„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Janusz Górny
Stosowanie materiałów konstrukcyjnych
i eksploatacyjnych 711[03].O1.03
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
dr inż. Andrzej Figiel
dr inż. Marek Młyńczak
Opracowanie redakcyjne:
mgr Janusz Górny
Konsultacja:
mgr inż. Teresa Myszor
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 711[03].O1.03
„Stosowanie materiałów konstrukcyjnych i eksploatacyjnych”, zawartego w modułowym
programie nauczania dla zawodu górnik odkrywkowej eksploatacji złóż
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Stale, staliwa i żeliwa jako materiały konstrukcyjne
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
25
4.1.3. Ćwiczenia
25
4.1.4. Sprawdzian postępów
28
4.2. Metale nieżelazne ich stopy
29
4.2.1. Materiał nauczania
29
4.2.2. Pytania sprawdzające
34
4.2.3. Ćwiczenia
34
4.2.4. Sprawdzian postępów
35
4.3. Materiały niemetalowe
36
4.3.1. Materiał nauczania
36
4.3.2. Pytania sprawdzające
41
4.3.3. Ćwiczenia
41
4.3.4. Sprawdzian postępów
43
4.4. Materiały eksploatacyjne
44
4.4.1. Materiał nauczania
44
4.4.2. Pytania sprawdzające
50
4.4.3. Ćwiczenia
50
4.4.4. Sprawdzian postępów
51
4.5. Podstawowe rodzaje obróbki cieplnej i cieplno-chemicznej
52
4.5.1. Materiał nauczania
52
4.5.2. Pytania sprawdzające
56
4.5.3. Ćwiczenia
57
4.5.4. Sprawdzian postępów
58
5. Sprawdzian osiągnięć
59
6. Literatura
63

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik ten będzie Ci pomocny w przyswajaniu wiedzy dotyczącej stosowania
materiałów konstrukcyjnych i eksploatacyjnych.
W poradniku zamieszczono:
−−−−
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
−−−−
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
–
materiał nauczania – wiadomości teoretyczne niezbędne do osiągnięcia założonych celów
kształcenia i opanowania umiejętności zawartych w jednostce modułowej,
–
zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
–
ć
wiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
–
sprawdzian postępów,
–
sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi
opanowanie materiału całej jednostki modułowej,
–
literaturę uzupełniającą.
Miejsce jednostki modułowej w strukturze modułu 711[03].O1 „Techniczne podstawy
zawodu” jest wyeksponowane na schemacie zamieszczonym na stronie 4.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów bhp
i instrukcji przeciwpożarowych, wynikających z rodzaju wykonywanych prac. Wiadomości
dotyczące przepisów bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska znajdziesz w jednostce modułowej 711[03].O1.01 „Przestrzeganie zasad
bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej i ochrony środowiska”.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych
711[03].O1
Techniczne podstawy zawodu
711[03].O1.01
Stosowanie przepisów bezpieczeństwa i higieny pracy, ochrony
przeciwpożarowej i ochrony środowiska
711[03].O1.02
Posługiwanie się dokumentacją
techniczną
711[03].O1.03
Stosowanie materiałów
konstrukcyjnych i eksploatacyjnych
711[03].O1.04
Rozpoznawanie elementów maszyn
i mechanizmów
711[03].O1.05
Analizowanie układów elektrycznych
i automatyki przemysłowej
711[03].O1.06
Stosowanie podstawowych technik wytwarzania
części maszyn

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2.
WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej, powinieneś umieć:
−
przestrzegać zasad bezpiecznej pracy, przewidywać zagrożenia i zapobiegać im,
−
stosować jednostki układu SI,
−
wyjaśnić oznaczenia stosowane na rysunku technicznym maszynowym,
−
posługiwać się dokumentacją techniczną, Dokumentacją Techniczno-Ruchową, normami
i katalogami,
−
selekcjonować, porządkować i przechowywać informacje,
−
interpretować związki wyrażone za pomocą wzorów, wykresów, schematów, diagramów,
tabel,
−
korzystać z komputera,
−
współpracować w grupie,
−
zorganizować stanowisko pracy zgodnie z wymogami ergonomii.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej, powinieneś umieć:
−
scharakteryzować rodzaje i zastosowanie materiałów niemetalowych,
−
określić właściwości materiałów niemetalowych,
−
określić właściwości i zastosowanie materiałów ogniotrwałych,
−
określić właściwości metali i ich stopów,
−
wykonać badanie właściwości mechanicznych i technologicznych metali i stopów,
−
określić zastosowanie poszczególnych gatunków stali, żeliwa i staliwa,
−
rozróżnić gatunki, właściwości i zastosowanie metali nieżelaznych i ich stopów,
−
rozpoznać na podstawie oznaczenia: stal, staliwo, żeliwo, metale nieżelazne i ich stopy,
−
skorzystać z wykresu żelazo-węgiel, PN, katalogów, poradników,
−
sklasyfikować obróbkę cieplną i cieplno-chemiczną.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4.
MATERIAŁ NAUCZANIA
4.1. Stale, staliwa i żeliwa jako materiały konstrukcyjne
4.1.1. Materiał nauczania
Materiały stosowane w budowie maszyn, dzieli się na metale i niemetale
(tzw. metaloidy). Różnorodność grup, rodzajów, klas i gatunków materiałów niemetalowych
jest znaczna i trudna do sklasyfikowania.
Faza metaliczna, stan metaliczny to postać występowania materii w skondensowanych
stanach skupienia tj. stałym i ciekłym, wyróżnianą spośród innych ciał stałych i ciekłych ze
względu na swoje specyficzne własności zanikające dopiero po przejściu w stan gazowy.
reprezentowana jest przez przeważającą większość (ponad 80) pierwiastków chemicznych,
które ze względu na ich elektrododatni charakter zalicza się do pierwiastków metalicznych,
a także przez niezmiernie rozpowszechnione stopy i fazy międzymetaliczne tych
pierwiastków. Faza metaliczna materii właściwa zarówno dla stopów metali, a także
związków międzymetalicznych uwarunkowana jest specyficznym charakterem wiązań
metalicznych. Charakter ten wynika z budowy zewnętrznych powłok elektronowych
pierwiastków elektrododatnich, charakteryzujących się łatwością uwolnienia i uwspólnienia
(kolektywizacji) swych elektronów walencyjnych, nazywanych dlatego elektronami
swobodnymi. Przejawem osłabionego związania elektronów walencyjnych z jądrem atomu
są: niski potencjał jonizacyjny oraz występujący efekt fotoelektryczny i zjawisko emisji
elektronów swobodnych w wyższych temperaturach.
Odzwierciedleniem tych stosunków jest również specyficzna struktura krystaliczna
metali występujących w warunkach normalnych w stanie stałym (z wyjątkiem rtęci).
Charakteryzują się one wśród kryształów gęsto upakowaną strukturą sieci, w której węzły
obsadzają wyłącznie dodatnie jony metali, natomiast wspólne dla całej sieci elektrony
swobodne znajdują się w pobliżu tych jonów i pozostają w ustawicznym chaotycznym ruchu
(tzw. gaz elektronowy). Ze względu na taka budowę metale odznaczają się połyskiem
i brakiem przezroczystości, maja duży ciężar właściwy, są bardzo dobrymi przewodnikami
ciepła i elektryczności, odznaczają się zarówno dużą sprężystością jak i zdolnością do
plastycznych odkształceń wzdłuż płaszczyzn lub kierunków najgęstszego upakowania
atomów, a więc do łatwych poślizgów. W odróżnieniu od struktury wewnętrznej większość
niemetali, zbudowanych co najmniej z dwóch rodzajów jonów lub jonoidów o przeciwnych
znakach, w sieci metalicznej występuje tylko jeden lub kilka rodzajów jonów dodatnich
metali.
W materiałach o własnościach półprzewodnikowych (np. Ge, Si) występują wiązania
o charakterze częściowo metalicznym, a częściowo jonowym, wskutek czego przewodzą prąd
elektryczny wyłącznie jednokierunkowo. W tym przypadku ich elektrony walencyjne noszą
nazwę elektronów prawie swobodnych. Niektóre metale (np. Fe, Co) wykazują specyficzne
właściwości magnetyczne.
Klasyfikacja materiałów metalowych obejmuje:
−
metale, czyli czyste pierwiastki metaliczne, do których zalicza się m. in. Aluminium,
chrom, cynę, cynk, kobalt, magnez, miedź, molibden, nikiel, ołów, platynę, srebro, sód,
tytan, uran, wanad, wolfram, złoto, żelazo i in.;
−
stopy metali, czyli substancje metaliczne otrzymywane przez stopienie dwu lub więcej
metali, do których często dodaje się pierwiastki niemetaliczne jak węgiel, krzem, siarkę,
fosfor, azot, itp.;

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
−
spieki, czyli półwyroby lub wyroby gotowe otrzymywane metodami metalurgii proszków
przez spiekanie składników metalowych i ceramicznych, metalowo-grafitowych,
metalowo-diamentowych, itp.
Klasyfikacja stopów metali obejmuje:
−
stopy żelaza (z węglem), do których zalicza się głownie żeliwo, staliwo i stal (najbardziej
rozpowszechnione),
−
stopy metali nieżelaznych, do których zalicza się m. in. brąz, mosiądz, itp.
Większość metali nie jest używana przez nas w postaci czystej, lecz jako stopy, których
co najmniej jednym składnikiem jest metal. Dzieje się tak, ponieważ czyste metale rzadko
mają właściwości dostosowane do potrzeb, a można je łatwo poprawić, stosując różnorakie
dodatki.
Do właściwości chemicznych metali i stopów zalicza się odporność na korozje i działanie
czynników chemicznych oraz na działanie temperatury. Dużą odpornością na korozje
odznaczają się niektóre metale takie jak: srebro, złoto, platyna i w mniejszym stopniu nikiel
i chrom.
Do właściwości fizycznych zaliczamy: gęstość, temperaturę topnienia, temperaturę
wrzenia, ciepło właściwe, przewodność cieplną i elektryczna, właściwości magnetyczne,
rozszerzalność cieplną i wygląd zewnętrzny.
Gęstość jest to stosunek masy ciała jednorodnego do objętości, wyrażany w kg/m
3
lub
g/cm
3
. Stopy i metale lekkie, jak np.: lit, sód, magnez, aluminium i ich stopy, odznaczają się
małą gęstością. Dużą gęstość mają metale ciężkie, jak np.: żelazo, nikiel, miedź, wolfram,
platyna i ich stopy.
Temperatura topnienia metali i ich stopów jest wyrażana w stopniach Celsjusza (
°
C).
Wszystkie metale są topliwe, a ponieważ ich temperatura topnienia waha się w bardzo
szerokich granicach, więc dzieli się je na łatwo topliwe, trudno topliwe i bardzo trudno
topliwe. Do metali łatwo topliwych, których temperatura topnienia wynosi do 650°C, zalicza
się między innymi takie metale, jak: cynę, cynk, bizmut, kadm, magnez i ołów. Metale trudno
topliwe mają temperaturę topnienia do 2000°C. Są to np.: chrom, kobalt, miedź, nikiel,
platyna i żelazo. Do metali bardzo trudno topliwych zalicza się molibden, tantal i wolfram.
Temperatura topnienia tych metali wynosi ponad 2000°C. Metale mają stałą temperatura
topnienia, natomiast temperatura topnienia większości stopów mieści się w pewnych
zakresach temperatury. Temperatura topnienia stopów metali jest zwykle niższa od
temperatury topnienia składnika o najwyższej temperaturze topnienia.
Temperatura wrzenia dla większości metali jest dość wysoka. Do łatwo wrzących metali
zalicza się kadm i cynk. Temperatura wrzenia kadmu wynosi 767°C, a cynku 907°C.
Tę własność cynku wykorzystuje się w hutnictwie otrzymując czysty cynk przez odparowanie
z rudy.
Ciepło właściwe jest to ilość ciepła pobierana (lub oddawana) przez 1 g danej substancji
przy zmianie temperatury o 1°C. Ciepło właściwe zależy od rodzaju substancji, temperatury
i sposobu ogrzewania. Na ogół ciepło właściwe cieczy jest większe niż ciała stałego. Ciepło
właściwe jest zawsze podawane wraz z zakresem temperatury, dla jakiej je określono.
Przewodnictwo cieplne jest jedną z charakterystycznych cech metali i stopów.
Najlepszym przewodnikiem ciepła jest srebro, a następnie miedź, złoto i aluminium.
Najgorzej natomiast przewodzi kadm, bizmut, antymon, ołów, tantal i nikiel. Miarą
przewodnictwa cieplnego jest ilość ciepła, jaka przepływa przez przewodnik o długości 1 m
o przekroju 1 m
2
w ciągu 1 godziny przy różnicy temperatury 1°C.
Przewodnością elektryczną metali i stopów nazywamy zdolność przewodzenia prądu
elektrycznego. Najlepszym przewodnikiem prądu jest srebro, a następnie miedź, złoto
i aluminium. Dlatego na przewody elektryczne używa się miedzi lub aluminium, gdyż
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
stawiają one najmniejszy opór przepływającemu prądowi elektrycznemu. Przewodność
elektryczna maleje ze wzrostem temperatury przewodnika.
Własności magnetyczne metali i stopów polegają na zdolności magnesowania się.
Najlepsze własności magnetyczne mają żelazo, nikiel i kobalt, a ze stopów – stal.
Z materiałów tych buduje się najlepsze magnesy trwałe.
Rozszerzalność cieplna metali i stopów przejawia się we wzroście wymiarów liniowych
i objętości pod wpływem wzrostu temperatury i kurczeniu się podczas chłodzenia.
Największą rozszerzalność cieplną wykazuje kadm, a najmniejszą wolfram. Zjawisko
rozszerzalności cieplnej ma duże znaczenie praktyczne i musi być uwzględniane
w konstrukcjach mostów, urządzeń pracujących w zmiennych temperaturach i silnikach
cieplnych. Własności mechaniczne, najprościej rzecz ujmując określają odporność metalu na
działanie różnych sił zewnętrznych.
Wytrzymałość jest określona jako stosunek największej wartości obciążenia uzyskanego
w czasie próby wytrzymałościowej do pola powierzchni przekroju poprzecznego badanego
elementu. W zależności od rodzaju obciążeń rozróżnia się wytrzymałość na rozciąganie,
ś
ciskanie, zginanie, skręcanie, ścinanie i wyboczenie.
Twardość określa odporność materiału na odkształcenia trwałe, powstające wskutek
wciskania weń wgłębnika. Próby twardości dokonuje się sposobem: Brinella, Rockwella
i Vickersa.
Udarność, czyli odporność materiałów na uderzenia, sprawdza się za pomocą próby
udarności polegającej na złamaniu jednym uderzeniem młota wahadłowego próbki
o określonym kształcie i wymiarach. Miarą udarności jest stosunek pracy zużytej na złamanie
próbki do pola przekroju poprzecznego próbki. Próbie udarności poddaje się materiał
przeznaczony na części, które są narażone na uderzenia lub nagłe obciążenia, a niekiedy
nawet gotowe już części.
Własności technologiczne metali
Własności technologiczne określają przydatność materiału w procesach wytwarzania
przedmiotów. Do własności technologicznych zalicza się lejność (własności odlewnicze),
plastyczność i skrawalność.
Lejność, czyli zdolność ciekłego metalu lub stopu do wypełniania formy odlewniczej,
zależy od składu chemicznego, struktury i temperatury ciekłego metalu.
Plastyczność określa zdolność ciał stałych do osiągania znacznych odkształceń trwałych
pod działaniem sił zewnętrznych bez naruszania spójności. Inaczej – jest to przydatność
materiału do obróbki plastycznej, czyli do kucia, tłoczenia, walcowania, itp.
Skrawalność, czyli podatność materiału do obróbki skrawaniem, bada się stosując próby,
podczas których określa się powierzchnię skrawaną oraz rodzaj wiórów.
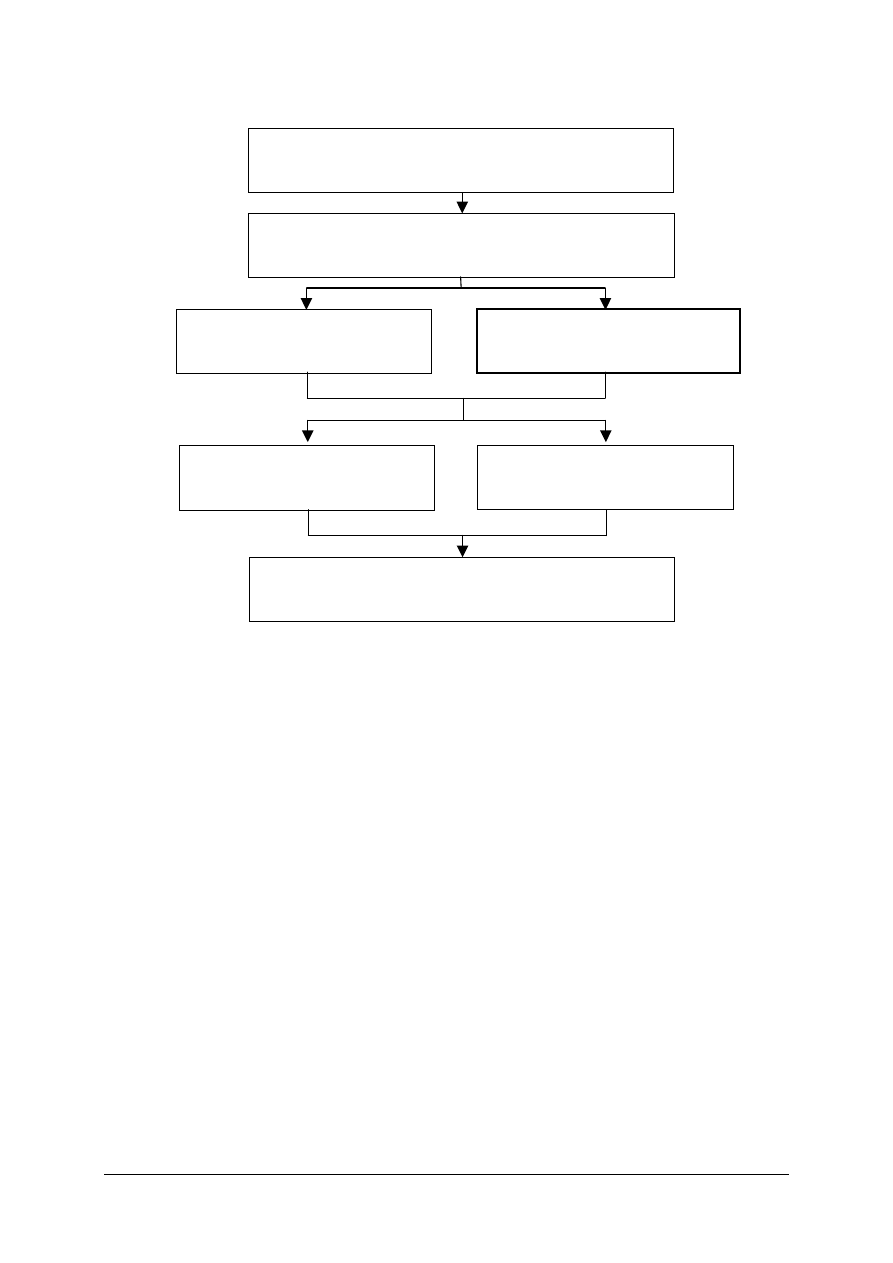
Ocenę technologicznych własności plastycznych przeprowadza się na podstawie prób
mających wykazać podatność materiału do odkształceń trwałych, niezbędnych do nadania
właściwych kształtów produktom, przy czym głównie wymienić należy: próbę zginania,
próbę nawijania drutu, próbę kucia oraz próbę tłoczności.
Rys. 1. Próba zginania: a) zwykła, b) obostrzona z karbem, c) obostrzona z otworem [8]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Próbę zginania przeprowadza się na prętach o przekrojach kołowym, kwadratowym
lub prostokątnym. Polega ona na powolnym zginaniu próbki wokół pręta. W niektórych
przypadkach przeprowadza się obostrzoną próbę zginania. W próbie zginania miarą
plastyczności jest wartość kąta, o jaki próbkę można zgiąć bez spowodowania pęknięcia.
Materiały bardzo
plastyczne poddaje się próbie wielokrotnego zginania. Miarą plastyczności
jest liczba określonych przegięć wykonanych do chwili pojawienia się pierwszych pęknięć.
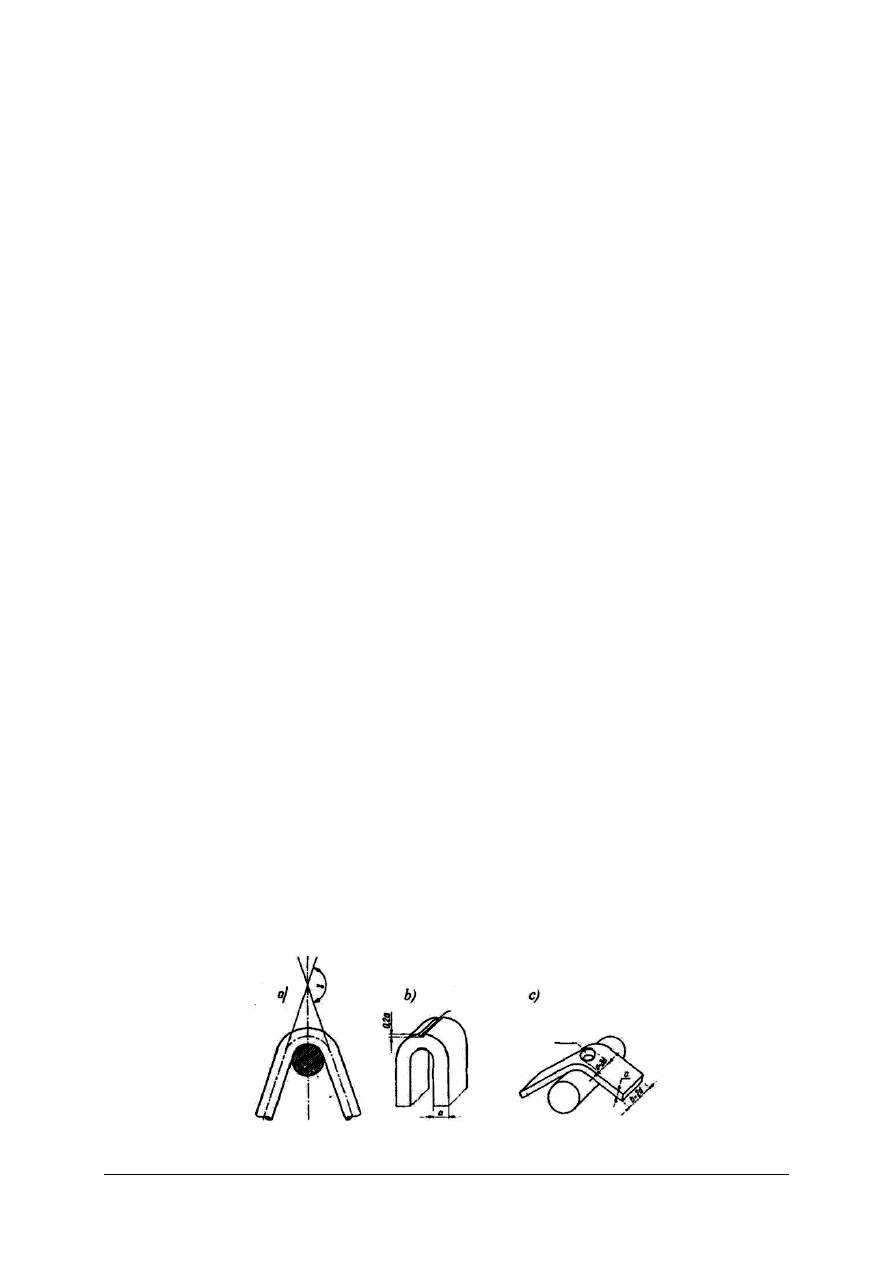
Rys. 2. Próba nawijania drutu [8]
Próbę nawijania stosuje się do drutów o średnicach mniejszych od 6 mm. Określa ona
własności plastyczne drutu oraz pozwala na wykrycie niejednorodności materiału. Ponadto
umożliwia w przypadku drutów emaliowanych określenie w warunkach próby trwałości
nałożonej powłoki. Próba polega na nawinięciu drutu na trzpień o określonej średnicy.
Sposób nawinięcia, liczbę zwojów oraz średnicę trzpienia określa norma.
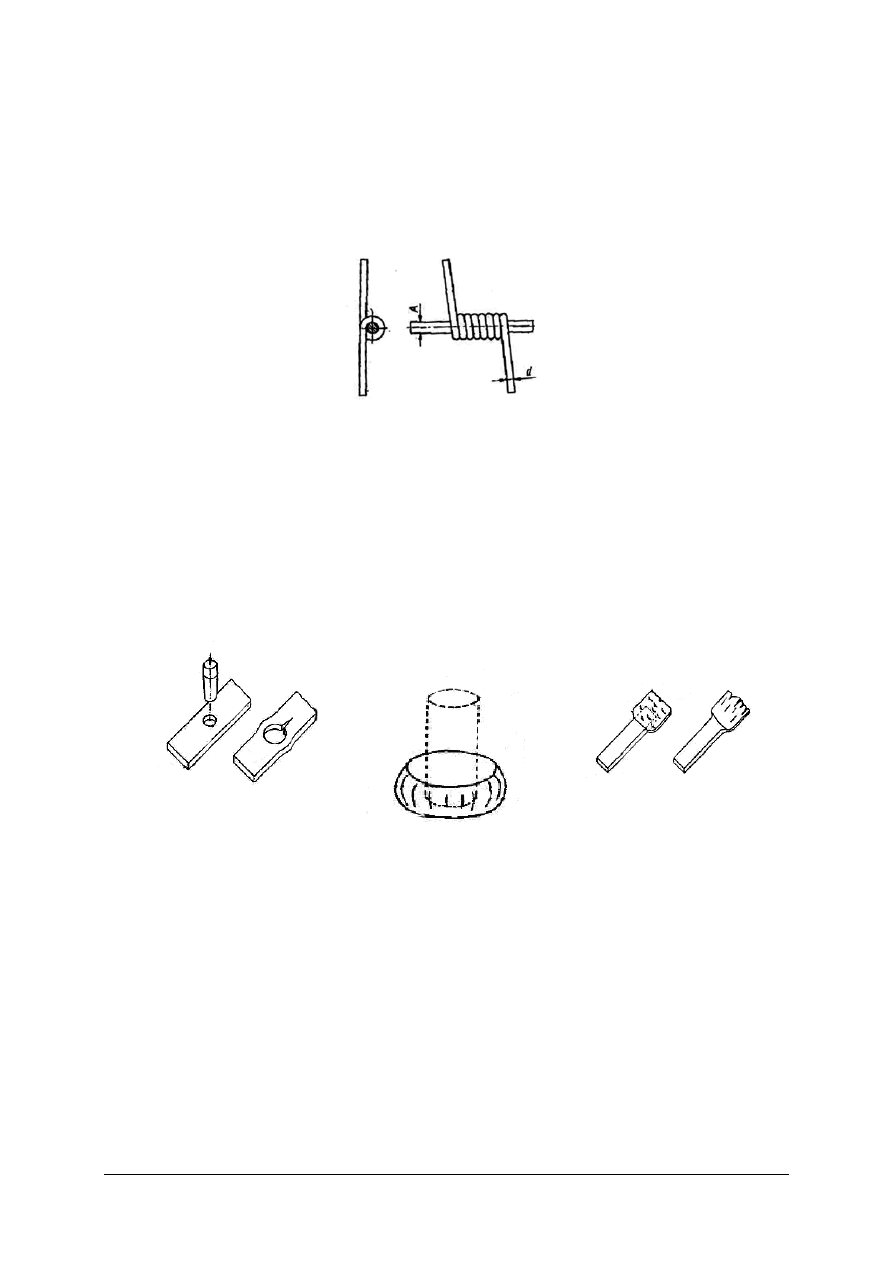
Próba kucia. Próbę kucia można wykonać zależnie od potrzeby jako próbę spęczania,
próbę rozklepywania lub próbę rozbijania. Sposób przeprowadzania tych prób przedstawiają
rysunki 3, 4, 5. Miarą plastyczności w próbie kucia jest stopień odkształcenia uzyskany do
chwili pojawienia się pęknięć materiału.
Rys. 3. Próba rozbijania: 1 – trzpień,
2 – próbka z otworem [8]
Rys. 4. Próba spęczania [8]
Rys. 5. Próba rozklepywania [8]
Do pomiaru twardości stosuje się metody: Brinella, Rockwella, Vickersa, Poldi
i Shore`a. Pomiar twardości metodą Shore`a polega na pomiarze wysokości odbicia się od
powierzchni badanej niewielkiego ciężarka zakończonego twardym wgłębnikiem, który spada
na powierzchnię badaną z odpowiedniej wysokości. Im bardziej materiał jest twardy, tym
wyżej odskoczy ciężarek twardościomierza.
Pomiar twardości sposobem Brinella sprowadza się do pomiaru średnicy odcisku kulki
o wybranej średnicy przy wybranym obciążeniu, a odpowiadającą jej twardość badanego
metalu odczytuje się z tablic zamieszczonych w PN-91/H-04350. Odcisk wykonuje się przy
użyciu twardościomierza, natomiast średnicę odcisku mierzy się za pomocą mikroskopu
pomiarowego lub specjalnej lupy z dokładnością do ±0,25% średnicy kulki.
Stosuje się kulki o średnicy 10; 5; 2,5; i 1 mm, przy czym średnicę kulki i jej obciążenie
przy pomiarze dobiera się zależnie od badanego metalu, tak aby głębokość odcisku h była
co najmniej 8 razy mniejsza od grubości próbki.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Zależnie od spodziewanej twardości badanej próbki i średnicy kulki siłę obciążającą
wgłębnik dobiera się w granicach 9,8–29420 N, tak aby uzyskać odcisk o średnicy zawartej
w przedziale od 0,24 do 0,6 średnicy kulki Czas działania całkowitej siły obciążającej
powinien wynosić: 10–15 s dla stali i żeliwa oraz 30–60 s dla stopów metali nieżelaznych
i powinien być tym większy, im mniejsza twardość badanej próbki.
Zaleca się stosować kulkę o średnicy 10 mm lub możliwie największej dopuszczalnej
według wyżej wymienionego warunku. Przy twardości badanego metalu do 450 jednostek
Brinella stosuje się kulki stalowe, a przy twardości powyżej 450 HB — kulki z węglików
spiekanych. Te ostatnie kulki pozwalają badać metale o twardości do 600 jednostek Brinella.
Powierzchnia badanego przedmiotu w miejscu pomiaru twardości powinna być płaska
i równa oraz oczyszczona ze zgorzeliny i smaru. Na każdej próbce powinny być wykonane co
najmniej trzy pomiary. Przy twardości powyżej 35 HB odstęp środków sąsiednich odcisków
powinien być większy od 4-krotnej średnicy odcisku, a odstęp środka odcisku od krawędzi
badanej próbki powinien być większy od 2,5-krotnej średnicy odcisku.
Przy twardości poniżej 35 HB minimalne odstępy odcisków należy zwiększyć
odpowiednio do 6 i 3-krotnej średnicy odcisku. Symbol jednostki twardości Brinella HB
uzupełnia się literą S, gdy pomiar był wykonywany kulką stalową lub literą W, gdy pomiar
był wykonywany kulką z węglików spiekanych oraz liczbami oznaczającymi średnicę kulki,
wartość stosowanego obciążenia i czas działania obciążenia, gdy średnica jest inna niż
10 mm, obciążenie inne niż 29420 N (3000 kG) i czas działania inny niż 10–15 s. Dla
przykładu zapis 185 HBS5/750/20 oznacza twardość 185 jednostek Brinella zmierzoną kulką
stalową o średnicy 5 mm, przy obciążeniu F = 7355 N (750 kG) w ciągu 20 s.
Kryterium konstrukcyjne wymaga zapewnienia odpowiednich własności gotowemu
elementowi, gwarantujących jego funkcjonowanie, trwałość i niezawodność w określonych
warunkach pracy.
Kryterium technologiczne polega na umożliwieniu wykonania części w jak najprostszy
sposób, unikając procesów pracochłonnych, materiałochłonnych i energochłonnych.
Kryterium ekonomiczne sprowadza się do zasady stosowania materiału najtańszego
i najbardziej dostępnego spośród materiałów spełniających pozostałe wymagania.
Materiały konstrukcyjne są produkowane i dostarczane w określonej postaci (odlewy,
odkuwki, pręty, blachy, rury, itp.). Postać materiału decydująco wpływa na technologiczność
i ekonomiczność wykonywanej z niego części; często wpływa również na jej jakość. Przy
doborze materiału jest konieczne określenie nie tylko jego rodzaju i gatunku, lecz także
postaci, stanu oraz innych wymagań. W normach dopuszcza się wybór rodzaju obróbki
cieplnej, obróbki plastycznej, stanu powierzchni, tolerancji wymiarowych i wielu własności
półwyrobów metalowych, których ustalenie podczas konstruowania części i umieszczenie
w postaci wymagań na rysunku konstrukcyjnym w znacznym stopniu ułatwia uzyskiwanie
założonych własności gotowych elementów.
Szczegółowe wymagania oraz sposób ich podawania na rysunkach i w zamówieniach są
określone w normach przedmiotowych dotyczących półwyrobów metalowych.
Charakterystyki materiałów konstrukcyjnych są ujęte nie tylko w normach (państwowe,
branżowe, zakładowe), lecz także w warunkach technicznych, kartach materiałowych,
poradnikach i broszurach wydawanych przez hutnictwo, wydawnictwach opracowywanych
w ramach tzw. Banków informacji o materiałach oraz wydawnictwach instytutów i wyższych
uczelni. Korzystanie z tej obszernej dokumentacji wymaga dużego doświadczenia oraz
wiedzy metaloznawczej. Dlatego dobór materiału oraz procesów technologicznych mających
na celu nadanie częściom określonych własności powinien być konsultowany ze specjalistami
z dziedziny metaloznawstwa, obróbki cieplnej, przeróbki plastycznej, itp.
Konstrukcyjne materiały metalowe z wyjątkiem odlewów i proszków spiekanych są
produkowane w postaci półwyrobów przerobionych plastycznie na gorąco lub na zimno
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
(kutych, walcowanych, ciągnionych, wyciskanych). Materiały takie wykazują anizotropię,
różnicę własności mechanicznych w zależności od kierunku przeróbki plastycznej, co
powinno być uwzględnione przy ich wykorzystaniu na określone elementy.
ś
elazo występuje w przyrodzie pod postacią związków chemicznych, najczęściej
z tlenem. W technice, poza nielicznymi wyjątkami, stosuje się stopy żelaza z różnymi
składnikami, z których najważniejszym jest węgiel: oprócz węgla, techniczne stopy żelaza
zawierają zawsze pewne ilości krzemu, manganu, siarki i fosforu, przedostające się do stopu
w czasie procesów metalurgicznych.
W zależności od składu chemicznego dzieli się stale na: węglowe (niestopowe) i stopowe.
Stale węglowe zawierają, oprócz żelaza, gł. węgiel oraz niewielkie ilości pierwiastków
pochodzących z przerobu hutniczego; są to zanieczyszczenia (gł. siarka i fosfor) oraz
domieszki, których zawartość nie może przekraczać określonych umownych ilości: 0,8%
manganu, 0,4% krzemu, 0,3% chromu, 0,3% niklu, 0,2% wolframu, 0,2% miedzi, 0,2%
kobaltu, 0,1% aluminium, 0,05% molibdenu, 0,05% wanadu, 0,05% tytanu; pod względem
zawartości węgla stale węglowe dzieli się na:
–
niskowęglowe (do 0,25% C),
–
ś
redniowęglowe (0,35–0,6% C),
–
wysokowęglowe (powyżej 0,6% C).
Zależnie od stopnia czystości, określonego zawartością fosforu i siarki, rozróżnia się stale
węglowe:
–
zwykłej jakości (0,045–0,07% P i 0,045–0,06% S),
–
wyższej jakości (do 0,04% P i 0,04% S),
–
najwyższej jakości (0,025–0,035% P i 0,025–0,035% S).
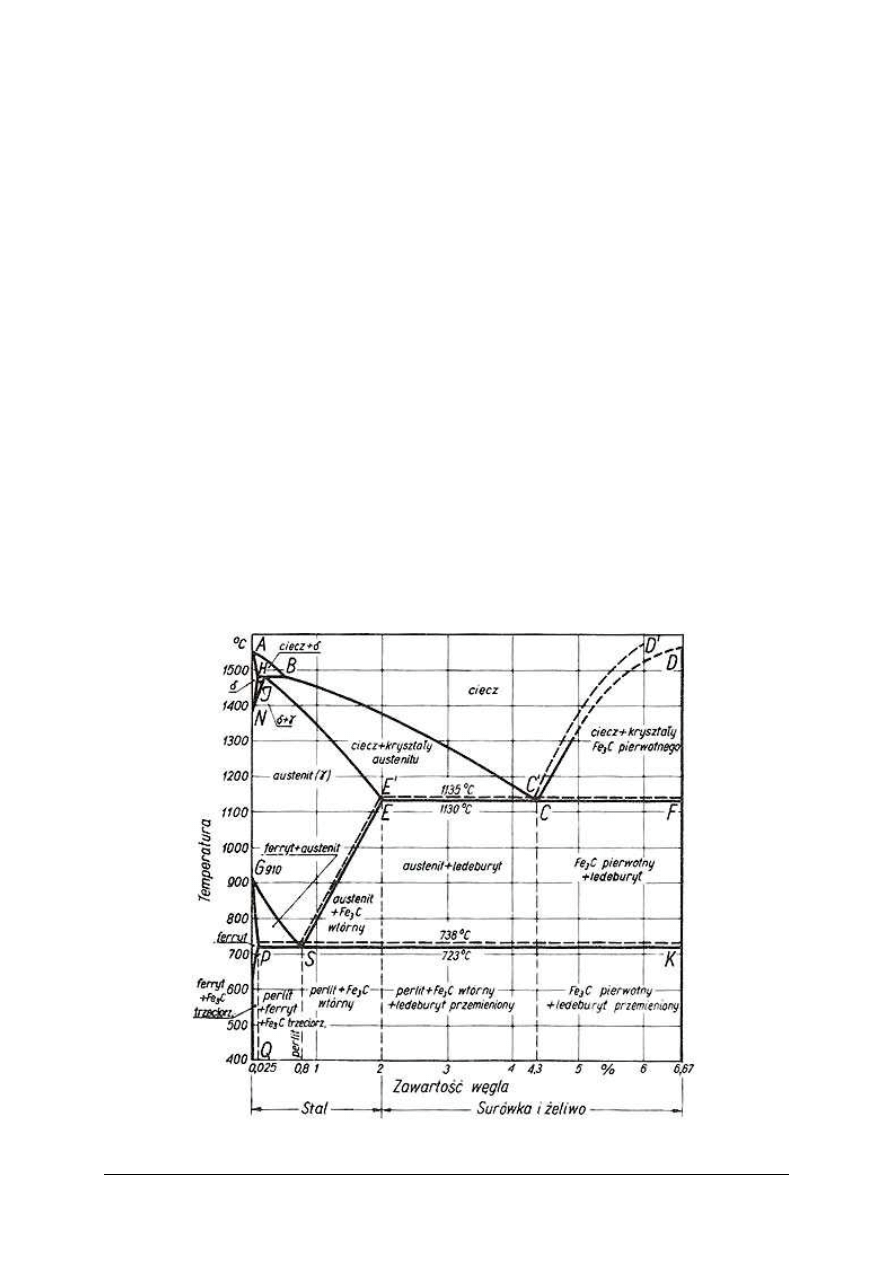
W czasie nagrzewania (lub chłodzenia) stopów żelaza zachodzi w nich szereg przemian,
aż do topnienia włącznie; obrazuje je tzw. wykres żelazo-węgiel (rys. 6).
Rys. 6.Wykres żelazo-węgiel [2, s. 34 ]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Za domieszki zwykłe stali uważa się mangan, krzem, fosfor, siarkę oraz wodór, azot
i tlen, ponieważ te pierwiastki występują zawsze w mniejszej lub większej ilości
w przemysłowych gatunkach stali. Zawartość tych pierwiastków w stalach węglowych nie
przekracza zwykle następujących granic: Mn do 0,8% (w niektórych gatunkach stali granica
ta jest rozszerzona do 1,5%), Si do 0,5%, P do 0,05% (z wyjątkiem stali automatowych), S do
0,05% (z wyjątkiem stali automatowych).
Klasyfikacji gatunków stali dokonuje się zgodnie z PN-EN 10020:1996 według składu
chemicznego oraz wg ich zastosowania i własności mechanicznych lub fizycznych.
Klasyfikacja stali według składu chemicznego:
–
stale niestopowe (węglowe),
–
stale stopowe.
Do stali niestopowych zalicza się te gatunki stali, w których zawartość pierwiastków jest
mniejsza od zawartości granicznych podanych w tabeli 1.
Do stali stopowych zalicza się gatunki stali, w których zawartość przynajmniej jednego
pierwiastka jest równa lub większa od zawartości granicznej podanej w tabeli 2
.
Tabela 1. Zawartość graniczna pierwiastków między stalami niestopowymi i stopowymi [PN-EN 10020:1996]
Nazwa i symbol
chemiczny pierwiastka
Zawartość graniczna
(% wagowy)
Aluminium
Al 0,10
Bor
B 0,0008
Bizmut
Bi 0,10
Chrom
Cr* 0,30
Cyrkon
Zr* 0,05
Kobalt
Co 0,10
Krzem
Si 0,50
Lantanowce
każdy 0,05
Mangan
Mn 1.65**
Miedź
Cu* 0,40
Molibden
Mo* 0,08
Nikiel
Ni* 0,30
Niob
Nb* 0,06
Ołów
Pb 0,40
Selen
Se 0,10
Tellur
Te 0,10
Tytan
Ti* 0,05
Wanad
V* 0,10
Wolfram
W 0,10
Inne (każdy oprócz fosforu, siarki i azotu)
0,05
*
Jeżeli te pierwiastki określa się dla stali w kombinacji dwu, trzech lub czterech, a ich zawartości są mniejsze
niż podane w tablicy, to przy kwalifikacji stali należy dodatkowo uwzględnić zawartość graniczną
wynoszącą 70% sumy poszczególnych zawartości granicznych tych dwu, trzech lub czterech pierwiastków.
** Jeżeli jest określona tylko maksymalna zawartość manganu, jego graniczna zawartość wynosi 1,80% i nie
stosuje się zasady 70%.
Klasyfikacja stali według zastosowania i własności mechanicznych lub fizycznych
Klasy jakości stali niestopowych:
–
stale niestopowe podstawowe,
–
stale niestopowe jakościowe,
–
stale niestopowe specjalne.
Stale podstawowe to gatunki stali o takich wymaganiach jakościowych, jakie można
osiągnąć w ogólnie stosowanym procesie stalowniczym, bez dodatkowych zabiegów

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
technologicznych. Wyroby z tych stali nie są przeznaczone do obróbki cieplnej (z wyjątkiem
wyżarzania odprężającego, zmiękczającego i normalizowania).
Stale niestopowe jakościowe to gatunki stali, których własności w stanie obrobionym
cieplnie w zasadzie się nie określa, nie określa się również czystości metalurgicznej
wyrażonej stopniem zanieczyszczenia wtrąceniami niemetalicznymi. Ze względu na warunki
stosowania wyrobów ze stali jakościowych, wymagania dotyczące, np.: wrażliwości na
kruche pękanie, regulowanej wielkości ziarna czy podatności na kształtowanie, są wyższe niż
dla stali podstawowych, co wymusza większą staranność podczas produkcji.
Stale niestopowe specjalne charakteryzują się wyższym niż stale jakościowe stopniem
czystości metalurgicznej, szczególnie w zakresie zawartości wtrąceń niemetalicznych. Są one
przeważnie przeznaczone do ulepszania cieplnego lub hartowania powierzchniowego. Dzięki
dokładnemu doborowi składu chemicznego oraz przestrzeganiu specjalnych warunków
produkcji stali i kontroli przebiegu procesów technologicznych uzyskuje się różnorodne
własności przetwórcze i użytkowe stali. Często otrzymuje się równocześnie i w zawężonych
granicach, np.; wysoką wytrzymałość lub hartowność z równocześnie dobrą ciągliwością,
podatnością na kształtowanie, spawanie itp.
Systemy oznaczania stali. Znaki stali, symbole główne
Norma EN 10027-1:1992 jest zalecana przez CEN (Europejski Komitet Normalizacyjny)
do stosowania przez krajowe komitety normalizacyjne bez jakichkolwiek zmian.
PN-EN 10027-1 jest identyczna z EN 10027-1:1992 i została ustanowiona przez Polski
Komitet Normalizacyjny 15.12.1994 r. W tej klasyfikacji oznaczeń stali wyróżnia się dwie
główne grupy znaków:
–
znaki zawierające symbole wskazujące na skład chemiczny stali,
–
znaki zawierające symbole wskazujące na zastosowanie oraz mechaniczne lub fizyczne
własności stali.
W obu grupach znaków po symbolach głównych mogą być podawane symbole
dodatkowe. Poniżej podano jedynie, z jakich symboli głównych składa się znak stali.
W przypadku staliwa znak gatunku zawierający symbole wskazujące na skład chemiczny
poprzedza litera G.
Oznaczanie stali wg składu chemicznego
W znakach stali wg składu chemicznego wyróżnia się cztery podgrupy:
−
stale niestopowe (bez stali automatowych) o średniej zawartości manganu < 1%. Znak
tych stali składa się z następujących symboli głównych, umieszczonych kolejno po sobie:
litery C i liczby będącej 100-krotną średnią wymaganą zawartością węgla,
−
stale niestopowe o średniej zawartości manganu ≥ 1 %,
−
niestopowe stale automatowe,
−
stale stopowe (bez stali szybkotnących) o zawartości każdego pierwiastka
stopowego < 5%.
Znak tych stali składa się z: liczby będącej 100-krotną wymaganą średnią zawartością
węgla, symboli pierwiastków chemicznych składników stopowych stali w kolejności
malejącej zawartości pierwiastków oraz liczb oznaczających zawartości poszczególnych
pierwiastków stopowych w stali. Każda liczba oznacza odpowiednio, średni procent
zawartości pierwiastka pomnożony przez współczynnik według tabeli 2 i zaokrąglony do
najbliższej liczby całkowitej. Liczby oznaczające zawartości poszczególnych pierwiastków
stopowych należy oddzielić poziomą kreską.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Tabela 2. Współczynnik do ustalania symboli liczbowych pierwiastków stopowych przy oznaczaniu stali
stopowych (bez stali szybkotnących) o zawartości każdego pierwiastka stopowego < 5%
[PN-EN100271]
Pierwiastek
Współczynnik
Cr, Co, Mn, Ni, Si, W
4
Al, Be, Cu, Mo, Nb, Pb, Ta, Ti, V,
10
Ce, N, P, S
100
B
1000
Na przykład 55NiCrMoV6-2-2 jest znakiem stali o średnim składzie: 0,55% C, l,5%Ni,
0,6% Cr, 0,2% Mo i poniżej 0,1 % V (jest to stal narzędziowa do pracy na gorąco).
Stale niestopowe podstawowe konstrukcyjne są stosowane zazwyczaj w stanie surowym
lub rzadziej w stanie normalizowanym. Według PN-88/H-84020 rozróżnia się
6 podstawowych gatunków stali w tej grupie. W zależności od składu chemicznego
i wymaganych własności mechanicznych. Znak gatunku stali składa się z liter St oraz liczby
porządkowej 0, 3, 4, 5, 6 lub 7. Gatunki stali przeznaczone na konstrukcje spawane o liczbie
porządkowej 0, 3 i 4 oznacza się dodatkowo literą S (np. St0S, St3S, St4S) oraz w przypadku
określonej zawartości miedzi (z wyjątkiem St0S) dodatkowo literami Cu (np. St3SCu.
St4SCu). Gatunki o liczbie porządkowej 3 i 4 o podwyższonych wymaganiach jakościowych
(o obniżonej zawartości C oraz P i S) oznacza się dodatkowo literą V lub W (np. St3V,
St4W). Znak gatunku stali St5, St6 i St7 w przypadku określonej dodatkowo zawartości
węgla, manganu i krzemu uzupełnia się na początku literą M (np. MSt5). Gatunki stali
o liczbie porządkowej 3 i 4 z literą S lub V mogą być dodatkowo oznaczane literą
X w przypadku stali nieuspokojonej (np. St3SX, St3VX, St3ScuXC) lub literą Y w przypadku
stali półuspokojonej (np. StSCuY, St4SY, St4W). Skład chemiczny i własności mechaniczne
tych stali podane są w tabeli 3.
Stale niestopowe specjalne do ulepszania cieplnego i utwardzania powierzchniowego
należą do grupy stali o wyższych wymaganiach w porównaniu do stali jakościowych
i charakteryzują się wyższym stopniem czystości. Zawartość fosforu i siarki nie może w nich
przekraczać po 0,040%. Są przeznaczone do wyrobu maszyn i urządzeń i stosuje się je
w stanie ulepszonym cieplnie, normalizowanym, hartowanym powierzchniowo lub po
nawęglaniu. Dzięki dokładnemu doborowi składu chemicznego oraz przez zastosowanie
specjalnych warunków wytwarzania uzyskuje się wymagane właściwości technologiczne
i użytkowe często w kombinacji z wysoką lub wąsko ograniczoną wytrzymałością lub
hartownością. Znak tych stali wg PN-93/H-84019 składa się z liczb dwucyfrowych, które
mogą być uzupełnione literami. Liczby te określają przybliżone średnie zawartości węgla
w setnych częściach procentu (np. 10, 15, 20, 25, 30 itd). Litery po liczbach oznaczają:
–
G – stal o podwyższonej zawartości manganu,
–
A – stal o podwyższonej czystości w zakresie fosforu i siarki,
–
AA – stal o zaostrzonych wymaganiach w zakresie składu chemicznego (np.: dotyczących
zawartości węgla, obniżonej zawartości fosforu i siarki, ograniczonej sumie zawartości
Cr+Mo+Ni, itp.),
–
rs – stal o regulowanej zawartości siarki,
–
h – stal o wymaganej hartowności,
–
H – stal o podwyższonej dolnej granicy twardości w stosunku do wymaganego pasma
hartowności,
–
L – stal o obniżonej granicy twardości w stosunku do wymaganego pasma hartowności,
przy czym cyfry (np. 4, 5, 15) po literach hH i hL oznaczają odległości od czoła próbki
w milimetrach (4 mm, 5 mm, 15 mm).
Wśród stali węglowych konstrukcyjnych o określonym zastosowaniu można wyodrębnić
następujące ważniejsze grupy gatunków:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
–
stale do wyrobu drutu do patentowania, na liny, na sprężyny, do konstrukcji sprężanych,
drutu ogólnego przeznaczenia i dla przemysłu włókienniczego (PN 91/H-84028),
–
stale dla kolejnictwa (PN-84/H-84027, PN-91/H-84027/03, PN-88/H-84027/04-05),
–
stale do wyrobu rur (PN-89/H-84023/07),
–
stale do wyrobu nitów (PN-89/H-84023/04-05),
–
stale na blachy kotłowe (PN-81/H-92123),
–
stale do budowy mostów (PN-89/H-84023/04),
–
stale na blachy grube i uniwersalne do budowy statków (PN-85/H-92147),
–
stale na blachy karoseryjne (PN-89/H-84023/03),
–
stale do wyrobu ogniw łańcuchów technicznych i okrętowych (PN-89/H-84023/08),
–
stale automatowe (łatwo obrabialne mechanicznie) (PN-73/H-84026),
–
stale magnetycznie miękkie (PN-89/H-84023/02).
Oznaczanie stali wg zastosowania i własności
Znak stali oznaczanych wg ich zastosowania i własności mechanicznych lub fizycznych
zawiera następujące główne symbole:
a) S – stale konstrukcyjne,
P – stale pracujące pod ciśnieniem,
L – stale na rury przewodowe,
E – stale maszynowe, za którymi umieszcza się liczbę będącą minimalną granicą
plastyczności w MPa,
b) B – stale do zbrojenia betonu, za którym umieszcza się liczbę będącą charakterystyczną
granicą plastyczności,
c) Y – stale do betonu sprężonego,
R – stale na szyny lub w postaci szyn, za którymi umieszcza się liczbę będącą wymaganą
minimalną wytrzymałością na rozciąganie,
d) H – wyroby płaskie walcowane na zimno ze stali o podwyższonej wytrzymałości
przeznaczone do kształtowania na zimno, za którym umieszcza się liczbę będącą
wymaganą minimalną granicą plastyczności albo jeżeli jest wymagana tylko
wytrzymałość na rozciąganie, wtedy umieszcza się literę T, za którą podaje się
wymaganą minimalną wytrzymałość na rozciąganie,
e) D – wyroby płaskie ze stali miękkich przeznaczonych do kształtowania na zimno, za
którym umieszcza się jedną z następujących liter:
–
C – dla wyrobów walcowanych na zimno,
–
D – dla wyrobów walcowanych na gorąco przeznaczonych do kształtowania na
zimno,
–
X – dla wyrobów bez charakterystyki walcowania (na zimno lub na gorąco) oraz dwa
symbole cyfrowe lub literowe charakteryzujące stal,
f) T – wyroby walcowni blachy ocynowanej, za którym umieszcza się:
–
dla wyrobów o jednokrotnie redukowanej grubości – literę H, za którą podaje się
liczbę będącą wymaganą nominalną twardością wg HR 30Tm,
–
dla wyrobów o dwukrotnie redukowanej grubości – liczbę będącą wymaganą
nominalną,
–
granicą plastyczności,
g) M – stale elektrotechniczne, za którym umieszcza się:
–
liczbę, będącą 100-krotną wymaganą maksymalną stratnością w W·kg-1,
–
liczbę, będącą 100-krotną nominalną grubością wyrobu w mm,
–
liczbę, oznaczającą rodzaj blachy lub taśmy elektrotechnicznej, tj.:
A – o niezorientowanym ziarnie,
D – ze stali niestopowych, nie wyżarzonych końcowo(odprężająco),

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
E – ze stali stopowych, nie wyżarzonych końcowo,
N – o normalnie zorientowanym ziarnie,
S – o zorientowanym ziarnie i zmniejszonej stratności,
P – o zorientowanym ziarnie i dużej przenikalności magnetycznej.
Staliwo jest to stop żelaza z węglem i innymi pierwiastkami, zawierający do około 2,0%
węgla, otrzymywany w procesach stalowniczych, w stanie ciekłym odlewany do form
odlewniczych. Odlewy takie mogą być używane bezpośrednio po zakrzepnięciu bez obróbki
cieplnej lub mogą być obrabiane cieplnie, względnie poddawane obróbce cieplno-chemicznej.
Jako materiał konstrukcyjny staliwo wykazuje wiele zalet, ma lepsze własności
wytrzymałościowe i plastyczne w porównaniu z żeliwem, a także dobrą spawalność (zwłaszcza
niskowęglowe i niskostopowe). Wykazuje jednak gorsze własności odlewnicze ze względu na
skurcz dochodzący do 2% i wysoką temperaturę topnienia dochodzącą do 1600°C.
Staliwa węglowe konstrukcyjne ogólnego przeznaczenia
Polska norma PN-ISO 3755:1994 wymienia 8 gatunków staliw węglowych
konstrukcyjnych ogólnego przeznaczenia. Gatunki te oznacza się dwiema liczbami
trzycyfrowymi lub dwiema liczbami trzycyfrowymi i literą W: 200-400, 200-400W, 230-450,
230-450W, 270-480, 70-480W, 340-550, 340-550W. Pierwsza liczba oznacza wymaganą
minimalną wartość Re (granicę plastyczności ), w MPa, a druga – minimalną wytrzymałość
na rozciąganie Rm również w MPa. Gatunki zawierające na końcu literę W, mają dodatkowo
określoną maksymalną zawartość poszczególnych pierwiastków (czyli tzw. ograniczony skład
chemiczny), w celu zapewnienia dobrej (jednolitej) spawalności.
Staliwa, których oznaczenie nie zawiera litery W, nie mają obowiązującego składu
chemicznego poza fosforem (max 0,035%) i siarką (max 0,035%). Natomiast gatunki z literą
W mają max 0,25% C i zróżnicowaną w zależności od gatunku zawartość Mn od max 1,00%
do max. 1,50% oraz określoną maksymalną zawartość pozostałych pierwiastków (jednakowa
dla tych gatunków): ≤ 0,60% Si, ≤ 0,035% P, ≤ 0,035% S, ≤ 0,40% Ni, ≤ 0,35% Cr, ≤ 0,40%
Cu, ≤ 0,15% Mo i ≤ 0,05% V.
Wytrzymałość na rozciąganie zależy od gatunku staliwa i zawiera się w granicach
od 400–550 MPa do 550–700 MPa, a wydłużenie odpowiednio – od 25% do 15%. Staliwa
węglowe konstrukcyjne ogólnego przeznaczenia mogą być obrabiane cieplnie. Zwykle
poddaje się je normalizowaniu, wyżarzaniu zupełnemu lub wyżarzaniu odprężającemu.
Staliwa stopowe, podobnie jak stale, zawierają specjalnie wprowadzone dodatki stopowe,
które nadają im określone własności. Sposób znakowania gatunków staliw stopowych jest
analogiczny, jak stali stopowych konstrukcyjnych, z tą różnicą, że w przypadku staliw na
początku znaku znajduje się litera L. Za literą L znajdują się cyfry określające średnią
zawartość węgla w setnych procentu, następnie litery (symbole) analogiczne jak w przypadku
stali stopowych konstrukcyjnych, które określają pierwiastki stopowe, i cyfry, które podają
ś
rednią zawartość danego pierwiastka w procentach. Jeżeli zawartość pierwiastka stopowego
nie przekracza średnio 2%, to podaje się tylko litery stanowiące symbole tego pierwiastka.
Staliwa stopowe ze względu na zastosowanie dzielą się na:
–
Staliwa stopowe konstrukcyjne – Polska Norma PN-H/83156:1997 obejmuje 23 gatunki
staliw tej grupy o następujących oznaczeniach: L20G, L35G, L15GM, L30GS, L35GM,
L35GN, L30H, L40H, L17HM, L25HM, L25HN, L35HM, L40HF, L30HMF,
L30HGNM, L35HGS, L35HNM, L20HN3M, L30H2N2M, 35H2MF, L12H13,
L12H13N4M, L0H13N4M. W normie podany jest skład chemiczny poszczególnych
gatunków i ich własności mechaniczne.
Wytrzymałość na rozciąganie Rm powyższych staliw w stanie normalizowanym
zawiera się w graniach od 450 do 800 MPa, a w stanie ulepszonym cieplnie po
normalizowaniu – od 450 do 1200 MPa.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
–
Staliwa do pracy w podwyższonych temperaturach – PN-89/H-83157 (9 gatunków: L20,
L16M, L20M, L20HM, L18H2M, L15HMF, L18HM, L21HMF, L17HMF). Staliwa
te charakteryzują się określonymi własnościami mechanicznymi, określoną granicą
pełzania w zakresie temperatury do 600°C.
Staliwa stopowe odporne na korozję (nierdzewne i kwasoodporne) charakteryzujące
się zwiększoną odpornością na działanie korozyjne atmosfery, kwasów oraz niektórych
ośrodków korozyjnych – PN-86/H-83158 (14 gatunków). Ze względu na zawartość
pierwiastków stopowych i struktury osnowy rozróżnia się następujące staliwa odporne na
korozję:
–
chromowe martenzytyczne (LOH13, LH14, LH14N),
–
chromowo-niklowe austenityczne (LH18N9, LH18N9T, LH16N5G6),
–
chromowo-niklowo-molibdenowe austenityczne (LH18N10M2, L0H18N10M2,
L0H18N9M, LH18N10M2T),
–
chromowo-niklowe austenityczno-ferrytyczne (L0H12N4M, LH21N5, LH12N5M,
LH21N5T).
Wszystkie gatunki staliwa odpornego na korozję mogą być spawane. Zastosowanie
tych staliw jest podobne jak stali nierdzewnych i kwasoodpornych o podobnym składzie
chemicznym.
–
Staliwa żaroodporne i żarowytrzymałe – PN-90/H-83159 (9 gatunków). Staliwo
ż
aroodporne charakteryzuje się odpornością na bezpośrednie działanie płomienia lub spalin
w wysokich temperaturach. Staliwo żarowytrzymałe wykazuje w wysokich temperaturach
wyższe własności wytrzymałościowe niż inne staliwa pracujące w tych temperaturach.
Gatunki LH18S2, LH26, LH29S2G, LH26N4S2 są wysokochromowymi staliwami
ż
aroodpornymi przeznaczonymi do pracy przy małych obciążeniach. Zawartość węgla
jest wysoka (1,3–1,5% C, z wyjątkiem LH26 – 0,5% C). Struktura tych staliw składa się
z perlitu i węglików lub ferrytu i węglików. Staliwo LH29S2G jest ponadto bardzo
odporne na ścieranie w wysokich temperaturach. Gatunki LH17N8G, LH19N14G,
LH23N18G,
LH25H19S2,
LH17N37S2G
są
chromowoniklowymi
staliwami
ż
arowytrzymałymi i żaroodpornymi, o strukturze austenitycznej. Obróbka cieplna
i zastosowanie tych staliw są analogiczne jak austenitycznych stali żarowytrzymałych.
Stosowane są one również jako kwasoodporne w podwyższonych temperaturach.
–
Staliwa odporne na ścieranie – PN-88/H-83160 (12 gatunków: L20HGSNM, L25SHNM,
L30HGN2M, L35GSM, L40GM, L40H3T, L100AGM, L40HM, [20G13, L120G13H,
L120G13T oraz L30GS według PN-87/H-83156). Stosowane są (z wyjątkiem L120G13,
L120G13T i L120G13H) w stanie normalizowanym i ulepszonym na korpusy sprzęgieł,
elementy czerpaków, koparek, koła zębate, części maszyn budowlanych, ogniwa
gąsienicowe, płyty pancerne, szczęki do kruszarek, koła jezdne do suwnic, itp. Staliwa
L120G13, L120G13H i L120G13T (wysokowęglowe i wysokomanganowe) mają strukturę
austenityczną i są szczególnie odporne na zużycie. Stosowane są w stanie przesyconym
najczęściej na rozjazdy kolejowe, gąsienice traktorowe i części łamaczy i kruszarek.
–
Staliwa narzędziowe – PN-90/H-83161. Norma obejmuje 18 gatunków staliw do pracy na
zimno i gorąco: L150HSM, L155HNM, L180HNM, L200HNM. L200HSNM,
L70H2GNM,
L90HMF,
L120H21NM,
L180H20F,
L35H17N2M.
L40H5MF,
L45HN2MF, L65HNM, L75HMF, L100H2M, L120HWMF. L120HNMF, L210H21S.
Staliwa te stosuje się w stanie obrobionym cieplnie, aby zapewnić odpowiednią twardość.
ś
eliwami węglowymi nazywa się odlewnicze stopy żelaza z węglem, zawierające
teoretycznie powyżej 2,06% C, a praktycznie 2,5–4,5% C. Poza tym żeliwa te podobnie jak
stale, zawsze zawierają pewne ilości krzemu, manganu, fosforu i siarki pochodzenia
metalurgicznego. W przeciwieństwie do stali, większość żeliw odznacza się niską
plastycznością. Węgiel w żeliwach może występować w dwóch postaciach: bądź w stanie
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
wolnym jako grafit, bądź w postaci związanej w cementycie. W zależności od tego rozróżnia
się żeliwa szare, które niezależnie od struktury osnowy (ferrytycznej, perlitycznej lub
ferrytyczno-perlitycznej) zawierają wydzielenia grafitu oraz żeliwa białe, w których węgiel
występuje prawie wyłącznie w postaci cementytu. Nazwy te związane są z kolorem ich
przełomów. Niekiedy spotyka się żeliwa połowiczne, które miejscami mają budowę żeliw
szarych, a miejscami – białych. Struktura żeliw zależy zarówno od ich składu chemicznego
(rys. 7), jak szybkości krystalizacji metalu, co jest związane z grubością ścianek odlewu.
Krzem, którego zawartość w żeliwach waha się od 0,3 do 5%, sprzyja tworzeniu grafitu.
Zmieniając zawartość krzemu można otrzymać różne rodzaje żeliw, całkowicie odmienne
zarówno pod względem struktury, jak i własności, od żeliwa białego do ferrytycznego szarego.
Proces grafityzacji ułatwiają również takie pierwiastki, jak miedź i nikiel. Mangan utrudnia
proces grafityzacji, sprzyjając tworzeniu się cementytu. Podobnie działa siarka, której
zawartość w żeliwach nie może przekraczać 0,08–0,12% (w zależności od wielkości odlewów),
ponieważ pogarsza ona własności odlewnicze i zwiększa kruchość. Poza tym do pierwiastków
przeciwdziałających grafityzacji należą między innymi chrom, wolfram, molibden i wanad.
Ważnym składnikiem żeliw jest fosfor, który zwiększa ich rzadkopłynność dzięki tworzeniu
eutektyki fosforowej, nie oddziałując w wyraźnym stopniu na proces grafityzacji.
Największe zastosowanie przemysłowe mają jak dotąd żeliwa szare. W żeliwach tych
grafit występuje w postaci nieregularnych płatków różnej wielkości, tworząc nieciągłości
w osnowie metalicznej (rys. 8). Wytrzymałość grafitu w porównaniu z wytrzymałością tej
osnowy można przyjąć za równą zeru, stąd też żeliwa szare odznaczają się niską
wytrzymałością na rozciąganie i zginanie, przy dość dobrej wytrzymałości na ściskanie.
Również wytrzymałość zmęczeniowa żeliw jest niewielka, ze względu na istnienie
wspomnianych karbów naturalnych. Z tego samego powodu żeliwa szare są mało wrażliwe na
działanie wad powierzchniowych, wszelkiego rodzaju karbów konstrukcyjnych, itp.
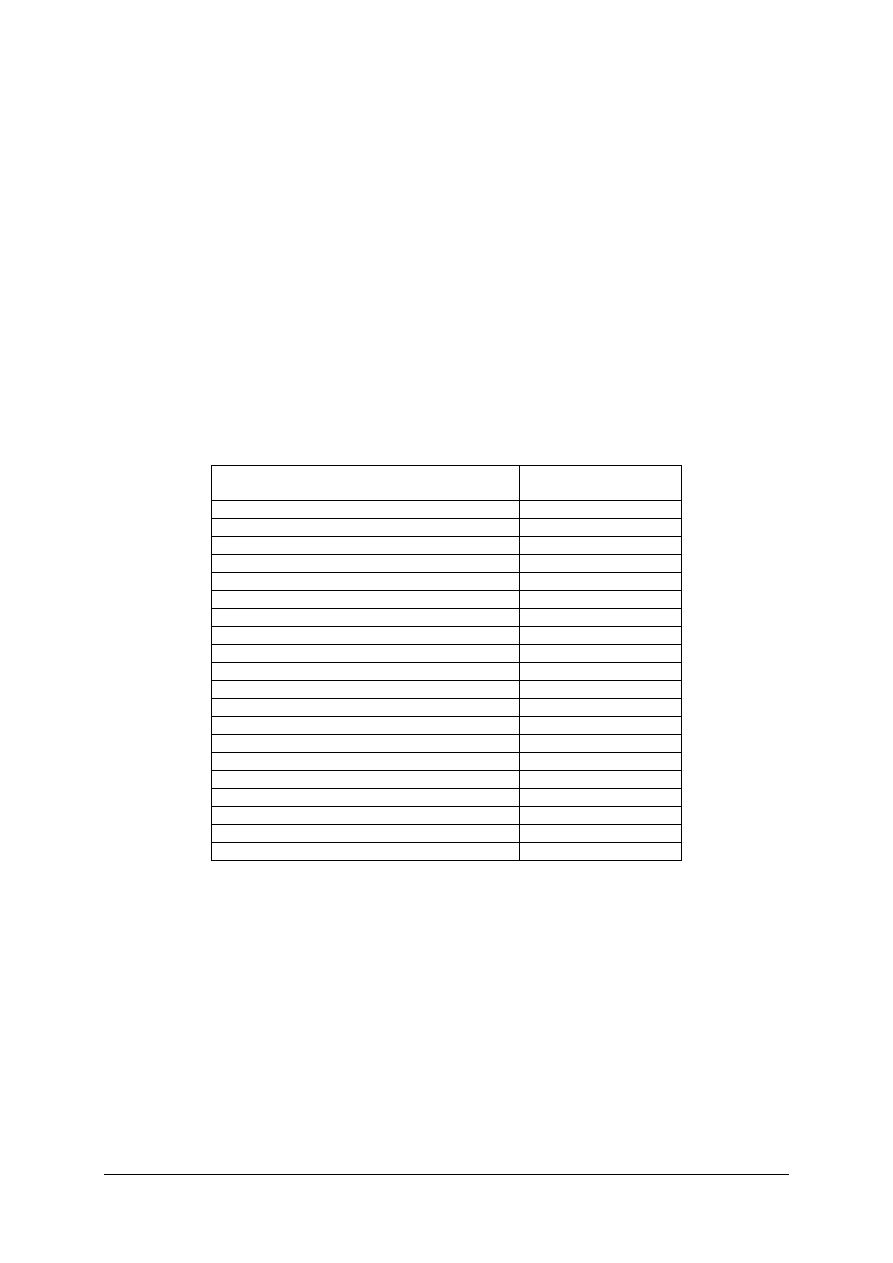
Rys.7. Struktura żeliwa szarego nie trawionego. Widoczne płatki grafitu. Powiększenie 100x [2, s. 5]
Rys. 8.
Struktura żeliwa szarego ferrytyczno-perlitycznego z wyraźnie widoczną eutektyką fosforową (jasny,
kropkowany obszar). Powiększenie 500x [2, s. 25]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Główną zaletą żeliwa szarego są przede wszystkim dobre własności odlewnicze
przejawiające się wysoką rzadkopłynnością, dobrym wypełnianiem form, małym skurczem
odlewniczym (1%), itd. Inne zalety związane z obecnością wydzielę-grafitu to: dobre
własności przeciwcierne i zdolność tłumienia drgań. Dodatkową zaletą tych żeliw jest niska
cena. Grafit, będący jednym z głównych składników strukturalnych żeliw szarych, jest
rozmieszczony w osnowie ferrytycznej, ferrytyczno-perlitycznej lub perlityczne, przy czym
ferryt jest tu nie tylko roztworem stałym węgla w żelazie a, lecz także roztworem krzemu
oraz ewentualnie innych pierwiastków w żelazie i dlatego nosi nazwę krzemoferrytu.
Oczywiście perlit jest w przypadku żeliw mieszaniną krzemoferrytu i cementytu.
Przy większej zawartości siarki w strukturze żeliw szarych uwidaczniają się również
siarczki manganu w postaci lekko niebieskawych wieloboków. Strukturę żeliwa szarego
o osnowie ferrytyczno-perlitycznej pokazano na rysunku 8.
ś
eliwa szare zgodnie z PN-92/H-83101 dzielą się na gatunki, przy czym podstawą
podziału jest wytrzymałość na rozciąganie, określana na próbkach o średnicy pomiarowej
20 mm, wytoczonych z oddzielnie odlewanych wlewków próbnych. Polska Norma podaje
6 gatunków żeliwa szarego z określoną minimalną wytrzymałością na rozciąganie,
a mianowicie: 100, 150, 200, 250, 300 i 350 (trzycyfrowa liczba oznacza min. Rm w MPa).
Niższe wartości odnoszą się do żeliw o strukturze ferrytycznej, wyższe – do żeliw
o strukturze perlitycznej. Wytrzymałość i twardość stwierdzona na próbkach wykonanych
z wlewków próbnych różnią się od wytrzymałości i twardości odlewów, gdyż własności te
w istotny sposób zależą od grubości ścianek odlewów, zmniejszając się z jej wzrostem. Na
przykład żeliwo szare gatunek 100, ze zwiększaniem grubości ścianek odlewu, wykazuje
wytrzymałość na rozciąganie 120–90 MPa, a żeliwo gatunku 350 – 315–270 MPa.
W przypadku wymaganej dobrej obrabialności i odporności odlewów na ścieranie żeliwa
szare klasyfikuje się na podstawie twardości, przy czym ustala się 6 klas twardości
oznaczających przewidywaną średnią twardość HB w określonym miejscu odlewu.
Tabela 3. Klasy twardości żeliw szarych (wg PN-92/H-83101)
Klasa twardości
Zakres twardości HB
H 145
Max 170
H 175
150-200
H 195
170-200
H 215
190-240
H 235
210-260
H 255
230-280
Dla żeliw szarych istnieją ustalone empirycznie zależności między twardością
i wytrzymałością na rozciąganie w przypadkach, gdy:
Rm ≥ 196 MPa, wówczas HB = RH (100 + 0,438) Rm
Rm < 196 MPa, wówczas HB = RH (100 + 0,724) Rm
Czynnik RH, czyli tzw. twardość względna, zmienia się w granicach 0,8–1,2
w zależności od materiału wyjściowego, procesu topienia i rzeczywistego procesu
metalurgicznego. W poszczególnych odlewniach można ustalić wartość czynnika RH na
prawie stałym poziomie i w takich przypadkach, mierząc twardość HB na powierzchni
odlewu, można określić jego wytrzymałość na rozciąganie wykorzystując podane zależności.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Tabela 4. Orientacyjne zakresy twardości żeliw szarych dla różnych grubości ścianki odlewu
(wg PN-92/H-83101)
Dzięki swym zaletom, żeliwa szare są materiałem konstrukcyjnym powszechnie
stosowanym w przemyśle maszynowym, kolejowym, samochodowym i in. (np. na korpusy
maszyn, płyty fundamentowe, pierścienie tłokowe, bębny hamulcowe, tuleje cylindrowe,
armaturę). Odmianą żeliw szarych są żeliwa modyfikowane, zawierające bardzo drobny grafit
płatkowy. To rozdrobnienie grafitu uzyskuje się przez dodanie do żeliwa przed odlaniem tzw.
modyfikatora, najczęściej w postaci sproszkowanego żelazokrzemu. śeliwa modyfikowane
mają wyższą wytrzymałość niż żeliwa zwykłe.
ś
eliwami sferoidalnymi nazywa się żeliwa, w których grafit wydziela się podczas
krzepnięcia w postaci kulek. Otrzymuje się je w wyniku procesu modyfikacji, który polega na
wprowadzeniu do metalu bezpośrednio przed jego odlewaniem – niewielkiego dodatku
magnezu (w stopie z niklem lub miedzią). Struktura osnowy żeliw sferoidalnych, podobnie
jak struktura osnowy zwykłych żeliw szarych, może być ferrytyczna, ferrytyczno-perlityczna,
perlityczno-ferrytyczna lub perlityczna. śeliwa sferoidalne są w Polsce znormalizowane
(PN-92/H-83123), przy czym podstawą klasyfikacji są ich własności mechaniczne. Polska
Norma podaje dwie odrębne klasyfikacje żeliw sferoidalnych. Pierwsza opiera się na
własnościach mechanicznych określanych na próbkach wyciętych z wlewków próbnych
oddzielnie odlewanych. Według tej klasyfikacji rozróżnia się 9 gatunków żeliw. Oznaczenie
poszczególnych gatunków składa się z liczby określające minimalną wytrzymałość na
rozciąganie w MPa oraz liczby określającej minimalne wydłużenie w procentach. Na
przykład oznaczenie 400-15 oznacza żeliwo sferoidalne o Rm min. 400 MPa i wydłużeniu
A
min
. 15%.
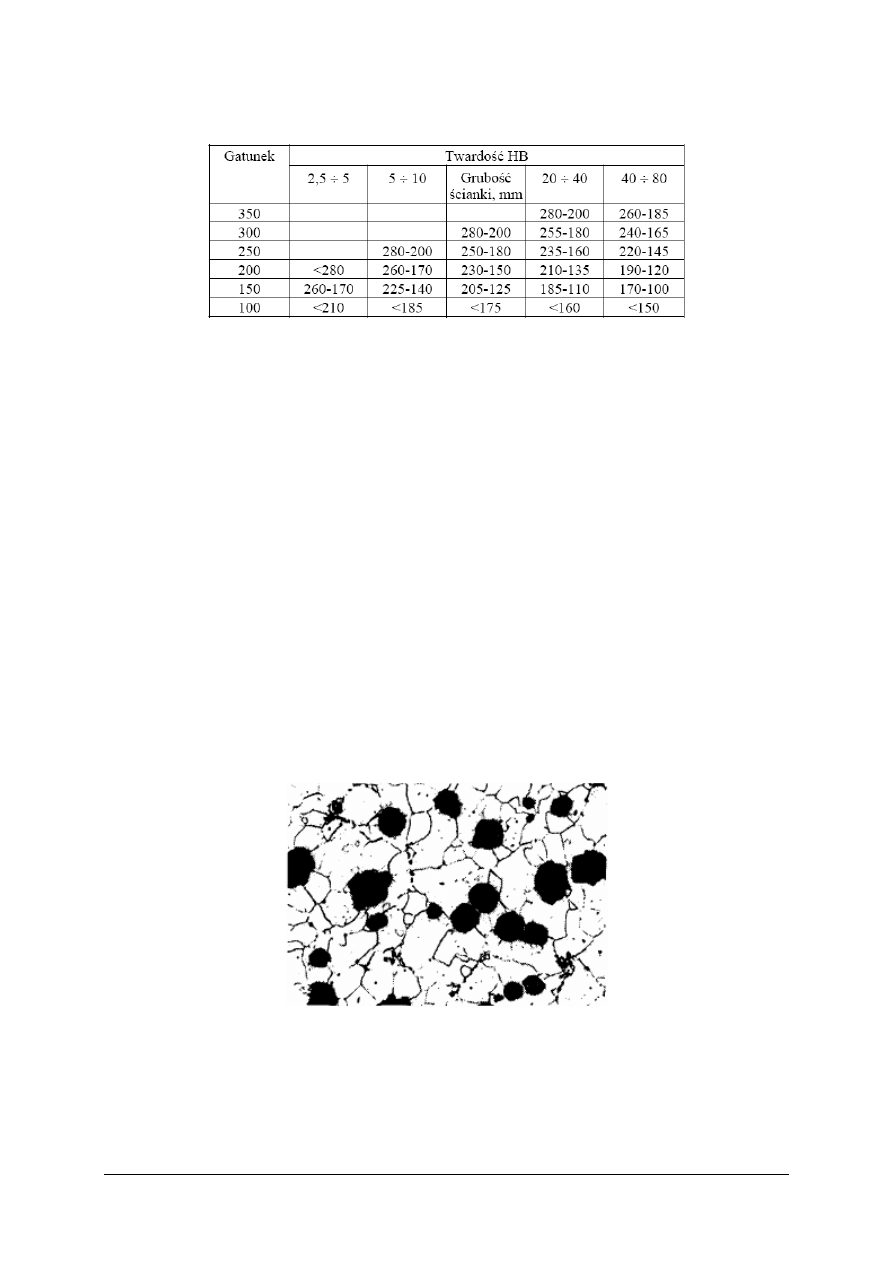
Rys. 9. Struktura żeliwa sferoidalnego ferrytycznego. Widoczne kuliste wydzielenia grafitu na tle ferrytycznej
osnowy. Trawione 5% roztworem alkoholowym HNO3. Powiększenie 200x [2, s. 25]
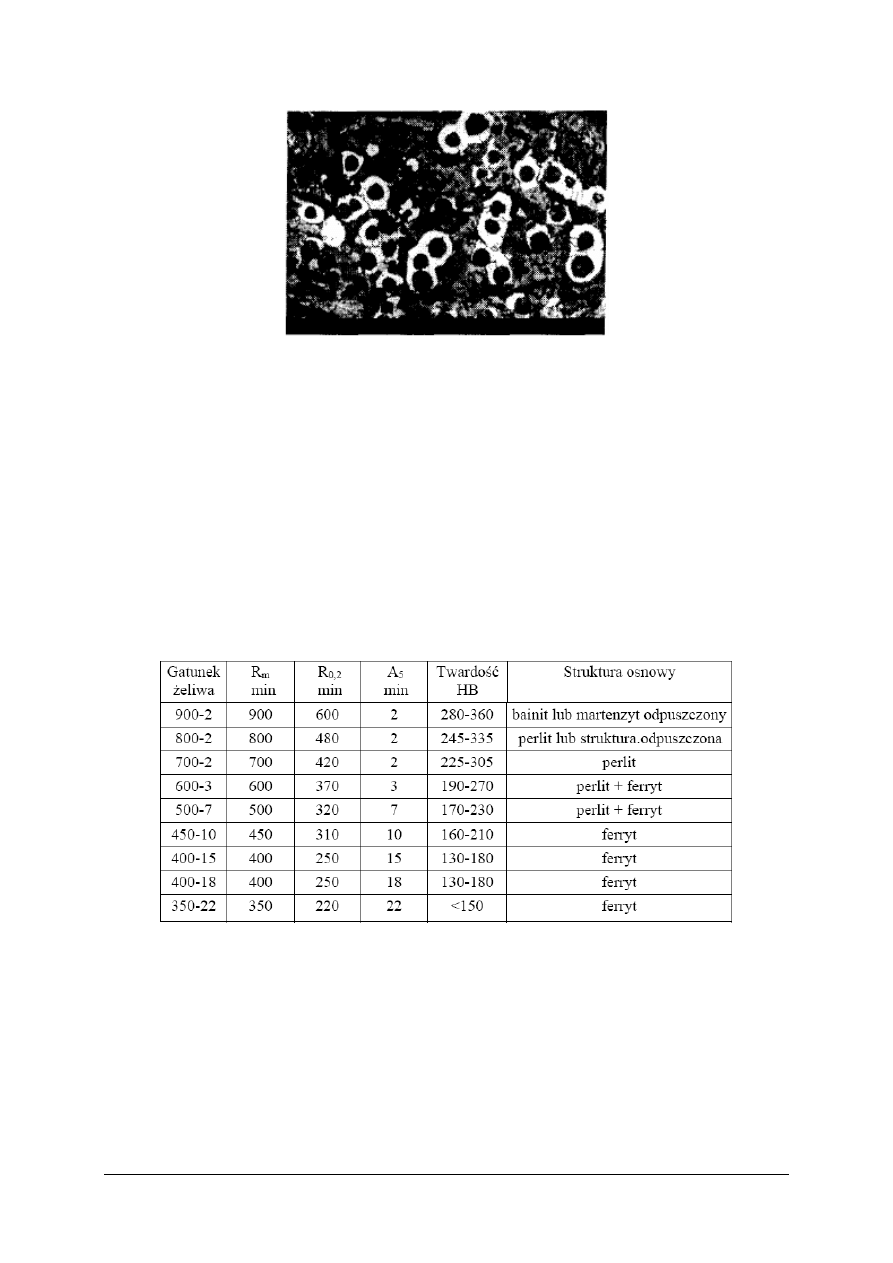
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Rys. 10. Struktura żeliwa sferoidalnego perlitycznego. Widoczne kuliste wydzielenia grafitu w otoczce
ferrytycznej na tle perlitycznej osnowy. Powiększenie 200x [2, s. 25]
Druga klasyfikacja opiera się na własnościach mechanicznych określanych na próbkach
wykonanych z wlewków próbnych tzw. przylanych (odlewanych razem z odlewem). W tym
przypadku, w oznaczeniu gatunku za liczbą określającą minimalne wydłużenie podaje się
literę A, np. 400-15A. Ta klasyfikacja zawiera 6 gatunków żeliw o wytrzymałości na
rozciąganie 320–700 MPa, granicy plastyczności 210–400 MPa, wydłużeniu 15–2%
i twardości HB 130–320.
Dodatkowa klasyfikacja (również zawarta w PN) oparta na twardości mierzonej na
samych odlewach rozróżnia 9 gatunków oznaczanych literą H i podaje średnią twardość HB
danego gatunku, np. H330, H150 itd. Niezależnie od przyjętej klasyfikacji, wyższa
wytrzymałość i twardość odpowiada perlitycznej strukturze osnowy, wyższa plastyczność
– strukturze ferrytycznej.
Tabela 5. Gatunki i własności mechaniczne żeliw sferoidalnych (wg PN-92/H-83123)
ś
eliwo sferoidalne zastępuje z powodzeniem nie tylko staliwo, lecz również niektóre
odkuwki stalowe. Wytwarza się z niego takie części silników samochodowych, jak wały
wykorbione, wałki rozrządcze, cylindry i pierścienie tłokowe. W budowie obrabiarek żeliwo
sferoidalne wykorzystuje się na koła zębate, wrzeciona, korpusy,itd.
ś
eliwa białe ze względu na zawartość węgla dzielą się na: podeutektyczne, eutektyczne
i nadeutektyczne. śeliwa białe, jako materiał konstrukcyjny, prawie nie mają bezpośredniego
zastosowania technicznego, natomiast powierzchniowa warstwa żeliwa białego na żeliwie
szarym, powstająca przez tzw. zabielenie (tj. szybkie lokalne ochłodzenie odlewu), jest często
stosowana w celu zwiększenia odporności materiału na ścieranie. Taką twardą warstwę
w żeliwie otrzymuje się umieszczając w formie tzw. ochładzalniki, czyli odpowiednie

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
wkładki metaliczne szybko odprowadzające ciepło. Zabielenie żeliwa szarego stosuje się
czasem w przypadku mniej odpowiedzialnych prowadnic korpusów maszyn, bieżni kół
wagoników roboczych,itp. śeliwo białe jest materiałem wyjściowym przy wytwarzaniu
przedmiotów z żeliwa ciągłego.
ś
eliwami ciągliwymi nazywa się żeliwa białe, które wskutek długotrwałego (rzędu
kilkudziesięciu godzin) wyżarzania w wysokiej temperaturze (ok. 1000°C) ulegają
określonemu uplastycznieniu, dzięki odwęgleniu lub grafityzacji lub obu tym procesom
łącznie.
W zależności od sposobu przeprowadzania tej obróbki otrzymuje się:
–
ś
eliwa ciągliwe białe, przez wyżarzanie żeliw białych w środowisku utleniającym,
np.w rudzie żelaza. Podczas wyżarzania znaczna część węgla zawartego w żeliwie utlenia
się, a w warstwie powierzchniowej grubości 1,5–2 mm zachodzi zupełne odwęglenie.
Przy ochładzaniu zazwyczaj nie wygrzewa się żeliwa w temperaturze poniżej
temperatury przemiany, w wyniku czego w metalicznej osnowie rdzenia zachowuje się
znaczna ilość perlitu. Przy powierzchni odlewu żeliwo to wykazuje matowobiałą barwę
przełomu (ferryt) przechodzącą łagodnie w srebrzystą bliżej środka ścianki odlewu
(perlit).
–
ś
eliwa ciągliwe czarne, przez wyżarzanie żeliw białych w środowisku obojętnym.
W czasie tego wyżarzania cementyt zawarty w żeliwie rozpada się, a wydzielający się
z niego węgiel w postaci grafitu tworzy skupienia zwane węglem żarzenia. Struktura
ż
eliwa w temperaturze wyżarzania składa się więc z austenitu i węgla żarzenia. Kolejnym
zabiegiem jest bardzo wolne chłodzenie, warunkujące zachodzenie przemian fazowych
zgodnie ze stabilnym układem równowagi żelazo-grafit (z austenitu zamiast cementytu
wydziela się grafit). W efekcie, w temperaturze pokojowej otrzymuje się żeliwo, którego
struktura składa się ze skupień grafitu (węgla żarzenia) rozmieszczonych w ferrytycznej
osnowie. Duża ilość wydzieleń grafitu wywołuje ciemną barwę przełomu.
–
ś
eliwa ciągliwe perlityczne, przez wyżarzanie żeliw białych w środowisku obojętnym,
lecz bez doprowadzania do końca procesu grafityzacji (szybsze chłodzenie poniżej
temperatury przemiany, dzięki czemu w strukturze zachowuje się część cementytu).
W wyniku uzyskuje się żeliwo o osnowie perlitycznej lub perlityczno-ferrytycznej
i srebrzystej barwie przełomu. W procesie produkcji żeliwa ciągliwego bardzo ważnym
czynnikiem jest uzyskanie w odlewie żeliwa całkowicie białego, ponieważ częściowa
grafityzacja podczas krzepnięcia i utworzenie się w żeliwie płatków grafitu zakłócają
zachodzące w czasie wyżarzania grafityzującego powstawanie zwartych skupień grafitu.
W związku z tym zawartość pierwiastków wchodzących w skład żeliwa ciągliwego musi
mieścić się w stosunkowo wąskich granicach.
Zazwyczaj skład chemiczny żeliwa ciągliwego jest następujący: 2,4–2,8 % węgla,
0,8–1,4% krzemu, do 1% manganu, do 0,1% siarki i do 0,2% fosforu. śeliwa ciągliwe są
w Polsce znormalizowane (PN-92/H-83221), przy czym norma rozróżnia 4 gatunki żeliwa
ciągliwego białego, 3 – żeliwa ciągliwego czarnego i 7 – żeliwa ciągliwego perlitycznego.
Oznaczenie poszczególnych gatunków składa się z liter i cyfr. Litery oznaczają: W – żeliwo
ciągliwe białe, B – żeliwo ciągliwe czarne, P – żeliwo ciągliwe perlityczne. Po literze
oddzielonej odstępem podawane są dwie cyfry oznaczające minimalną wytrzymałość na
rozciąganie w MPa próbki o średnicy 12 mm podzieloną przez 10, a następnie, oddzielone
znakiem pauzy, dwie cyfry oznaczające minimalne wydłużenie A3 wyrażone w %. Jeśli
wartość wydłużenia jest mniejsza niż 10%, pierwszą cyfrą jest 0. Przykładowe oznaczenia
ż
eliw ciągliwych: W 35-04, B 32-10, P 65-02.
ś
eliwo ciągliwe odznacza się dobrą skrawalnością, dużą odpornością na działanie dymu
i kwaśnej wody kopalnianej. Wykonuje się z niego odlewy o dużej wytrzymałości, dobrej

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
plastyczności, obrabialności i odporności na uderzenia, gdyż łączy w sobie dobre własności
odlewnicze żeliwa z dobrymi własnościami mechanicznymi staliwa
ś
eliwami stopowymi nazywa się żeliwa zawierające dodatkowo pierwiastki takie jak
nikiel, chrom, molibden, aluminium, tytan, wanad, miedź, wolfram, bor lub zwiększone ilości
krzemu i manganu. Dobór ww. składników oraz ich wzajemne stosunki ilościowe decydują
o własnościach wytrzymałościowych żeliw stopowych, ich odporności na ścieranie i działanie
ś
rodowisk korozyjnych oraz na oddziaływane utleniających atmosfer w wysokich
temperaturach. Polska Norma PN-88/H-83144 podaje 48 gatunków żeliw stopowych
dzielących się, w zależności od własności i zastosowania, na 3 grupy: żaroodporne, odporne
na korozję i odporne na ścieranie.
ś
eliwo stopowe oznacza się znakiem gatunku, który zawiera: litery Zl dla żeliwa
stopowego szarego i połowicznego, litery Zb dla żeliwa stopowego białego, litery Zs dla
ż
eliwa stopowego sferoidalnego, symbole chemiczne pierwiastków stopowych według
malejącej procentowej zawartości składnika oraz liczby określające średnią procentową
zawartość pierwiastka stopowego, jeżeli jest ona równa lub większa od 0,8%.
ś
eliwa stopowe żaroodporne. Jest to grupa żeliw wykazujących odporność na korozyjne
działanie gazów utleniających w wysokich temperaturach dzięki zawartości takich dodatków
stopowych, jak krzem (do 6%), chrom (do 34%) i aluminium (do 8%). Graniczna temperatura
pracy tych żeliw zależy od zawartości i wzajemnego stosunku ilościowego ww. dodatków
stopowych i w zależności od gatunku żeliwa wynosi 550–1100°C. Oprócz żaroodporności,
ta grupa żeliw charakteryzuje się również dobrą odpornością na ścieranie i twardością, a także
odpornością na korozyjne oddziaływanie różnych środowisk chemicznych. Polska Norma
podaje 10 ganków żeliw stopowych żaroodpornych.
śeliwa stopowe odporne na korozję
ś
eliwa węglowe zwykłe są stosunkowo mało odporne na działanie czynników
chemicznych. Wprowadzenie do tych żeliw dodatków stopowych, takich jak krzem, nikiel,
chrom i miedź znakomicie podwyższa ich odporność na korozyjne i erozyjne oddziaływanie
różnorodnych środowisk chemicznych. Polska Norma podaje 8 gatunków żeliw stopowych
odpornych na korozję, w tym: l gatunek żeliwa wysokokrzemowego (14–16% Si),
5 gatunków żeliw wysokoniklowych (13,5–32% Ni) o podwyższonej zawartości krzemu,
chromu i miedzi oraz 2 gatunki żeliw wysokochromowych (25–34% Cr), wykazujących
również bardzo dobrą odporność na ścieranie i doskonałą żaroodporność.
śeliwa stopowe odporne na ścieranie
Jest to najliczniejsza grupa żeliw stopowych, obejmująca zgodnie z Polską Normą 33
gatunki. W większości są to żeliwa wysokostopowe zawierające: 0,5–3,1% Si, 0,5–1,2% Mn
(tylko l gatunek zawiera do 12% Mn), 0,15–2,4% Cr (tylko 2 gatunki żeliw mają wysoką
zawartość chromu: jeden do 19%, drugi – do 30% Cr), 0,13–5% Ni, 0,5–2,0% Cu. Ponadto
w 7 gatunkach występują niewielkie zawartości molibdenu, tytanu, wanadu bądź boru. Skład
chemiczny tych żeliw jest tak dobrany, że wykazują dobre własności przeciwcierne oraz
wytrzymałościowe przy zadowalającej odporności korozyjnej w określonych ośrodkach
chemicznych; niektóre gatunki zachowują te własności również w podwyższonych
temperaturach.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są właściwości chemiczne metali?
2. Jaka jest różnica pomiędzy metalem czystym a stopem?
3. Jakie są własności fizyczne metali?
4. Co określają własności technologiczne materiałów?
5. Jakie stale nazywamy stopowymi?
6. Co to są składniki stopowe i w jakim celu je wprowadzamy do stali?
7. Jakimi literami oznaczamy poszczególne składniki stopowe?
8. Co to jest ulepszanie cieplne?
9. Na jakie stale dzielimy stale narzędziowe?
10. Co to jest staliwo?
11. Co to jest żeliwo?
12. Jakie znasz rodzaje staliw?
13. Jakie znasz rodzaje żeliw?
14. Czym charakteryzuje się żeliwo stopowe?
4.1.3. Ćwiczenia
Ćwiczenie 1
Na podstawie badań organoleptycznych (za pomocą zmysłów) rozpoznaj materiały
z których wykonane są przedmioty otrzymane od nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokładnie przyjrzeć się strukturze materiałów z których wykonane są przedmioty,
2) ocenić szacunkowo ich wagę,
3) ocenić barwę,
4) określić przypuszczalne zastosowanie przedmiotów, a tym samym warunki w jakich są
użytkowane,
5) ocenić czy widać na nich ślady korozji lub innych efektów oddziaływania środowiska,
6) określić szacunkowo twardość, elastyczność,
7) opisać zgodnie z powyższymi punktami cechy materiałów badanych,
8) zakwalifikować materiały do odpowiedniej grupy,
9) zaprezentować wykonane ćwiczenie,
10) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
–
katalogi materiałów,
–
przedmioty wykonane z różnych materiałów.
Ćwiczenie 2
Na podstawie katalogów zidentyfikuj stopy żelaza o oznaczeniach: S235JR; P235S;
C80U; 54SiCrV6. Podaj ich właściwości mechaniczne oraz maksymalną zawartość
pierwiastków stopowych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) odszukać w katalogach podane oznaczenia,
3) zapisać w notatniku skład chemiczny oraz właściwości mechaniczne odczytywanych
materiałów.
Wyposażenie stanowiska pracy:
−
katalogi wyrobów metalowych,
−
literatura zgodna z punktem 6 Poradnika dla ucznia.
Ćwiczenie 3
Do magazynu dostarczono elementy stalowe z materiału R35 oraz K10. Posługując się
katalogiem zapisz w notatniku skład chemiczny i właściwości mechaniczne tych materiałów.
Do jakiego gatunku stali można zaliczyć wymienione materiały?
Tabela 1 do ćwiczenie 3 [14]
Norma
Gatunek
C [%]
Mn [%]
P max
[%]
S max
[%]
Si [%]
Cr [%]
Ni [%]
Cu max
[%]
Mo [%]
PN-80/H-
74219
R35
0,07–0,16 0,40–0,75
0,040
0,040 0,12–0,35
0,25
PN-80/H-
74219
R45
0,16–0,22 0,60–1,20
0,040
0,040 0,12–0,35
0,30
PN-80/H-
74219
R55
0,32–0,40 0,60–0,85
0,045
0,045 0,20–0,35
PN-80/H-
74219
R65
0,45–0,62 0,60–0,85
0,045
0,045 0,20–0,35
PN-80/H-
74219
18G2A
max 0,20
1,00–1,50
0,040
0,040 0,20–0,55
max 0,30
0,30
PN-H-
74252
K10
max 0,17
min 0,40
0,045
0,045 0,10–0,35 max 0,20 max 0,35
PN-H-
74252
K18
0,16–0,22
min 0,60
0,045
0,045 0,10–0,35 max 0,20 max 0,35
PN-H-
74252
16M
0,12–0,20 0,50–0,80
0,040
0,040 0,15–0,35 max 0,30 max 0,35
0,25–0,35
PN-H-
74252
15HM
0,10–0,18 0,40–0,70
0,040
0,040 0,15–0,35
0,7–1,00 max 0,35
0,40–0,55
PN-H-
74252
10H2M
0,08–0,15 0,40–0,60
0,030
0,030 0,15–0,50 2,00–2,50 max 0,30
0,90–1,10
PN-H-
74252
13HMF
0,10–0,18 0,40–0,70
0,040
0,040 0,15–0,35 0,30–0,60 max 0,30
0,50–0,65
PN-H-
74252
20H12M
1F
0,17–0,23 0,40–0,80
0,035
0,035 0,10–0,50 11,0–12,5 0,30–0,80
0,80–1,20
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Tabela 2 do ćwiczenie 3 [9]
Norma
Gatunek
Min. granica
plastyczności Re
[MPa] min
Wytrzymałość na
rozciąganie Rm
[MPa]
Wydłużenie przy
zerwaniu A
5
min
[%]
PN-80/H-74219
R35
235
345
25
PN-80/H-74219
R45
255
440
21
PN-80/H-74219
R55
295
540
17
PN-80/H-74219
R65
380
640
16
PN-80/H-74219
18G2A
350
510
22
PN-H-74252
K10
235
360-480
25/23
PN-H-74252
K18
255
440-540
21/19
PN-H-74252
16M
285
450-600
22/20
PN-H-74252
15HM
295
440-590
22/20
PN-H-74252
10H2M
265
450-600
20/18
PN-H-74252
13HMF
365
490-690
20/28
PN-H-74252
20H12M1F
490
690-840
17/14
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapisać w notatniku skład chemiczny oraz właściwości mechaniczne stali,
3) przyporządkować gatunki stali,
4) zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−−−−
katalog wyrobów metalowych,
−−−−
literatura zgodna z punktem 6 Poradnika dla ucznia.
Ćwiczenie 4
Odczytaj z PN i katalogów właściwości i zastosowanie następujących staliw i żeliw:
–
L35GN,
–
L16M,
–
L100AGM,
–
100,
–
400-18,
–
350.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z treścią ćwiczenia,
2) zapoznać się z otrzymanymi normami i katalogami,
3) odszukać podane gatunki staliw i żeliw,
4) zapisać właściwości i zastosowania tych gatunków,
5) zaprezentować efekt swojej pracy nauczycielowi.
Wyposażenie stanowiska pracy:
−
PN i katalogi zawierające informacje o staliwach i żeliwach,
−
arkusze papieru i pisaki,
−
literatura zgodna z punktem 6 Poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Ćwiczenie 5
Wykonaj przy pomocy twardościomierza Brinella pomiar twardości stali o małej
zawartości węgla.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z instrukcją obsługi twardościomierza Brinella,
2) nałożyć na talerzyk jarzma ciężarki odpowiadające wymaganemu obciążeniu,
3) zamocować odpowiednią kulkę,
4) położyć badaną próbkę na stoliku,
5) podnieść stolik z próbką do zetknięcia się z kulką,
6) napompować olej zwiększając nacisk do momentu uzyskania właściwego nacisku na
manometrze,
7) utrzymać ciśnienie przez wymagany dla próby czas,
8) zmierzyć średnicę odcisku w dwóch prostopadłych do siebie kierunkach z dokładnością
do 0,01 mm,
9) odczytaj twardość.
Wyposażenie stanowiska pracy:
−
twardościomierz Brinella,
−
instrukcja obsługi urządzenia,
−
mikroskop lub lupa odczytowa,
−
kalkulator.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wskazać, ile może wynosić największa zawartość węgla w stali?
2) odczytać z oznaczenia stali stopowej jej składniki?
3) ustalić właściwości stali na podstawie jej oznaczenia i składu?
4) wskazać, jaka może być największa zawartość węgla w stalach
do nawęglania?
5) wyjaśnić, jaki wpływ na własności stali ma chrom?
6) zdefiniować pojęcie staliwo?
7) zdefiniować pojęcie żeliwo?
8) określić rodzaj, skład i właściwości staliwa na podstawie
oznaczenia?
9) określić rodzaj, skład i właściwości żeliwa na podstawie oznaczenia?
10) wymienić żeliwa odporne na ścieranie?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
4.2. Metale nieżelazne ich stopy
4.2.1. Materiał nauczania
Miedź i jej stopy
Miedź jest metalem o barwie czerwonozłotej. Jest odporna na korozję, plastyczna,
dobrze przewodzi ciepło i prąd elektryczny. Miedź można obrabiać plastycznie na zimno lub
na gorąco w temperaturze ok. 700°C. Miedź stosuje się na przewody elektryczne, elementy
chłodnic i innych urządzeń w przemyśle spożywczym i chemicznym oraz przede wszystkim
jako składnik stopów. Niskie własności wytrzymałościowe czystej miedzi ograniczały jej
zastosowanie i dlatego rozpoczęto wprowadzanie do miedzi różnych składników stopowych.
Miedź stopowa zawiera niewielkie ilości składników stopowych w ilości nie przekraczającej
3%. Miedź arsenowa zawiera 0,3–0,5% As; jest stosowana na części aparatury chemicznej
i innych urządzeń. Jest ona odporna na utlenianie w podwyższonej temperaturze. Miedź
chromowa zawierająca 0,4–1,2% Cr i do 0,5 Zn jest używana na elektrody do zgrzewarek.
Miedź kadmowa zawiera 0,9–1,2% Cd i jest używana na przewody trakcji elektrycznej.
Oprócz wyżej wymienionych gatunków miedzi stopowej stosuje się też miedź srebrową,
manganową, cynową, cynkową i telurową.
Znak miedzi stopowej jest określony symbolem miedzi, następnie symbolem składnika
stopowego i liczbą określającą zawartość procentową składnika stopowego, np. symbol
gatunku CuAg2 oznacza miedź srebrową o zawartości 1,85–2,15% Ag.
Stopy miedzi znajdują bardzo duże zastosowanie. Do najważniejszych stopów miedzi
należy zaliczyć mosiądze i brązy. Znakowanie stopów miedzi i wszystkich innych stopów
metali nieżelaznych jest następujące. Na początku znaku stawia się symbol metalu
zasadniczego, po nim umieszcza się symbol głównego dodatku stopowego z liczbą całkowitą
wskazującą jego procentową zawartość w stopie, wyrażoną w liczbach całkowitych. Dalej
w kolejności zmniejszających się zawartości procentowych podaje się pozostałe dodatki
stopowe z liczbami ich procentowych zawartości. Gdy zawartość składnika dodatkowego nie
przekracza l%, to cyfrę się opuszcza. Na przykład CuZn40Mn3Fe, jest znakiem mosiądzu
manganowo-żelazowego, w którym zawartość cynku wynosi ok. 40%, manganu ok. 3%
i żelaza ok. l %, a resztę stanowi miedź.
Mosiądz jest to stop miedzi z cynkiem zawierającym 46,5–97% miedzi. Mosiądze
specjalne zawierają (oprócz miedzi i cynku) mangan, ołów, żelazo, aluminium, krzem, nikiel
i cynę. Mosiądz jest odporny na korozję, ma dobre własności plastyczne i odlewnicze oraz
odznacza się dobrą skrawalnością. Własności mechaniczne mosiądzów zależą od zawartości
cynku. Ze wzrostem zawartości cynku zwiększa się wytrzymałość i plastyczność. Największą
plastyczność ma mosiądz zawierający ok. 30% cynku, natomiast zawartość powyżej 39%
cynku gwałtownie pogarsza plastyczność stopu. Największą wytrzymałość (ok. 420 MPa)
osiąga mosiądz o zawartości 45% cynku. Dalszy wzrost zawartości cynku powoduje kruchość
stopu. Mosiądze dają się łączyć przez lutowanie miękkie i twarde oraz przez spawanie
acetylenowe.
Mosiądze dzieli się na odlewnicze i do obróbki plastycznej. Mosiądze odlewnicze są
stopami wieloskładnikowymi i zawierają: ołów do 4%, mangan do 4%, aluminium do 3%,
ż
elazo do 1,5% i krzem do 4,5%. Ołów i krzem poprawiają lejność, a aluminium, mangan
i żelazo podwyższają własności wytrzymałościowe. Aluminium i krzem podwyższają
odporność na korozję i dlatego mosiądze aluminiowe i krzemowe są stosowane na odlewy
części, które powinny być odporne na korozję i ścieranie.
Mosiądze do obróbki plastycznej mają mniejszą zawartość składników stopowych niż
mosiądze odlewnicze, ponieważ zwiększona zawartość niektórych dodatków stopowych
pogarsza własności plastyczne stopu. Mosiądze do obróbki plastycznej są stosowane

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
w postaci odkuwek, prętów, kształtowników, drutów, blach, rur i taśm. Mosiądze
dwuskładnikowe, czyli bez dodatków stopowych, mają dużą podatność do obróbki plastycznej,
szczególnie na zimno. Mosiądze wieloskładnikowe, czyli specjalne z dodatkiem aluminium,
niklu, manganu, żelaza i ołowiu, znalazły duże zastosowanie w przemyśle okrętowym
i elektromaszynowym. Nadają się do obróbki plastycznej na gorąco, są odporne na korozję
i mają podwyższone własności mechaniczne. Największe zastosowanie w przemyśle
samochodowym ma mosiądz CuZn1OSn, zawierający ok. 10% cynku i 0,25–0,75% cyny.
Brązy dzieli się na odlewnicze i do obróbki plastycznej. W zależności od nazwy
głównego składnika stopowego rozróżnia się brązy: cynowe, aluminiowe, berylowe,
krzemowe, manganowe i inne, lecz zazwyczaj, gdy brązy są stopami wieloskładnikowymi to
i nazwy ich są bardziej złożone (np. brąz krzemowo-manganowy).
Brązy odlewnicze są przeważnie wieloskładnikowe i zawierają: cynę do 11%, ołów
do 33%, aluminium do 11 %, krzem do 4,5%, cynk do 7%, mangan do 2%, żelazo do 5,5%,
nikiel do 5,5% i fosfor do 1,5%. Ołów polepsza lejność stopu, a aluminium, żelazo, mangan
i nikiel podwyższają własności mechaniczne. Cynk stosuje się głównie w celu zastąpienia
drogiej cyny. Zastosowanie brązów odlewniczych jest bardzo wszechstronne. Stosuje się je
m.in. na części maszyn, osprzęt parowy i wodny, łożyska ślizgowe, aparaturę chemiczną
w przemyśle chemicznym, okrętowym, lotniczym, papierniczym, górniczym i wielu innych.
Brązy do obróbki plastycznej zawierają: mangan do 5,5%, aluminium do 11%, cynę do
7%, krzem do 3,5%, nikiel do 6,5%, beryl do 8,6%, fosfor do 0,3%, cynk do 5%, ołów do
3,5% i żelazo do 5,5%. W brązach do obróbki plastycznej stosuje się mniejsze ilości
dodatków stopowych niż w brązach odlewniczych w celu uzyskania lepszych własności
plastycznych stopów. Brązy cynowe o zawartości cyny ok. 11% znajdują największe
zastosowanie. Ze wzrostem cyny do 13% wzrasta również wytrzymałość brązów
(do 470 MPa), ale dalszy wzrost zawartości cyny powoduje obniżenie wytrzymałości.
Brązy cynowe do obróbki plastycznej na zimno zawierają najczęściej 3,5–9% cyny i ok.
0,2% fosforu, a do obróbki plastycznej na gorąco zawartość fosforu musi być mniejsza
i wynosi do 0,15%. Obróbkę plastyczną na gorąco wykonuje się w temperaturze do 700°C.
Z brązów cynowych z dodatkiem fosforu wykonuje się sprężyny, elementy przyrządów
kontrolno-pomiarowych, rurki manometryczne, sita papiernicze, elementy przeciwcierne
i druty do spawania. Jako stopy odlewnicze stosuje się brązy o zawartości ok. 10% cyny,
niekiedy z dodatkiem ok. 1 % fosforu poprawiającego lejność. Brąz ten jest stosowany
na łożyska ślizgowe i osprzęt parowy i wodny. Często stosuje się brązy cynowe z dodatkiem
cynku i ołowiu. Na przykład brązy CuSn4ZnPb4 i CuSn4ZnPb3 (zawierające 3–5% Sn, 3–5%
Zn i 1,5–4,5% Pb) stosuje się z powodzeniem jako stopy łożyskowe na łożyska ślizgowe.
Brąz ten służy do obróbki plastycznej na zimno i na gorąco.
Brązy krzemowe zawierają 2,5–4,5% Si oraz dodatkowo mangan, cynk lub żelazo.
Krzem i cynk polepszają znacznie własności odlewnicze, a mangan i żelazo własności
mechaniczne. Charakteryzują się dobrą lejnością i są odporne na korozję. Są stosowane na
łożyska ślizgowe i części pracujące przy dużych zmiennych obciążeniach. Brąz CuSi3Mn1
o zawartości 2,7–3,5% Si i 1,0–1,5% Mn nadaje się do obróbki na zimno i gorąco. Jest
stosowany na części narażone na ścieranie oraz na siatki, sprężyny i armaturę w przemyśle
chemicznym i maszynowym.
Brązy aluminiowe odlewnicze zawierają 8–1 % Al oraz 2–5,5% Fe, a niektóre dodatek
do 2% Mn lub 3,5–5,5% Ni. Odznaczają się dobrymi własnościami mechanicznymi,
lecz słabymi własnościami odlewniczymi. Do obróbki plastycznej są przewidziane brązy
aluminiowe zawierające 4–11 % Al, a niektóre z nich zawierają dodatkowo 2,0–5,5% Fe,
1,0–2,5% Mn i 3,5–5,5% Ni. Są one stosowane na części pracujące w wodzie morskiej,
monety, części dla przemysłu chemicznego, sprężyny, styki ślizgowe, sita rurowe
wymienników ciepła, gniazda zaworów, koła zębate i części narażone na ścieranie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Brązy berylowe zawierają 1,9–2,10% berylu oraz 0,2–0,5% niklu i kobaltu, a niektóre
dodatkowo 0,10–0,25% tytanu. Są to brązy do obróbki plastycznej na zimno i na gorąco.
Mają bardzo dobrą wytrzymałość (Rm = 1275 MPa) i twardość (370 HB), dużą odporność na
korozję oraz dobrą przewodność elektryczną i przewodnictwo cieplne. Przy uderzeniach
brązy te nie iskrzą i dlatego znalazły zastosowanie na urządzenia pracujące w ośrodkach
grożących wybuchem, np. na narzędzia górnicze. Ponadto są używane na sprężyny,
membrany i części narażone na ścieranie.
Brązy manganowe są stosowane jako odlewnicze i do obróbki plastycznej.
Brąz krzemowo-manganowy odlewniczy zawiera 0,5–1,5% Mn, 3,0–5,5% Zn, 0,5–1,2%
Fe i 3–4% Si. Jest stosowany jako żaroodporny w armaturze pary wodnej. Brąz manganowy
CuMn12Ni3 do obróbki plastycznej zawiera 11,5%–13% Mn i 2,5–3,5% Ni. Jest to brąz
do obróbki plastycznej na zimno i na gorąco. Jest stosowany na oporniki najwyższej jakości
do precyzyjnych aparatów.
Brązy ołowiowe są stosowane jako odlewnicze.
Aluminium jest pierwiastkiem o barwie srebrzystobiałej. Jest metalem odpornym
na korozję oraz dobrym przewodnikiem prądu elektrycznego i ciepła. Zastosowanie
aluminium w stanie czystym jest ograniczone, głównie ze względu na niską wytrzymałość.
Czyste aluminium jest stosowane na przewody elektryczne, do wyrobu folii, proszków do
platerowania naczyń, do wyrobu farb i jako składnik stopów. Dużo większe zastosowanie
mają stopy aluminium, które ze względu na małą gęstość są nazywane stopami lekkimi.
Najczęściej stosowanymi dodatkami stopowymi są: miedź, krzem, magnez, mangan, nikiel
i cynk. Dodatki stopowe zwiększają przede wszystkim wytrzymałość, odporność na korozję
i polepszają obrabialność. Stopy aluminium dzieli się na odlewnicze i do obróbki plastycznej.
Odlewnicze stopy aluminium
Głównymi składnikami odlewniczych stopów aluminium są: krzem, miedź, magnez,
a ponadto w niektórych stopach występują jeszcze mangan, nikiel i tytan. Największe
zastosowanie mają stopy aluminiowe o dużej zawartości krzemu. Zawartość krzemu
w odlewniczych stopach aluminium wynosi 0,8–23% Si. Stop AlSi21 CuNi, znany również
pod nazwą Silusil, zawiera 20–23% krzemu, 1,1–1,5% miedzi, 0,5–0,9% magnezu, 0,1–0,3%
manganu, 0,8–1,1% niklu i jest stosowany na odlewy wysoko obciążonych tłoków silników
spalinowych. Odlewany jest w zasadzie pod ciśnieniem.
Stopy aluminium zawierające 10–7–13% krzemu noszą nazwę siluminów.
Typowymi siluminami są stopy AlSi11 i AlSi3Mg1CuNi. Pierwszy z nich zawiera
10–13% Si i stosuje się go na odlewy części o skomplikowanych kształtach, średnio
obciążone pracujące w podwyższonych temperaturach i odporne na korozję nawet w wodzie
morskiej. Ma dobre własności wytrzymałościowe i dobrą spawalność. Stop AlSi13MglCuNi
zawiera 11,5–13% Si, 0,8–1,5% Cu, 0,8–1,5% Mg i 0,8–1,3% Ni i jest stosowany na odlewy
tłoków silników spalinowych.
Stopy aluminium z miedzią mają dobre własności odlewnicze i odporność na korozję, ale
skłonności do pęknięć na gorąco. Stop A1Cu4 zawiera 4–5% Cu i jest stosowany na
galanterię stołową i odlewy wymagające dobrej lejności i plastyczności. Stop AlCu4TiMg
zawiera 4,2–5% Cu, 0,15–0,4 Mg, 0,15–0,30 Ti i jest stosowany na odlewy części
samochodowych i na średnio i wysoko obciążone odlewy do przemysłu maszynowego.
Stopy aluminium z magnezem jak AlMg1O i AlMgSil są stosowane na odlewy
o wysokiej odporności na korozję.
Stopy aluminium do obróbki plastycznej zawierają procentowo mniejsze zawartości
dodatków stopowych niż stopy odlewnicze aluminium. Jest to podyktowane tym, że duże ilości
dodatków stopowych pogarszają własności plastyczne stopu. Głównymi składnikami stopów
aluminium do obróbki plastycznej są: magnez, miedź, mangan, krzem, i w mniejszym stopniu
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
także nikiel, żelazo, cynk, chrom i tytan. Stopy aluminium z magnezem odznaczają się dobrą
odpornością na korozję i działanie wody morskiej. Stop AlMgl zawierający 0,7–1,2% Mg
nadaje się do obróbki plastycznej na zimno i na gorąco; jest szczególnie podatny do głębokiego
tłoczenia i spawania. Jest stosowany na części kute w matrycach i tłoczone, na części urządzeń
w przemyśle chemicznym i spożywczym. Stop AlMg4Mn zawiera 4–4,9% Mg i 0,4–1% Mn;
jest stosowany do obróbki plastycznej na zimno i gorąco. Jako stop odporny na korozję jest
stosowany na obciążone konstrukcje okrętowe i przemysłu chemicznego.
Stop ten oraz stopy AlMg2 i AlMg5 są nazywane hydronalium. Do wyrobu średnio
obciążonych elementów konstrukcji lotniczych, pojazdów samochodowych, części głęboko
tłoczonych i części o złożonych kształtach kutych w matrycach stosuje się stopy zwane avial
AlMg1Si1Cu i AlMgSi.
Stopy aluminium z miedzią i magnezem oraz częściowo również z manganem i krzemem
charakteryzują się dużym oporem plastycznym przy obróbce na zimno i na gorąco. Stopy te
są przede wszystkim używane na konstrukcje lotnicze. Duże zastosowanie przemysłowe
znalazły wieloskładnikowe stopy zwane duralami. Zaliczamy do nich stopy AlCu4Mg,
AlCu4Mg1A, AlCu4Mg i AlCu4Mgl stosowane na nity do konstrukcji lotniczych, obciążone
elementy konstrukcji lotniczych i pojazdów samochodowych oraz konstrukcyjne elementy
budowlane. Duraluminium ma dużą odporność na korozję i po utwardzeniu drogą obróbki
cieplnej uzyskuje znaczną wytrzymałość (290–440 MPa).
Tabela 6. Wykaz stopów aluminium wg norm międzynarodowych
Polska
PN
Niemcy
DIN
Materiał
nr.
ISO /
EN
USA
Anglia
(BS )
Francja
(NF)
Hiszpania
(UNE)
Włochy
(UNI)
Szwecja
(SIS)
A1
AI 99.5
3.0255
1050A
1050A
1B
A5
L3051
4507
4007
A0
Al 99.7
3.0275
1070A
1070A
–
A7
–
–
4005
A00
Al 99.8
3.0285
1080A
1080A
1A
A8
–
–
4004
A2
Al 99.0
3.0205
1200
1200
1C
A4
–
–
4010
A1E
E-AI99.5
3.0257
1350A
1350A
1E
A5L
L3052
–
4008
–
AICuMgPb
3.1645
2007
2007
–
A-U4PB
L3121
–
4335
–
AICuBiPb
3.1655
2011
2011
FC1
A-U4Pb
L3192
6362
4355
PA33
AlCuSiMn
3.1255
2014
2014
–
–
–
–
4338
PA6
AICuMg1
3.1325
2017A
2017A
H14
A-U4G
L3120
3576
–
PA7
AlCuMg2
3.1355
2024
2024
H16
A-U4G1
–
–
–
–
AlMn
3.0515
3003
3003
N3
–
–
–
4054
PA43
AlMg1
3.3315
5005
5005
–
–
–
–
4106
–
AlMg2.5
3.3523
5052
5052
N4
–
–
–
4120
–
AlMg5
3.3555
5056
5056
N6
A-G5
–
–
–
PA13
AIMg4.5Mn
3.3547
5083
5083
N8
5083
L3321
7790
4140
PA11
AIMg3
3.3535
5754
5754
N5
A-G3M
L3390
3575
4125
–
AlMgSi0.7
3.3210
6005
6005
–
–
–
–
4107
–
AlMgSiPb
3.0615
6012
6012
–
–
–
–
4212Pb
PA38
AIMgSi0.5
3.3206 6060/63 6060/63
H9
A-GS
L3441
3569
4104
PA45
AlMg1SiCu
3.3211
6061
6061
H20
–
–
–
–
PA4
AIMgSi1
3.2315
6082
6082
H30
A-SGM 0,7
L3451
3571
4212
PA47
AIZn4.5Mg1
3.4335
7020
7020
H17
A-Z5G
L3741
7791
4425
–
AIZnMgCu0.5 3.4345
7022
7022
–
A-Zn5 GU
0,6
–
–
–
PA9
AIZnMgCu1.5 3.4365
7075
7075
2L95
A-Zn 5 GU
L3710
3735
–

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Magnez jest metalem bardzo lekkim o niskich własnościach mechanicznych i dużej
aktywności chemicznej. Wytrzymałość na rozciąganie magnezu wynosi ok. 245 MPa,
a twardość ok. 35 RB. Ze względu na te własności jest stosowany w technice przede
wszystkim w postaci stopów. Czysty magnez jest używany w pirotechnice do wyrobu rakiet
ś
wietlnych oraz w metalurgii jako modyfikator lub środek redukujący. Jednak główne
zastosowanie magnez znajduje do wyrobu stopów lub jako dodatek do stopów.
Stopy magnezu dzieli się na odlewnicze i do obróbki plastycznej. Głównym składnikiem
stopów magnezu jest aluminium, którego zawartość w stopach odlewniczych może dochodzić
do 10%, a w stopach do obróbki plastycznej do 9%. Stopy magnezu zawierają jeszcze cynk
do 5,5%, mangan do 2,5%, a także cer i cyrkon. Stopy magnezu z aluminium i cynkiem noszą
nazwę elektronów. Stopy magnezu są najlżejsze ze znanych stopów. Odznaczają się one
odpornością na działanie wpływów atmosferycznych i niektórych czynników chemicznych.
Z uwagi na to, że stopy magnezu w połączeniu z tlenem tworzą substancję wybuchową, nie
można tych stopów podczas obróbki chłodzić wodą, a przy ich szlifowaniu należy stosować
urządzenia do pochłaniania pyłu. Stopy magnezu można obrabiać skrawaniem, stosując
specjalne narzędzia i duże prędkości skrawania.
Stopy odlewnicze magnezu są stosowane na odlewy wykonywane przeważnie pod
ciśnieniem, szczególnie dla przemysłu lotniczego. Stop MgA13ZnMn jest stosowany na odlewy
o dużej szczelności, jak korpusy pomp i armatura. Stopy MgAl6Zn3Mn i MgAl8ZnMn są
stosowane na odlewy części lotniczych silnie obciążone, części silników, agregatów oraz
aparatów fotograficznych i maszyn do pisania. Utrzymują dobre własności do temperatury 120°C.
Stopy do obróbki plastycznej wykazują większą przydatność do obróbki plastycznej na
gorąco niż na zimno. Obróbka plastyczna na gorąco zależnie od stopu odbywa się w temperaturze
230–450°C. Stop MgMn2 jest stosowany na mało obciążone elementy konstrukcji lotniczych
i samochodowych, od których jest wymagana wysoka plastyczność i dobra spawalność.
Cynk jest metalem o dobrych własnościach plastycznych, małej wytrzymałości na
rozciąganie i niskiej temperaturze topnienia, wynoszącej 418°C. Cynk stosuje się głównie na
przeciwkorozyjne powłoki ochronne głównie blach i drutów. Cynk stosuje się również
w budownictwie w postaci blach płaskich i falistych na pokrycia dachów. Jest stosowany
również do wyrobu baterii elektrycznych oraz w postaci folii do opakowań, a także jako
składnik różnych stopów.
Głównymi składnikami stopów cynku są: aluminium, miedź i niekiedy mangan.
Większość stopów cynku może być stosowana do odlewania i do obróbki plastycznej. Stopy
zawierające powyżej 5,4% aluminium są stopami wyłącznie odlewniczymi.
Stopy cynku znane są pod nazwą znal. Można je łatwo spawać i hartować oraz obrabiać.
Znale po obróbce plastycznej mają dobrą wytrzymałość i plastyczność. Duże znaczenie
techniczne mają stopy odlewnicze ZnAl1 i ZnAl28Cu4. Są stosowane jako stopy łożyskowe
oraz na ślimacznice i prowadnice. Odlewy ciśnieniowe ze stopów cynku znalazły
zastosowanie w przemyśle maszynowym na: korpusy, armaturę, gaźniki samochodowe,
części maszyn drukarskich, klamki, obudowy, itp.
Cyna i jej stopy
Własności mechaniczne czystej cyny są tak niskie, że nie nadaje się na materiał
konstrukcyjny. Folia cynowa ma duże zastosowanie do pakowania produktów
ż
ywnościowych. Cynę stosuje się do cynowania puszek do konserw, a największe
zastosowanie znalazła jako dodatek stopowy.
Stopy cyny dzieli się na odlewnicze i do obróbki plastycznej. Stopy do obróbki plastycznej
są stosowane głównie na folie. Stop SnSb2,5 (zawierający 1,9–3,1% Sb) jest stosowany
do wyrobu folii na otuliny i do platerowania folii ołowiowej, a stop SnPbl3Sb na folie
kondensatorowe.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to jest mosiądz?
2. Co to jest brąz?
3. Co to są siluminy?
4. Jakie znasz rodzaje stopów aluminium ?
5. Jakie znasz rodzaje stopów magnezu?
6. Jak oznaczamy stopy metali nieżelaznych?
7. Jaki jest podział stopów aluminium?
8. Jakie jest zastosowanie metali i ich stopów?
4.2.3. Ćwiczenia
Ćwiczenie 1
Odczytaj z PN i katalogów właściwości i zastosowanie następujących stopów: B555,
B1010, M90, BM123, PA6.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z treścią ćwiczenia,
2) zapoznać się z otrzymanymi normami i katalogami,
3) odszukać podane gatunki stopów,
4) zapisać właściwości i zastosowania tych stopów,
5) zaprezentować efekt swojej pracy nauczycielowi.
Wyposażenie stanowiska pracy:
−
PN i katalogi zawierające informacje o stopach metali nieżelaznych,
−
arkusze papieru i pisaki,
−
literatura zgodna z punktem 6 Poradnika dla ucznia.
Ćwiczenie 2
Odszukaj w PN i katalogach stopy CuAl9Fe3, CuMn12Ni3, SnSb8Cu3, wypisz ich skład
chemiczny oraz właściwości i zastosowanie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dobrać partnerów do pracy w grupie,
2) zapoznać się treścią ćwiczenia,
3) zapoznać się z otrzymanymi normami i katalogami,
4) podzielić pracę na poszczególnych członków grupy,
5) odszukać odpowiednie gatunki stopów metali kolorowych
6) zapisać właściwości i zastosowania tych stopów,
7) uporządkować w grupie odnalezione informacje,
8) zaprezentować efekty pracy grupy na forum grupy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Wyposażenie stanowiska pracy:
−
PN i katalogi zawierające informacje o stopach metali nieżelaznych,
−
arkusze papieru i pisaki,
−
literatura zgodna z punktem 6 Poradnika dla ucznia.
Ćwiczenie 3
Na podstawie katalogów zidentyfikuj stopy metali nieżelaznych o oznaczeniach:
EN AC–AlSi9; EN–MCMgAl8Zn1; ZP16. Określ ich właściwości mechaniczne i podaj
zawartość poszczególnych pierwiastków.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) odszukać w katalogach podane oznaczenia,
3) zapisać w notatniku skład chemiczny oraz właściwości mechaniczne odczytywanych
materiałów,
4) zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−−−−
katalogi wyrobów metalowych,
−−−−
literatura zgodna z punktem 6 Poradnika dla ucznia.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) zdefiniować pojęcia: mosiądz i brąz?
2) zdefiniować pojęcie siluminy?
3) wyjaśnić, jakie stopy nazywamy elektronami?
4) dokonać klasyfikacji stopów aluminium?
5) wymienić właściwości cynku?
6) rozpoznać metale nieżelazne i ich stopy na podstawie oznaczeń?
7) dobrać materiały z katalogu?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
4.3. Materiały niemetalowe
4.3.1. Materiał nauczania
Tworzywa sztuczne
Tworzywa sztuczne konkurują z powodzeniem ze stosowanymi powszechnie
materiałami, takimi jak stal i aluminium. Są coraz częściej wykorzystywane do budowy
nadwozi samochodów, gdyż zapewniają konstruktorowi różnorodne możliwości ich
ukształtowania, łatwość formowania wyrobów o skomplikowanych kształtach dobre
właściwości mechaniczne, możliwość stosowania w różnorodnej postaci, czyli jako tworzywa
konstrukcyjne, materiały powłokowe, spoiwa, kleje, kity, włókna syntetyczne.
Podział tworzyw sztucznych
Tworzywa z surowców naturalnych – (drewno, bawełna, mleczko kauczukowe, mleko).
Substancje te zawierają związki chemiczne potrzebne do wyrobu tworzyw sztucznych.
Mleko zawiera dużo kazeiny którą wykorzystuje się do produkcji klejów białkowych
i niebiałkowych. Kauczuk jest wykorzystywany do wyrobu gum. Coraz częściej kauczuk
zastępuje się kauczukiem syntetycznym, który zachowuje cechy fizyczne kauczuku, różniąc
się pod względem chemicznym. Ebonit jest materiałem otrzymywanym z kauczuku
naturalnego lub niektórych kauczuków syntetycznych, zawierających 20–33% siarki. Stosuje
się go na antykorozyjne wykładziny, naczynia akumulatorowe, części aparatury chemicznej,
wyroby elektrotechniczne. Głównym składnikiem przemysłowym drewna jest celuloza.
Zamieniamy ją na polimery (spęczanie w solach nieorganicznych, a następnie prasowanie
w celu uzyskania arkuszy). Dodatkowo możemy otrzymać celafon, włókna wiskozowe, itp.
Estryfikacja odpowiednim kwasem (bezwodnikiem) da nam np. nitrocelulozę która z kamforą
tworzy folię fotograficzną.
Klasyczne tworzywa kondensacyjne – inaczej zwane duroplastami (żywice utwardzalne).
Duroplasty stosuje się w postaci mieszanek do tłoczenia (żywica + napełniacz), laminatów,
tworzyw piankowych, tworzyw wzmacnianych (np. włóknem szklanym), żywic technicznych,
klejów, lakierów. Nieodwracalne przejście ze stanu plastycznego w utwardzony zachodzi
podczas formowania wyrobów, bądź podczas stosowania w postaci klejów, lakierów itd.
Do najważniejszych duroplastów należą: fenoplasty, aminoplasty, polimery nienasycone,
ż
ywice epoksydowe i niektóre żywice silikonowe. Cechuje je sztywność, stabilność
wymiarowa, nie rozpuszczalność i nietopliwość i nietopliwość oraz doskonałe własności
elektroizolacyjne. Wyróżniamy także takie surowce jak ropa naftowa, gaz ziemny, gaz
koksowniczy i węgiel. Jeżeli ropą czy węglem podziałamy na te gazy to otrzymamy izobutan,
propan. Z nich otrzymujemy alkohol: izobutylen, propylen, etylen, acetylen.
Tworzywa z produktów wielofunkcyjnych: najbardziej popularnymi tworzywami tego
typu są poliamidy. Są odporne na działanie wielu rozpuszczalników organicznych, olejów
i tłuszczów, nie są odporne na działanie kwasów i zasad. Poliamidy są wytwarzane w postaci
różnie barwionych tłoczyw do wtrysku, folii, włókien, żyłek, bloków do obróbki
mechanicznej oraz proszku do pokrywania metali przez natrysk płomieniowy. Innym bardzo
popularnym polimerem jest poliuretan. Jego podstawową zaletą jest możliwość występowania
w różnych postaciach (twardej, miękkiej, sprężystej itp.). Najczęściej spotykany w postaci
pianki. Do polimerów zalicza się także silikon. Jest on bazą dla smarów, które dobrze
przewodzą ciepło. Substraty (składniki) tych produktów to olej rycynowy, smoła z węgla
kamiennego, nienasycone węglowodory, krzemionka.
Polimery:
–
elastomery (w temp. pokojowej dobrze się odkształcają, można je wydłużyć o 300%,
–
plastomery (w temp. pokojowej są twarde, nieplastyczne).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Elastomery:
–
wulkanizujące (dużo siarki od której zależy twardość),
–
niewulkanizujące (występują bez siarki).
Plastomery:
–
termoplasty (podgrzane do wysokiej temp. są rozciągliwe),
–
duroplasty termoutwardzalne (twardnieją w zależności od temperatury),
–
duroplasty chemoutwardzalne (twardnieją przez utwardzacz).
Cechy tworzyw sztucznych
Tworzywa sztuczne są na ogół bardzo lekkie (gęstość najczęściej ok. 1 g/cm
3
) i mają
małą przewodność cieplną. Większość z nich jest dielektrykami, jednak po dodaniu znacznej
ilości (ok. 50%) materiałów przewodzących, np. sadzy lub pyłu metalicznego, przewodzą
prąd elektryczny. Mogą być przezroczyste lub całkowicie nieprzezroczyste. Tworzywa
niemodyfikowane, w porównaniu z metalami, mają małą wytrzymałość na rozciąganie, mały
moduł elastyczności oraz bardzo dobrą wytrzymałość na rozciąganie. Duży moduł
elastyczności mają tworzywa zbrojone np. włóknem szklanym (kompozyt, laminaty).
Tworzywa sztuczne są najczęściej odporne na czynniki chemiczne, wilgoć ale nie są odporne
na działanie czynników silnie utleniających. Wadą większości tworzyw sztucznych jest ich
wrażliwość na podwyższoną temperaturę (powyżej 100°C).
Tworzywa termoplastyczne (termoplasty) pod wpływem działania podwyższonej
temperatury stają się miękkie, a po obniżeniu temperatury z powrotem stają się twarde
i sztywne. Umożliwia to wielokrotną przeróbkę tych tworzyw.
Przykłady tworzyw sztucznych:
–
polietylen stosuje się do wytwarzania powłok ochronnych, do powlekania przewodów
i kabli elektrycznych, do produkcji skrzynek akumulatorowych, zbiorników i różnych
drobnych części do instalacji elektrycznej,
–
polichlorek winylu (PCV) jest odporny na działanie ługów, rozcieńczanych kwasów,
spirytusu, benzyny, smarów i wody. Miękki polichlorek winylu jest używany do wyrobu
tworzywa piankowego w postaci bloków, płyt i gotowych kształtek,
–
poliamidy znalazły zastosowanie w przemyśle włókienniczym i maszynowym. Włókna
poliamidowe są używane do wyrobu obić, pokryć tapicerskich, pasów bezpieczeństwa
w samochodach. Ze względu na twardość, mały współczynnik tarcia, niski koszt
produkcji, tłumienie drgań i cichą pracę oraz odporność na środki chemiczne stosuje się
je do wyrobu łożysk ślizgowych tulejek,
–
polimetakrylen metylu (szkło organiczne) – z zabarwionych płyt szkła organicznego
produkuje się szyby przeciwodblaskowe. Wytłaczając cienkie szyby ze szkła
organicznego otrzymuje się płytki do produkcji szkieł odblaskowych. Ze szkła
organicznego wykonuje się również klosze lamp oświetlenia wewnętrznego, szyby
przyrządów kontrolnych, klosze świateł sygnalizacyjnych, gałki, uchwyty,
–
folie poliestrowe stosuje się na wewnętrzne okładziny drzwi w samochodach oraz obicia
tapicerskie. Poliestry z wypełniaczem w postaci włókna lub tkaniny służą do budowy
nadwozi samochodów. Laminaty poliestrowe mają małą gęstość w porównaniu z blachą
stalową, dużą sprężystość, odporność na działanie czynników atmosferycznych, dobrą
izolację cieplną i zdolność tłumienia drgań. Odporność poliestrów na działanie paliw
wykorzystano w produkcji zbiorników paliwa,
–
poliwęglany wykorzystuje się do produkcji nowoczesnych reflektorów o nietypowych
kształtach, często z gładką lub słabo uryflowaną szybą.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Tworzywa ceramiczne
Tworzywami ceramicznymi nazywa się elementy konstrukcyjne uformowane
w temperaturze otoczenia z materiałów mineralnych proszkowych lub plastycznych,
a następnie utrwalane za pomocą wypalania lub spiekania.
Podstawowymi materiałami do wytwarzania tworzyw ceramicznych są: glina i jej
odmiany, jak: szamot i kaolin, krzemionka, magnezyt, kwarc, skaleń, talk, związki wapnia,
związki metali. Tworzywa ceramiczne odznaczają się wieloma zaletami, z których do
najważniejszych należy zaliczyć: dużą odporność chemiczną i cierną, bardzo małą
przewodność elektryczną, odporność na ścieranie i dużą twardość. Największe zastosowanie
w przemyśle znalazły: porcelana, kamionka, steatyt, klinkier.
W Polsce wytwarza się obecnie miedzy innymi: części maszyn z proszków żelaza,
węgliki spiekane, szczotki kolektorowe, materiały magnetyczne metale trudno topliwe, styki
elektryczne, łożyska porowate.
Ramowy schemat omawianej technologii składa się z następujących procesów:
–
przygotowanie proszków,
–
formowanie,
–
spiekanie,
–
kalibrowanie,
–
obróbka cieplna,
–
wykańczanie,
–
kontrola produkcji.
Przygotowanie proszków obejmuje redukcję oraz mieszanie proszku podstawowego
ze środkami poślizgowymi (grafit, stearynian cynku, kwas stearynowy, stearyna)
oraz składnikami stopowymi. Jako dodatków stopowych do proszku żelaza używa się
proszków Cu, Ni i innych. Najczęściej stosowaną metodą formowania proszków jest
prasowanie w formach. Prasowanie proszku zasypanego do formy odbywa sie najczęściej na
zimno. Naciski jednostkowe uzależnione są od szeregu czynników i wynoszą 200–600 MPa.
Spiekanie wyprasek odbywa sie w piecach z atmosfera redukująca, najczęściej wodorowa lub
składająca sie z mieszaniny wodoru i azotu lub gazu endotermicznego. W procesie spiekania
można wyodrębnić następujące cztery fazy spiekania:
–
odparowanie środków poślizgowych,
–
redukcja tlenków,
–
spiekanie właściwe,
–
chłodzenie wsadu.
Odparowanie środków poślizgowych odbywa, sie przy temperaturze 300–600
°
C, zaś
właściwe spiekanie w zakresie temperatur (2/3–4/5)T, gdzie T oznacza temperaturę topnienia.
Cermetale, czyli materiały metaloceramiczne, są otrzymywane z mieszaniny proszków
metalowych z niemetalami. Odznaczają się dużą odpornością na działanie wysokich
temperatur oraz korozji. Elementy z cermetali wykonuje się przez prasowanie pod bardzo
wysokim ciśnieniem, a następnie spiekanie w wysokiej temperaturze. Cermetale w postaci
płytek są stosowane na robocze części narzędzi skrawających. Najczęściej stosuje się do tego
celu cermetal wykonany z trójtlenku glinu (Al
2
O
3
) z niewielką domieszką tlenku magnezu
i korundu. Ostrze z tego cermetalu nie traci własności skrawających nawet w temperaturze
1200°C, a ponadto odznacza się małym współczynnikiem tarcia. Podobne własności ma
cermetal wykonany z azotku baru i wiele innych o różnych nazwach handlowych.
Wadą płytek na narzędzia skrawające z cermetali jest niska wytrzymałość i kruchość.
Cermetale
znalazły
zastosowanie
także
do
wyrobu
materiałów
ż
aroodpornych,
półprzewodników oraz na łopatki turbin gazowych samolotów odrzutowych.
Bawełna i konopie są używane jako materiały uszczelniające przede wszystkim w postaci
sznurów, niekiedy nasyconych grafitem lub minią. Sznury te są używane do uszczelniania

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
połączeń gwintowych rur wodociągowych i innych oraz dławnic zaworów różnych instalacji
rurowych. Z materiałów stosowanych na uszczelki wymienić można ponadto korek, papier,
tekturę, filc, skórę i wiele innych.
Szkło powstaje przez stopienie głównie tlenków: krzemu, wapnia, sodu i potasu
i ochłodzenie poniżej temperatury rekrystalizacji. Szkło jest nieprzenikliwe dla cieczy
i gazów, odporne na działanie czynników chemicznych, niepalne i wytrzymałe na
podwyższoną temperaturę. W wysokiej temperaturze w stanie plastycznym daje się łatwo
kształtować. Szkło mimo swej przezroczystości nie przepuszcza promieni nadfioletowych.
Obecnie produkuje się specjalne szkło kwarcowe, stosowane w autobusach turystycznych,
które częściowo przepuszcza promienie nadfioletowe. Istnieje wiele odmian szkła, dlatego
omówione zostaną tylko te, które w przemyśle mają największe zastosowanie.
Szyby samochodowe, lotnicze oraz stanowiące ściany niektórych pomieszczeń są
wykonywane ze szkła bezpiecznego.
Szyby budowlane dzieli się na pięć grup:
–
zwykłe,
–
bezpieczne,
–
o zwiększonej odporności na włamanie,
–
odporne na ostrzał broni palnej,
–
o zwiększonej odporności na działanie fali detonacyjnej.
Szyby bezpieczne wykonuje się jako jednowarstwowe termicznie naprężone (tzw.
hartowane), które rozpadają się w czasie pękania na drobne kawałki pozbawione ostrych
krawędzi lub jako jednowarstwowe zabezpieczane folią antywłamaniową, które pękają
promieniowo od miejsca uderzenia.
Pozostałe szyby są klejonymi strukturami wielowarstwowymi, które składają się z kilku
połączonych ze sobą części składowych (szkło, powłoki z tworzyw sztucznych).
Drewno
W technice mianem drewna określa się surowiec otrzymany ze ściętych drzew
i ukształtowany przez obróbkę na odpowiednie asortymenty. Drewno jest tworzywem
o budowie komórkowej. Zależnie od gatunku porowatość drewna waha sie w granicach
10–90%. Porowatość ta ma istotny wpływ na własności fizyczne drewna. W przekroju
poprzecznym każdego pnia drzewa można wyróżnić:
–
korę spełniająca rolę tkanki okrywającej,
–
łyko,
–
miazgę,
–
właściwe drewno składające się z bieli i twardzieli lub tylko z bieli,
–
rdzeń.
Biel i twardziel stanowią właściwe drewno najwartościowszą część pnia, zawierająca
ż
ywicę, garbniki i olejki eteryczne decydujące o trwałości drewna. Pod względem
chemicznym drewno składa sie z celulozy, ligniny (drzewnika), chemicelulozy, wody oraz
charakterystycznych dla danego gatunku żywic, cukrów, garbników i substancji mineralnych.
W suchym drewnie iglastym zawartość celulozy wynosi 53–54%, w suchym drewnie
liściastym 43–48%. Drewno jest doskonałym materiałem konstrukcyjnym, zarówno w stanie
naturalnym, jak i w postaci sklejek, płyt pilśniowych, wiórowych itd. Wspólna ujemną cecha
wszystkich gatunków drewna jest higroskopijność tj. skłonność do pochłaniania wilgoci
i wyparowywania jej po nagrzaniu co wywołuje powstawanie pęknięć. Przed butwieniem
i gniciem zabezpiecza się drewno różnymi środkami takimi jak smoła, asfalt, pokost, farby
i lakiery. W tabeli przedstawiono orientacyjne własności fizyczne różnych rodzajów drewna.
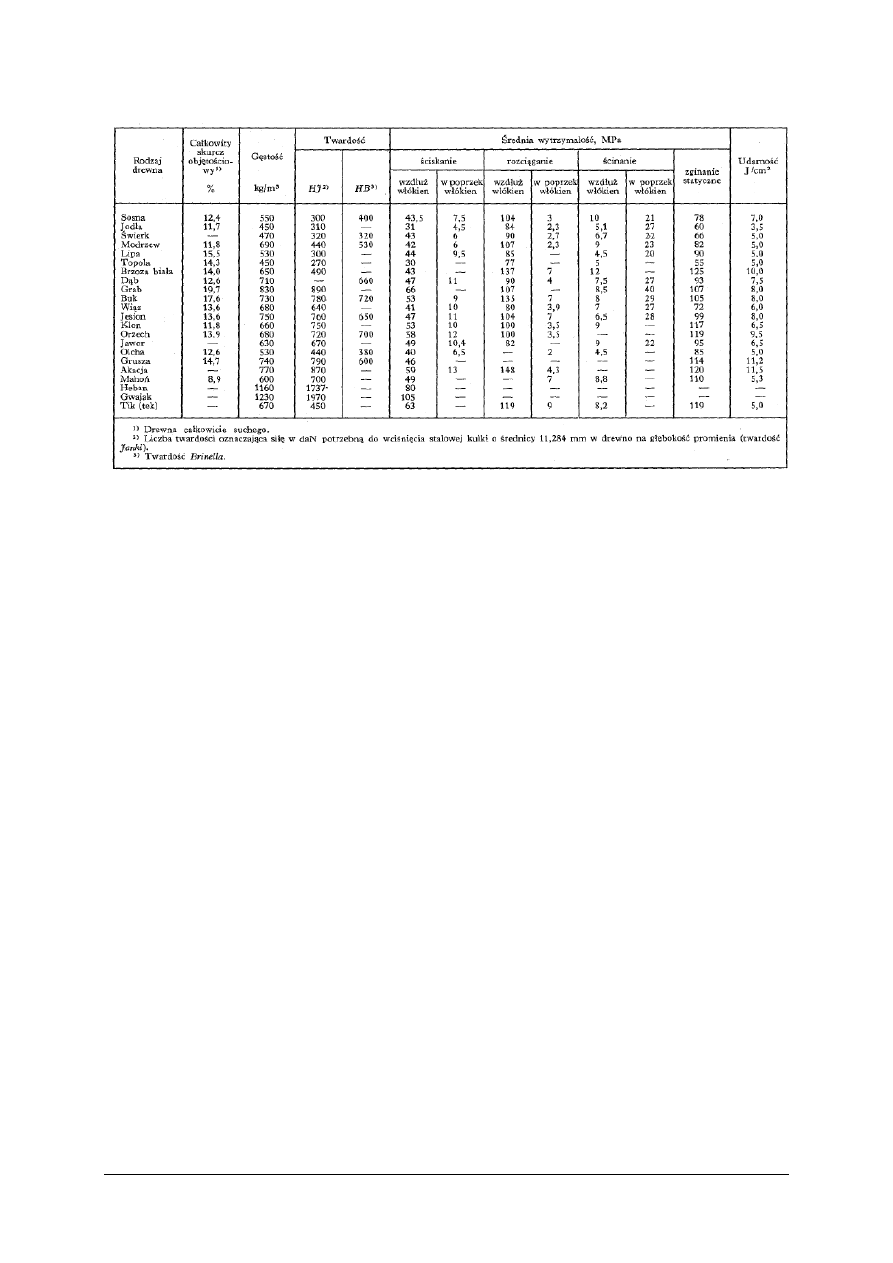
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Tabela 7. Orientacyjne własności fizyczne drewna powietrzno-suchego [7]
Guma jest elastycznym produktem wulkanizacji (tj. sieciowania makrocząsteczek)
kauczuku naturalnego lub syntetycznego. Otrzymuje się ja przez przeróbkę mieszanek
zawierających oprócz kauczuku inne substancje ułatwiające procesy przetwórcze oraz
nadające gumie odpowiednie własności. Do najważniejszych składników mieszanek
kauczukowych należą:
–
kauczuk naturalny lub syntetyczny,
–
ś
rodki wulkanizujące, najczęściej siarka oraz przyspieszacze np. triazole, sulfonamidy, itd.,
–
zmiękczacze, składniki ułatwiające przetwórstwo oraz obniżające twardość gumy
w stanie zwulkanizowanym,
–
napełniacze, tj. organiczne lub nieorganiczne, ciała stałe o różnym stopniu dyspersji,
np. różne typy sadzy, krzemionki i krzemiany, kaolin, kreda, itd.
–
pigmenty i barwniki,
–
ś
rodki ochronne, tj. substancje zabezpieczające gumę przed niszczącym działaniem
ś
wiatła, ciepła, tlenu, ozonu, agresywnych środowisk i innych czynników,
–
ś
rodki porotwórcze, tj. składniki mieszanek wydzielające podczas ogrzewania gaz,
np.: azot, dwutlenek węgla lub parę wodną, a stosowane do produkcji gumy porowatej.
Własności gumy zmieniają się w szerokich granicach, w zależności od rodzaju kauczuku,
ilości i rodzaju pozostałych składników mieszanki kauczukowej, sposobu jej przygotowania
oraz warunków wulkanizacji. Wytrzymałość na rozciąganie gumy waha się od 2 do 40 MPa,
a nawet wyżej. Twardość zawiera się w granicach 25–95 według Shore’a. Guma ma bardzo
dobre własności amortyzacyjne i charakteryzuje się na ogół dużym współczynnikiem tarcia.
Wyroby gumowe ulęgają w warunkach pracy lub przechowywania tzw. starzeniu. Terminem
tym określa się pogorszenie własności fizycznych gumy, przejawiające się zwiększoną
kleistością jej powierzchni jej mięknieniem lub twardnieniem i pojawieniem się
powierzchniowych pęknięć. Odporność gumy na starzenie podwyższa się przez
wprowadzenie do mieszanki odpowiednich substancji przeciwstarzeniowych.
Materiał kompozytowy (lub kompozyt) – materiał o strukturze niejednorodnej, złożony
z dwóch lub więcej komponentów. Właściwości kompozytów nigdy nie są sumą, czy średnią
właściwości jego składników. Najczęściej jeden z komponentów stanowi lepiszcze, które
gwarantuje jego spójność, twardość, elastyczność i odporność na ściskanie, a drugi, tzw.
komponent konstrukcyjny zapewnia większość pozostałych własności mechanicznych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
kompozytu. Wiele kompozytów wykazuje anizotropię różnych właściwości fizycznych.
Nie muszą to być wyłącznie własności mechaniczne.
Jednymi z najczęściej stosowanych komponentów konstrukcyjnych są silne włókna takie
jak włókno szklane, kwarc, azbest, kevlar czy włókna węglowe dające materiałom dużą
odporność na rozciąganie. Do najczęściej stosowanych lepiszczy zaliczają się żywice
syntetyczne oparte poliesterach, polieterach (epoksydach), poliuretanach i żywicach
silikonowych.
Rodzaje kompozytów:
–
kompozyty strukturalne – w których występują ciągłe struktury komponentów
konstrukcyjnych – warstwy (np. sklejka), pręty (np. żelbet) lub regularne struktury
trójwymiarowe np. przypominające plaster miodu,
–
laminaty – które składają się z włókien zatopionych w lepiszczach – w zależności
od sposobu uporządkowania włókien rozróżnia się taśmy kompozytowe – włókna
ułożone w jednym kierunku – maty kompozytowe – w dwóch prostopadłych kierunkach
– lub nieuporządkowane,
–
mikrokompozyty i nanokompozyty – w których regularna struktura dwóch lub więcej
składników jest zorganizowana już na poziomie nadcząsteczkowym – tego rodzaju
kompozyty występują w organizmach naturalnych – np. drewno – jest rodzajem
mikrokompozytu, w skład którego wchodzą zorganizowane w skręcone pęczki włókna
celulozowe, „sklejone” ligniną,
–
stopy strukturalne – które są rodzajem stopów metali, metali z niemetalami, polimerów
między sobą i polimerów z metalami i niemetalami o bardzo regularnej mikrostrukturze –
przykładem tego rodzaju kompozytu jest stal damasceńska i duraluminium.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaki jest podział i zastosowanie tworzyw sztucznych?
2. Co to jest termoplast?
3. Co to są duroplasty?
4. Jakie znasz zastosowania tworzyw sztucznych?
5. Jakie znasz metody przetwarzania tworzyw sztucznych?
6. Co nazywamy cermetalami?
7. W jaki sposób przebiega proces wytwarzania elementów z proszków metali?
8. Jakie znasz główne składniki gumy?
9. Z jakich elementów składa się drewno i która część ma dla techniki największą wartość?
10. Jakie są właściwości szkła?
11. Co to są kompozyty?
4.3.3. Ćwiczenia
Ćwiczenie 1
Wskaż zastosowanie żywicy epoksydowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) wymienić zalety i wady żywicy epoksydowej,
2) wskazać zastosowanie żywicy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Wyposażenie stanowiska pracy:
−−−−
literatura zgodna z punktem 6 Poradnika dla ucznia.
Ćwiczenie 2
Odczytaj z PN i katalogach po 2 rodzaje termoplastów, zapisz ich cechy charakterystyczne.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z treścią ćwiczenia,
2) zapoznać się z otrzymanymi normami i katalogami,
3) odszukać tworzywa sztuczne termo- i duroplasty,
4) wypisać po dwa z nich,
5) zaprezentować efekt swojej pracy nauczycielowi.
Wyposażenie stanowiska pracy:
−
PN i katalogi zawierające informacje o tworzywach sztucznych,
−
arkusze papieru i pisaki,
−
literatura zgodna z punktem 6 Poradnika dla ucznia.
Ćwiczenie 3
Odszukaj w PN i katalogów temperatury przetwarzania, ciężar właściwy, skurcz
przetwórczy następujących tworzyw sztucznych: PP, ABS, PE, PS.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dobrać partnerów do pracy w grupie,
2) zapoznać się treścią ćwiczenia,
3) zapoznać się z otrzymanymi normami i katalogami,
4) podzielić pracę na poszczególnych członków grupy,
5) odszukać odpowiednie tablice,
6) zapisać potrzebne informacje,
7) uporządkować odnalezione informacje,
8) zaprezentować efekty pracy grupy na forum grupy.
Wyposażenie środowiska pracy:
−
PN i katalogi zawierające informacje o tworzywach sztucznych,
−
arkusze papieru i pisaki,
−
literatura zgodna z punktem 6 Poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) rozpoznać tworzywa sztuczne?
2) określić przeznaczenie cermetali?
3) wymienić tworzywa sztuczne stosowane na elementy konstrukcyjne
maszyn górniczych?
4) określić zastosowanie materiałów ogniotrwałych?
5) określić zastosowanie drewna w konstrukcjach kopalnianych?
6) wskazać zastosowanie kompozytów?
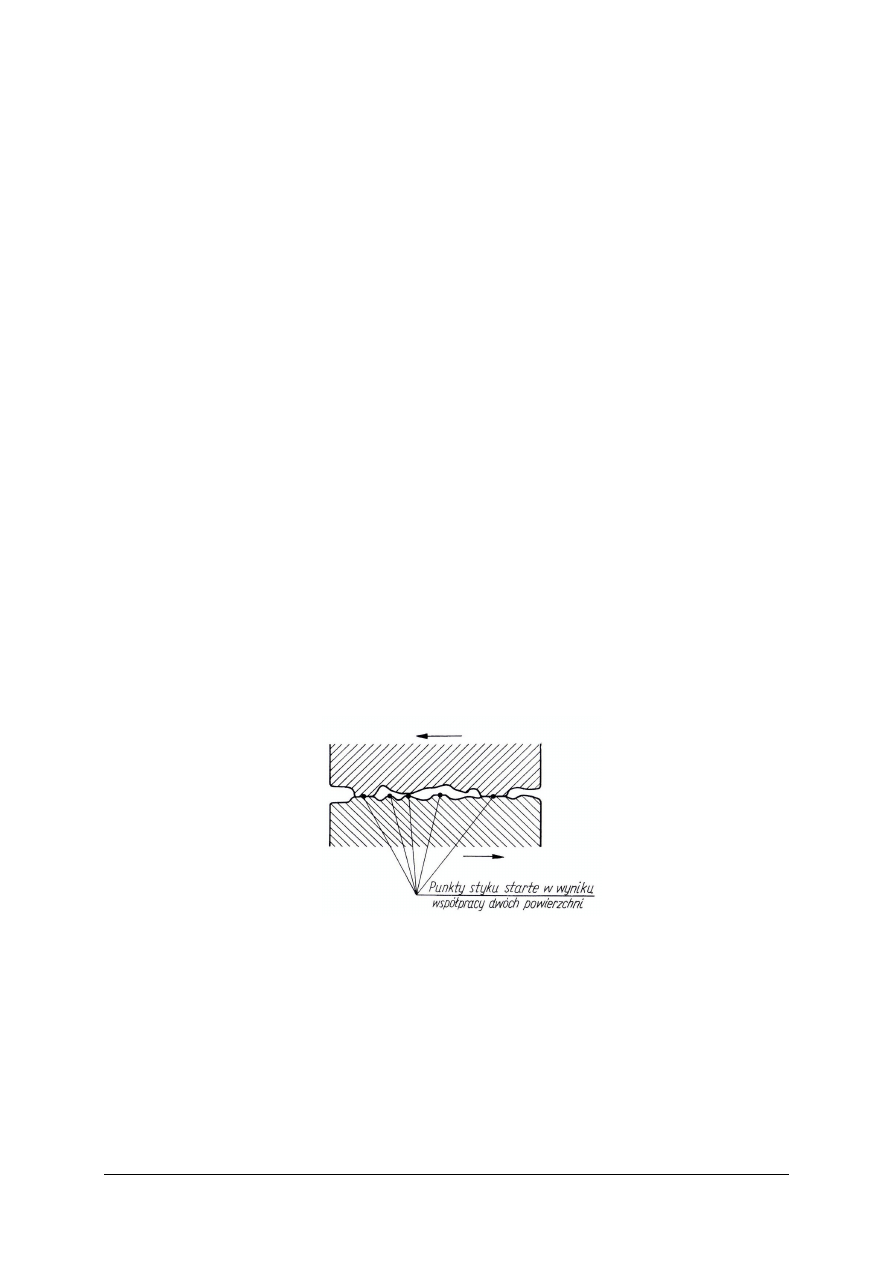
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
4.4. Materiały eksploatacyjne
4.4.1. Materiał nauczania
Użytkowane urządzenia mogą osiągnąć właściwą wydajność tylko wówczas, gdy ich
mechanizmy będą miały zapewnione warunki pracy zgodne z ich założeniami
i właściwościami konstrukcyjnymi. Zmiana tych warunków odbija się na pracy całego
urządzenia, powodując przyspieszone zużycie mechanizmów i części, a nawet ich
uszkodzenie.
Dokładne spełnianie warunków określonych w instrukcji producenta jest najważniejszym
czynnikiem prawidłowej eksploatacji. W czasie eksploatacji urządzenie zużywa się, czyli
następuje pogorszenie jego stanu technicznego. Urządzenie zużywa się naturalnie, nawet przy
bardzo prawidłowej jego eksploatacji.
Naturalne zużycie urządzeń zależy od ich konstrukcji, a w szczególności od rodzaju
połączeń. Naturalne zużycie rośnie proporcjonalnie do czasu pracy urządzenia. Tylko do
określonej granicy zużycie nie powoduje zmian w jakości pracy mechanizmu i wtedy jest
uważane za zużycie naturalne i dopuszczalne. Później następuje zużycie niszczące. Należy
więc dokładnie uchwycić moment, w którym mechanizm osiągnął zużycie dopuszczalne
i dokonać naprawy zapobiegającej zużyciu niszczącemu.
Zużycie naturalne dzieli się na mechaniczne i chemiczne. Zużycie mechaniczne następuje
przede wszystkim na skutek tarcia powstającego między współpracującymi ze sobą
powierzchniami. Powoduje ono zmianę wymiarów i kształtów współpracujących części,
a zatem powstawanie nadmiernych luzów.
Zużycie chemiczne polega na zmianach w strukturze powierzchni współpracujących
części, powstających w wyniku korodującego oddziaływania kwasów zawartych w olejach
i smarach oraz oddziaływania środowiska, w którym jest użytkowane urządzenie. Rozróżnia
się również pojęcie niszczenia korozyjnego, które może być niezależne od użytkowania
urządzenia, a wynikać z oddziaływania korodującego środowiska (np. pary kwasów
w akumulatorni).
Rys. 11. Przyleganie dwóch powierzchni płaskich przy tarciu czystym [5, s. 336]
Przez tarcie, w jego najbardziej ogólnym pojęciu, są rozumiane zjawiska występujące
w obszarze styku dwóch przemieszczających się względem siebie ciał, w wyniku których
powstają opory ruchu.
W zależności od sposobu smarowania rozróżnia się następujące rodzaje tarcia:
−
czyste, gdy z wierzchołków mikronierówności powierzchni współpracujących części
ocierają się cząsteczki złożone z tlenków metali, obnażając czyste powierzchnie
i powodując ich bezpośrednie zużycie,
−
suche, czyli tarcie powierzchni, na których nie ma smaru,
−
graniczne, w którym między współpracującymi powierzchniami znajduje się minimalna

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
warstwa smaru; na styku tych powierzchni powstaje powierzchnia nośna specjalnych
własnościach (związek chemiczny smaru z cząsteczkami metalu),
−
półsuche, które łączy w sobie cechy tarcia suchego i tarcia granicznego,
−
płynne, w którym współpracujące powierzchnie są w pełni rozdzielone warstwą smaru
tworzącą błonkę olejową, przy czym zewnętrzne ciśnienie przejmuje warstwa ruchomego
smaru; w czasie ruchu tarcie powstaje tylko między cząsteczkami smaru,
−
półpłynne, które łączy w sobie cechy tarcia płynnego i granicznego.
We współczesnych konstrukcjach urządzeń dąży się do tego, aby wszelkie połączenia
ruchowe pracowały w warunkach tarcia płynnego, co ma decydujący wpływ na trwałość
urządzeń.
Ponadto rozróżnia się jeszcze tarcie:
−
kinetyczne – występuje wtedy, gdy występuje ruch między współpracującymi częściami,
−
statyczne – występuje podczas wprawiania w ruch współpracujących części.
W zależności od sposobu przemieszczania się dwóch przyległych do siebie płaszczyzn
rozróżnia się tarcie:
–
ś
lizgowe, jeżeli powierzchnia jednego ciała przesuwa się (ślizga) po powierzchni
drugiego ciała,
–
toczne, jeżeli powierzchnia jednego ciała toczy się po powierzchni drugiego ciała.
Wymienione dotychczas podziały i rodzaje tarcia są zaliczane do tarcia zewnętrznego,
ponieważ występuje ono na zewnętrznych powierzchniach ciał. Istnieje również tarcie
wewnętrzne (np. w cieczach), gdy cząsteczki ciała przemieszczają się względem siebie.
Od prawidłowych warunków smarowania zależy zmniejszenie sił tarcia, a więc zależy
trwałość połączeń ruchomych i zmniejszenie zużycia części. Dla maksymalnego zmniejszenia
tarcia ślizgowego między powierzchnie dwóch ciał wtłacza się warstwę smaru, która je
rozdziela. Takiemu tarciu ślizgowemu nie towarzyszy ścinanie wierzchołków nierówności
powierzchni ani żłobienie rys, gdyż obie powierzchnie nie stykają się ze sobą, a opór tarcia
jest znacznie mniejszy.
Smarowanie
W zależności od metody powstawania warstwy smarującej, rozróżnia się smarowanie:
−
hydrostatyczne,
−
hydrodynamiczne.
Smarowanie hydrostatyczne występuje wtedy, gdy dla uzyskania tarcia płynnego warstwa
cieczy smarnej jest dostarczana pod ciśnieniem do obszaru między współpracującymi
powierzchniami. Smarowanie hydrostatyczne jest stosowane w różnego rodzaju łożyskach
promieniowych i osiowych oraz w przesuwnych prowadnicach ciężkich obrabiarek.
Smarowanie hydrodynamiczne występuje wówczas, gdy dla uzyskania tarcia płynnego
niezbędna warstwa cieczy smarnej powstaje w wyniku ruchu względnego obu
współpracujących elementów.
Technika smarowania
Smarowanie jest dokonywane przez wprowadzenie między współpracujące powierzchnie
ciała trzeciego (cieczy smarnej) o bardzo małym tarciu wewnętrznym, w celu zmniejszenia
współczynnika tarcia. Smarowanie zmniejsza więc straty energii na pokonanie tarcia
i zapobiega wczesnemu zużyciu części. Smarowanie spełnia również inne zadania, do których
należą:
−
częściowe zabezpieczenie przed korozją powierzchni metalowych,
−
chłodzenie części oraz odprowadzanie ciepła spomiędzy współpracujących powierzchni,
−
przyspieszenie procesu docierania,
−
odprowadzenie z obszaru współpracy części zużytych cząstek materiałów.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Do smarowania maszyn i urządzeń używa się różnych gatunków olejów maszynowych
i smarów stałych. Są one następujące:
−
olej maszynowy 4 – do smarowania lekko obciążonych łożysk ślizgowych, pracujących
przy dużych prędkościach obrotowych,
−
olej maszynowy 8 – do smarowania lekko obciążonych łożysk ślizgowych i tocznych,
pracujących przy dużych prędkościach obrotowych,
−
olej maszynowy 10 – ma podobne zastosowanie jak olej maszynowy 8 oraz służy do
smarowania wrzecion o prędkości obrotowej 4000 do 7000 obr/min,
−
olej maszynowy 16 – do smarowania łożysk ślizgowych,
−
olej maszynowy 26 – do smarowania lekko obciążonych łożysk ślizgowych i przekładni
zębatych,
−
olej maszynowy 40 – do smarowania średnio obciążonych łożysk ślizgowych i tocznych
oraz przekładni zębatych i prowadnic,
−
olej maszynowy 65 – ma podobne zastosowanie jak olej maszynowy 40, lecz przy
większych obciążeniach i w podwyższonej temperaturze,
−
olej maszynowy nisko krzepnący 4Z (temperatura krzepnięcia – 25°C) – do smarowania
łożysk ślizgowych i tocznych przy prędkości obrotowej ponad 800 obr/min,
−
olej maszynowy nisko krzepnący 10Z (temperatura krzepnięcia – 45°C) – do smarowania
lekko obciążonych szybkoobrotowych łożysk tocznych i ślizgowych oraz wrzecion
o prędkości obrotowej 4000–7000 obr/min,
−
olej maszynowy nisko krzepnący 16 Z (temperatura krzepnięcia – 30°C) – do smarowania
łożysk ślizgowych,
−
olej maszynowy nisko krzepnący 26 Z (temperatura krzepnięcia – 25°C) – do smarowania
lekko obciążonych łożysk ślizgowych i przekładni zębatych,
−
olej maszynowy nisko krzepnący 40 Z (temperatura krzepnięcia – 20°C) – do smarowania
ś
rednio obciążonych łożysk ślizgowych oraz przekładni zębatych,
−
smar maszynowy 1 – do smarowania lekko obciążonych powierzchni ślizgowych
o temperaturze pracy do 50°C,
−
smar maszynowy 2 – do smarowania średnio obciążonych powierzchni ślizgowych
o temperaturze pracy do 60°C,
−
smar maszynowy SŁG-3 – do smarowania silnie obciążonych łożysk ślizgowych
o temperaturze pracy do 140°C,
−
smar maszynowy ŁT–1, ŁT–2, ŁT–3, ŁT–4S, ŁT–5, ŁT–1–13 – do smarowania łożysk
tocznych w zależności od obciążenia łożyska, temperatury i warunków jego pracy.
Oleje nisko krzepnące stosuje się do smarowania maszyn i urządzeń pracujących
w niskich temperaturach otoczenia. Pozostałe oleje mają temperaturę krzepnięcia +5°C
i mogą być stosowane w maszynach pracujących w temperaturze pokojowej.
Właściwe smarowanie wszystkich urządzeń technicznych jest podstawowym elementem
konserwacji i racjonalnej eksploatacji maszyn i urządzeń. Przy ocenie zastosowania
i przydatności olejów i smarów bierze się pod uwagę lepkość, smarność, temperaturę
krzepnięcia, temperaturę zapłonu oraz zawartość zanieczyszczeń mechanicznych i kwasowych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
Tabela 8. Zastosowanie smarów
Rodzaj smaru
Zastosowanie
oliwa
do smarowania warsztatów tkackich: jako płyn jadalny do
potraw; w lecznictwie
olej rycynowy
do smarowania maszyn pracujących pod dużym
obciążeniem, przy dużych prędkościach, w wysokiej
temperaturze, w lecznictwie; do silników lotniczych
sm
ar
y
r
o
śl
in
n
e
olej rzepakowy i lniany
do smarowania łożysk, do gwintowania śrub i nakrętek; jako
tłuszcz jadalny
sm
ar
y
zw
ie
rz
ę
ce
sadło
olej kostny
tran wielorybi
tran delfinowy
łój
do smarowania mechanizmów precyzyjnych z dodatkiem
mydła, grafitu, oleju mineralnego – do smarowania
przekładni zębatych
sm
ar
y
m
in
er
al
n
e
(oleje czyste z ropy naftowej,
rafinowane z węgla brunatnego
i z węgla kamiennego, rafinowane
elektrycznie)
oleje:
−
izolacyjne,
−
turbinowe,
−
wrzecionowe,
−
maszynowe.
−
do transformatorów
−
do smarowania turbin parowych
−
do szybkobieżnych i lekko obciążonych łożysk
maszynowych, jako płyn do napędów hydraulicznych
−
do smarowania łożysk silników elektrycznych, obrabiarek,
pomp odśrodkowych.
sm
ar
y
m
in
er
al
n
e
oleje:
−
silnikowe
−
cylindrowe
−
osiowe wagonowe
Smary stale:*
−
Tovotta
−
wazelina techniczna
−
Kalipsol
−
do smarowania silników samochodowych i ciągnikowych
−
do cylindrów i dławików maszyn parowych
−
do smarowania łożysk parowozów, wagonów, zwrotnic
−
do łańcuchów pędnych, sworzni przegubowych
i trudnodostępnych miejsc w maszynach
−
do mechanizmów precyzyjnych, łożysk do konserwacji
przedmiotów obrabianych, płytek wzorcowych
−
do smarowania łożysk ślizgowych
* Smary stałe otrzymuje się z olejów pochodzenia naftowego i substancji zagęszczających (mydła, parafiny
i cerezyny). Zależnie od rodzaju domieszki smary dzieli się na wapniowe, sodowe, potasowe, glinowe
ołowiowe.
Materiały ścierne
Materiały ścierne są używane do szlifowania, docierania, polerowania i wygładzania
powierzchni przedmiotów. Służą również do ostrzenia narzędzi oraz czyszczenia
przedmiotów skorodowanych, utlenionych, pokrytych lakierem, itp.
Twardość materiałów ściernych określa się w skali Mohsa. Skala ta ma 10 stopni
twardości, przy czym stopień najwyższy, czyli największa twardość, wynosi 10 i odpowiada
twardości diamentu, a stopień 1 – twardości talku. Wyróżnia się dwa podstawowe rodzaje
materiałów ściernych:
–
materiały ścierne wytwarzane przemysłowo, do których należą: węgliki krzemu, tlenki
aluminium, tlenki aluminium modyfikowane tlenkiem cyrkonu oraz specjalne ziarna
ceramiczne,
–
naturalne materiały ścierne takie jak: kwarc, korund i diament.
Diament jest najtwardszym minerałem i stanowi regularną odmianę węgla. Jest
stosowany w przemyśle w postaci kamienia i proszku diamentowego. Znajduje również

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
zastosowanie jako ostrze skrawające do specjalnych noży i do równania ściernic oraz do
pomiarów twardości metali. Proszek diamentowy jest używany do specjalnych ściernic
i szlifowania drogich kamieni.
Korund jest minerałem o twardości 9 według skali Mohsa. Składa się głównie z tlenku
aluminium A1
2
O
3
oraz drobnych domieszek innych minerałów. Jest bardzo dobrym
materiałem ściernym, stosowanym głównie do wyrobu ściernic. Ziarna korundu ulegają
jednak odkształceniom i w związku z tym nie nadaje się on jako materiał ścierny do obróbki
zgrubnej.
Kwarc jest minerałem o twardości 7–8 według skali Mohsa. Jest to dwutlenek krzemu
SiO
2
. Jest jednym z najbardziej rozpowszechnionych minerałów i znajduje zastosowanie do
wyrobu papierów ściernych oraz w postaci luźnego piasku do bębnów szlifierskich
i piaskownic. Jest bardzo tanim materiałem ściernym.
Szmergiel jest ciemną drobnoziarnistą skałą metamorficzną o twardości 6–8 według skali
Mohsa, zawierającą ok. 65% korundu oraz inne składniki stanowiące związki żelaza i kwarcu.
W postaci luźnego ziarna jest używany do polerowania i docierania; poza tym służy jako
nasyp na papiery i płótna ścierne.
Najbardziej rozpowszechnionymi materiałami ściernymi wytwarzanymi sztucznie są:
sztuczne diamenty, karborund, ekektrokorund. Sztuczne diamenty mają podobne własności do
naturalnych diamentów, lecz są bardziej kruche. Karborund ma twardość 9–9,5 według skali
Mohsa. Jest związkiem chemicznym węgla z krzemem, czyli węglikiem krzemu. Jest
stosowany jako materiał ścierny, materiał ognioodporny, materiał do wyrobu elementów
oporowych w piecach elektrycznych i in. Jest to krystaliczny tlenek glinowy A1
2
O
3
otrzymywany z boksytu w piecach łukowych. Odznacza się dużą twardością i jest stosowany
jako ścierniwo.
Materiały uszczelniające
Materiały uszczelniające służą do wyrobu elementów zapewniających szczelność
połączeń między poszczególnymi częściami maszyn i urządzeń. Uszczelnienia dzieli się na
spoczynkowe i ruchowe, zależnie od tego, czy uszczelniają one części znajdujące się
w spoczynku, czy w ruchu. Typowym uszczelnieniem spoczynkowym jest uszczelka pod
głowicę silnika spalinowego, a uszczelnieniem ruchowym – pierścienie tłokowe silnika
spalinowego lub sprężarki.
Istnieje bardzo dużo materiałów stosowanych do uszczelniania. Najczęściej znajdują
zastosowanie:
−
Materiały metalowe, a przede wszystkim żeliwo, miedź, ołów i aluminium. śeliwo jest
stosowane przede wszystkim na rozprężne pierścienie tłokowe silników spalinowych
i sprężarek. Miedź – dzięki dużej plastyczności i odporności na korozję – jest używana na
uszczelki przewodów hydraulicznych, wysokociśnieniowych przewodów parowych oraz
do przewodów niektórych chemikaliów.
Ołów jest używany na uszczelki przewodów kwasu siarkowego i kwasów organicznych.
Aluminium i jego stopy są używane do przewodów kwasu azotowego, amoniaku
i niektórych kwasów organicznych.
−
Azbest jest minerałem o budowie włóknistej. Jest używany na uszczelnienia w postaci
sznurów, płyt i tkanin. Znajduje zastosowanie w postaci uszczelek w urządzeniach
narażonych na działanie wysokich temperatur oraz kwasów i ługów. Najczęściej są
stosowane uszczelki wykonane z płyt azbestowo-kauczukowych. Uszczelki te
wytrzymują wysokie temperatury i ciśnienie.
−
Guma jest stosowana bardzo szeroko na różnego rodzaju uszczelnienia. Zależnie od
rodzaju gumy uszczelki gumowe są odporne na oleje, benzyny, niektóre rozpuszczalniki
organiczne i płyny hamulcowe. Uszczelki gumowe są używane powszechnie
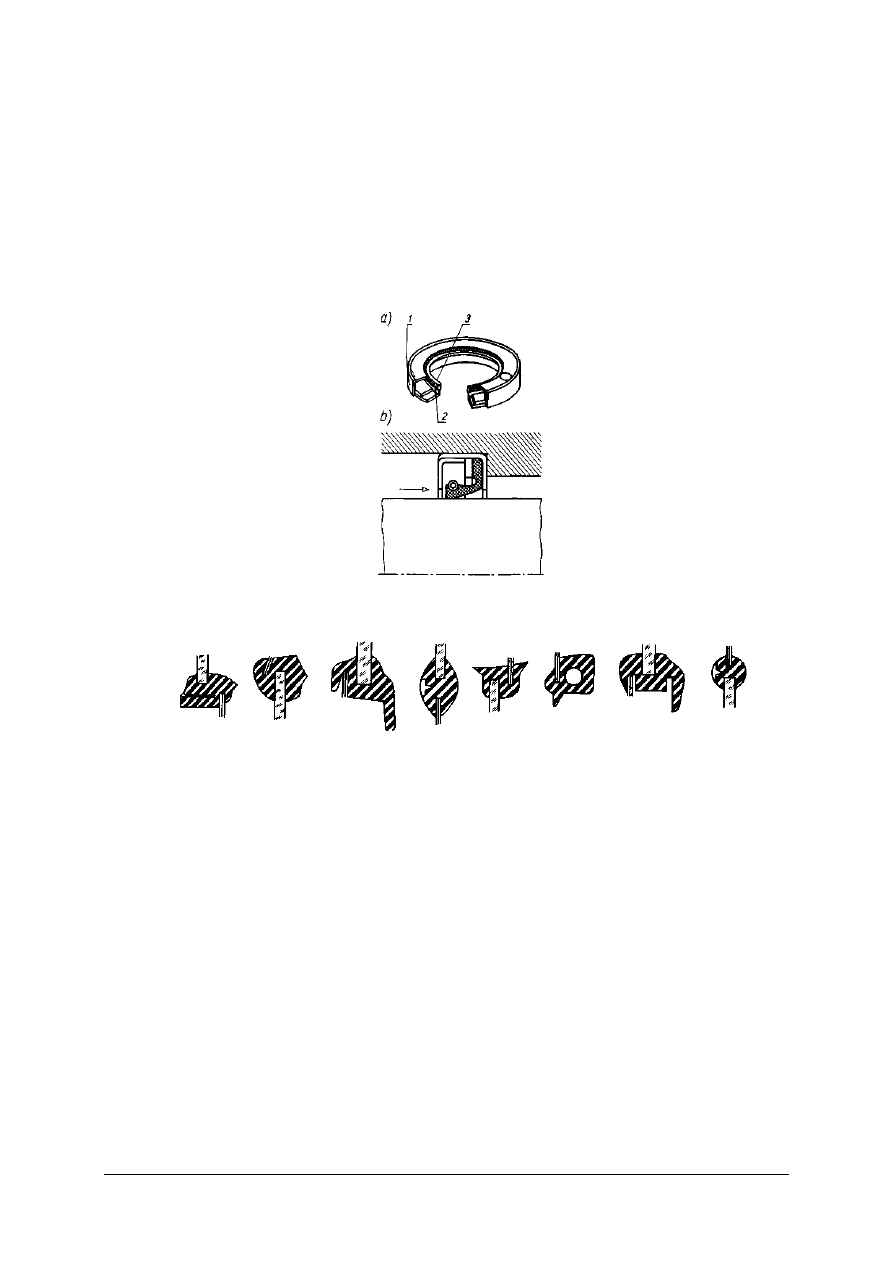
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
w instalacjach wodnych, wszelkiego rodzaju maszynach, pojazdach samochodowych,
kolejnictwie i wielu innych urządzeniach oraz w budownictwie. Do uszczelniania
wałków pracujących w oleju są stosowane samouszczelniacze typu Siemmera (rys. 12).
Samouszczelniacz jest wykonany z gumy usztywnionej obudową metalową (1).
Elementem uszczelniającym wałek jest krawędź uszczelniająca 3, która pod działaniem
sprężynki dociskowej (2) obejmuje obracający się wałek i zabezpiecza przed wyciekiem
oleju (rys. 3b). Guma jest również używana do uszczelniania szyb, zwłaszcza
w pojazdach samochodowych (rys. 4).
Rys. 12. Samouszczelniacz typu Siemera: 1
–
obudowa, 2
–
sprężyna, 3
–
krawędź [4, s. 151]
Rys. 13. Kształty przekroju uszczelek szyb okien nieotwieranych [4, s. 151]
−
Tworzywa sztuczne znalazły bardzo szerokie zastosowanie jako materiały uszczelniające
ze względu na dużą odporność na działanie czynników chemicznych. Najczęściej są
stosowane: polichlorek winylu (winidur, igelit), bakelit, polietylen, poliamid (nylon,
perlon), polipropylen, teflon i wiele innych. Z wyżej wymienionych tworzyw na
szczególną uwagę zasługuje teflon, który jest odporny na działanie czynników
chemicznych oraz wytrzymuje temperaturę od -190°C do +250°C, czyli odznacza się
najwyższą odpornością na niską i wysoką temperaturę.
−
Różne wyroby warstwowe nasycone żywicami syntetycznymi, jak tekstolit i novotex.
−
Bawełna i konopie są używane jako materiały uszczelniające przede wszystkim w postaci
sznurów, niekiedy nasyconych grafitem lub minią. Sznury te są używane do
uszczelniania połączeń gwintowych rur wodociągowych i innych oraz dławnic zaworów
różnych instalacji rurowych.
Z materiałów stosowanych na uszczelki wymienić można ponadto korek, papier, tekturę,
filc, skórę i wiele innych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie rozróżniamy rodzaje tarcia?
2. Na czym polega smarowanie?
3. Jakie są rodzaje smarowania?
4. Jakie rodzaje olejów maszynowych stosujemy do smarowania?
5. Jakie stosujemy smary stałe?
6. Jakie materiały są stosowane do uszczelniania?
7. Jak działa samo uszczelniacz?
8. Jak można sklasyfikować podstawowe materiały ścierne?
4.4.3. Ćwiczenia
Ćwiczenie 1
Na podstawie DTR maszyny zaznacz, które materiały smarne należy zastosować.
Rodzaj smaru
zastosowanie
oliwa
olej rycynowy
smary roślinne
olej rzepakowy i lniany
sadło
olej kostny
tran wielorybi
tran delfinowy
smary zwierzęce
łój
oleje izolacyjne
oleje turbinowe
oleje wrzecionowe
oleje maszynowe
smary mineralne (oleje czyste
z ropy naftowej, rafinowane
z węgla brunatnego i z węgla
kamiennego, rafinowane
elektrycznie)
oleje silnikowe
smary cylindrowe
smary osiowe wagonowe
smary stale Tovotta
wazelina techniczna
smary mineralne
kalipsol

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować DTR maszyny,
2) wyselekcjonować zalecane środki smarne,
3) zaznaczyć w tabeli typy zalecanych środków smarnych,
4) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−−−−
DTR maszyny lub urządzenia,
−−−−
literatura zgodna z punktem 6 Poradnika dla ucznia.
Ćwiczenie 2
Korzystając z katalogu dobierz materiał uszczelniający do wykonania uszczelki pompy
hydraulicznej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) odszukać w katalogu materiały uszczelniające do pompy hydraulicznej,
3) zanotować wyniki w notatniku,
4) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−−−−
katalog materiałów uszczelniających,
−−−−
literatura zgodna z punktem 6 Poradnika dla ucznia.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wymienić podstawowe rodzaje materiałów ściernych?
2) wymienić podstawowe materiały uszczelniające?
3) scharakteryzować podstawowe materiały uszczelniające?
4) dobrać środki smarne?
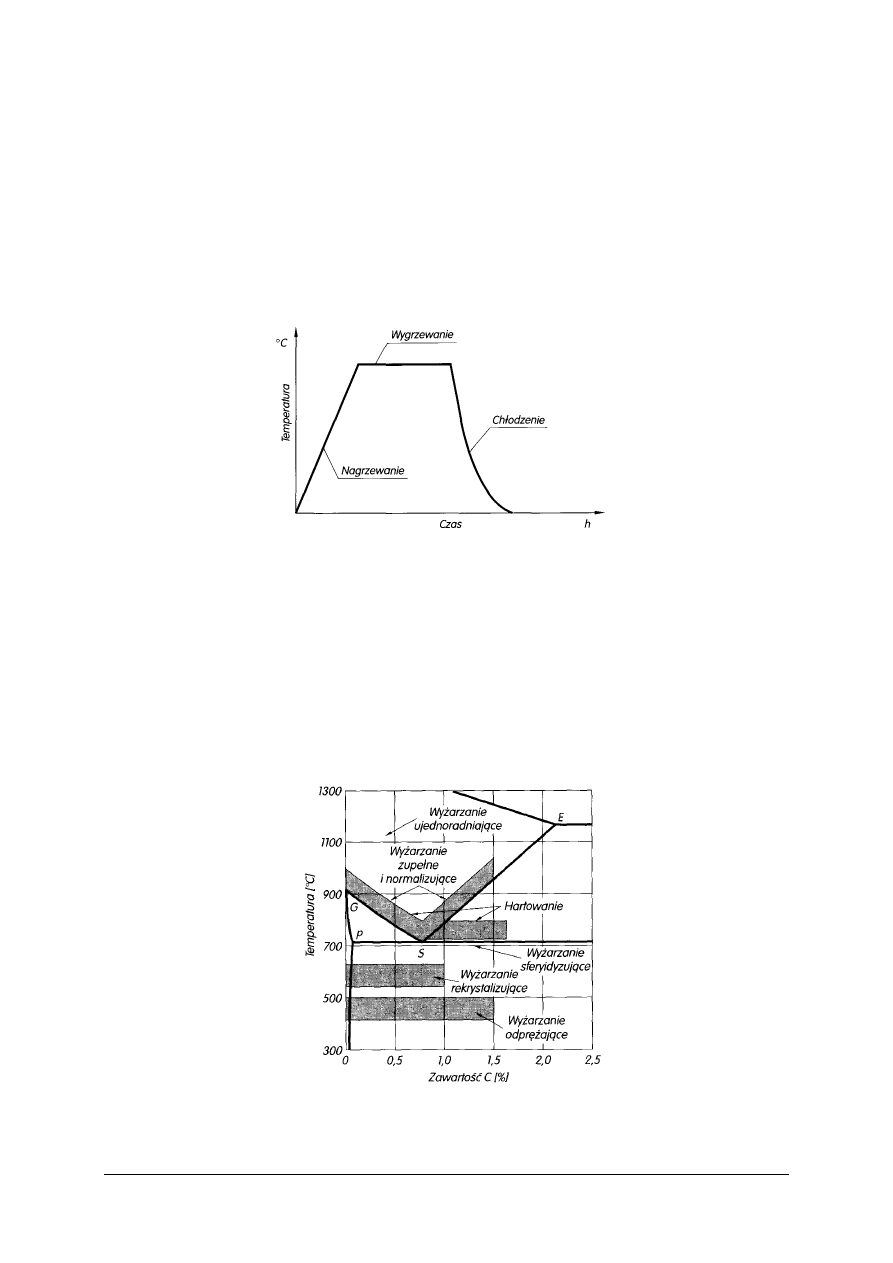
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
4.5. Podstawowe rodzaje obróbki cieplnej i cieplno-chemicznej
4.5.1. Materiał nauczania
Pojęcie obróbki cieplnej
Obróbka cieplna jest to proces technologiczny, którego celem jest zmiana właściwości
metali i stopów przez zmianę struktury wywołaną działaniem temperatury i czasu.
Polega na nagrzaniu materiału do określonej temperatury, wygrzaniu w tej temperaturze
i odpowiednim chłodzeniu.
Rys. 14. Podstawowe zabiegi obróbki cieplnej [6, s. 97]
W procesach obróbki cieplnej istnieją trzy główne grupy operacji cieplnych: wyżarzanie,
hartowanie i odpuszczanie, przesycanie i starzenie. Bardzo ważne znaczenie ma tzw.
ulepszanie cieplne oraz utwardzanie cieplne, które polega na hartowaniu martenzytycznym
i odpuszczaniu stali. Ulepszanie cieplne znacznie polepsza właściwości mechaniczne stali.
Wyżarzanie jest operacją obróbki cieplnej, która polega na nagrzaniu stali do określonej
temperatury, wygrzaniu w tej temperaturze i powolnym chłodzeniu. Celem wyżarzania jest
otrzymanie określonej struktury zapewniającej wymagane właściwości materiału.
W zależności od określonego celu wyróżnia się następujące rodzaje wyżarzania:
ujednorodniające,
normalizujące,
zupne,
izotermiczne,
niezupełne,
sferoidyzujące,
zmiękczające, rekrystalizujące i odprężające.
Rys. 15. Zakresy temperatury wyżarzania stali niestopowych (węglowych) [6, s. 100]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
Hartowanie jest operacją obróbki cieplnej polegającą na nagrzaniu przedmiotu
do temperatury zapewniającej wytworzenie struktury austenitu (o 30–50°C powyżej linii
A
c1,3
) i następnie szybkim chłodzeniu. Celem hartowania jest uzyskanie struktury
martenzytycznej lub bainitycznej, charakteryzującej się między innymi odpowiednio dużą
twardością. Stale niestopowe (węgłowe) hartuje się w wodzie, stopowe w oleju,
wysokostopowe, tzw. samohartujące się – w powietrzu. Hartowanie zwykłe to hartowanie
z ciągłym chłodzeniem w środowisku o temperaturze niższej od temperatury M
s
początku
przemiany martenzytycznej z szybkością większą od krytycznej. Istnieją przy tym warunki do
powstawania naprężeń cieplnych i strukturalnych. Hartowanie stopniowe polega na
chłodzeniu przedmiotu w kąpieli solnej o temperaturze nieco wyższej od M
s
, ochłodzeniu
jego objętości do temperatury kąpieli i następnie chłodzeniu w powietrzu. Hartowanie
bainityczne z przemianą izotermiczną polega na chłodzeniu w kąpieli solnej do temperatury
bliskiej, Lech nieco wyższej od M
s
, wytrzymaniu w tej temperaturze do zakończenia
przemiany bainitycznej, a następnie chłodzeniu w powietrz.
Właściwości stali zahartowanej określają dwie cechy: hartowność i utwardzalność.
Utwardzalność jest to zdolność stali do utwardzania się przy hartowaniu. Miarą
utwardzalności jest maksymalna twardość mierzona na powierzchni. Twardość zależy od
ilości węgla i rośnie do zawartości ok. 0,9% C. Hartowność określa głębokość, na jaką stal
daje się zahartować. Miarą hartowności jest głębokość strefy zahartowanej. Głębokość
warstwy zahartowanej określa się od powierzchni zewnętrznej do początku strefy, której
struktura składa się z 50% martenzytu. Po hartowaniu martenzytycznym stale konstrukcyjne
wykazują duże naprężenia własne i strukturalne oraz małą plastyczność, co uniemożliwia ich
bezpośrednie użycie. W celu zmniejszenia tych niekorzystnych skutków stosuje się
odpuszczanie.
Odpuszczanie jest operacją obróbki cieplnej stosowanej po hartowaniu, polegającą na
nagrzaniu przedmiotu poniżej temperatury A
c1
, wygrzaniu i następnie chłodzeniu.
Temperatura nagrzewania i czas wygrzewania zależą od rodzaju stali i celu odpuszczania.
Odpuszczanie może być: niskie, średnie i wysokie. Odpuszczanie niskie polega na nagrzaniu
przedmiotu do temperatury 150–200°C i następnie chłodzeniu. Celem procesu jest usunięcie
naprężeń hartowniczych przy zachowaniu dużej twardości i odporności na ścieranie.
Odpuszczanie średnie przeprowadza się w zakresie temperatur 200–500°C. Celem jest
uzyskania dużej wytrzymałości i sprężystości stali przy dość znacznym obniżeniu twardości.
Odpuszczanie wysokie prze biega powyżej temperatury 500°C lecz poniżej A
c1
. Celem jego
jest uzyska nie możliwie największej udarności, zwiększenie stosunku granicy plastyczności
do granicy wytrzymałości oraz prawie całkowite usunięcie naprężeń hartowniczych.
Temperatura i czas odpuszczania zależą od wymaganych właściwości.
Obróbka cieplno-chemiczna
Obróbka cieplno-chemiczna stali polega na wygrzewaniu stali w określonym środowisku
chemicznym w celu dyfuzyjnego wprowadzenia do warstwy przypowierzchniowej
przedmiotu obcego pierwiastka (a nawet dwóch lub trzech pierwiastków). Celem dyfuzyjnego
wprowadzenia pierwiastków do warstwy przypowierzchniowej jest uzyskanie określonych,
korzystnych właściwości użytkowych, np.: wysokiej twardości warstwy wierzchniej części
przy zachowaniu ciągliwości rdzenia, wysokiej odporności na ścieranie, zmniejszenie
współczynnika tarcia, podwyższenia odporności na korozję, itp.
Obróbka cieplno-chemiczna dzieli się na:
−
dyfuzyjne nasycanie niemetalami: nawęglanie, azotowanie, siarkowanie, utlenianie,
borowanie, krzemowanie,
−
dyfuzyjne nasycanie metalami: aluminiowanie, chromowanie, cynkowanie, tytanowanie,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
−
dyfuzyjne
nasycanie
wieloskładnikowe:
węgloazotowanie,
tlenoazotowanie,
węglotytanowanie, siarkowęgloazotowanie.
Obróbka cieplno-chemiczna w zależności od rodzaju pierwiastka nasycającego może
przebiegać w środowisku stałym, ciekłym lub gazowym, bogatym w pierwiastek dyfundujący
do stali. W wielu przypadkach jest to środowisko gazowe, w którym mogą zachodzić procesy:
dysocjacji, adsorpcji i dyfuzji. W wyniku tych procesów powstaje warstwa dyfuzyjna
wykazująca największe stężenie dyfundującego pierwiastka na powierzchni. Stężenie to
maleje w miarę zwiększenia głębokości warstwy przypowierzchniowej.
Zespół operacji polegający na nawęglaniu. hartowaniu i niskim odpuszczaniu nazywa się
węgloutwardzaniem cieplnym. Wynikiem tego procesu jest otrzymanie odpornej na ścieranie
warstwy powierzchniowej o twardości 60–64 HRC z zachowaniem ciągliwości rdzenia
o twardości 25–35 HRC. W produkcji jednostkowej i małoseryjnej stosuje się nawęglanie
w proszkach, w produkcji masowej – nasycanie gazowe.
Nawęglanie w proszkach przeprowadza się w temperaturze 900–950°C w szczelnie
zamkniętych
ż
aroodpornych
skrzynkach
wypełnionych
węglem
drzewnym
z intensyfikatorami (np. BaCO
3
, Na
2
CO
3
). Proces jest długotrwały i nie można go w pełni
kontrolować. Nawęglanie gazowe polega na wygrzewaniu przedmiotów w komorach pieca,
przez które przepływa gaz nawęglający (np. gaz: ziemny, świetlny, generatorowy,
koksowniczy). Najsilniej działający jest gaz ziemny, który stosuje się z produktami
niezupełnego spalania gazu ziemnego, otrzymując główne składniki mieszaniny (nie
tworzącej sadzy): CH
4
, CO i N
2
. W temperaturze nawęglania 900–950°C zachodzą reakcje:
CH
4
= 2H
2
+ C
2CO = CO
2
+ C
w wyniku których powstaje węgiel dyfundujący do stali. Powierzchnie nie nawęglane
zabezpiecza się przez galwaniczne pokrywanie miedzią lub za pomocą specjalnych past
złożonych z glinki, boraksu, szkła wodnego itp. Głębokości warstw nawęglonych wynoszą
0,6–2mm. Stale niestopowe do nawęglania zawierają 0,1–0,25% C, a stale niskostopowe
0,07–0,24% C. Po nawęglaniu należy przeprowadzić właściwy proces hartowania z niskim
odpuszczaniem. Twardość po nawęglaniu zostaje zachowana przy odpuszczaniu do ok.
200°C.
Azotowanie jest dyfuzyjnym procesem nasycania stali w warstwie przypowierzchniowej.
Istnieją dwa rodzaje azotowania: utwardzające i przeciwkorozyjne. Azotowaniu poddaje się
specjalne stale stopowe po ulepszaniu cieplnym, tj. hartowaniu i wysokim odpuszczaniu.
Stale te mają temperaturę odpuszczania wyższą od temperatury azotowania utwardzającego.
Pierwiastki stopowe tych sta]i tworzą trwałe azotki zapewniające zachowanie bardzo
wysokiej twardości (900–1200 HV) podczas długotrwałej pracy w temperaturze do ok. 500°C
oraz odporność na ścieranie. Inne stale poddaje się azotowaniu w celu wytworzenia warstwy
antykorozyjnej
lub zwiększeniu
wytrzymałości
zmęczeniowej.
Proces
azotowania
utwardzającego przebiega najczęściej w temperaturze 500–520°C w ciągu 10–100 godzin.
W praktyce grubości warstw azotowanych wynoszą 0,1+0,6 mm. Maksymalna twardość
występuje na głębokości ok. 0,05 mm. Azotowanie przeciwkorozyjne prowadzi się
w temperaturze 600–700°C w ciągu 0,5 do kilku godzin, w celu uzyskania bardzo szczelnej
umiarkowanie twardej warstwy o dobrej odporności na korozję i grubości do 0,02 mm,
a nawet do 0,04 mm.
Urządzenia do nagrzewania i chłodzenia
Przedmioty w czasie obróbki cieplnej nagrzewane są w specjalnych piecach.
W zależności od sposobu ogrzewania rozróżnia się piece gazowe, elektryczne z kąpielą. Piece
gazowe buduje się jako piece komorowe lub muflowe. W piecach muflowych spaliny
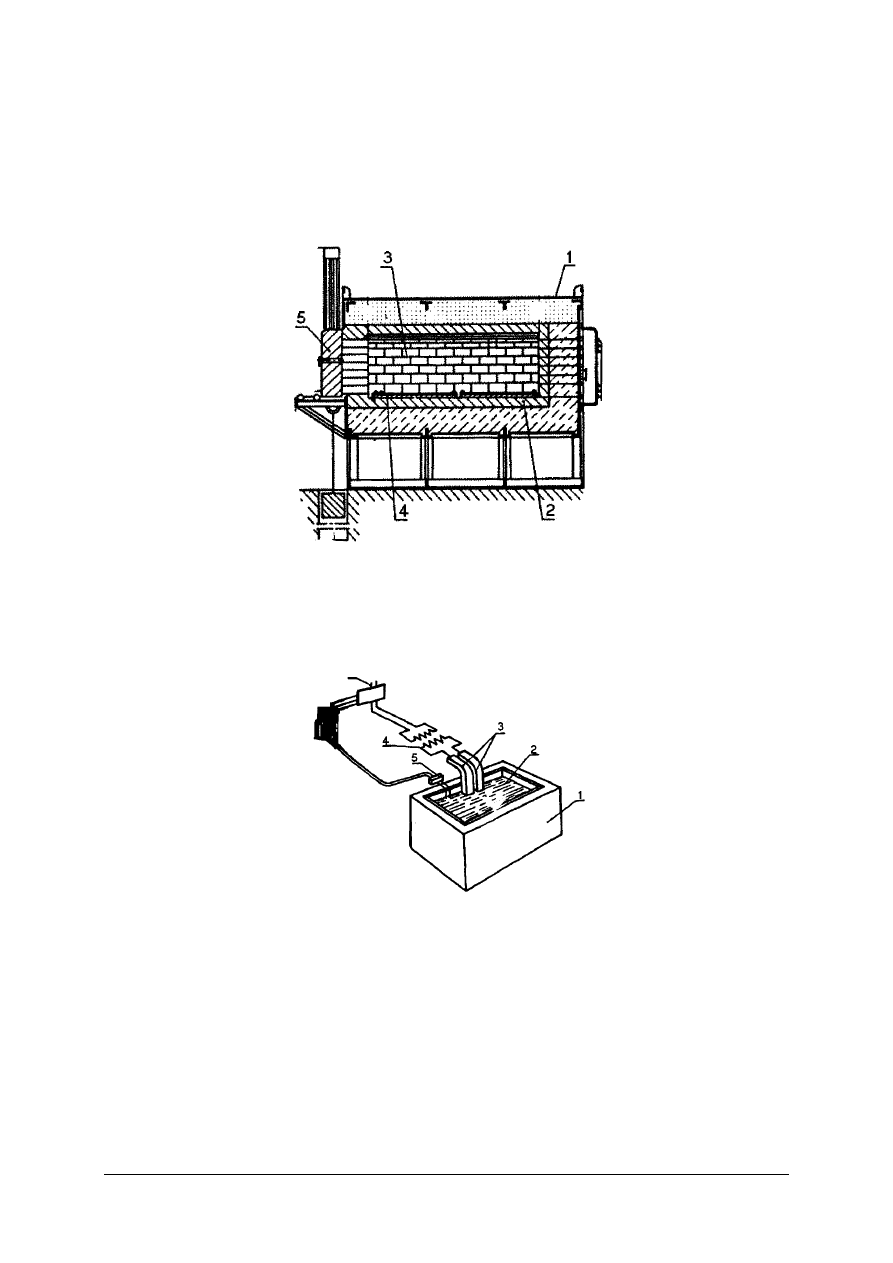
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
nagrzewają zewnętrzne ściany ogniotrwałej komory zwanej muflą. Przedmioty umieszczone
w mufli nagrzewają się przez promieniowanie.
W piecach elektrycznych ciepło wytwarza się podczas przepływu prądu elektrycznego
przez elementy grzewcze, które wykonane są z materiałów o dużej rezystancji. Piece takie nie
wytwarzają spalin i utrzymują stałą temperaturę. Wadą ich jest znaczny koszt wytworzenia
i eksploatacji.
Rys. 16. Piec elektryczny komorowy do nagrzewania stali przy hartowaniu: 1 – obudowa, 2 – kształtownik
szamotowy, 3 – komora grzejna, 4 – płyta żaroodporna, 5 – drzwi [3, s. 87]
Piec z kąpielą solną stanowi tygiel, wypełniony solami, które pod wpływem ciepła topią
się tworząc kąpiele grzewcze. Przedmioty nagrzewa się zamraczając je w gorącej kąpieli
solnej.
Rys. 17. Schemat urządzenia do nagrzewania w kąpieli solnej: 1 – wanna, 2 – sól, 3 – elektrody,
4 – transformator, 5 – termoelement [3, s. 88]
W wannie (1) znajduje się kąpiel grzewcza (2), nagrzewana bezpośrednio prądem za
pomocą dwóch elektrod (3). Prąd jest doprowadzony z sieci (6) przez transformator (4).
Temperaturę kąpieli mierzy się za pomocą termoelementu (5). Piec powinien być
wyposażony w urządzenie usuwające niebezpieczne dla zdrowia pary soli.
Urządzenia do chłodzenia w kąpielach nazywają się wannami hartowniczymi. Są to
zbiorniki z blachy stalowej, wypełnione cieczą. Na skutek ciągłej pracy (chłodzenia) temp.
kąpieli wzrasta, co przeszkadza w procesie. Przeciwdziała się temu stosując płaszcz wodny
Taki sposób utrzymywania stałe temperatury kąpieli wymaga stosowania zbiornika
o podwójnych ścianach. Lepsze konstrukcyjnie jest rozwiązanie wanny chłodzącej
z wężownicą umieszczoną w samym zbiorniku.
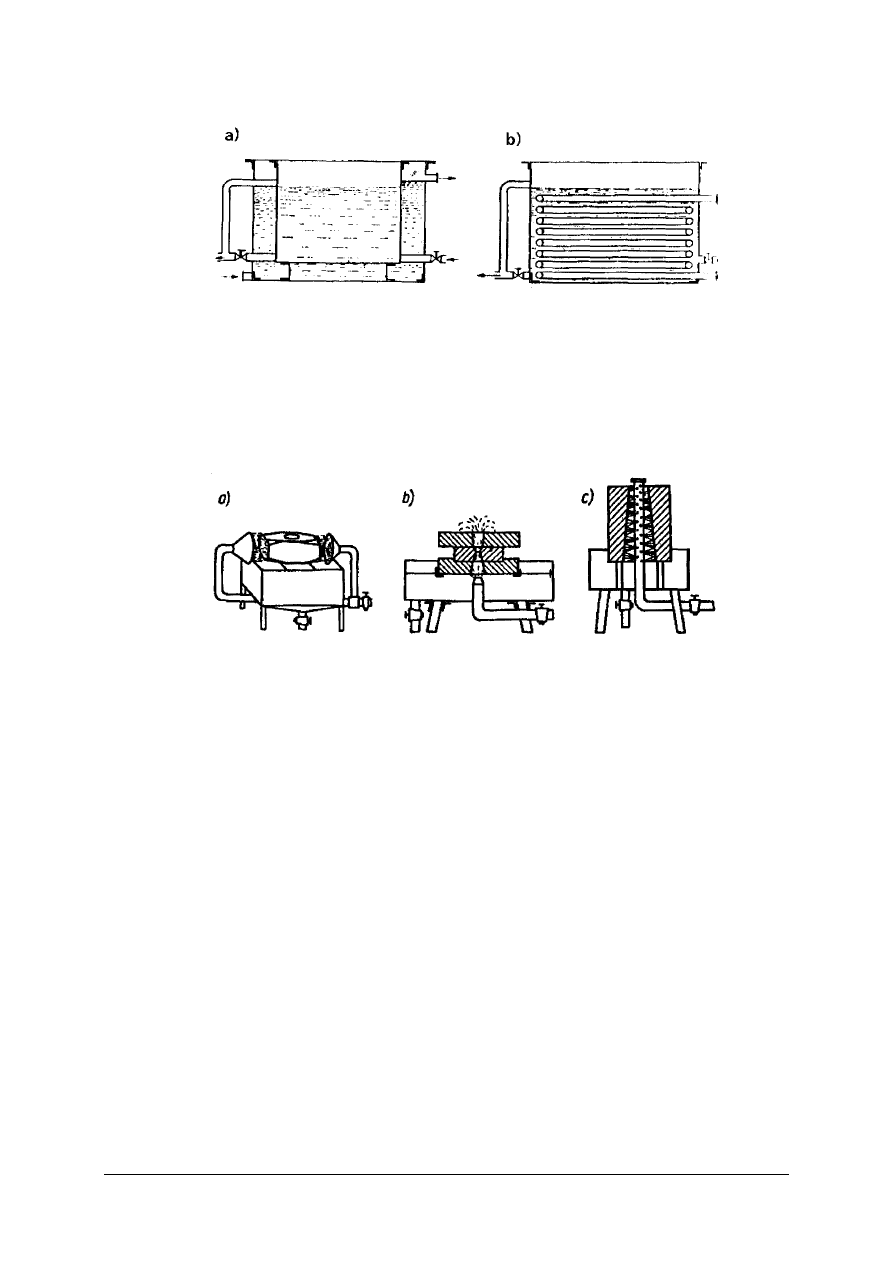
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
Rys. 18. Wanny chłodzone: a) płaszczem wodnym, b) wężownicą [3, s. 88]
Dopływ wody zimnej do obu typów chłodnic powinien być u dołu, a dopływ wody
ogrzanej u góry.
Poza sposobem chłodzenia w wannach stosuje się sposób chłodzenia natryskiem. Jest on
stosowany przy hartowaniu częściowym narzędzi lub dużych przedmiotów. Najprostsze
urządzenie natryskowe składa się z podstawy, na której kładzie się chłodzony przedmiot
i odpowiednio do jego kształtu dopasowanej dyszy chłodzącej. Cieczą chłodzącą jest zwykle
woda.
Rys. 19. Urządzenia do chłodzenia natryskiem cieczy: młota, b) otworu ciągadła, c) tulei [3, s. 88]
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaki jest cel i zakres stosowania obróbki cieplnej?
2. Jakie są przemiany zachodzące podczas nagrzewania, wygrzewania i chłodzenia?
3. Jaki jest cel i zakres stosowania hartowania?
4. Na czym polega hartowanie na wskroś i hartowanie powierzchniowe?
5. Jakie struktury uzyskuje się po hartowaniu?
6. Jakie są urządzenia do nagrzewania i urządzenia do chłodzenia?
7. Na czym polega celowość odpuszczania?
8. Na czym polega ulepszanie cieplne i kiedy się go stosuje?
9. Jaki jest cel i zakres stosowania wyżarzania?
10. Na czym polegają: wyżarzanie ujednoradniające, normalizujące, zmiękczające,
rekrystalizujące, odprężające?
11. Jaki jest istota nawęglania?
12. Na czym polega nawęglanie: w środowisku stałym, ciekłym i gazowym?
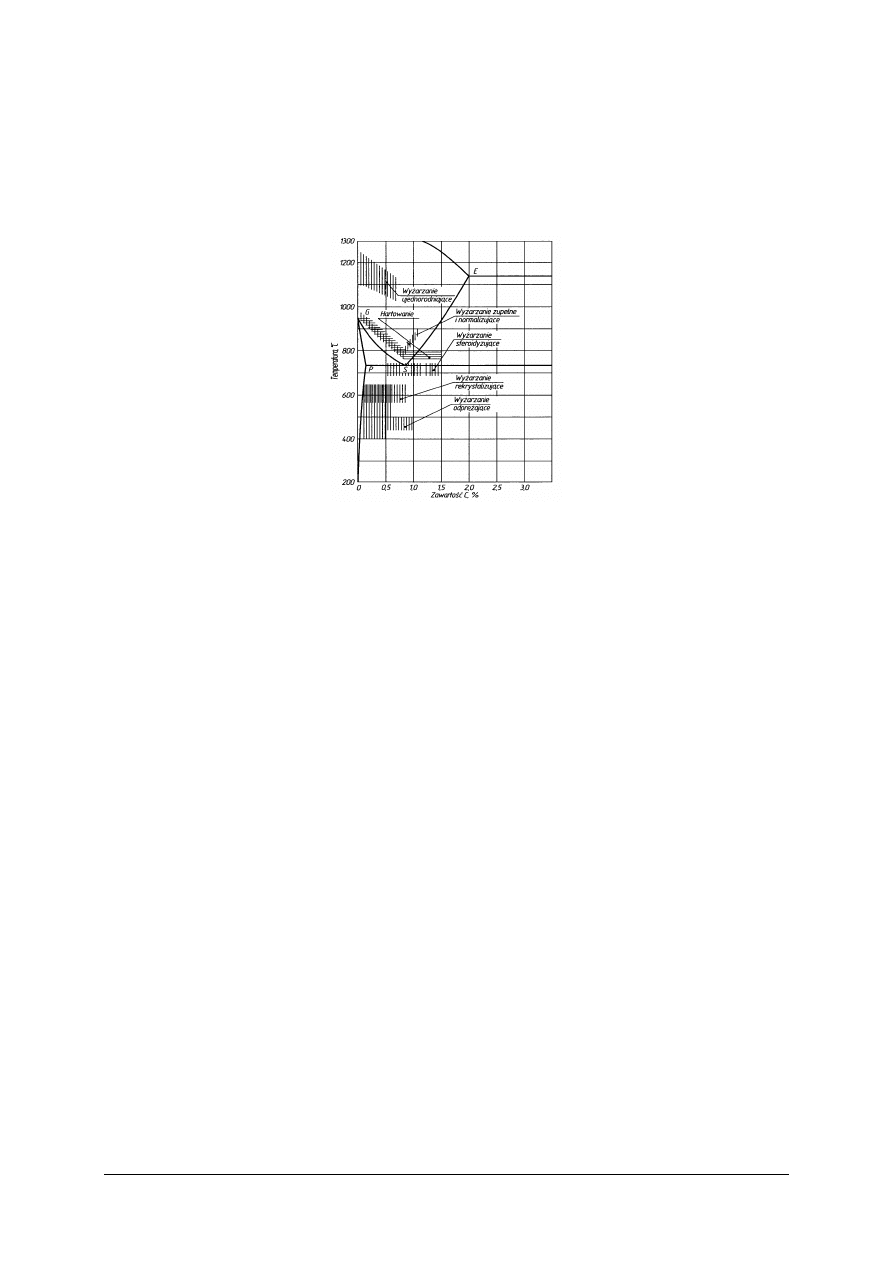
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
4.5.3. Ćwiczenie
Ćwiczenie 1
Wyznacz na podstawie uproszczonego wykresu Fe–Fe
3
C temperaturę hartowania stali
niestopowej o zawartości 0,5% C.
Rysunek do ćwiczenia 1 [6, s. 18]
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przygotować stanowisko do wykonania ćwiczenia,
2) odszukać na wykresie Fe–Fe
3
C skład chemiczny stali 0,5% C i poprowadzić od niego
linię prostopadłą do przecięcia z linią GS,
3) odczytać temperaturę przemiany A
c3
– 760°C (1033 K),
4) dodać 30°C do odczytanej temperatury; jest to temperatura do której należy nagrzać stal,
aby uzyskać austenit,
5) wybrać ośrodek chłodzący, (zwrócić uwagę na szybkość chłodzenia) zapewniający
uzyskanie struktury martenzytycznej,
6) przedstawić wynik ćwiczenia.
Wyposażenie stanowiska pracy:
−
uproszczony wykres Fe–Fe
3
C,
−
przybory do rysowania,
−
literatura zgodna z punktem 6 Poradnika dla ucznia.
Ćwiczenie 2
Wyznacz na podstawie uproszczonego wykresu Fe–Fe
3
C temperaturę wyżarzania
normalizującego dla stali niestopowej o zawartości 0,4% C i 1,2% C.
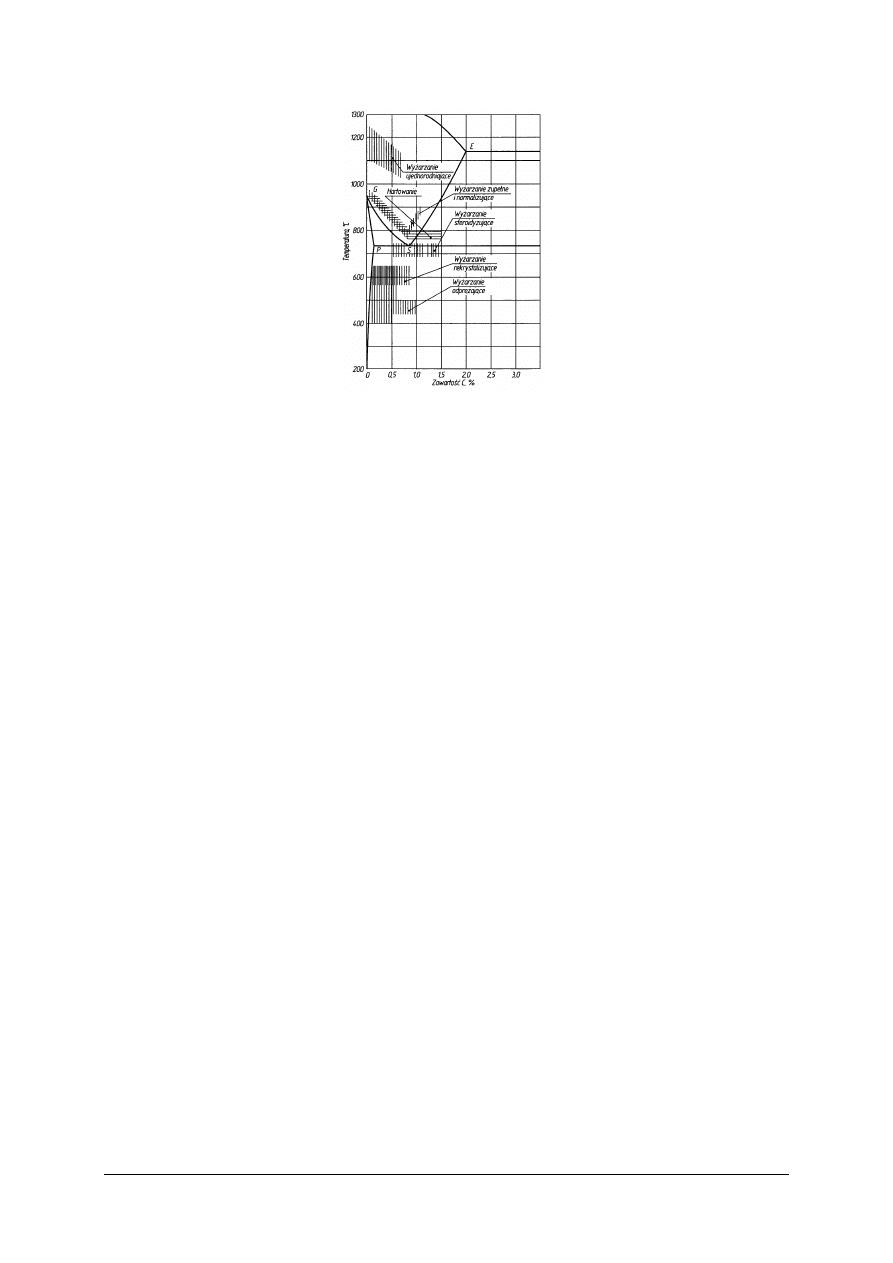
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
Rysunek do ćwiczenia 2 [6, s. 18]
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przygotować stanowisko do wykonania ćwiczenia,
2) odszukać na osi składników wykresu Fe–Fe
3
C zawartość 0,4% C i poprowadzić od niego
linię prostopadłą do przecięcia z linią GS,
3) odczytać temperaturę przemiany A
3
przez poprowadzenie z punktu przecięcia linii
prostopadłej do skali temperatur – 820°C (1093 K),
4) dodać 30°C (K) i otrzymujemy temperaturę 850°C (1123 K), do której należy nagrzać stal
0,4%, aby uzyskać austenit,
5) wybrać ośrodek chłodzący, zapewniający otrzymanie struktury perlityczno-ferrytyczną,
6) postępować podobnie przy odczytywaniu temperatury austenityzacji stali o zawartości
1,2% C,
7) określić temperaturę nagrzewania stali niestopowej o zawartości 0,4% C i 1,2% C
8) przedstawić wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−
uproszczonego wykresu Fe–Fe
3
C,
−
przybory do rysowania,
−
literatura zgodna z punktem 6 Poradnika dla ucznia.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyjaśnić cel i zakres stosowania hartowania?
2) scharakteryzować rodzaj odpuszczania?
3) określić cel nawęglania?
4) określić cel i zakres stosowania wyżarzania?
5) przedstawić, na czym polega ulepszanie cieplne i kiedy się go
stosuje?
6) opisać rodzaje struktur uzyskanych po hartowaniu?
7) określić cel i zakres stosowania obróbki cieplnej?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań o różnym stopniu trudności. Wszystkie zadania są zadaniami
wielokrotnego wyboru i tylko jedna odpowiedź jest prawidłowa.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi – zaznacz prawidłową
odpowiedź znakiem X (w przypadku pomyłki należy błędną odpowiedź zaznaczyć
kółkiem, a następnie ponownie zakreślić odpowiedź prawidłową).
6. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego
rozwiązanie na później i wróć do niego, gdy zostanie Ci czas wolny. Trudności mogą
przysporzyć Ci zadania: 16–20, gdyż są one na poziomie trudniejszym niż pozostałe.
Przeznacz na ich rozwiązanie więcej czasu.
8. Czas trwania testu – 30 minut.
9. Maksymalna liczba punktów, jaką można osiągnąć za poprawne rozwiązanie testu
wynosi 20.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1. Przewodność elektryczną zaliczamy do własności
a) chemicznych.
b) technologicznych.
c) fizycznych.
d) mechanicznych.
2. Stalą nazywamy stop żelaza z węglem o
a) zawartości węgla do 2% poddany obróbce plastycznej.
b) zawartości węgla powyżej 2% poddany obróbce plastycznej.
c) dowolnej zawartości węgla poddany obróbce plastycznej
d) zawartości węgla 4,6% nie poddany obróbce plastycznej.
3. Odkształceniem plastycznym nazywamy
a) zmianę kształtu ciała pod wpływem działającego obciążenia bez powrotu tego ciała
do poprzedniej postaci po ustąpieniu tego obciążenia.
b) zmianę kształtu i wymiarów ciała z powrotem do poprzedniej postaci po ustąpieniu
obciążenia.
c) odkształcenie, przy którym następuje destrukcja ciała.
d) odkształcenie przy którym występuje tylko naprężenie normalne.
4. Stop CuZn10Sn zawiera 10%
a) miedzi.
b) cynku.
c) cynku i miedzi.
d) cyny.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
5. Najtwardszym materiałem ściernym jest
a) korund.
b) diament.
c) kwarc.
d) karborund.
6. śeliwo to
a) techniczny stop żelaza o zawartości węgla powyżej 2%.
b) stop żelaza z węglem i innymi pierwiastkami o zawartości węgla ponad 2%
stosowany w postaci odlewów.
c) mieszanina eutektyczna.
d) stop żelaza o zawartości węgla 3,2% i temperaturze 1243°C.
7. Metoda Brinella służy do pomiaru
a) wytrzymałości na rozciąganie.
b) twardości.
c) udarności.
d) sprężystości.
8. Kompozyt powstaje poprzez
a) połączenie dwóch jednakowych materiałów.
b) połączenie dwóch lub wielu różnych materiałów.
c) stopienie dwóch materiałów.
d) zlutowanie dwóch materiałów.
9. Uszczelnienia gumowe bazują na
a) kauczuku.
b) polichlorku winylu.
c) etylenie.
d) propylenie.
10. Według składu chemicznego stale dzielimy na
a) niestopowe i stopowe.
b) walcowane i odlewane.
c) ciągnione i łuszczone.
d) odlewane i kute.
11. śeliwa sferoidalne nazywane są tak, dlatego że
a) są odlewane w postaci kulek.
b) mają postać kul pustych w środku.
c) grafit wydziela się w postaci kulek.
d) są odporne na działanie atmosfery.
12. Termoplasty to tworzywa sztuczne, które
a) miękną podgrzane do wysokiej temperatury.
b) są plastyczne w temperaturze pokojowej.
c) miękną ochłodzone do niskich temperatur.
d) są plastyczne aż do wypaleniu w piecu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
61
13. Elementy z proszków metali kształtuje się przez
a) spiekanie w wysokiej temperaturze pod wysokim ciśnieniem.
b) odlewanie się do form.
c) sklejanie żywicami.
d) walcowanie na gorąco.
14. Cermetale to
a) materiały metalowo-ceramiczne.
b) metale powlekane ceramiką.
c) materiały metalowe służące do uszczelniania.
d) metale pokryte korozją.
15. Głównym składnikiem gumy jest
a) kauczuk.
b) sadza.
c) sulfonamidy.
d) środki spieniające.
16. Oleje i smary o niskiej temperaturze krzepnięcia nie powinny zawierać
a) grafitu.
b) nafty.
c) benzyny.
d) węglowodorów parafiny.
17. Dodatek krzemu do stali oznacza się literą
a) W.
b) S.
c) C.
d) U.
18. Stale do nawęglania mają następujące oznaczenia
a) 15H, 16HG, 15HN.
b) 30G2, 45H, 35HM.
c) 38HMJ.
d) St6, 45, 1.2343.
19. Najwartościowszy element drewna stosowany w technice to
a) łyko.
b) rdzeń.
c) biel i twardziel.
d) deska.
20. Smar maszynowy 1 przeznaczony jest do smarowania
a) lekko obciążonych powierzchni ślizgowych o temperaturze pracy do 50°C,
b) średnio obciążonych powierzchni ślizgowych o temperaturze pracy do 60°C,
c) silnie obciążonych łożysk ślizgowych o temperaturze pracy do 140°C,
d) silnie obciążonych łożysk ślizgowych o temperaturze pracy do 200°C,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
62
KARTA ODPOWIEDZI
Imię i nazwisko ……………………………………………………..
Stosowanie materiałów konstrukcyjnych i eksploatacyjnych
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
63
6. LITERATURA
1. Bożenko L.: Maszynoznawstwo dla szkoły zasadniczej. WSiP, Warszawa 1998
2. Dobrzański L.: Metalowe materiały inżynierskie. WNT, Warszawa 2004
3. Dobrzański L.: Metaloznawstwo i obróbka cieplna. WSiP, Warszawa 1997
4. Górecki A.: Technologia ogólna. Podstawy technologii mechanicznych. WSiP,
Warszawa 2005
5. Mac S.: Obróbka metali z materiałoznawstwem. WSiP, Warszawa 1999
6. Wielgoławski M.: Nowe blachy w nadwoziu. Auto Moto Serwis 5/2006
7. Zwora J.: Podstawy technologii maszyn. WSiP, Warszawa 2001
8. www.home.agh.edu.pl
9. www.szymkrzysztof.republika.pl
10. www.thyssenkrupp-energostal.pl
Wyszukiwarka
Podobne podstrony:
więcej podobnych podstron