B
C
D
F
G
I
A
E
A
H
GEN ER AL TUR NIN G Cutting d ata
A 66
TOCZENIE OGÓLNE
Parametry skrawania
T
ocz
e
nie o
gól
ne
Prz
ecin
anie
i to
c
zeni
e
rowków
T
ocz
e
nie gwint
ów
F
rezowani
e
Wi
er
ceni
e
Wy
tac
zani
e
Sys
te
my
m
oc
o
wani
a
narz
ę
dz
i
Informa
c
je ogól
ne
A
T
ocz
e
nie o
gól
ne
O
b
ró
bk
a
wiel
ozadani
owa
POL
POL
PO
L
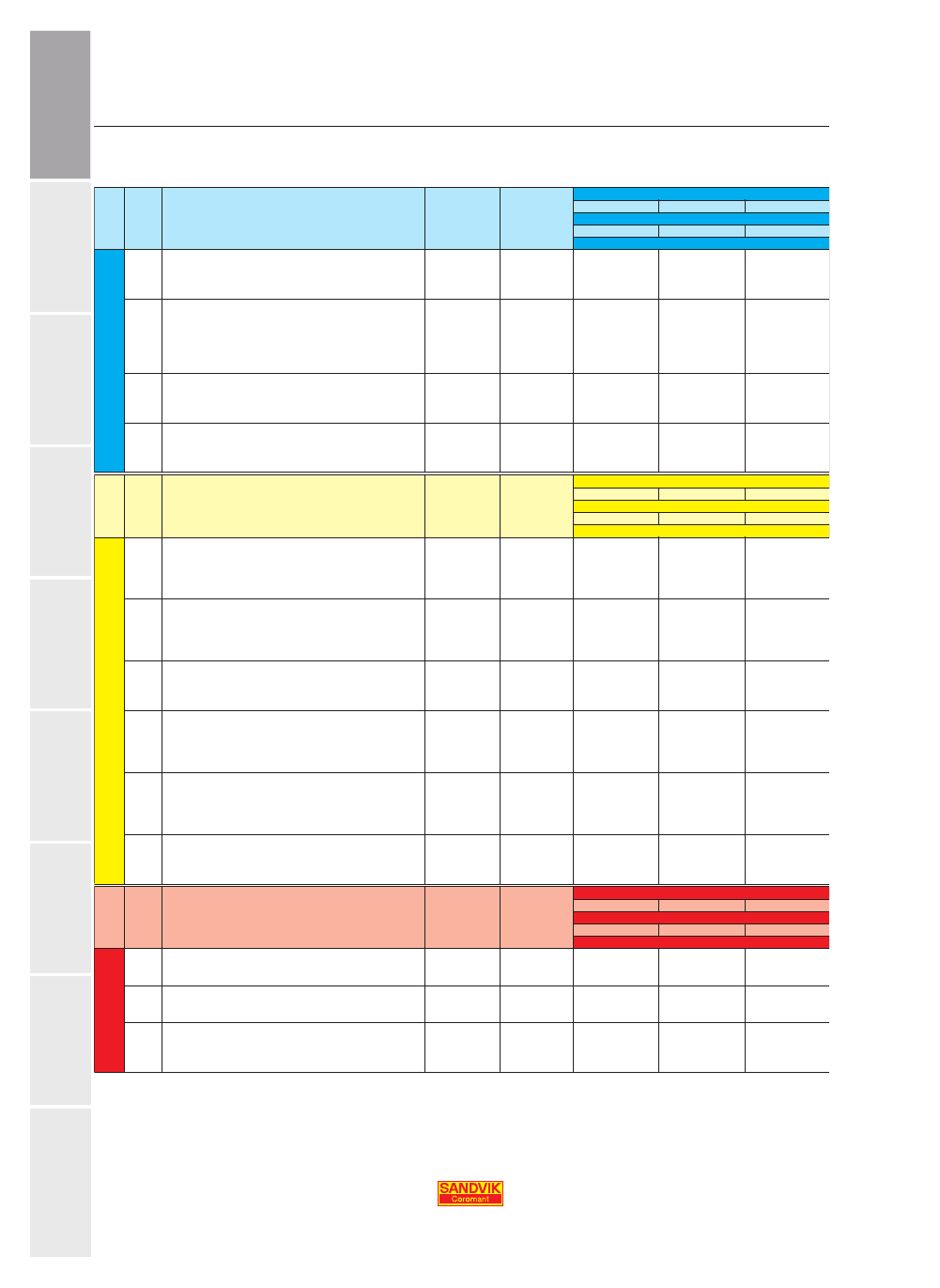
Zalecenia dotyczące prędkości skrawania
Zalecenia obowiązują przy stosowaniu chłodziwa.
ISO
Nr
CMC
Materiał
Jednostkowa
siła skrawania
k
c
0.4
Twardość
Brinella
<<<< ODPORNOŚĆ NA ŚCIERANIE
CT5015
GC1525
GC1025
h
ex
, mm
≈ posuw f
n
, mm/obr przy
κr 90°-95°
0.05-0.1-0.2
0.05-0.1-0.2
0.1-0.3-0.5
N/mm
2
HB
Prędkość skrawania, (
V
c
), m/min
P
Stal węglowa
01.1
C = 0.1–0.25%
2000
125
650-540-440
560-465-380
310-255-195
Stal
01.2
C = 0.25–0.55%
2100
150
570-480-385
495-415-335
280-225-180
01.3
C = 0.55–0.80%
2200
170
510-425-340
430-365-295
260-210-170
Stal niskostopowa
(ilość dodatków stopowych
≤5%)
02.1
Niehartowana
2150
180
480-400-320
375-320-255
-
02.12
Stal łożyskowa
2300
210
-
-
-
02.2
Hartowana i odpuszczana
2550
275
285-235-190
200-165-135
-
02.2
Hartowana i odpuszczana
2850
350
230-190-150
160-135-110
-
Stal wysokostopowa
(dodatki stopowe >5%)
03.11
Wyżarzana
2500
200
395-330-250
260-215-175
-
03.21
Hartowana stal narzędziowa
3900
325
195-165-130
145-115-90
-
Odlewy staliwne
06.1
Niestopowe
2000
180
260-215-175
225-185-145
-
06.2
Niskostopowe (ilość dodatków stopowych
≤5%)
2100
200
270-225-170
175-145-105
-
06.3
Wysokostopowa (ilość dodatków stopowych >5%)
2650
225
200-165-125
140-115-85
-
ISO
Nr
CMC
Materiał
Jednostkowa
siła skrawania
k
c
0.4
Twardość
Brinella
<<<< ODPORNOŚĆ NA ŚCIERANIE
GC1525
GC1005
GC1105
h
ex
, mm
≈ posuw f
n
, mm/obr przy
κr 90°-95°
0.1-0.2
0.1-0.2-0.3
0.1-0.2-0.3
N/mm
2
HB
Prędkość skrawania, (
V
c
), m/min
M
Ferrytyczna/martenzytyczna
Pręty/odkuwki
S
tal
n
ierdz
e
w
na
05.11
Niehartowana
2300
200
290-240
380-305-245
380-305-245
05.12
Utwardzana wydzieleniowo
3550
330
170-150
350-280-225
350-280-225
05.13
Hartowana
2850
330
170-150
245-195-160
245-195-160
Austenityczna
Pręty/odkuwki
05.21
Austenityczna
2300
180
220-195
410-330-265
410-330-265
05.22
Utwardzana wydzieleniowo
3550
330
195-170
220-175-145
220-175-145
05.23
Superaustenityczna
2950
200
145-130
245-200-160
245-200-160
Austenityczno-ferrytyczna (Duplex)
Pręty/odkuwki
05.51
Niespawalna
≥ 0.05%C
2550
230
-
315-255-205
315-255-205
05.52
Spawalna < 0.05%C
3050
260
-
280-225-185
280-225-185
Ferrytyczna/martenzytyczna
Odlew
15.11
Niehartowana
2100
200
-
-
-
15.12
Utwardzana wydzieleniowo
3150
330
-
-
-
15.13
Hartowana
2650
330
-
-
-
Austenityczna
Odlew
15.21
Austenityczna
2200
180
-
-
-
15.22
Utwardzana wydzieleniowo
3150
330
-
-
-
15.23
Superaustenityczna
2700
200
-
-
-
Austenityczno-ferrytyczna (Duplex)
Odlew
15.51
Niespawalne
≥ 0.05%C
2250
230
-
-
-
15.52
Spawalna < 0.05%C
2750
260
-
-
-
ISO
Nr
CMC
Materiał
Jednostkowa
siła skrawania
k
c
0.4
Twardość
Brinella
<<<< ODPORNOŚĆ NA ŚCIERANIE
CB7050/CB50
CC6090
GC1690
h
ex
, mm
≈ posuw f
n
, mm/obr przy
κr 90°-95°
0.1-0.25-0.4
0.2-0.4-0.6
0.2-0.4-0.6
N/mm
2
HB
Prędkość skrawania, (
V
c
), m/min
K
Żeliwo ciągliwe
07.1
Ferrytyczne (krótki wiór)
940
130
-
740-600-500
740-600-500
Żeliwo
07.2
Perlityczne (długi wiór)
1100
230
-
640-500-400
640-500-400
Żeliwo szare
08.1
O niskiej wytrzymałości
1100
180
1700-1450-1200
740-600-500
740-600-500
08.2
O wysokiej wytrzymałości
1150
220
1450-1250-1050
690-540-435
690-540-435
Żeliwo sferoidalne
09.1
Ferrytyczne
1050
160
-
-
580-450-345
09.2
Perlityczne
1750
250
-
-
480-350-250
09.3
Martenzytyczne
2700
380
-
-
325-260-220
B
C
D
F
G
I
A
E
A
H
GE NE RAL TURNI NG Cutting data
A 67
T
ocz
e
nie o
gól
ne
Prz
ecin
anie
i to
c
zeni
e
rowków
T
ocz
e
nie gwint
ów
F
rezowani
e
Wi
er
ceni
e
Wy
tac
zani
e
Sys
te
my
m
oc
o
wani
a
narz
ę
dz
i
Informa
c
je ogól
ne
A
T
ocz
e
nie o
gól
ne
Parametry skrawania
TOCZENIE OGÓLNE
O
b
ró
bk
a
wiel
ozadani
owa
POL
POL
PO
L
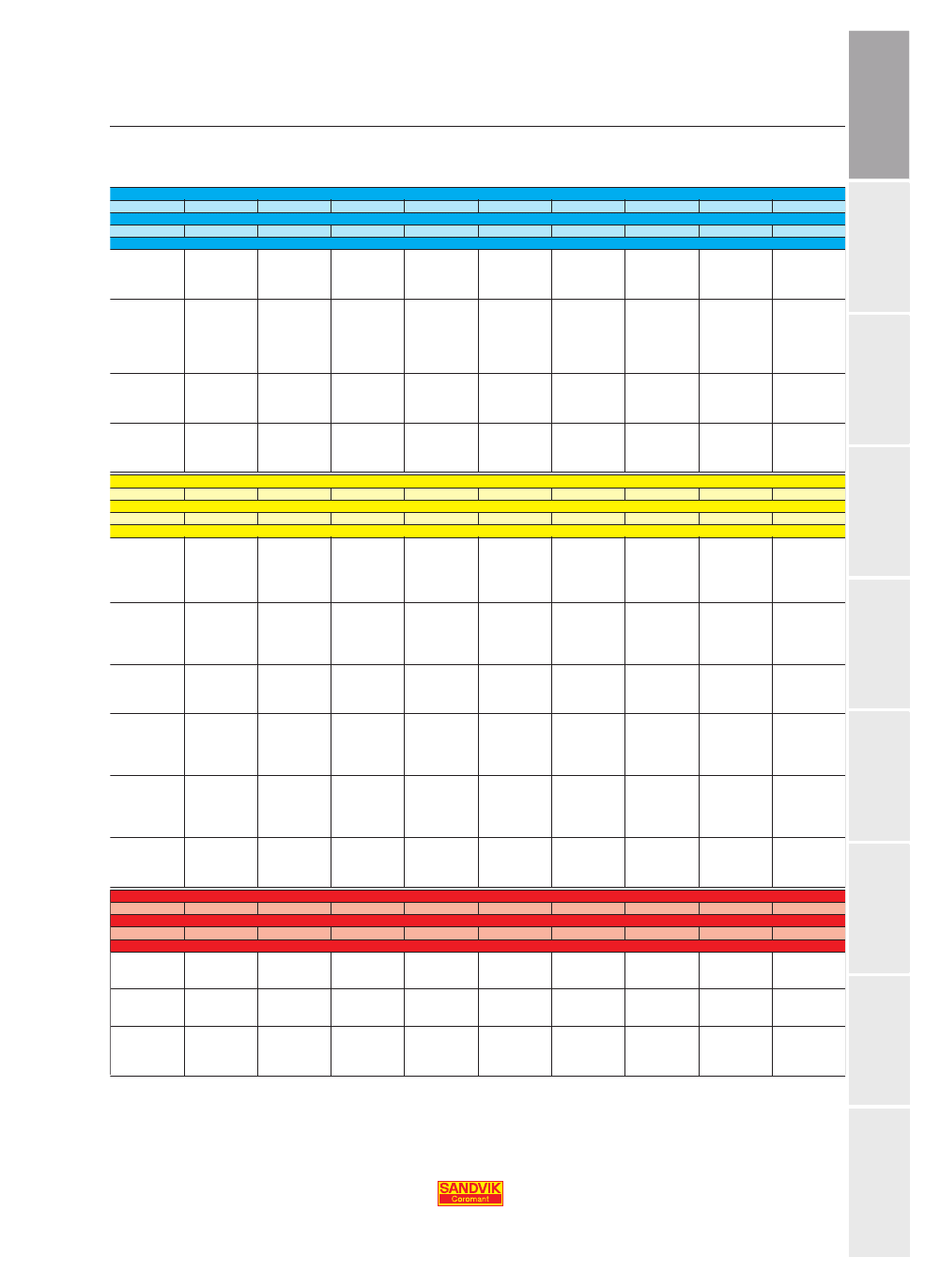
Zalecenia dotyczące prędkości skrawania
UDARNOŚĆ >>>>
GC4005
GC4015
GC4225
GC2015
GC4035
GC2025
GC235
0.1-0.4-0.8
0.1-0.4-0.8
0.1-0.4-0.8
0.1-0.4-0.8
0.1-0.4-0.8
0.1-0.4-0.8
0.1-0.4-0.8
590-430-315
540-390-285
510-345-245
440-300-210
405-260-190
295-200-145
185-135-95
530-385-280
485-350-255
455-305-215
390-265-185
365-235-170
265-180-130
165-120-85
510-365-265
460-330-240
425-290-205
370-250-175
345-220-160
250-170-120
155-115-80
580-390-270
530-355-245
460-305-215
395-265-185
285-175-130
220-145-100
155-110-70
510-335-235
460-305-215
395-265-190
345-230-160
250-155-110
195-125-85
-
315-220-165
285-200-150
270-190-145
255-180-140
175-115-80
145-95-65
110-70-50
250-175-135
230-160-120
215-150-120
205-145-115
140-90-65
115-75-50
85-55-39
425-280-205
385-255-190
300-205-150
260-180-130
225-145-100
185-125-85
145-100-65
210-135-100
190-120-90
135-95-75
115-85-65
105-65-45
85-55-338
65-45-30
320-225-175
285-205-160
240-180-130
210-255-110
175-130-95
140-105-80
100-80-60
275-195-150
250-175-135
210-140-100
180-120-85
155-95-65
125-80-55
95-65-45
210-145-110
195-130-100
185-125-90
160-110-75
135-90-65
110-75-50
80-60-39
UDARNOŚĆ >>>>
GC1025
GC2015
GC4225
GC4035
GC2025
GC2035
GC235
0.1-0.2-0.3
0.2-0.4-0.6
0.2-0.4-0.6
0.2-0.4-0.6
0.2-0.4-0.6
0.2-0.4-0.6
0.2-0.4-0.6
280-215-170
240-205-185
280-235-210
225-190-170
210-175-135
180-160-130
130-110-90
155-125-100
115-90-70
130-105-80
85-65-50
100-70-50
85-65-45
70-55-45
165-135-120
135-115-80
160-130-95
100-70-50
110-80-55
95-70-50
75-60-50
265-220-170
255-205-175
295-235-200
195-155-120
200-160-120
170-145-115
115-100-85
155-125-100
115-90-75
130-100-85
95-70-55
100-70-55
85-65-45
70-55-45
185-160-130
155-135-100
180-160-115
130-105-80
120-100-75
100-90-70
85-70-60
210-170-130
220-185-145
250-215-170
180-140-110
190-150-110
160-135-105
105-95-80
190-140-110
180-150-120
210-175-135
130-115-105
150-120-90
130-110-85
95-80-70
265-220-170
230-195-160
270-225-185
195-160-150
200-160-120
170-145-115
115-100-85
135-110-80
95-70-55
110-80-65
75-55-40
80-55-40
70-50-40
60-45-35
145-120-90
105-85-60
120-100-70
85-60-45
90-60-45
75-60-50
65-50-40
235-180-150
200-165-135
230-190-155
155-120-95
175-135-100
150-120-95
100-90-75
135-110-80
95-70-55
110-80-65
75-55-40
80-55-40
70-50-40
65-45-33
175-150-125
145-115-95
170-130-110
115-90-70
120-90-65
100-80-60
80-65-55
190-140-100
185-150-135
215-175-150
165-125-100
150-120-90
130-110-85
95-80-70
170-130-90
160-140-105
185-165-120
115-100-95
125-105-80
105-95-75
90-75-65
UDARNOŚĆ >>>>
CT5015
GC3205
GC3210
GC4005
GC4015
GC3215
GC4225
H13A
0.1-0.2-0.3
0.2-0.4-0.6
0.2-0.4-0.6
0.2-0.4-0.6
0.2-0.4-0.6
0.2-0.4-0.6
0.2-0.4-0.6
0.1-0.3-0.5
200-165-135
460-380-325
385-315-265
345-285-235
310-255-215
260-215-185
275-235-205
140-125-110
140-115-95
375-310-265
315-255-215
280-230-190
250-210-175
210-175-150
195-150-115
125-110-90
320-260-220
530-435-375
445-360-305
380-320-275
350-295-250
300-250-210
345-260-200
180-145-110
280-235-205
425-350-300
355-290-245
305-260-230
270-235-210
240-200-170
235-175-135
140-115-95
255-200-160
390-330-275
360-305-250
315-265-230
270-220-185
240-195-165
235-185-150
135-125-95
230-195-170
350-300-250
325-275-225
265-215-185
245-200-165
215-175-150
170-130-105
125-115-90
115-95-85
265-225-190
245-210-170
210-165-130
195-150-120
165-135-115
120-90-75
100-85-65
B
C
D
F
G
I
A
E
A
H
GEN ER AL TUR NIN G Cutting d ata
A 68
TOCZENIE OGÓLNE
Parametry skrawania
T
ocz
e
nie o
gól
ne
Prz
ecin
anie
i to
c
zeni
e
rowków
T
ocz
e
nie gwint
ów
F
rezowani
e
Wi
er
ceni
e
Wy
tac
zani
e
Sys
te
my
m
oc
o
wani
a
narz
ę
dz
i
Informa
c
je ogól
ne
A
T
ocz
e
nie o
gól
ne
O
b
ró
bk
a
wiel
ozadani
owa
POL
POL
PO
L
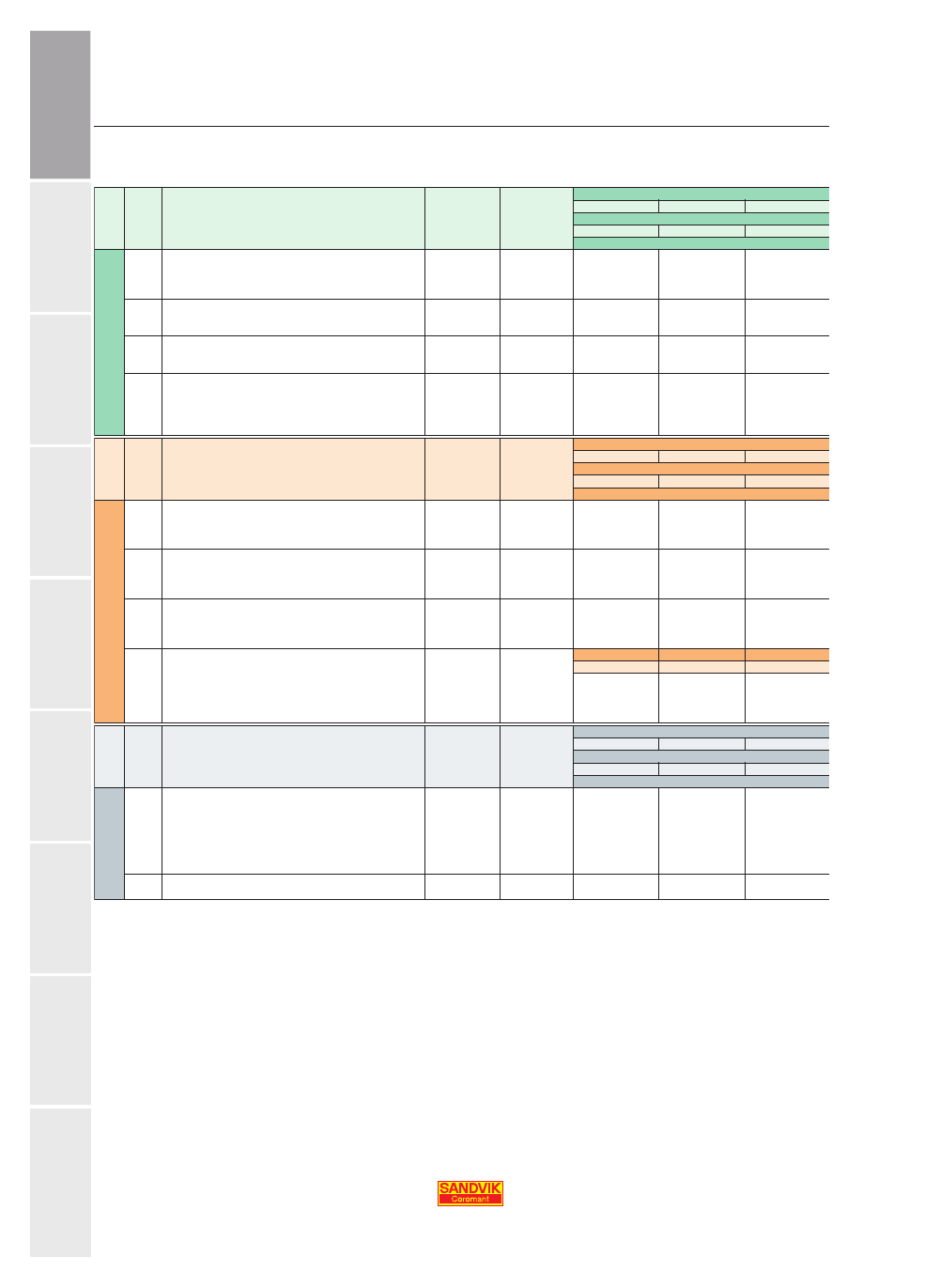
Zalecenia dotyczące prędkości skrawania
Zalecenia obowiązują przy stosowaniu chłodziwa.
ISO
Nr
CMC
Materiał
Jednostkowa
siła skrawania
k
c
0.4
Twardość
Brinella
<<<< ODPORNOŚĆ NA ŚCIERANIE
CD10
CD1810
H10
h
ex
, mm
≈ posuw f
n
, mm/obr przy
κr 90°-95°
0.05-0.4
0.15-0.8
0.15-0.8
N/mm
2
HB
Prędkość skrawania, (
V
c
), m/min
N
Stopy aluminium
30.11
Starzone lub starzone i przerobione plastycznie na zimno,
niestarzone
500
60
2 000 (2500-250)
1)
2 000 (2500-250)
1)
2 000 (2500-250)
1)
M
etale nieżelazne
30.12
Kute lub kute i starzone
800
100
2 000 (2500-250)
1)
2 000 (2500-250)
1)
2 000 (2500-250)
1)
Stopy aluminium
30.21
Odlewnicze, niestarzone
750
75
2 000 (2500-250)
1)
2 000 (2500-250)
1)
2 000 (2500-250)
1)
30.22
Odlewane lub odlewane i starzone
900
90
2 000 (2500-250)
1)
2 000 (2500-250)
1)
2 000 (2500-250)
1)
Stopy aluminium
30.41
Odlewy, 13–15% Si
950
130
1 550 (1950-195)
1)
770 (960-95)
1)
450 (560-55)
1)
30.42
Odlewy, 16–22% Si
950
130
770 (960-95)
1)
510 (640-65)
1)
300 (375-38)
1)
Miedź i stopy miedzi
33.1
Stopy automatowe,
≥1% Pb
700
110
500 (630-65)
1)
500 (630-65)
1)
500 (630-65)
1)
33.2
Mosiądze, brązy ołowiowe,
≤1% Pb
700
90
500 (630-65)
1)
500 (630-65)
1)
500 (630-65)
1)
33.3
Brązy i stopy miedzi nie zawierające ołowiu (także miedź
elektrolityczna)
1750
100
300 (375-38)
1)
300 (375-38)
1)
300 (375-38)
1)
ISO
Nr
CMC
Materiał
Jednostkowa
siła skrawania
k
c
0.4
Twardość
Brinella
<<<< ODPORNOŚĆ NA ŚCIERANIE
CC650
CC670
S05F
h
ex
, mm
≈ posuw f
n
, mm/obr przy
κr 90°-95°
0.1 - 0.2
0.1-0.2-0.3
0.1-0.2-0.3
N/mm
2
HB
Prędkość skrawania, (
V
c
), m/min
S
Superstopy żaroodporne
Na bazie żelaza
Materi
ały żaroodp
orne
20.11
Wyżarzone lub przesycone
3000
200
-
-
160-135-110
20.12
Starzone lub przesycane i starzone
3050
280
-
-
125-105-85
Na bazie niklu
20.21
Wyżarzone lub przesycone
3300
250
400-320
385-315-270
100-85-70
20.22
Starzone lub przesycane i starzone
3600
350
340-265
325-270-230
90-75-60
20.24
Odlewane lub odlewane i starzone
3700
320
220-160
295-245-210
80-65-55
Na bazie kobaltu
20.31
Wyżarzone lub przesycone
3300
200
345-260
345-255-205
100-85-70
20.32
Przesycone i starzone
3700
300
300-225
300-225-175
90-75-60
20.33
Odlewane lub odlewane i starzone
3800
320
285-225
285-225-170
80-65-55
H10
H13A
H10A
Stopy tytanu
2)
Rm
3)
0.1-0.2-0.3
0.1-0.3-0.5
0.1-0.3-0.5
23.1
O czystości handlowej (99.5% Ti)
1550
400
205-170-145
180-150-125
195-160-135
23.21
α, stopy α i stopy α+β, wyżarzone stopy α+β w stanie
starzonym, stopy
β, wyżarzone lub starzone
1700
950
85-70-55
75-60-50
80-65-55
23.22
1700
1050
80-60-50
70-55-45
80-60-50
ISO
Nr
CMC
Materiał
Jednostkowa
siła skrawania
k
c
0.4
Twardość
<<<< ODPORNOŚĆ NA ŚCIERANIE
CB7015
CB7020/CB20
CB7050/CB50
h
ex
, mm
≈ posuw f
n
, mm/obr przy
κr 90°-95°
0.05-0.15-0.25
0.05-0.15-0.25
0.1-0.25-0.4
N/mm
2
Prędkość skrawania, (
V
c
), m/min
H
Stal twarda
04.1
Hartowana i odpuszczana
3250
45HRC
-
-
-
M
ateriał
ha
rt
ow
a
n
y
04.1
3950
50HRC
-
-
-
04.1
4700
55HRC
295-225-185
215-195-170
175-140-110
Stal bardzo twarda
04.1
Hartowana i odpuszczana
5550
60HRC
250-190-160
185-165-145
145-120-95
04.1
6450
65HRC
215-165-135
160-140-125
125-100-80
Żeliwo zabielone
10.1
Odlewane lub odlewane i starzone
2800
400 HB
-
-
180-150-120
1)
Prędkości skrawania podane w tabelach obowiązują dla wszystkich posuwów z podanego zakresu.
2)
Kąt przystawienia 45–60
°, należy stosować dodatnie geometrie oraz chłodziwo.
3)
Rm = graniczna wytrzymałość na rozciąganie w MPa.
B
C
D
F
G
I
A
E
A
H
GE NE RAL TURNI NG Cutting data
A 69
T
ocz
e
nie o
gól
ne
Prz
ecin
anie
i to
c
zeni
e
rowków
T
ocz
e
nie gwint
ów
F
rezowani
e
Wi
er
ceni
e
Wy
tac
zani
e
Sys
te
my
m
oc
o
wani
a
narz
ę
dz
i
Informa
c
je ogól
ne
A
T
ocz
e
nie o
gól
ne
Parametry skrawania
TOCZENIE OGÓLNE
O
b
ró
bk
a
wiel
ozadani
owa
POL
POL
PO
L
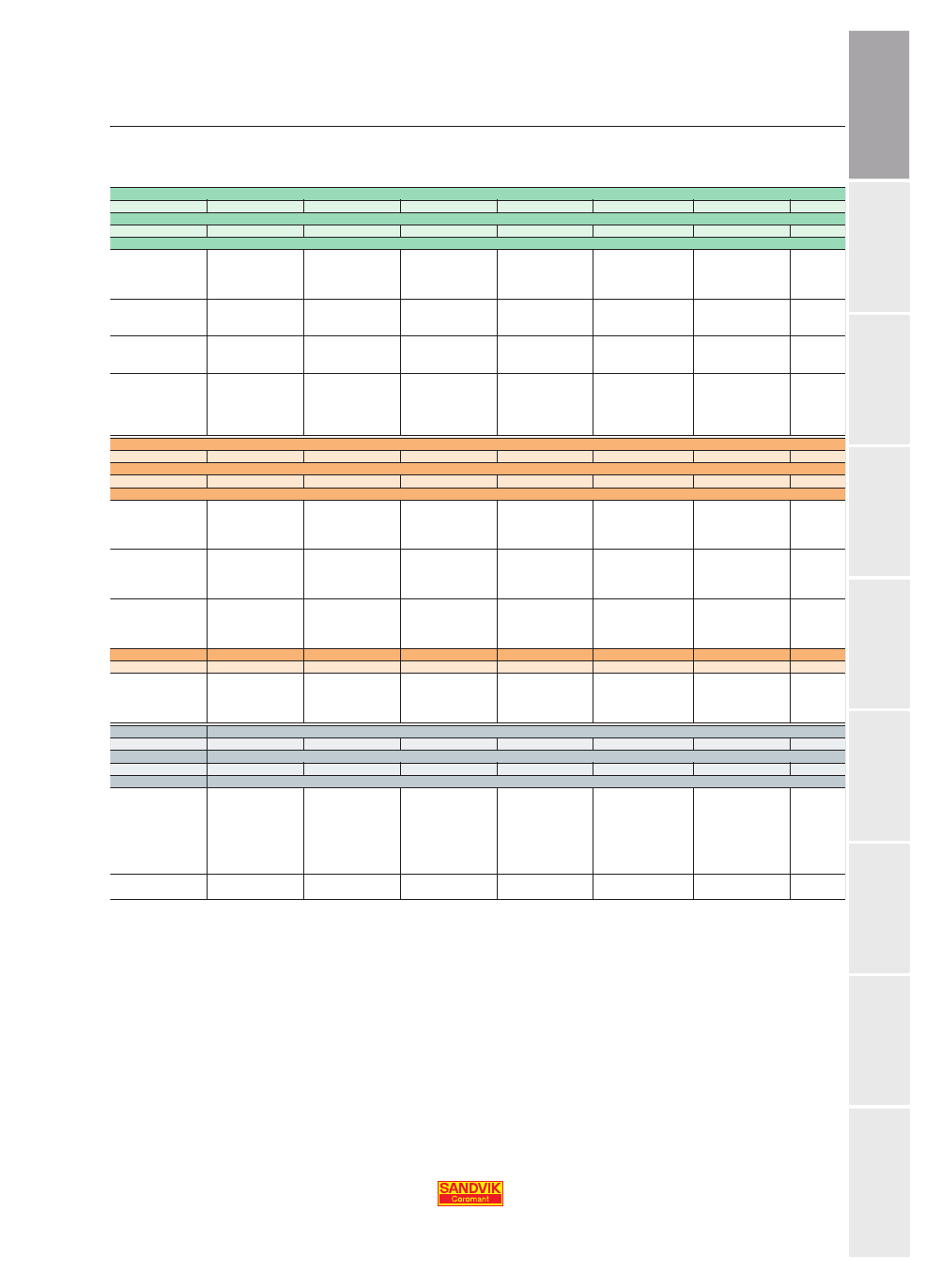
Zalecenia dotyczące prędkości skrawania
UDARNOŚĆ >>>>
H13A
0.15-0.8
1 900 (2400-240)
1)
1 900 (2400-240)
1)
1 900 (2400-240)
1)
1 900 (2400-240)
1)
400 (500-50)
1)
250 (315-31)
1)
450 (560-55)
1)
450 (560-55)
1)
270 (340-34)
1)
UDARNOŚĆ >>>>
GC1105
GC1005
H10A
H13A
GC1025
H10F
0.1-0.3-0.5
0.1-0.3-0.5
0.1-0.3-0.5
0.1-0.3-0.5
0.1-0.3-0.5
0.1-0.3-0.5
-
150-100-70
85-70-55
80-65-50
75-60-45
70-55-40
-
120-80-60
65-55-40
60-50-40
55-45-35
50-40-30
90-55-30
90-55-30
55-40-32
50-40-30
45-35-25
40-30-20
80-50-27
80-50-27
40-32-21
40-30-20
35-25-15
30-20-10
70-45-24
70-45-24
26-21-16
25-20-15
23-17-12
20-15-10
90-60-30
90-60-30
55-40-32
50-40-30
45-35-25
40-30-20
80-50-27
80-50-27
40-32-21
40-30-20
35-25-15
30-20-10
70-45-24
70-45-24
26-21-16
25-20-15
23-17-12
20-15-10
H10F
GC1025
0.1-0.3-0.5
0.1-0.3-0.5
160-135-115
160-135-115
65-55-45
65-55-45
65-50-40
65-50-40
UDARNOŚĆ >>>>
CC6050
CC650
CC670
H13A
GC4005
GC3205
0.05-0.15-0.25
0.1-0.25-0.4
0.1-0.25-0.4
0.1-0.3-0.6
0.1-0.3-0.6
290-235-175
205-155-100
205-170-135
45-25-16
65-45-28
65-45-28
240-195-145
170-125-85
165-140-110
-
-
-
200-165-120
140-105-70
140-115-95
-
-
-
170-140-105
120-90-60
120-100-80
-
-
-
145-120-90
105-80-50
105-85-70
-
-
-
-
120-90-60
120-90-60
35-20-11
32-29-15
-
Wyszukiwarka
Podobne podstrony:
więcej podobnych podstron