1
Tomasz Sidorczuk ATH WBMiI AiR
Imię i Nazwisko
Tomasz Sidorczuk
TECHNIKI WYTWARZANIA
Ćwiczenie nr :
6
Temat:
Szlifowanie, wyważanie ściernic
Data wykonania ćwiczenia:
13.06.2016r.
Rok akademicki:
2015/2016
Uczelnia:
AKADEMIA TECHNICZNO-HUMANISTYCZNA W BIELSKU-BIAŁEJ
Kierunek:
Automatyka i Robotyka
Semestr:
II
Grupa:
2 A
Spis treści:
1. Wstęp teoretyczny
2. Cel ćwiczenia
3. Przebieg ćwiczenia
4. Wnioski i podsumowanie
2
Tomasz Sidorczuk ATH WBMiI AiR
1. Wstęp teoretyczny
1.1 Istota procesu szlifowania
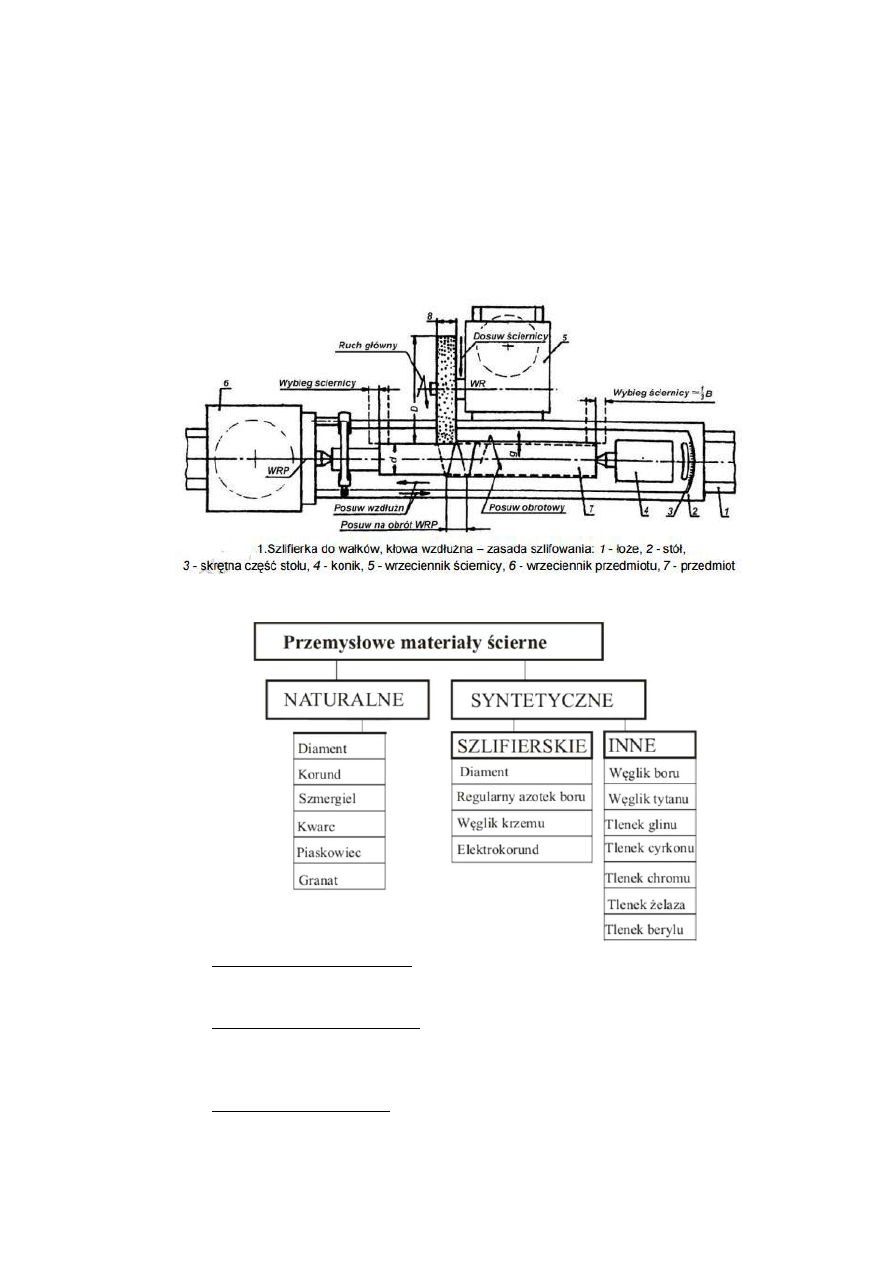
Szlifowanie- obróbka ścierna, sposób obróbki skrawaniem, w którym narzędziem
skrawającym jest ściernica, osełka lub taśma ścierna. Przy szlifowaniu ruch roboczy
obrotowy wykonuje zawsze ściernica, ruch posuwowy, prostoliniowy lub obrotowy,
wykonuje przedmiot obrabiany lub ściernica (niekiedy ruch ten złożony jest z ruchu
ściernicy i przedmiotu).
1.2 Materiały i narzędzia ścierne
Narzędzia ścierne spojone –ściernice, segmenty, pilniki i osełki ściernice,
kształtniki oraz tzw. pastylki, druty i taśmy metalowe z warstwą ścierną diamentową
lub borazonową. Ziarna w tych narzędziach związane są ze sobą spoiwem.
Narzędzia ścierne nasypowe –arkusze (papiery, płótna) ścierne, taśmy ścierne,
krążki oraz tarcze listkowe. Podłożem jest papier, tkanina lub folia z tworzywa
sztucznego. Do podłoża przy pomocy spoiwa klejowego lub żywicznego
przytwierdzone są ziarna ścierne.
Pasty ścierne i polerskie - są to zawiesiny ziaren materiału ściernego w ośrodku
o konsystencji stałej, ciekłej lub pośredniej. Stosowane są do docierania, polerowania
mechanicznego.

3
Tomasz Sidorczuk ATH WBMiI AiR
1.3 Rodzaje szlifowania
a) Szlifowanie płaszczyzn (obwodem ściernicy, bez posuwu poprzecznego, z posuwem
poprzecznym głębokie w którym naddatek na szlifowanie odpowiada głębokości
skrawania)
Szlifowanie obwodowe stosuje się do obróbki przedmiotów o niewielkiej
sztywności, od których wymaga się dużej dokładności oraz wówczas, gdy wskazane jest, z
powodu stosunkowo małej powierzchni styku ściernicy z materiałem obrabianym,
ograniczenie niekorzystnych wpływów temperatury na wyniki procesu. Ściernica wykonuje
ruch obrotowy z prędkością v
s
natomiast przedmiot zamocowany na stole magnetycznym
wykonuje ruch wzdłużny i poprzeczny w określonym cyklu pracy.
Szlifowanie czołowe -wrzeciono ściernicy jest zazwyczaj ustawione prostopadle do
powierzchni obrabianej. Proces ten jest szczególnie zalecany do obróbki powierzchni
nieciągłych, a więc do obróbki przedmiotów o dużych otworach, wykrojach i pogłębieniach
na powierzchni.
b) Szlifowanie otworów
- wzdłużne -ściernica wykonuje ruch obrotowy z prędkością skrawania v
s
oraz ruch
posuwowy wzdłużny v
fa
i jednocześnie przedmiot obrabiany wykonuje ruch obrotowy
z prędkością v
w
.
-wgłębne -ściernica wykonuje ruch posuwowy promieniowy v
fr
a szerokość ściernicy
jest większa od głębokości szlifowania a
p
(rys. 3b).
-planetarne- stosuje się w przypadkach, gdy nie można wprawić przedmiotu
obrabianego w ruch obrotowy. Wtedy ściernica wykonuje ruch główny obrotowy –
wokół własnej osi oraz ruch obrotowy posuwowy wzdłuż szlifowanej powierzchni
obrotowej otworu.
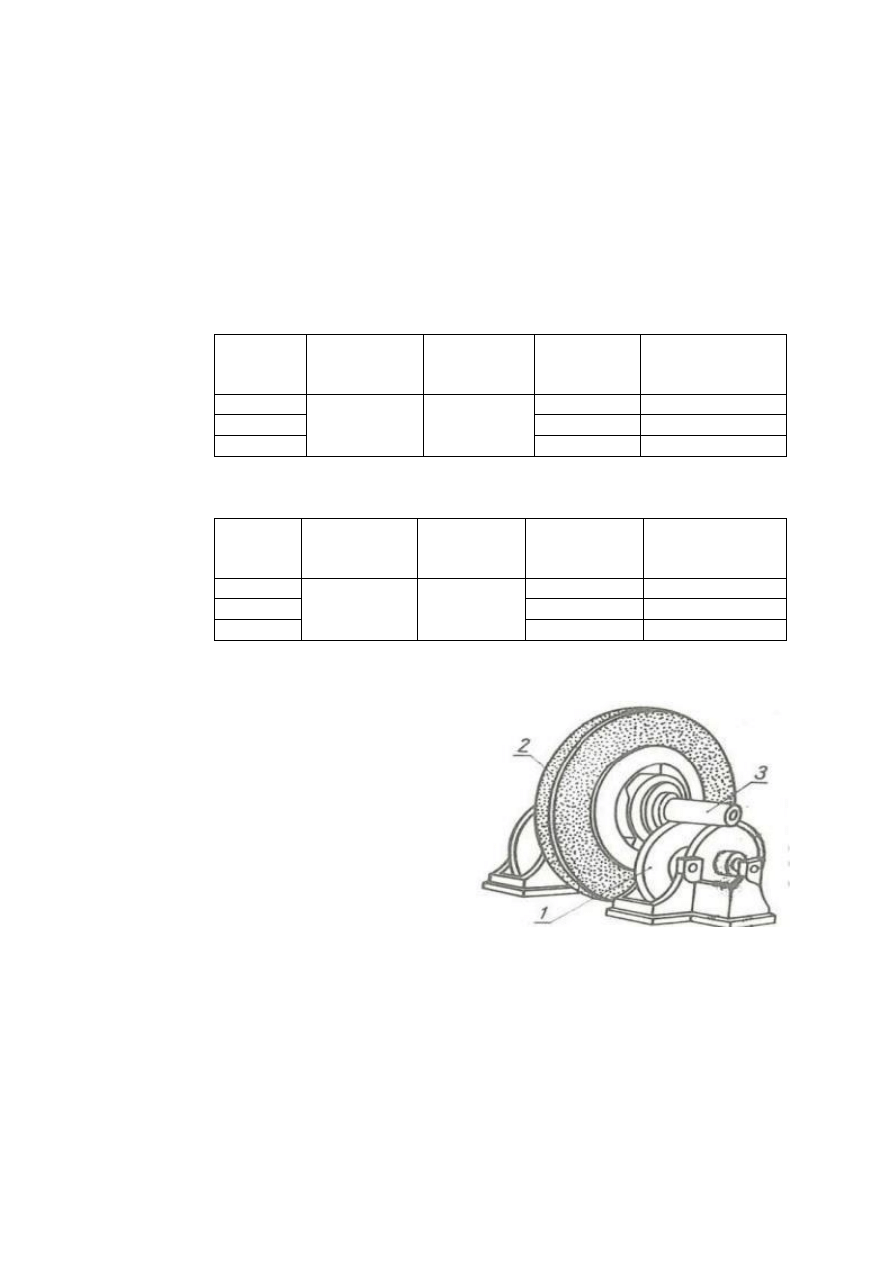
1.4 Przygotowanie ściernicy do pracy (wyrównoważenie)
Wyrównoważenie statyczne ściernicy jest stanem prowadzącym do równowagi
ściernicy, w którym jej środek ciężkości zostaje przesunięty w taki sposób, aby leżał na
osi obrotu. Ściernicę kładzie się na specjalnych obrotowych tarczach (łożyskach) tak,
aby mogła się swobodnie obracać. Na mocowaniu znajdują się 3 odważniki które się
ustawia w taki sposób aby ściernica płynnie się obracała w każdym położeniu (była
wyważona)
Wyrównoważenie dynamiczne – przesuwa się główną oś bezwładności ściernicy na oś
obrotu aby nie powstawał moment pochodzący od sił bezwładności wirujących mas.
Dokonuje się tego za pomocą urządzeń specjalnych do wyrównoważenia dynamicznego.
Proces wyrównoważenia polega na ręcznym przemieszczaniu masy wyrównoważającej za
pomocą pokręteł zespołu napędowego urządzenia, w celu uzyskania minimalnej amplitudy
drgań wrzeciona ściernicy rejestrowanej na mierniku. Amplituda drgań ściernicy
wyrównoważonej dynamicznie jest 4 razy mniejsza niż po
Wstęp teoretyczny ma za zadanie jedynie zgrubne opisanie tematu. W celu uzyskania
większej ilości informacji należy szukać w profesjonalnej literaturze tematycznej (patrz.
Bibliografia).
4
Tomasz Sidorczuk ATH WBMiI AiR
2. Cel ćwiczenia
Zapoznanie się ze sposobem i charakterem pracy na szlifierce
Zapoznanie się z budową szlifierki i jej oprzyrządowaniem
Zapoznanie się z metodologią wyważania i obciągania ściernic
3. Przebieg ćwiczenia
3.1 Obciąganie ściernicy
3.2
Szlifowanie płaskiej powierzchni przy zmiennym posuwie
Lp.
Grubość
warstwy
szlifowanej
Prędkość
obrotowa
Posuw
Chropowatość
(Ra)
1
0,01 mm
Stała
Minimalny
0.5
2
Średni
0.7
3
Maksymalny
0.5
3.3 Szlifowanie płaskiej powierzchni przy zmiennej grubości warstwy
szlifowanej
Lp.
Posuw
Prędkość
obrotowa
Grubość
warstwy
zbieranej[mm]
Chropowatość
(Ra)
1
Stały/średni
Stała
0.01
0.6
2
0.02
0.6
3
0.03
0.7
3.4 Statyczne wyważanie ściernicy
Ustawienie 3 odważników tak aby na
przyrządzie do wywarzania statycznego
ściernica płynnie obracała się w każdej
pozycji

5
Tomasz Sidorczuk ATH WBMiI AiR
4. Wnioski i podsumowanie
Cele ćwiczenia zostały zrealizowane
Dzięki procesowi szlifowania można uzyskać bardzo dokładne wymiary (o
małej tolerancji) oraz powierzchnie o niskiej chropowatości (gładkie). Szlifuje
się zazwyczaj materiały twarde, takie które ciężko skrawać w inny sposób (na
tokarkach czy frezarkach).
Materiały ścierne mają bardzo dużą ilość krawędzi skrawających, które
stosunkowo szybko się zużywają (materiał ścierany osadza się na narzędziu).
W przypadku ściernic stosuje się tzw. obciąganie. Polega ono na ściągnięciu
zużytej warstwy za pomocą specjalnego przyrządu – obciągacza. Jeśli ściernica
musi mieć określony profil(kształt) to obciągacz musi być w takim kształcie aby
odtworzyć ten profil.
Wyważenie ściernicy jest ważnym etapem przygotowania ściernicy do pracy.
Jej nie wyważenie powoduje bicie podczas pracy i w rezultacie szybkie zużycie/
uszkodzenie łożysk czy niedokładność wymiarową przedmiotu obrabianego.
Wyważanie należy przeprowadzić przed pierwszym założeniem ściernicy, po
jej pierwszym obciągnięciu i co jakiś czas należy kontrolować czy ściernica nie
wywołuje zbyt dużych drgań (świadczących o braku wyważenia).
Proces szlifowania wiąże się z wydzielaniem dużej ilości ciepła i problemem z
jej odprowadzeniem. W tym celu stosuje się chłodziwo, którym obficie polewa
się ściernicę podczas pracy.
Zmiana parametrów szlifowania nieznacznie wpływa na chropowatość
powierzchni.
Wyszukiwarka
Podobne podstrony:
sciąga z technik Pawła, Politechnika Lubelska, Studia, semestr 5, Sem V, Sprawozdania, Techniki wytw
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 5D
Materiał2, Politechnika, Sprawozdania, projekty, wyklady, Techniki wytwarzania
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 5A
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 3B
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 6B
+LabOdlewnictwo4 - 2 Rok V+, Politechnika, Sprawozdania, projekty, wyklady, Techniki wytwarzania
+LabSpawanie4 - 2 Rok V+, Politechnika, Sprawozdania, projekty, wyklady, Techniki wytwarzania
spaw3, Politechnika, Sprawozdania, projekty, wyklady, Techniki wytwarzania
ZESTAWIENIE WYNIKÓW, Politechnika, Sprawozdania, projekty, wyklady, Techniki wytwarzania
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 5E
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 2E
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 2A
+LabSpawanie5 - 2 Rok V+, Politechnika, Sprawozdania, projekty, wyklady, Tech
więcej podobnych podstron