Praca domowa nr 3. Wał maszynowy
Strona 1 z 6
www.pkm.pollub.pl
1. Wał maszynowy – tre problemu
Problem I. Wał sprz głowy reduktora jednostopniowego
Rys.
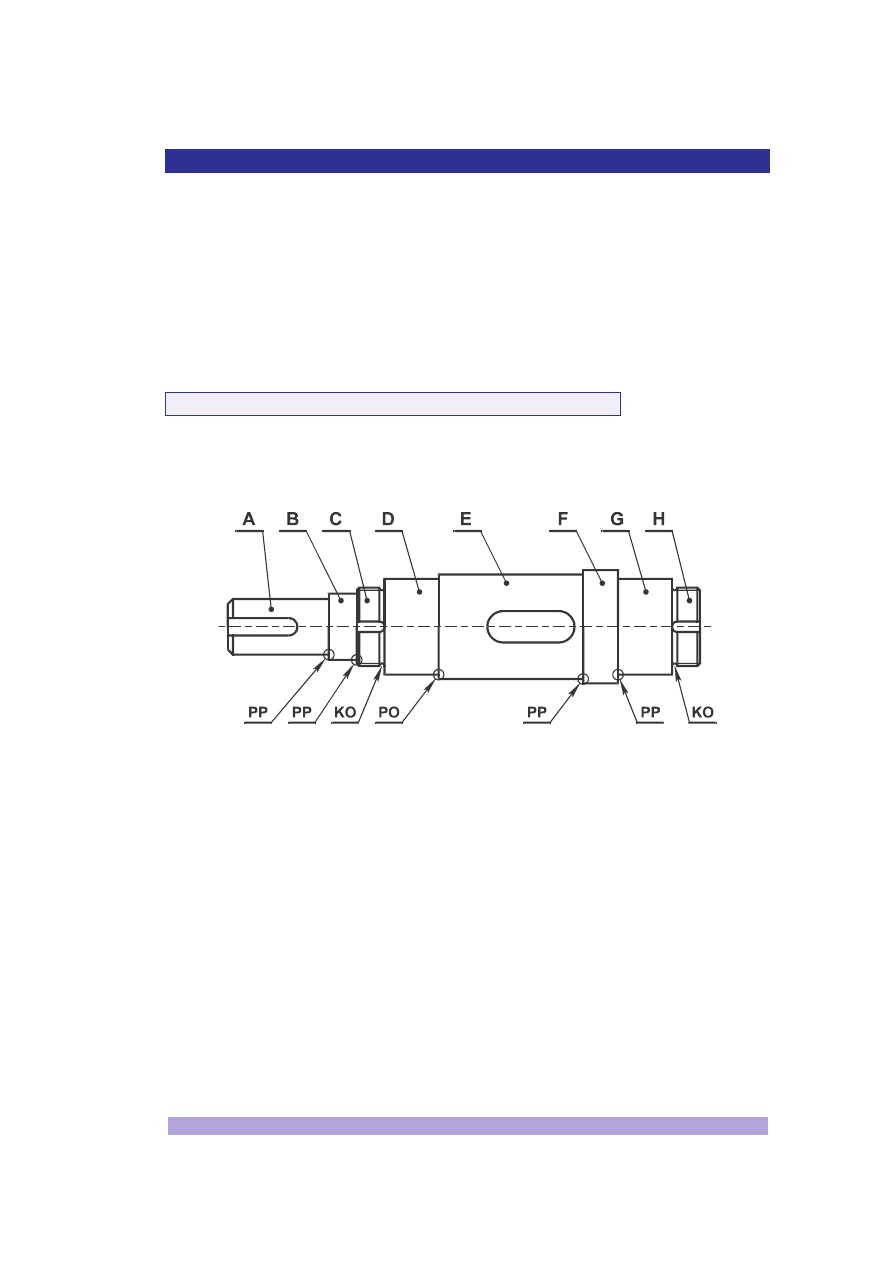
1. przedstawia schemat typowego stopniowego wału maszynowego, stosowanego
w reduktorach jednostopniowych z przekładni z bat o kołach walcowych.
Rysunek 1. Schemat projektowanego wału maszynowego
A
– czop ko cowy (pod sprz gło),
B
– czop pod uszczelnienie filcowe,
C
–
czop pod mocowanie ło yska,
D
– czop pod ło ysko toczne,
E
– czop pod
koło z bate,
F
– czop pod uszczelnienie filcowe,
G
– czop pod ło ysko
toczne,
H
– czop pod mocowanie ło yska;
PP
– przej ciowa powierzchnia
pier cieniowa o znormalizowanym promieniu,
PO
– znormalizowane
podci cie obróbkowe rodzaju C,
KO
– karb obr czkowy (półpier cie ).
1. Maj c dan warto momentu obrotowego T
1
na czopie ko cowym oraz rodzaj
czopa (długi/krótki), w oparciu o algorytm podany w dalszej cz ci opracowania (patrz
rozdz. 2.) dobra wymiary geometryczne wału stopniowego zgodnego ze schematem.
(Dobór wymiarów na podstawie algorytmu ma charakter wst pny. Przy projektowaniu
reduktorów nale y przede wszystkim opiera si na wynikach oblicze
wytrzymało ciowych.)

Praca domowa nr 3. Wał maszynowy
Strona 2 z 6
www.pkm.pollub.pl
2. Sporz dzi rysunek wykonawczy wału, zgodnie z ustalonymi wymiarami
geometrycznymi. Dobra odpowiedni podziałk rysunku. Przy doborze podziałki
kierowa si nast puj cymi regułami:
• rednica czopa ko cowego niewi ksza ni 20 mm — podziałka 2
:
1,
• rednica czopa ko cowego wi ksza ni 20 mm i niewi ksza od 40 mm
— podziałka 1
:
1,
• rednica czopa ko cowego wi ksza ni 40 mm i niewi ksza od 80 mm
— podziałka 1
:
2.
W celu podania poprzecznych wymiarów rowków pod wpust oraz rowków
ustalaj cych podkładki z bate sporz dzi odpowiednie przekroje poprzeczne b d kłady.
Podci cia obróbkowe oraz karby narysowa i zwymiarowa w widokach cz stkowych o
zwi kszonej podziałce
3. Przyj nast puj ce zało enia odno nie stanu powierzchni:
• chropowato powierzchni walcowych czopów
B
,
F
— Ra
0,8;
• chropowato powierzchni walcowych czopów
A
,
D
,
G
— Ra
1,6;
• chropowato powierzchni walcowej czopa
E
, gwintów na czopach
C
,
H
, powierzchni
bocznych rowków pod wpust w czopach
A
,
E
— Ra
3,2;
• chropowato pozostałych powierzchni — Ra
6,3;
4. Stolerowa normalnie nast puj ce wymiary:
• Szeroko rowków pod wpust w czopach
A
,
E
— w klasie
N9;
• rednice czopów
D
,
E
,
G
— w klasie
k6;
• rednic czopa
A
— w klasie
m6;
Uwaga: Przy umiejscawianiu wymiarów na rysunku kierowa si nast puj cymi
zasadami:
–
zasad niepodawania wymiarów oczywistych,
–
zasad niepowtarzania wymiarów,
–
zasad grupowania wymiarów
Ponadto wymiary powinny by umieszczone w taki sposób, aby
linie wymiarowe nie
przecinały si z innymi liniami wymiarowymi lub liniami pomocniczymi. Liczby
wymiarowe wpisuje si (o ile jest to mo liwe) w połowie długo ci linii wymiarowej, tu
nad lini i równolegle do niej.
Praca domowa nr 3. Wał maszynowy
Strona 3 z 6
www.pkm.pollub.pl
Informacje pomocnicze:
• rozwi zanie wykona na arkuszu rysunkowym formatu A3; obliczenia zwi zane
z doborem wymiarów geometrycznych wału
zamie ci na odwrotnej stronie
arkusza,
• kraw dzie widoczne rysowa lini ci gł grub ,
• osie symetrii rysowa lini cienk „długa kreska-kropka” (–––– ⋅
––––
⋅ –––– ⋅ ),
• poło enie płaszczyzn przekrojów oraz kładów zaznacza lini cienk „długa
kreska-kropka”,
• kreskowanie wykonywa lini cienk ci gł , ze stał podziałk , pod k tem 45°
(ewentualnie 135°) do poziomu,
• linie wymiarowe oraz pomocnicze linie wymiarowe rysowa lini cienk ci gł ;
liczby i znaki wymiarowe pisa pismem technicznym o wysoko ci 3,5 mm,
zgodnym z norm
PN-EN ISO 3098: 2003
• odległo linii wymiarowej najbli szej zarysowi przedmiotu winna by niemniejsza
ni 10 mm, odległo ci pomi dzy kolejnymi liniami wymiarowymi — niemniejsza ni
7 mm.
2. Algorytm doboru wymiarów geometrycznych
Czop
A
(ko cowy pod sprz gło)
1.
Korzystaj c z tabeli D1.2 (Dodatek 1.) dobra wielko rednicy d
A
czopa ko cowego
wału odpowiadaj c zadanemu momentowi obrotowemu T
1
, zakładaj c, e moment
zginaj cy ma warto zaniedbywaln . W przypadku, gdy warto T
1
nie znajduje si w
tabeli (T
1
<
206 Nm), wyliczy rednic ze wzoru D1.1 (Dodatek 1.) i przyj
najmniejsz warto normaln z tabeli D1.2, która jest wi ksza od warto ci obliczonej.
2.
Korzystaj c z tabeli D1.1 (Dodatek 1.) i uwzgl dniaj c zadany rodzaj czopa dobra
długo l
A
czopa dla przyj tej rednicy d
A
.
3.
Znaj c rednic i długo czopa dobra wymiary rowka pod wpust: długo l
w
A
,
szeroko b
A
oraz wymiar s
A
. Wykorzysta tabele D5.2 i D5.1 (Dodatek 5.).
4.
Okre li wielko sfazowania wprowadzaj cego c
A
w zale no ci od przyj tej rednicy
d
A
. Przyj k t sfazowania równy 45°, natomiast wysoko c
A
dobra na podstawie
tabeli 1.
5.
Dobra wielko nakiełka do wykonania na powierzchni czołowej wału w zale no ci
od rednicy d
A
. Zastosowa nakiełki odmiany A albo odmiany B. Wykorzysta tabel
D6.1 (Dodatek 6.). Przyj , e nakiełek
mo e pozosta w wyrobie gotowym.
6.
Odczyta odchyłki dla wymiarów
∅d
A
m6; b
A
N9; (tabele D9.1, D9.2, Dodatek 9.)
Praca domowa nr 3. Wał maszynowy
Strona 4 z 6
www.pkm.pollub.pl
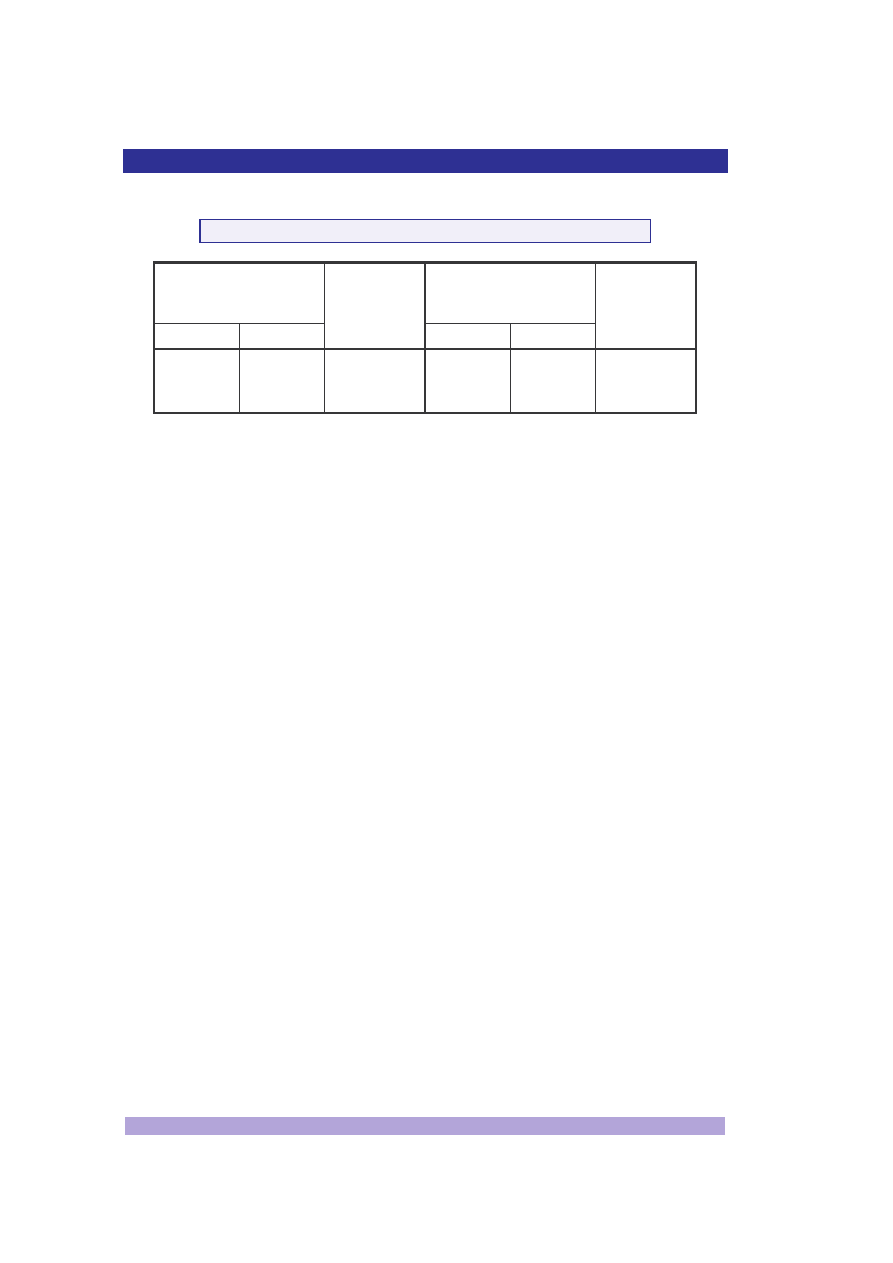
Tabela 1. Dobór wielko ci sfazowania wprowadzaj cego
rednica wału
∅d
[mm]
Wysoko
sfazowania
c
rednica wału
∅d
[mm]
Wysoko
sfazowania
c
ponad
do
[mm]
ponad
do
[mm]
3
6
0,5
18
30
2,0
6
12
1,0
30
50
3,0
12
18
1,5
50
100
4,0
Czop
B
(uszczelnienie filcowe)
1.
Korzystaj c z tabeli D2.1 (Dodatek 2.) dobra wielko rednicy d
B
czopa pod filcowy
pier cie uszczelniaj cy. Przy doborze uwzgl dni tzw.
zasad stopniowania wałów:
1
<
d
B
/d
A
≤
1,2.
2.
Okre li długo l
B
czopa, zakładaj c, e l
B
≥
4f, gdzie f jest szeroko ci dna rowka dla
rednicy d
B
(tabela D2.1, Dodatek 2.).
3.
Dobra warto promienia R
A–B
przej ciowej powierzchni pier cieniowej pomi dzy
czopami
A
i
B
(tabela D7.1, Dodatek 7).
4.
W przypadku gdy 10
≤
d
A
≤
12, przyjmowa : dla d
A
=
10 mm — d
B
=
12 mm, l
B
=
8
mm; dla d
A
=
11 mm — d
B
=
14 mm, l
B
=
8 mm; dla d
A
=
12 mm — d
B
=
15 mm, l
B
=
8
mm.
Czop
C
(mocowanie ło yska)
1.
Korzystaj c z
zasady stopniowania wałów dobra z tabeli D3.1 (Dodatek 3.) rednic
Md
C
gwintu pod nakr tk ło yskow . Dla nakr tki o przyj tej rednicy gwintu
okre li jej szeroko B, a nast pnie dobra współpracuj c podkładk z bat i
odczyta z tabeli D3.2 (Dodatek 3.) szeroko rowka prowadz cego e, prze wit m oraz
szeroko podkładki L.
2.
Okre li długo l
C
, przyjmuj c, e l
C
≥
B
+
L
+
4 [mm].
3.
Okre li wymiary ustalaj cego w oparciu o parametry e i m podkładki z batej.
4.
Ustali wielko sfazowania wprowadzaj cego gwintu na czopie
C
. Przyj k t
sfazowania 45°, za
wysoko sfazowania — równ skokowi gwintu
5.
Dobra warto promienia R
B–C
powierzchni przej ciowej pomi dzy czopami
B
i
C
(tabela D7.1, Dodatek 7).
6.
Warto promienia karbu przyj równ skokowi gwintu.

Praca domowa nr 3. Wał maszynowy
Strona 5 z 6
www.pkm.pollub.pl
Czop
D
(pod ło ysko toczne)
1.
Korzystaj c z
zasady stopniowania wałów dobra z tabel D4.1 i D4.2 (Dodatek 4.)
rednic d
D
czopa pod ło ysko toczne. Dla przyj tej rednicy wybra wariant ło yska i
odczyta jego szeroko W.
2.
Odczyta odchyłki dla wymiaru d
C
k6; (tabela D9.2, Dodatek 9.)
3.
Długo l
D
czopa ło yskowego obliczy z zale no ci: l
D
=
W
–
2 [mm].
4.
Zastosowa zewn trzne podci cie obróbkowe rodzaju C pomi dzy czopami
D
i
E
.
Wymiary podci cia odczyta z tabeli D8.1 (Dodatek 8).
Czop
E
(pod koło z bate)
1.
rednic d
E
czopa pod koło z bate obliczy z zale no ci: d
E
=
d
D
+
5 [mm].
2.
Długo l
E
czopa dobra z przedziału (1,4
÷
1,8)
⋅
d
E
.
3.
Dla rednicy d
E
i długo l
E
czopa dobra wymiary rowka pod wpust: długo l
w
E
,
szeroko b
E
oraz wymiar s
E
. Wykorzysta tabele D5.2 i D5.1 (Dodatek 5.). Wymiar
u
E
(rys.5.1, Dodatek 5.) poło enie rowka wzgl dem kołnierza
F
przyj równy około
0,3b
E
.
4.
Odczyta odchyłki dla wymiarów d
E
k6; b
E
N9; (tabele D9.1, D9.2, Dodatek 9.)
Czop
F
(uszczelnienie filcowe)
1.
Dobra rednic d
F
kołnierza
F
z tabeli D2.1 (Dodatek 2.) w taki sposób, by d
F
/d
E
>
1
oraz d
F
/d
D
≤
1,2.
2.
Dla przyj tej rednicy d
F
odczyta z tabeli D2.1 (Dodatek 2.) wymiar f szeroko ci dna
rowka osadzenia pier cienia filcowego i dobra długo l
F
czopa tak, aby l
F
≥
4f.
3.
Dobra promie R
E–F
powierzchni przej cia pomi dzy czopami
E
i
F
(tabela D7.1,
Dodatek 7.).
Czop
G
(pod ło ysko toczne)
1.
Wymiary czopa
G
przyj identyczne jak czopa
D
(czopy s symetryczne wzgl dem
płaszczyzny prostopadłej do osi projektowanego wału).
2.
Dobra promie R
F–G
powierzchni przej cia pomi dzy czopami
F
i
G
(tabela D7.1,
Dodatek 7.).
Czop
H
(mocowanie ło yska)
1.
Wymiary czopa
H
oraz karbu przyj identyczne jak dla czopa
C
(czopy s
symetryczne wzgl dem płaszczyzny prostopadłej do osi projektowanego wału).
2.
Wielko nakiełka na powierzchni czołowej wału dobra w zale no ci od rednicy
gwintu Md
H
(tabela D6.1, Dodatek 6.). Zastosowa nakiełek odmiany identycznej jak
zastosowano w czopie
A
. Nakiełek
mo e pozosta w wyrobie gotowym.

Praca domowa nr 3. Wał maszynowy
Strona 6 z 6
www.pkm.pollub.pl
3. Zadania
Problem I
1.
Moment obrotowy: T
1
=
10 Nm;
rodzaj czopa: krótki.
2.
Moment obrotowy: T
1
=
13 Nm;
rodzaj czopa: długi.
3.
Moment obrotowy: T
1
=
21 Nm;
rodzaj czopa: krótki.
4.
Moment obrotowy: T
1
=
31 Nm;
rodzaj czopa: długi.
5.
Moment obrotowy: T
1
=
39 Nm;
rodzaj czopa: krótki.
6.
Moment obrotowy: T
1
=
44 Nm;
rodzaj czopa: długi.
7.
Moment obrotowy: T
1
=
52 Nm;
rodzaj czopa: krótki.
8.
Moment obrotowy: T
1
=
61 Nm;
rodzaj czopa: długi.
9.
Moment obrotowy: T
1
=
81 Nm;
rodzaj czopa: krótki.
10.
Moment obrotowy: T
1
=
105 Nm;
rodzaj czopa: długi.
11.
Moment obrotowy: T
1
=
120 Nm;
rodzaj czopa: krótki.
12.
Moment obrotowy: T
1
=
165 Nm;
rodzaj czopa: długi.
13.
Moment obrotowy: T
1
=
180 Nm;
rodzaj czopa: krótki.
14.
Moment obrotowy: T
1
=
206 Nm;
rodzaj czopa: krótki.
15.
Moment obrotowy: T
1
=
248 Nm;
rodzaj czopa: długi.
16.
Moment obrotowy: T
1
=
300 Nm;
rodzaj czopa: krótki.
17.
Moment obrotowy: T
1
=
400 Nm;
rodzaj czopa: długi.
18.
Moment obrotowy: T
1
=
470 Nm;
rodzaj czopa: krótki.
19.
Moment obrotowy: T
1
=
7,7 Nm;
rodzaj czopa: długi.
20.
Moment obrotowy: T
1
=
12 Nm;
rodzaj czopa: krótki.
21.
Moment obrotowy: T
1
=
19 Nm;
rodzaj czopa: długi.
22.
Moment obrotowy: T
1
=
30 Nm;
rodzaj czopa: krótki.
23.
Moment obrotowy: T
1
=
40 Nm;
rodzaj czopa: długi.
24.
Moment obrotowy: T
1
=
44 Nm;
rodzaj czopa: krótki.
25.
Moment obrotowy: T
1
=
50 Nm;
rodzaj czopa: długi.
26.
Moment obrotowy: T
1
=
60 Nm;
rodzaj czopa: krótki.
27.
Moment obrotowy: T
1
=
80 Nm;
rodzaj czopa: długi.
28.
Moment obrotowy: T
1
=
103 Nm;
rodzaj czopa: krótki.
29.
Moment obrotowy: T
1
=
115 Nm;
rodzaj czopa: długi.
30.
Moment obrotowy: T
1
=
160 Nm;
rodzaj czopa: krótki.
31.
Moment obrotowy: T
1
=
180 Nm;
rodzaj czopa: długi.
32.
Moment obrotowy: T
1
=
200 Nm;
rodzaj czopa: długi.
33.
Moment obrotowy: T
1
=
410 Nm;
rodzaj czopa: krótki.
34.
Moment obrotowy: T
1
=
315 Nm;
rodzaj czopa: długi.
35.
Moment obrotowy: T
1
=
220 Nm;
rodzaj czopa: krótki.
36.
Moment obrotowy: T
1
=
480 Nm;
rodzaj czopa: długi.
Wyszukiwarka
Podobne podstrony:
więcej podobnych podstron