊ z numerem odpowiadającym numerowi zadania,
przyklej
naklejkĊ ze swoim numerem PESEL w oznaczonym miejscu na karcie.
5. Zapoznaj siĊ z treĞcią zadania egzaminacyjnego, dokumentacją zaáączoną do zadania,
stanowiskiem egzaminacyjnym i jego wyposaĪeniem. Masz na to 20 minut. Czas ten nie jest
wliczany do czasu trwania egzaminu.
6. Po upáywie tego czasu przystąp do rozwiązywania zadania. Rozwiązanie obejmuje
opracowanie projektu realizacji prac okreĞlonych w treĞci zadania, wykonanie prac
związanych z opracowywanym projektem i sporządzenie dokumentacji z ich wykonania.
7. Zadanie rozwiązuj tylko w zeszycie KARTA PRACY EGZAMINACYJNEJ od razu na czysto,
nie otrzymasz dodatkowych kartek. Notatki, pomocnicze obliczenia itp., jeĪeli nie naleĪą
do pracy, obwiedĨ linią i oznacz sáowem BRUDNOPIS. Zapisy oznaczone BRUDNOPIS
nie bĊdą oceniane.
8. Po rozwiązaniu zadania ponumeruj strony pracy egzaminacyjnej. Numerowanie rozpocznij
od strony, na której jest miejsce do zapisania tytuáu pracy. Wszystkie materiaáy, które
zaáączasz do pracy, opisz swoim numerem PESEL* w prawym górnym rogu.
9. Na stronie tytuáowej zeszytu KARTA PRACY EGZAMINACYJNEJ, wpisz liczbĊ stron swojej
pracy i liczbĊ sztuk zaáączonych materiaáów.
10. Zeszyt KARTA PRACY EGZAMINACYJNEJ i KARTĉ OCENY przekaĪ zespoáowi
nadzorującemu etap praktyczny.
Powodzenia!
Arkusz zawiera informacje
prawnie chronione do
momentu rozpoczĊcia
egzaminu
* w przypadku braku numeru PESEL - seria i numer paszportu lub innego dokumentu potwierdzającego toĪsamoĞü.
Plik pobrany przez: id_HKNLJYRE
Data pobrania: 19:35:23 24-02-2013
Plik pobrany ze strony
www.EgzaminZawodowy.info
Plik pobrany ze strony
www.EgzaminZawodowy.info
Zadanie praktyczne
W zakáadzie zamontowano urządzenie przeznaczone do transportowania
metalowych elementów. Elementy są przesuwane przy uĪyciu siáowników pneumatycznych,
a nastĊpnie transportowane za pomocą przenoĞnika taĞmowego. W mechanizmie
sterowniczym urządzenia zastosowano sterownik PLC. Opis dziaáania mechanizmu
zamieszczono w Zaáączniku 1.
Na stanowisku egzaminacyjnym znajduje siĊ páyta montaĪowa, na której
zabudowano dziaáający model mechanizmu sterowniczego urządzenia do transportowania
metalowych elementów. W zaleĪnoĞci od wyposaĪenie stanowiska model moĪe zawieraü,
zamieszczone w Tabeli 1, rzeczywiste elementy mechanizmu sterowniczego lub zamiast
rzeczywistych elementów ich modele, tj. zamiast czujników indukcyjnych – przyciski
sterownicze zwierne bez samoczynnego powrotu (bistabilne, normalnie otwarte), zamiast
stycznika i elektrozaworów rozdzielających 3/2 – lampki sygnalizacyjne.
Opracuj projekt realizacji prac związanych z montaĪem, oprogramowaniem
i uruchomieniem mechanizmu sterowniczego urządzenia do transportowania metalowych
elementów.
Na podstawie modelu mechanizmu zamontowanego na stanowisku egzaminacyjnym
narysuj schemat poáączeĔ elementów rzeczywistego mechanizmu, tj. przycisków
sterowniczych, czujników indukcyjnych, stycznika, elektrozaworów ze sterownikiem PLC.
W KARCIE PRACY EGZAMINACYJNEJ uzupeánij listĊ przyporządkowania.
Napisz program sterowniczy w jĊzyku LD (schemat drabinkowy) lub FBD (schemat
bloków funkcyjnych), zapewniający dziaáanie mechanizmu zgodnie z opisem (Zaáącznik 1).
PrzeĞlij program do sterownika PLC, sprawdĨ poprawnoĞü dziaáania mechanizmu,
wykonując próbne uruchomienie modelu zamontowanego na stanowisku egzaminacyjnym.
WprowadĨ ewentualne poprawki do programu. SporządĨ dokumentacjĊ z wykonanych
prac.
Projekt realizacji prac powinien zawieraü:
1. Tytuá pracy egzaminacyjnej zgodny z treĞcią zadania.
2. ZaáoĪenia do projektu realizacji prac wynikające z treĞci zadania i zaáącznika.
3. Wykaz dziaáaĔ związanych z montaĪem, oprogramowaniem i uruchomieniem
mechanizmu sterowniczego urządzenia do transportowania metalowych elementów.
4. Wykaz elementów, narzĊdzi i sprzĊtu kontrolno-pomiarowego potrzebnych do
montaĪu i oprogramowania mechanizmu.
5. Algorytm dziaáania mechanizmu w formie listy kroków lub schematu blokowego.
Dokumentacja z wykonanych prac powinna zawieraü:
1.
Uzupeánioną listĊ przyporządkowania oraz schemat poáączeĔ elementów
wejĞciowych i wyjĞciowych ze sterownikiem PLC.
2.
Wnioski dotyczące prawidáowoĞci dziaáania programu sterowniczego.
Strona 2 z 6
Plik pobrany przez: id_HKNLJYRE
Data pobrania: 19:35:23 24-02-2013
Plik pobrany ze strony
www.EgzaminZawodowy.info
Plik pobrany ze strony
www.EgzaminZawodowy.info
3. Podpisany numerem PESEL jeden zrzut ekranu zawierający program zaáadowany
do pamiĊci sterownika wraz z komentarzami wyjaĞniającymi dziaáanie programu
(format A4 o orientacji pionowej).
Uwaga:
Zrzut z ekranu umieĞü w dokumencie edytora tekstu, plik zapisz na pulpicie w folderze
o nazwie PESEL (PESEL to twój numer pesel). NastĊpnie folder skopiuj do pamiĊci USB
i poproĞ przewodniczącego zespoáu nadzorującego etap praktyczny o wydrukowanie pliku.
Do wykonania zadania wykorzystaj:
Zaáącznik 1. Opis dziaáania mechanizmu sterowniczego do transportowania
metalowych elementów
oraz
zamieszczoną w KARCIE PRACY EGZAMINACYJNEJ ListĊ przyporządkowania.
Do wykonania zadania przygotowano stanowisko wyposaĪone w:
1. Komputer z oprogramowaniem poáączony ze sterownikiem PLC.
2. Model mechanizmu sterowniczego skáadający siĊ z páyty z zamontowanymi
i sprawnymi elementami podáączonymi do wejĞü i wyjĞü sterownika PLC.
3. DokumentacjĊ stanowiskową zawierającą informacje o elementach
zastosowanych w modelu mechanizmu sterowniczego.
Czas przeznaczony na wykonanie zadania wynosi 240 minut.
Strona 3 z 6
Plik pobrany przez: id_HKNLJYRE
Data pobrania: 19:35:23 24-02-2013
Plik pobrany ze strony
www.EgzaminZawodowy.info
Plik pobrany ze strony
www.EgzaminZawodowy.info
Zaáącznik 1.
Opis dziaáania mechanizmu sterowniczego do transportowania metalowych
elementów
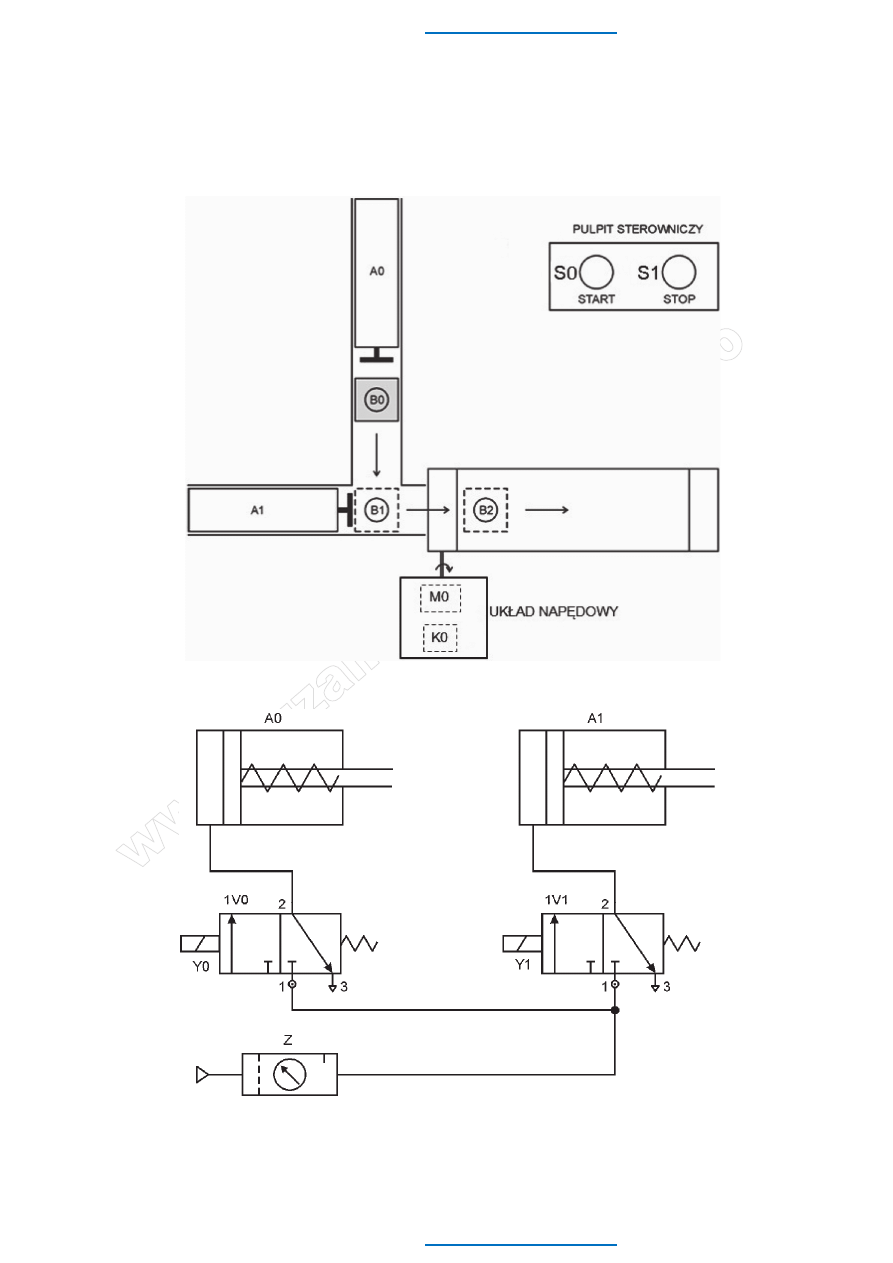
Rys. 1 Schemat urządzenia do transportowania metalowych elementów.
Rys. 2 Schemat poáączeĔ podzespoáów pneumatycznych.
Strona 4 z 6
Plik pobrany przez: id_HKNLJYRE
Data pobrania: 19:35:23 24-02-2013
Plik pobrany ze strony
www.EgzaminZawodowy.info
Plik pobrany ze strony
www.EgzaminZawodowy.info
Mechanizm sterowniczy urządzenia do transportowania elementów metalowych
zbudowany jest z dwóch siáowników jednostronnego dziaáania ze sprĊĪyną powrotną A0
i A1, silnika M0 napĊdzającego przenoĞnik taĞmowy, stycznika K0 ukáadu sterowania
silnika M0, przycisków sterowniczych S0 i S1 oraz czujników B0, B1 i B2. Do sterowania
wykorzystano w mechanizmie sterownik PLC (Tabela 1).
Przepáywem sprĊĪonego powietrza w siáownikach A0 i A1 sterują elektrozawory
rozdzielające 3/2 1V0 i 1V1.
Mechanizm sterowniczy moĪe znajdowaü siĊ w trybie PRACA (transportowanie
metalowych elementów) lub w trybie OCZEKIWANIE (stan gotowoĞci do pracy po
wáączeniu zasilania mechanizmu).
Przeáączenie z trybu OCZEKIWANIE do trybu PRACA nastĊpuje po wciĞniĊciu
przycisku S0. W tym trybie, po wykryciu przez czujnik B0 metalowego elementu, táoczysko
siáownika A0 wysuwa siĊ, przemieszczając element do strefy dziaáania czujnika B1.
Po wykryciu elementu przez czujnik B1, táoczysko siáownika A0 wraca do pozycji
spoczynkowej, a táoczysko siáownika A1 wysuwa siĊ, przesuwając metalowy element do
strefy dziaáania czujnika B2.
Po wykryciu elementu przez czujnik B2 nastĊpuje powrót táoczyska siáownika A1 do
pozycji spoczynkowej i jednoczesne uruchomienie silnika M0 napĊdzającego przenoĞnik
taĞmowy poprzez podanie napiĊcia na cewkĊ stycznika K0 (o ile silnik nie byá wáączony).
Wyáączenie silnika nastĊpuje po piĊciu sekundach od wykrycia metalowego
elementu przez czujnik B2, a wiĊc po czasie dáuĪszym, niĪ czas pojawienia siĊ kolejnego
elementu w strefie dziaáania czujnika B2 podczas normalnej pracy urządzenia.
Po wciĞniĊciu przycisku S1 mechanizm sterowniczy przeáącza siĊ z trybu PRACA do
trybu OCZEKIWANIE, co powoduje zatrzymanie silnika M0 (brak napiĊcia na cewce
stycznika) oraz powrót siáowników A0 i A1 do pozycji spoczynkowych (o ile byáy wysuniĊte).
Strona 5 z 6
Plik pobrany przez: id_HKNLJYRE
Data pobrania: 19:35:23 24-02-2013
Plik pobrany ze strony
www.EgzaminZawodowy.info
Plik pobrany ze strony
www.EgzaminZawodowy.info
Tabela 1. Wykaz elementów mechanizmu sterowniczego urządzenia do
transportowania metalowych elementów
L.p. Nazwa
Oznaczenie
Wybrane parametry katalogowe
1. Sterownik
PLC
PLC
NapiĊcie zasilania: 24 V DC
WejĞcia cyfrowe: min. 5, wejĞcia 24 V DC
WyjĞcia cyfrowe: min. 3, wyjĞcia 24 V DC
MontaĪ: szyna TH 35 lub inny sposób
mocowania do páyty.
2. Przycisk
sterowniczy
S0
Typ: przycisk sterowniczy zwierny NO,
o samoczynnym powrocie,
Un <= 230 V,
In = 1,5 A
MontaĪ: szyna TH 35 lub inny sposób
mocowania do páyty.
3. Przycisk
sterowniczy
S1
Typ: przycisk sterowniczy rozwierny NC,
bez samoczynnego powrotu,
Un <= 230 V,
In = 1,5 A
MontaĪ: szyna TH 35 lub inny sposób
mocowania do páyty.
4. Czujnik
indukcyjny
B0
B1
B2
Typ: czujnik zbliĪeniowy
NapiĊcie zasilania: Un = 24 V DC
Prąd obciąĪenia: 200 mA
Minimalna czĊst. Przeáączania: 1000 Hz
Temperatura pracy: -10 °C ÷ +70 °C
WyjĞcie: PNP, styk zwierny NO
5. Stycznik
K0
Cewka o napiĊciu zasilania 24 V DC
6.
Cewka elektrozaworu
siáownika 3/2
Y0
Y1
Cewka o napiĊciu zasilania 24 V DC
Strona 6 z 6
Plik pobrany przez: id_HKNLJYRE
Data pobrania: 19:35:23 24-02-2013
Wyszukiwarka
Podobne podstrony:
Mechatronik Praktyczny 2012 styczen 1
Mechatronik Praktyczny 2012 styczen 2
Mechatronik Praktyczny 2013 styczen 1
Mechatronik Praktyczny 2012 1
Mechatronik Praktyczny 2012 4
Mechatronik Praktyczny 2012 3
Mechatronik Praktyczny 2012 6
Mechatronik Praktyczny 2013 styczen 1
Mechatronik Praktyczny 2012 1
2012 styczeń zad 2 Egzamin praktyczny przykład rozwiązania
2012 styczeń zad 2 Egzamin praktyczny
2012 styczeń zad 2 Egzamin praktyczny
Ashampoo Magical Security 2007 1, Technik Informatyk, egzamin praktyczny, Technik informatyk 2012 St
2012 styczeń zad 1 Egzamin praktyczny
Egzamin praktyczny BHP styczeń 2012
2012 styczen OPEXid 27724 Nieznany
Mechatronik Praktyczny 2010 6
praktyczny 2010 styczen
2012 styczen OKE Poznań klucz
więcej podobnych podstron