„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Iwona Sosnowska
Obsługa maszyn i urządzeń stosowanych w produkcji
instrumentów muzycznych 731[02].Z1.02
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr Piotr Sieczka
mgr Marcin Winiarski
Opracowanie redakcyjne:
mgr Iwona Sosnowska
Konsultacja:
dr inż. Jacek Przepiórka
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 731[02].Z1.02
„Obsługa maszyn i urządzeń stosowanych w produkcji instrumentów muzycznych”, zawartego
w modułowym programie nauczania dla zawodu Monter instrumentów muzycznych.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Środki ochrony osobistej
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
8
4.1.3. Ćwiczenia
9
4.1.4. Sprawdzian postępów
10
4.2. Narzędzia do obróbki ręcznej materiałów stosowanych do produkcji
instrumentów muzycznych
11
4.2.1. Materiał nauczania
11
4.2.2. Pytania sprawdzające
23
4.2.3. Ćwiczenia
24
4.2.4. Sprawdzian postępów
25
4.3. Mechaniczna obróbka drewna
26
4.3.1. Materiał nauczania
26
4.3.2. Pytania sprawdzające
31
4.3.3. Ćwiczenia
31
4.3.4. Sprawdzian postępów
33
4.4. Mechaniczna obróbka wiórowa
34
4.4.1. Materiał nauczania
34
4.4.2. Pytania sprawdzające
43
4.4.3. Ćwiczenia
44
4.4.4. Sprawdzian postępów
45
4.5. Obrabiarki do obróbki plastycznej
46
4.5.1. Materiał nauczania
46
4.5.2. Pytania sprawdzające
48
4.5.3. Ćwiczenia
49
4.5.4. Sprawdzian postępów
50
4.6. Ocena stanu technicznego obrabiarek
51
4.6.1. Materiał nauczania
51
4.6.2. Pytania sprawdzające
55
4.6.3. Ćwiczenia
55
4.6.4. Sprawdzian postępów
57
5. Sprawdzian osiągnięć
58
6. Literatura
64

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy o obsłudze maszyn i urządzeń
stosowanych w produkcji instrumentów muzycznych.
W poradniku znajdziesz:
–
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane, abyś
bez problemów mógł korzystać z poradnika,
–
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
–
materiał nauczania – wiadomości teoretyczne niezbędne do opanowania treści jednostki
modułowej,
–
zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
–
ćwiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
–
sprawdzian postępów,
–
sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi opanowanie
materiału całej jednostki modułowej,
–
literaturę.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów bhp
i instrukcji przeciwpożarowych, wynikających z rodzaju wykonywanych prac. Wiadomości
dotyczące przepisów bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz ochrony
środowiska znajdziesz w jednostce modułowej 731[02].O1.01 „Przestrzeganie przepisów
bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej, ochrony środowiska oraz
wymagań ergonomii”.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych
731[02].Z1
Techniki wytwarzania elementów
instrumentów muzycznych
731[02].Z1.02
Obsługa maszyn i urządzeń
stosowanych w produkcji
instrumentów muzycznych
731[02].Z1.03
Wykonywanie połączeń kształtowych
731[02].Z1.01
Dobieranie materiałów
konstrukcyjnych
731[02].Z1.04
Wykonywanie połączeń klejonych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
–
korzystać z różnych źródeł informacji,
–
obsługiwać komputer,
–
pracować w grupie,
–
dobierać materiały konstrukcyjne,
–
wykonywać pomiary wielkości fizycznych,
–
znać techniki wytwarzania instrumentów muzycznych,
–
posługiwać się dokumentacją techniczną.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
zorganizować stanowisko pracy zgodnie z wymaganiami ergonomii,
−
scharakteryzować budowę i zasady działania maszyn stosowanych w procesach wytwarzania
instrumentów muzycznych,
−
sklasyfikować obrabiarki stosowane w procesach wytwarzania instrumentów muzycznych,
−
sklasyfikować obrabiarki sterowane automatycznie,
−
wyjaśnić różnice między obrabiarkami sterowanymi ręcznie i automatycznie,
−
scharakteryzować proces skrawania,
−
rozróżnić narzędzia skrawające,
−
rozróżnić elementy geometrii ostrza skrawającego,
−
rozróżnić ruchy główne i pomocnicze w procesach obróbki skrawaniem,
−
scharakteryzować parametry geometryczne i technologiczne obróbki skrawaniem,
−
rozróżnić prasy śrubowe i pneumatyczne oraz urządzenia do gięcia drewna,
−
scharakteryzować zasadę procesu gięcia,
−
posłużyć się dokumentacją techniczno-ruchową,
−
wyjaśnić strukturę procesu wytwarzania instrumentów muzycznych,
−
odczytać karty instrukcji obróbki i montażu,
−
określić zagrożenia występujące podczas obsługi obrabiarek i maszyn stosowanych w procesach
wytwarzania instrumentów muzycznych,
−
dobrać środki ochrony indywidualnej,
−
posłużyć się narzędziami traserskimi,
−
posłużyć się ręcznymi narzędziami do obróbki drewna tworzyw drzewnych, tworzyw sztucznych
i metali,
−
posłużyć się zmechanizowanymi narzędziami do obróbki drewna, tworzyw drzewnych, tworzyw
sztucznych i metali,
−
dobrać narzędzia skrawające,
−
wyposażyć obrabiarki w pomoce warsztatowe zgodnie z wytycznymi zamieszczonymi na kartach
instrukcji obróbki,
−
zamocować narzędzia skrawające w uchwytach obrabiarek,
−
zamocować przedmiot obrabiany na obrabiarce skrawającej,
−
ustawić parametry obróbki zgodnie z instrukcjami zawartymi w kartach instrukcyjnych,
−
wykonać operacje technologiczne na obrabiarkach ogólnego przeznaczenia - tokarkach, frezarkach,
wiertarkach, szlifierkach,
−
wykonać operacje technologiczne na prasach śrubowych i pneumatycznych,
−
wykonać operacje technologiczne na urządzeniach do gięcia drewna,
−
wykonać operacje technologiczne na obrabiarkach specjalnych, stosowanych w procesach
wytwarzania instrumentów muzycznych,
−
wykonać operacje technologiczne na obrabiarkach wyposażonych w systemy sterowania
automatycznego,
−
ocenić jakość wykonanych elementów instrumentów muzycznych,
−
wykonać czynności związane z konserwacją narzędzi i maszyn stosowanych w procesach
wytwarzania instrumentów muzycznych,
−
określić zagrożenia występujące podczas obsługi maszyn i użytkowania narzędzi stosowanych
w procesach wytwarzania instrumentów muzycznych,
−
zastosować środki ochrony indywidualnej podczas wykonywania prac związanych z obróbką ręczną
i mechaniczną,
−
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony środowiska oraz ochrony
przeciwpożarowej podczas obsługi maszyn i urządzeń do produkcji instrumentów muzycznych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Środki ochrony osobistej
4.1.1. Materiał nauczania
Środki ochrony indywidualnej stosujemy w warunkach, w których nie ma możliwości
zmniejszenia narażenia na czynniki niebezpieczne dla życia i zdrowia pracowników do wartości
akceptowalnej.
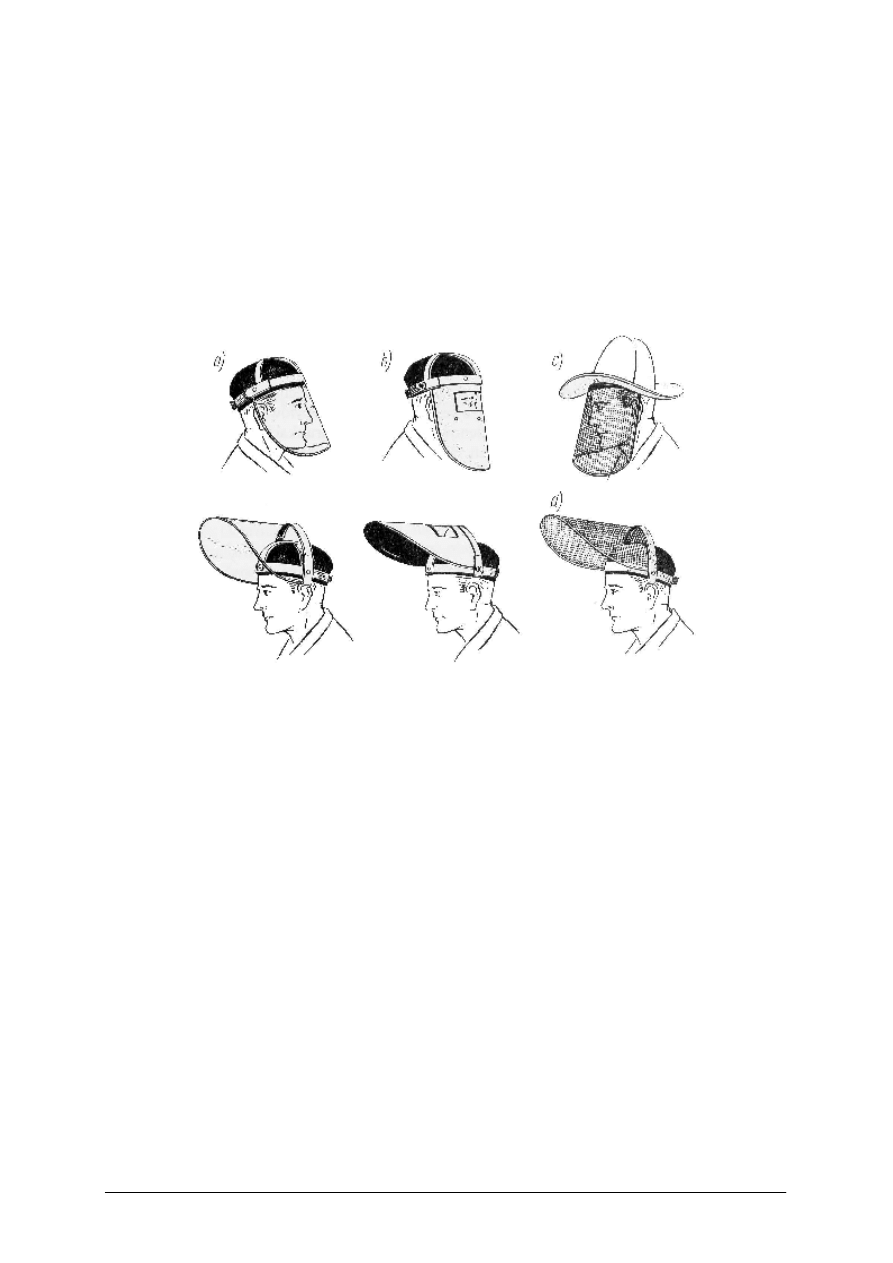
Rys. 1. Osłony przeciwodpryskowe [5, s. 215]
Środki ochrony indywidualnej pełnią rolę bariery i ochrony przed urazami mechanicznymi
(uderzenia, skaleczenia), szkodliwym działaniem substancji trujących, żrących, parzących,
zakażeniem bakteryjnym, rażeniem prądem elektrycznym, przed otwartym płomieniem,
promieniowaniem cieplnym i odpryskami rozgrzanego lub płynnego metalu, przed działaniem
hałasu, drgań i wstrząsów, przemoczeniem i niskimi temperaturami, upadkiem z wysokości
i poślizgiem.
Środki ochrony indywidualnej to różnego rodzaju odzież ochronna i sprzęt ochrony
osobistej, które muszą posiadać certyfikaty bezpieczeństwa oraz mieć deklarację zgodności
z wymaganiami bezpieczeństwa i ochrony zdrowia zawartymi w zharmonizowanych normach
europejskich
.
Odzież ochronną (spodnie, kurtki, fartuchy, getry, bluzy, kombinezony, kapelusze, kaptury,
rękawice, buty) wykonuje się z materiałów powlekanych lub nasyconych substancjami
odpornymi na działanie czynników zagrażających pracownikowi (rys. 3). W zależności od
czynnika szkodliwego występującego w środowisku pracy stosuje się odzież:
–
kwaso- i ługoodporną,
–
olejoodporną i odporną na rozpuszczalniki,
–
wodoodporną,
–
pyłoszczelną,
–
ognioodporną, niepalną, odbijającą promienie podczerwone i chroniącą przed działaniem
temperatury otoczenia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Odzież robocza jest to ubiór, który ułatwia pracownikowi wykonywanie czynności
zawodowych, w warunkach niezagrażających życiu lub zdrowiu, chroni odzież własną
pracownika przed nadmiernym zużyciem lub zniszczeniem (rys. 3).
Sprzęt ochrony osobistej to: okulary ochronne (otwarte, półotwarte zamknięte), tarcze,
osłony, maski, półmaski przeciwgazowe i przeciwpyłowe, aparaty powietrzne i tlenowe.
Środki ochrony indywidualnej (osobistej) bezpośrednio nie zmniejszają, nie usuwają
zagrożenia czynnikiem fizycznym lub chemicznym. Dlatego bardzo ważne jest, by nie były one
uszkodzone oraz posiadały atesty gwarantujące skuteczność w trakcie użytkowania.
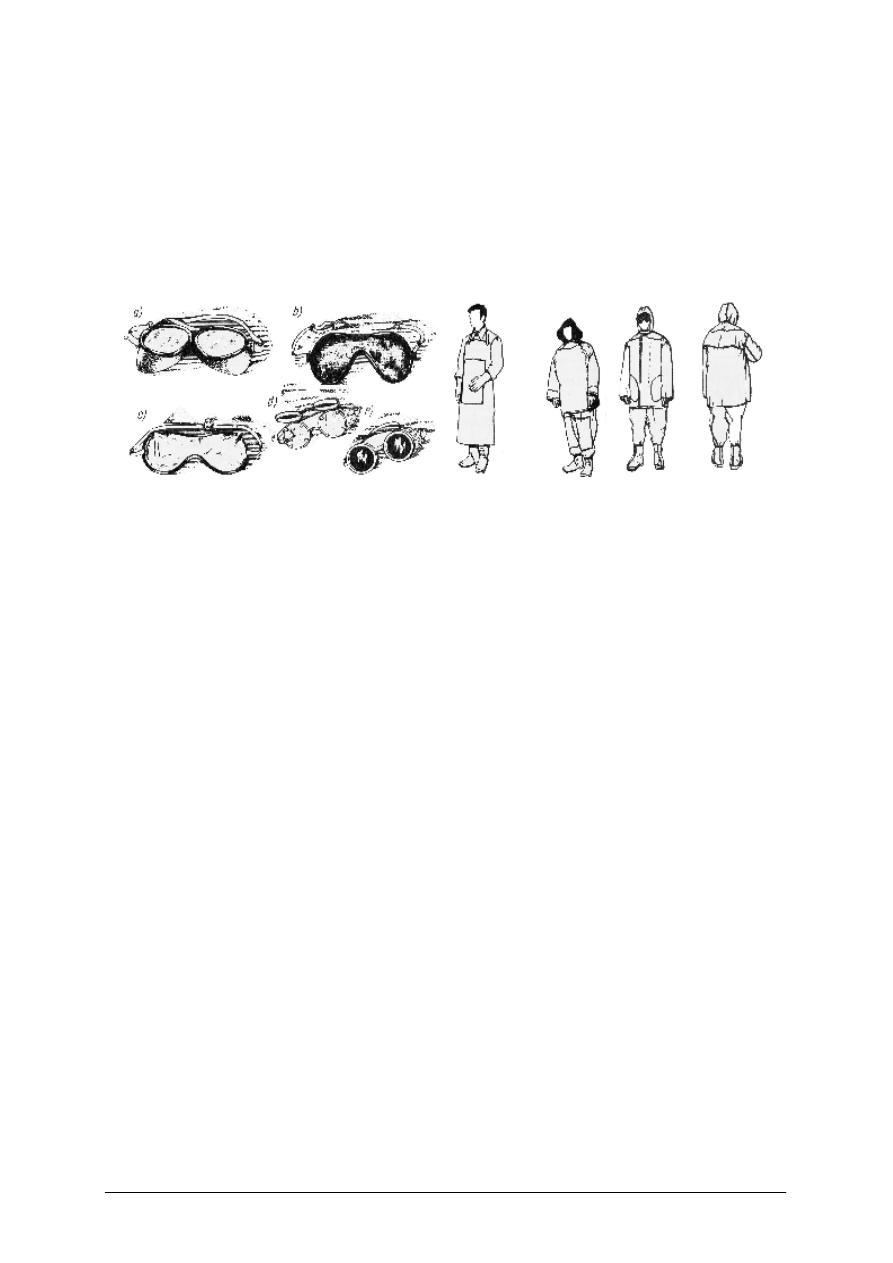
a) b)
c)
Rys. 2. Różne typy okularów ochronnych zamkniętych.
a) gumowe szczelne z wymiennymi szybkami
(ochrona przed substancjami chemicznymi),
b)
siatkowe
przeciw
odpryskom,
c) przeciwpyłowe, c, e) typy odchylane,
chroniące przed szkodliwym promieniowaniem
[5, s. 213]
Rys. 3. Ubrania ochronne. a) fartuch przedni
olejoodporny, b) ubranie rybackie kutrowe
i buty gumowe, c) ubrania awaryjne kwaso-
i zasadoodporne [5, s.211]
(Środki ochrony indywidualnej) nie powinny być uważane za podstawowy sposób
ograniczenia zagrożenia. Stałe używanie środków ochrony indywidualnej podczas pracy jest
uciążliwe, dlatego czas pracy wykonywanej w niektórych rodzajach odzieży ochronnej jest
skrócony w stosunku do normalnego czasu pracy. Środki te powinny stanowić jedynie
uzupełnienie środków ochrony zbiorowej oraz innych metod ochrony pracy.
Zasady przydzielania pracownikom środków ochrony indywidualnej i odzieży roboczej,
oraz przewidywanego czasu użytkowania reguluje Uchwała Rady Ministrów Nr 44 z dnia 27
marca 1990 r. w MP nr.14 poz. 109. (zmiany: Uchwała Nr 121 zawarta w MP nr 28 poz. 201
z dn. 23.08.1991 r.). W przypadku utraty lub zniszczenia z winy pracownika odzieży roboczej
lub ochronnej oraz sprzętu ochrony osobistej musi on ponieść konsekwencje materialne.
Środki ochrony zbiorowej są to środki przeznaczone do jednoczesnej ochrony grupy ludzi,
w tym także pojedynczych osób, przed niebezpiecznymi i szkodliwymi czynnikami
występującymi w środowisku pracy.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. W jakich przypadkach stosujemy środki ochrony indywidualnej?
2. Przed jakimi czynnikami może chronić się pracownik stosując środki ochrony
indywidualnej?
3. Dlaczego wymaga się, aby środki ochrony indywidualnej posiadały atesty i podlegały
szczegółowej kontroli okresowej?
4. Dlaczego ochrony osobiste powinny być stosowane dopiero w wypadku wyczerpania
możliwości technicznych i organizacyjnych ograniczenia zagrożenia?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
4.1.3. Ćwiczenia
Ćwiczenie 1
Określ rodzaje i zastosowanie środków ochrony indywidualnej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś odpowiedzieć na następujące pytania:
1) Jakie znasz rodzaje ubiorów i okryć ochronnych? Przy każdym z nich podaj jego
zastosowanie.
2) Na czym polega różnica między odzieżą roboczą a odzieżą ochronną?
3) Jakie znasz rodzaje sprzętu ochrony osobistej? Przy każdym z nich podaj jego
zastosowanie?
Wyposażenie stanowiska pracy:
−
instrukcje stanowiskowe,
−
literatura.
Ćwiczenie 2
Przyporządkuj poniżej wymienione objaśnienia do znaków graficznych przedstawionych
na rysunku.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś
1) podać właściwe objaśnienia do rysunków.
Objaśnienia: nakaz stosowania: ochrony oczu, ochrony dróg oddechowych, sprzętu
chroniącego przed upadkiem z wysokości, ochrony słuchu, ochrony twarzy, ochrony
głowy, ochron rąk, ochrony nóg.
a)
b)
c)
d)
e)
f)
g)
a) ………………………… b) ………………………… c)………………………… d) …………………………
e) ………………………… f) ………………………… g) …………………………
Rys. do ćwiczenia 2. Znaki nakazu stosowania środków ochrony indywidualnej
Wyposażenie stanowiska pracy:
–
arkusz ćwiczeniowy,
–
literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić, w jakich przypadkach stosowane są środki ochrony
indywidualnej
2) określić rodzaje sprzętu ochrony osobistej i jego zastosowanie
3) określić rodzaje odzieży ochronnej i jej zastosowanie
4) dobrać środki ochrony indywidualnej do rodzaju pracy
5) określić znaczenie znaków nakazu stosowania środków ochrony
indywidualnej
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
4.2. Narzędzia do obróbki ręcznej materiałów stosowanych
do produkcji instrumentów muzycznych
4.2.1. Materiał nauczania
Narzędzia ręcznej obróbki drewna
Do ręcznej obróbki drewna służą między innymi różnego rodzaju strugi, dłuta, świdry,
pilniki oraz piły. Kształt zębów tworzących uzębienie piły decyduje o jej zastosowaniu.
Rozróżniamy zęby o kształcie umożliwiającym pracę niezależnie lub zależnie od kierunku
ruchu piły. Zęby pierwsze nazywamy zębami dwukierunkowymi, drugie zębami
jednokierunkowymi.
W zależności od kierunku cięcia w stosunku do przebiegu włókien rozróżnia się
przecinanie:
–
wzdłuż włókien (rozrzynanie),
–
w poprzek włókien (przerzynanie),
−
pod kątem do włókien (wyrzynanie).
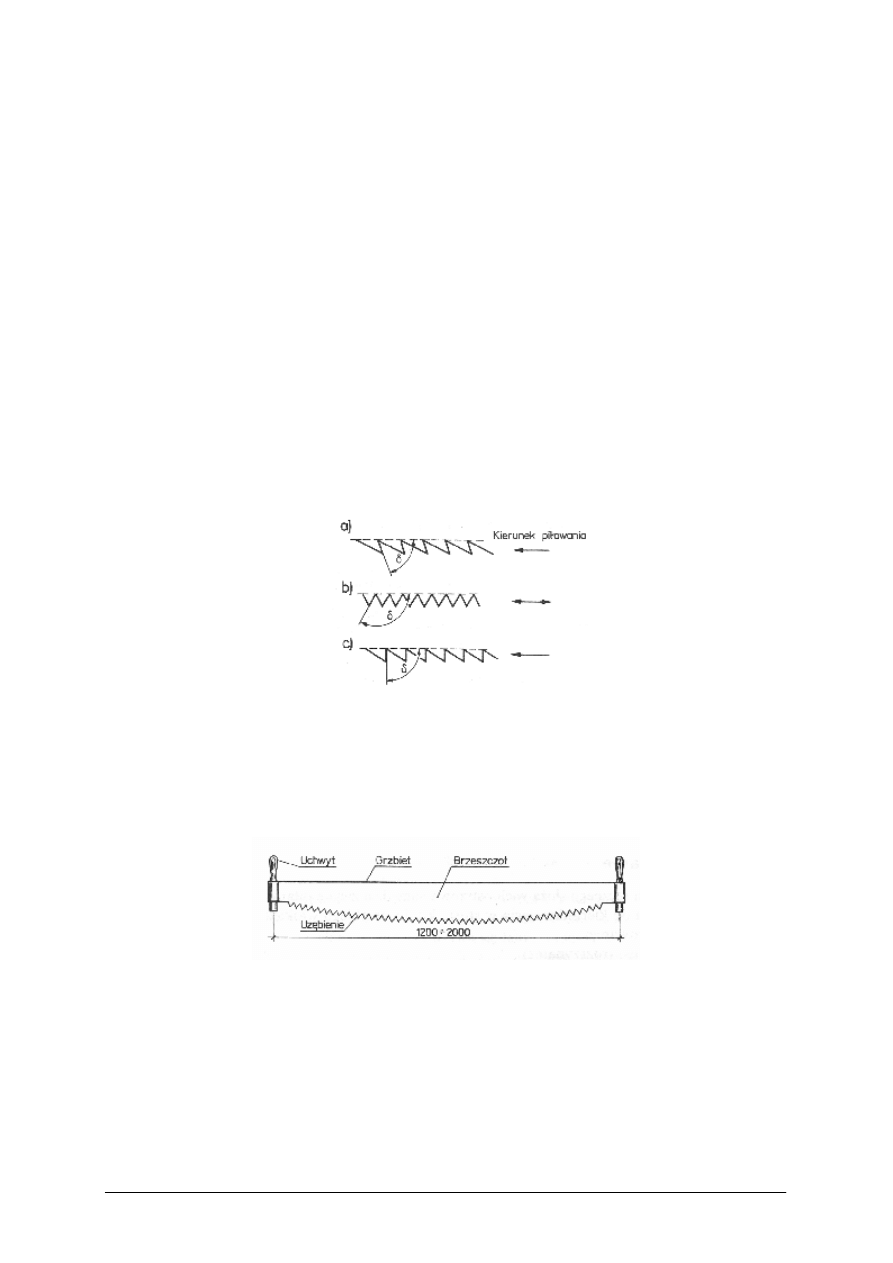
Każda piła składa się z dwóch podstawowych części: uzębionej taśmy stalowej zwanej
brzeszczotem oraz oprawy. Podstawowe rodzaje uzębienia pił są zilustrowane na (rys. 4).
Rys. 4. Uzębienie pił do przecinania: a) podłużnego, b) poprzecznego, c) mieszanego [4, s. 117]
Piła poprzeczna (rys. 5) służy najczęściej do przecinania drewna o dużym przekroju
(belki, krawędziaki, kłody). Przecina się nią drewno pod kątem prostym lub ostrym do
przebiegu włókien. Jej zęby mają kształt trójkątów równoramiennych. Linia grzbietu piły jest
prosta, a linia uzębienia łukowa. Brzeszczot ma długość 1,0
÷
1,5m. Obsługiwana jest przez
dwoje ludzi.
Rys. 5. Piła poprzeczna [4, s. 118]
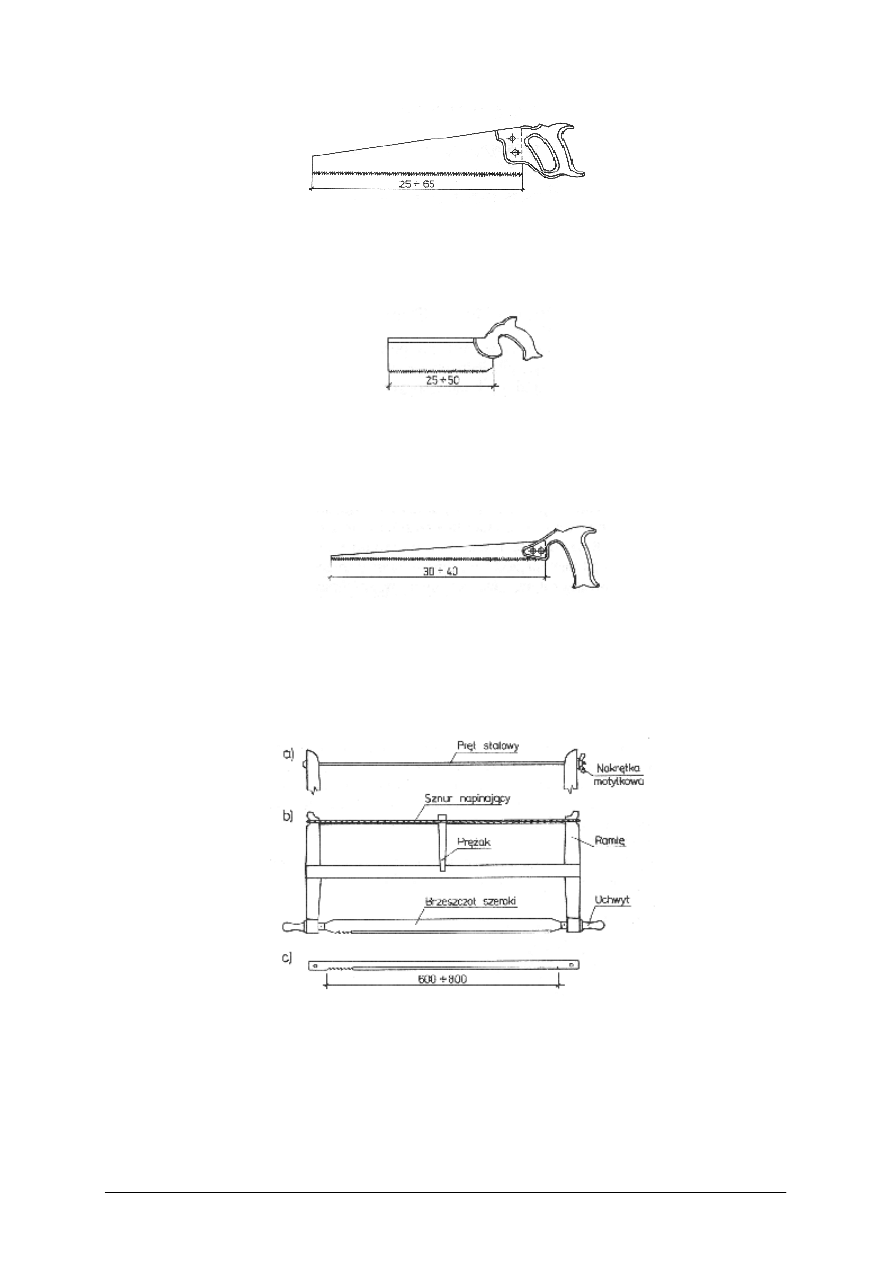
Piła płatnica ma zastosowanie przy przecinaniu lub nadcinaniu zmontowanych elementów
w miejscach trudno dostępnych. Jest to krótka piła z jedną rękojeścią o krótkim brzeszczocie
długości ok. 40
÷
50cm.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Rys. 6. Piła płatnica [4, s. 118]
Piła grzbietnica ma zastosowanie przy precyzyjnym przecinaniu lub nacinaniu małych
elementów. Jest to piła z jedną rękojeścią o krótkim brzeszczocie prostokątnym,
wzmocnionym w górnej części stalową listwą (grzbietem), nadającą brzeszczotowi sztywność
(rys. 7).
Rys. 7. Piła grzbietnica [4, s. 118]
Piła otwornica ma zastosowanie przy wyrzynaniu zarysów krzywoliniowych i otworów
oraz obróbki drewna w miejscach trudno dostępnych. Jest to piła z jedną rękojeścią,
posiadająca brzeszczot szerszy u nasady i zwężający się ku końcowi (rys. 8).
Rys. 8. Piła otwornica [4, s. 118]
Piła ramowa ma bardzo szerokie zastosowanie w ciesielstwie i stolarstwie. W jej ramię
można założyć brzeszczot szeroki lub wąski. W zależności od pracy, którą piła ramowa ma
wykonać, dobiera się piłę o odpowiednim kształcie zębów i szerokości brzeszczotu (rys. 9).
Rys. 9. Piła ramowa [4, s. 119]
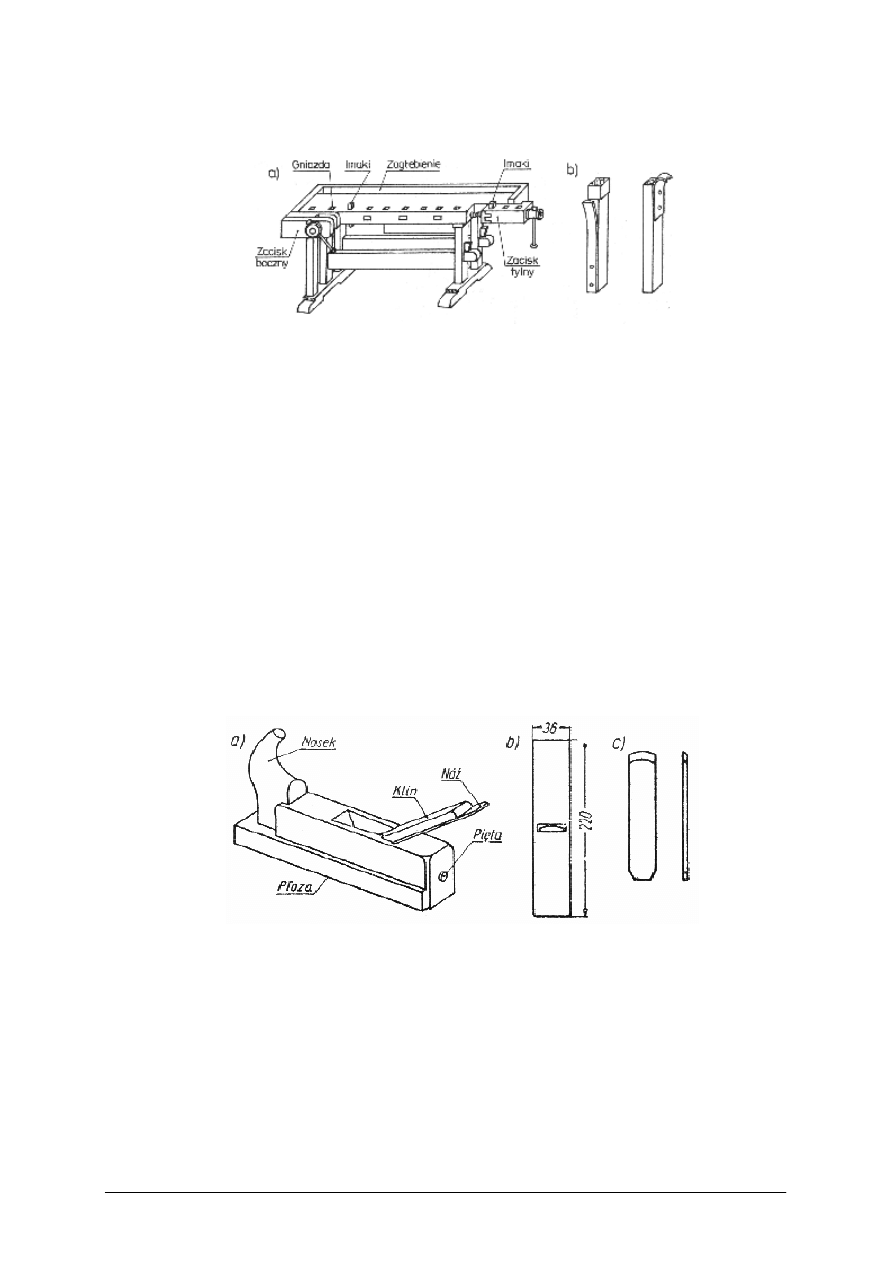
Strugnica stolarska służy do zamocowania obrabianego elementu, dotyczy to szczególnie
małych elementów. Jest to rodzaj stołu z płytą roboczą grubości 6
÷
7 cm
i długości 1,5
÷
3 m. Płyta ma zagłębienie, do którego wkłada się drobne narzędzia i jest
wyposażona w zaciski ze śrubą drewnianą. W zacisku i śrubie roboczej strugnicy znajdują się
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
gniazda, w które wstawia się imaki umożliwiające zamocowanie elementu w położeniu
poziomym (rys. 10).
Rys. 10. Strugnica stolarska: a) widok, b) imaki [4, s. 121]
Narzędzia do strugania
Strugi służą do nadania elementom drewnianym równych i gładkich powierzchni oraz
doprowadzenia ich do ściśle określonego kształtu i żądanych wymiarów. Piłowanie drewna
umożliwia podział materiału na części, ale nie jest wystarczające do uzyskania właściwego
kształtu elementu. Powierzchnia drewna po piłowaniu jest chropowata, widoczne są rysy po
zębach piły. W tym celu, po obróbce piłowaniem, stosuje się wyrównywanie i wygładzanie
powierzchni. Każdy strug składa się z oprawy drewnianej lub metalowej i noża stalowego
zamocowanego w oprawie. Nóż może być osadzony pośrodku oprawy lub na jej czole.
Najczęściej spotykane są strugi, gdzie kąt między nożem a podstawą oprawy wynosi 45
º.
Do strugania drewna twardego i czół stosuje się nóż o kącie 70
º.Gładszą powierzchnię
otrzymuje się jeśli kąt skrawania jest większy.
Zależnie od pracy, jaką chcemy wykonać strugiem, i od potrzebnego stopnia wygładzenia
powierzchni, posługujemy się różnorodnymi strugami.
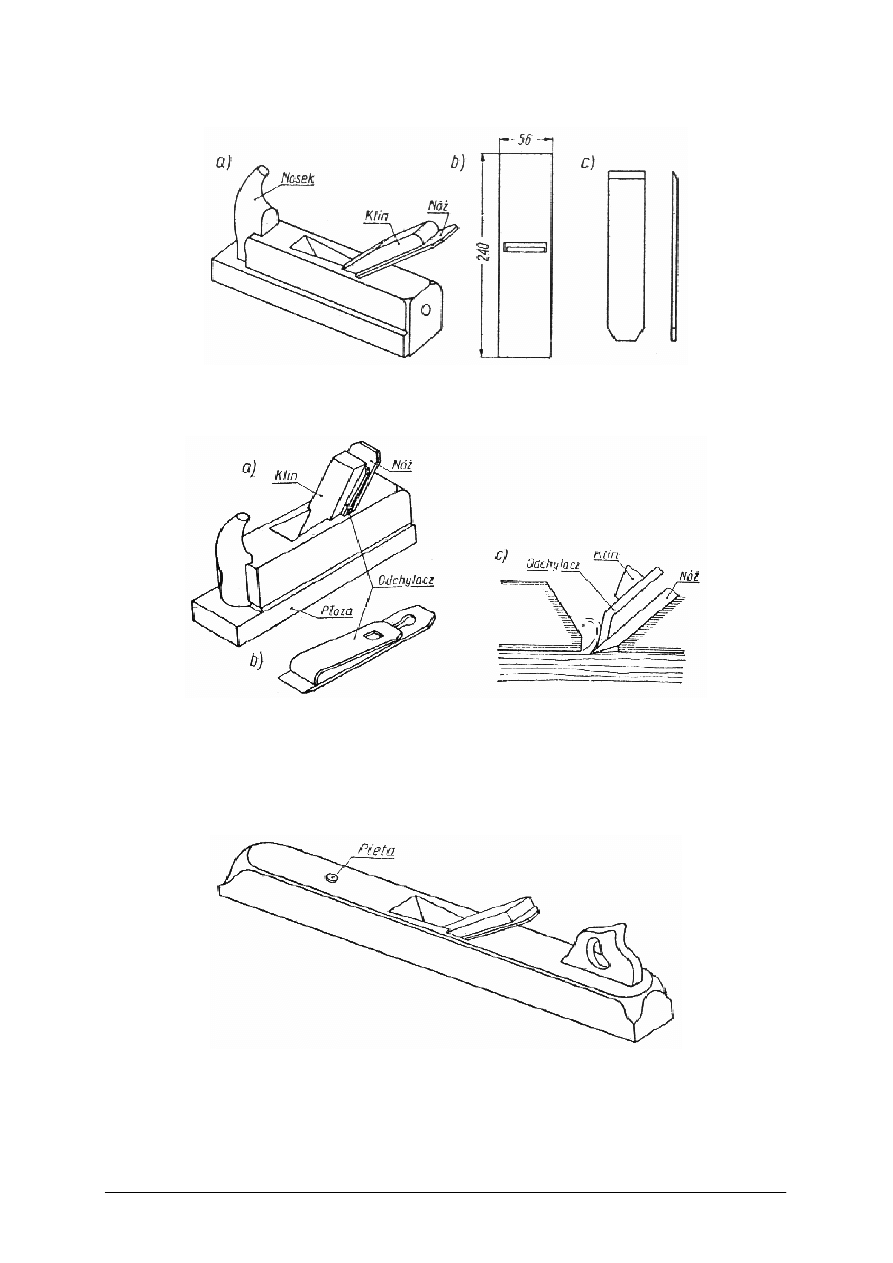
Zdzierak służy do zdzierania wierzchniej warstwy drewna po piłowaniu. Nóż zdzieraka
ma owalny profil ostrza dlatego ostrugana zdzierakiem powierzchnia drewna ma powierzchnię
pofalowaną (rys. 11).
Rys. 11. Zdzierak: a) widok ogólny, b) widok od spodu, c) nóż [7, s. 112]
Równiak służy do wyrównywania powierzchni po obróbce zdzierakiem, który pozostawia
podłużne bruzdy. Nóż równiaka ma prostą krawędź tnącą (rys. 12).
Gładzik wyrównuje nierówności pozostałe po równiaku. Daje powierzchnie gładką, lecz
niezupełnie płaską, bo jest krótki. Oprawa gładzika jest podobna jak równiaka, z tym że kąt
ustawienia ostrza w oprawie jest nieco większy. Nóż gładzika zaopatrzony jest dodatkowo
w odchylacz strużyn, dociskany do noża specjalną śrubą. Odchylacz odchyla strużyny i dzięki
temu ułatwia struganie. Im bliżej ostrza noża ustawiony jest odchylacz, tym cieńsze otrzymuje
się strużyny i gładszą powierzchnię (rys. 13).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Rys. 12. Równiak: a) widok ogólny, b) widok od spodu, c) nóż [7, s. 112]
Rys. 13. Gładzik: a) widok, b) nóż z odchylaczem, c) działanie odchylacza [7, s. 112]
Spust wyrównuje i wygładza powierzchnię struganego drewna na dużej powierzchni.
Spust jest długi (70÷90 cm) i nie ślizga się po wzniesieniach, jak poprzednio omówione strugi,
lecz stopniowo je zbiera (rys. 14).
Rys. 14. Spust [7, s. 112]
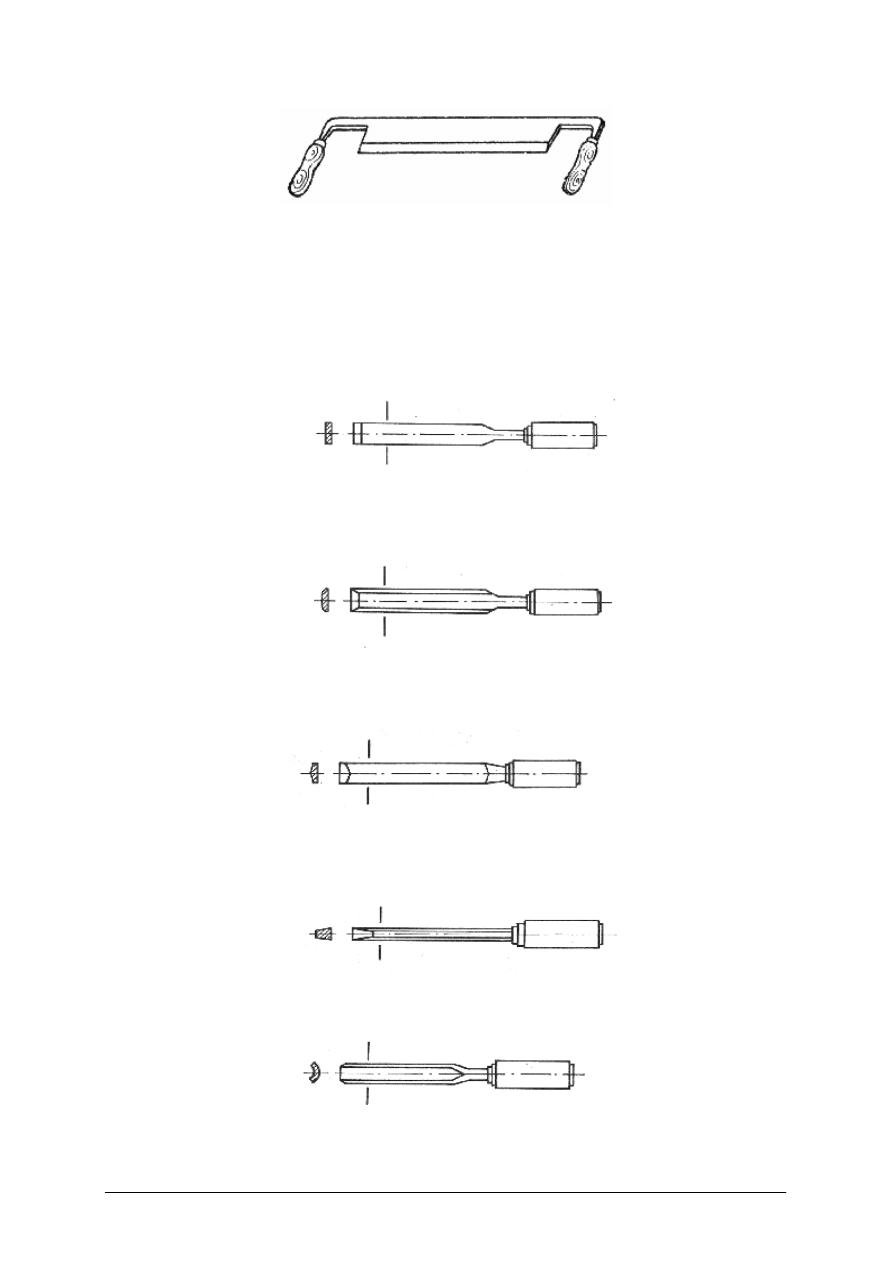
Ośnik służy do zdejmowania kory i usuwania drobnych gałązek i wystających sęczków
z okrąglaków oraz do strugania z grubsza brzegów desek nieobrzynanych i okorkowych
(rys. 15).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Rys. 15. Ośnik [7, s. 116]
Narzędzia do dłutowania ręcznego
Niektóre rodzaje połączeń ciesielskich wymagają wykonania w drewnie gniazd, bruzd lub
otworów o różnym kształcie. Wykonuje się je za pomocą narzędzi zwanych dłutami. Dłuto
składa się z noża i uchwytu. Kąt ostrza dłuta ciesielskiego jest duży i wynosi 40º. Ostrze dłuta
powinno przechodzić prostopadle przez oś uchwytu. Ostrze ma różne kształty, zależnie od
przeznaczenia dłuta.
Dłuta płaskie z prostymi powierzchniami bocznymi, służą do wybierania gniazd.
Rys. 16. Dłuto płaskie z prostymi powierzchniami bocznymi [4, s. 124]
Dziubaki są to dłuta płaskie ze ściętymi powierzchniami bocznymi, które służą do wybierania
małych gniazd i ociosywania desek od czoła (rys. 19).
Rys. 17. Dłuto płaskie ze ściętymi powierzchniami bocznymi [4, s. 124]
Grzbietaki są to dłuta płaskie, które służą do wybierania małych gniazd i ociosywania desek
od czoła (rys. 18).
Rys.18. Dłuto grzbietak [4, s. 124]
Dłuta gniazdowe (przysieki) służą do wybierania otworów głębokich.
Rys.19. Dłuto gniazdowe [4, s. 124]
Żłobaki służą do żłobienia wpustów.
Rys. 20. Dłuto żłobak [4, s. 124]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Nacinaki są to dłuta płaskie, szerokie, które służą do wyznaczania nacięć oraz wyrównywania
powierzchni (rys. 21).
Rys. 21. Dłuto płaskie szerokie (nacinak) [4, s. 124]
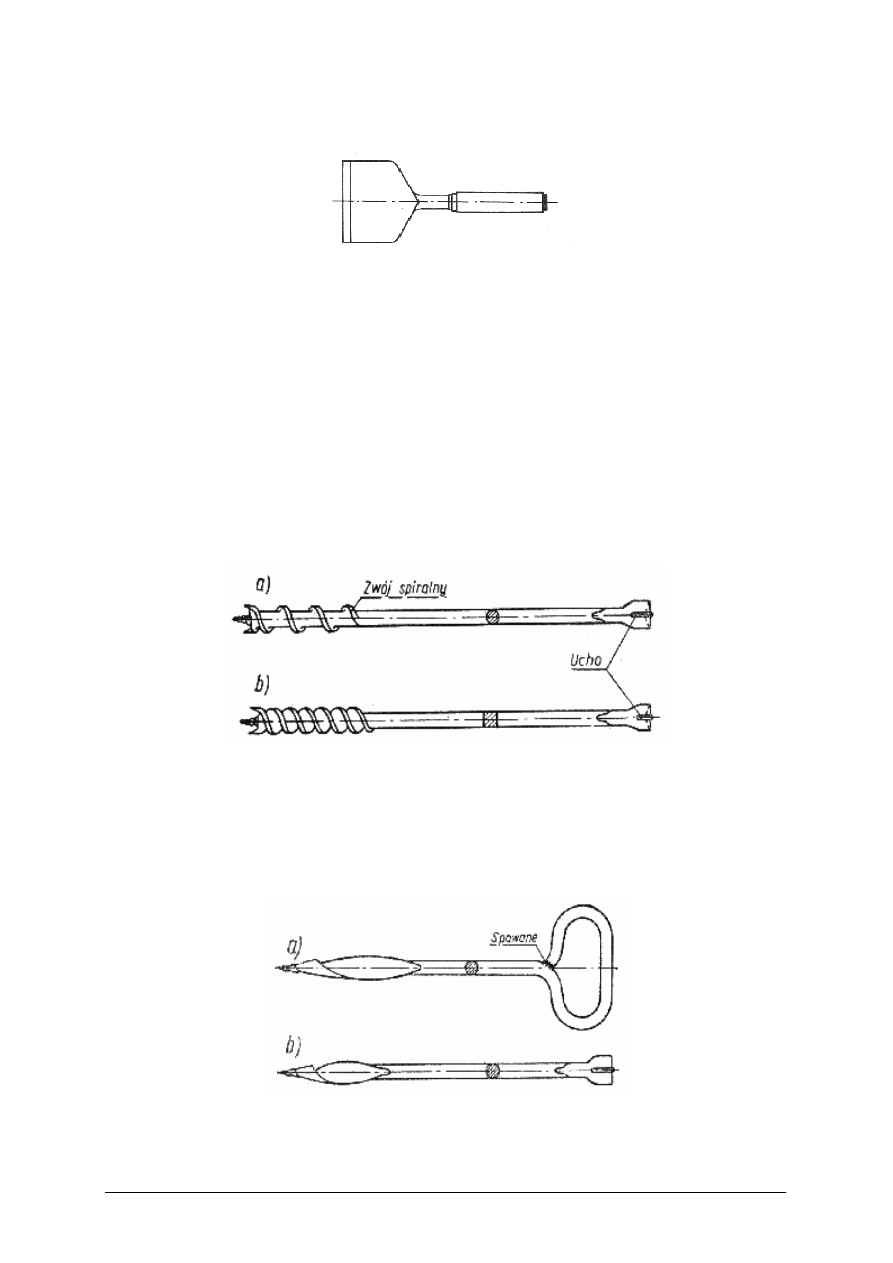
Narzędzia do wiercenia ręcznego
Celem wiercenia jest wykonanie w drewnie otworów okrągłych, umożliwiających łączenie
elementów na śruby lub kołki. Otwory te ułatwiają również wyrobienie w drewnie gniazda.
Wiercenie w drewnie wykonuje się za pomocą świdrów i wierteł. Świdry zakończone u góry
uchem do pokręteł drewnianych lub uchwytem do korb wkręcane są w drewno ręcznie.
Natomiast wiertła różniące się od świdrów jedynie chwytami, poruszane są mechanicznie za
pomocą wiertarek. Istnieje kilka rodzajów świdrów różniących się kształtem, sprawnością
i zastosowaniem.
Świdry kręte mogą być jednozwojowe lub dwuzwojowe w zależności od tego, czy mają jeden
spiralny zwój, czy dwa niezależne zwoje spiralne (rys. 22). Świdry te nadają się do głębokiego
wiercenia, zwłaszcza do wiercenia kilku ze sobą złączonych elementów. Można nimi
wykonywać otwory średnicy 10÷32 mm i głębokości 450÷600 mm.
Rys. 22. Świdry ręczne kręte z uchem: a) jednozwojowy, b) dwuzwojowy [5, s. 116]
Świdry ślimakowe mają zastosowanie przy wierceniu otworów dla śrub, kołków oraz dla
gwoździ zwłaszcza grubszych wbijanych w twarde drewno (rys. 23). Do otworów mniejszych
stosuje się świdry ślimakowe ręczne z chwytem drucianym o średnicy zwoju od 2 do 10 mm
i długości 180 mm. Dla otworów o średnicy powyżej 10 mm stosuje się świdry ślimakowe
ręczne z uchem o średnicy zwoju od 10 do 32 mm i długości 250 i 355 mm.
Rys. 23. Świder ślimakowy ręczny: a) z chwytem drucianym, b) z uchem [5, s. 117]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Obróbka ręczna ma na celu nadanie przedmiotom żądanych kształtów i właściwych
wymiarów oraz poprawę jakości powierzchni, najczęściej poprzednio obrobionych
mechanicznie. Często prace ręczne wiążą się z pracami montażowymi, które mają na celu
dopasowanie składanych części i zapewnienie prawidłowej ich współpracy.
Podstawowe prace ślusarskie to: trasowanie, ścinanie, przecinanie, prostowanie, gięcie,
cięcie, piłowanie, wiercenie ręczne, gwintowanie, skrobanie, nitowanie oraz różne roboty
montażowe.
Typowe stanowisko ślusarza wyposażone jest w stół drewniany albo metalowy. Płyta stołu
jest obita blachą lub linoleum. Niekiedy do brzegów stołu są przybite ciężkie listewki,
zabezpieczające drobne przedmioty przed spadaniem na ziemię. Do płyty stołu jest umocowane
imadło służące do zamocowania w nim przedmiotów podczas różnych operacji ślusarskich.
Do obróbki drobnych przedmiotów stosowane są imadełka trzymane w rękach.
Stół ślusarski jest zaopatrzony w szuflady do przechowywania w nim narzędzi. W czasie
pracy potrzebne narzędzia, przyrządy i materiały powinny być rozłożone na stole ślusarskim
w takim porządku, żeby wszystkie czynności można było wykonać bez wysiłku i zbędnych
ruchów.
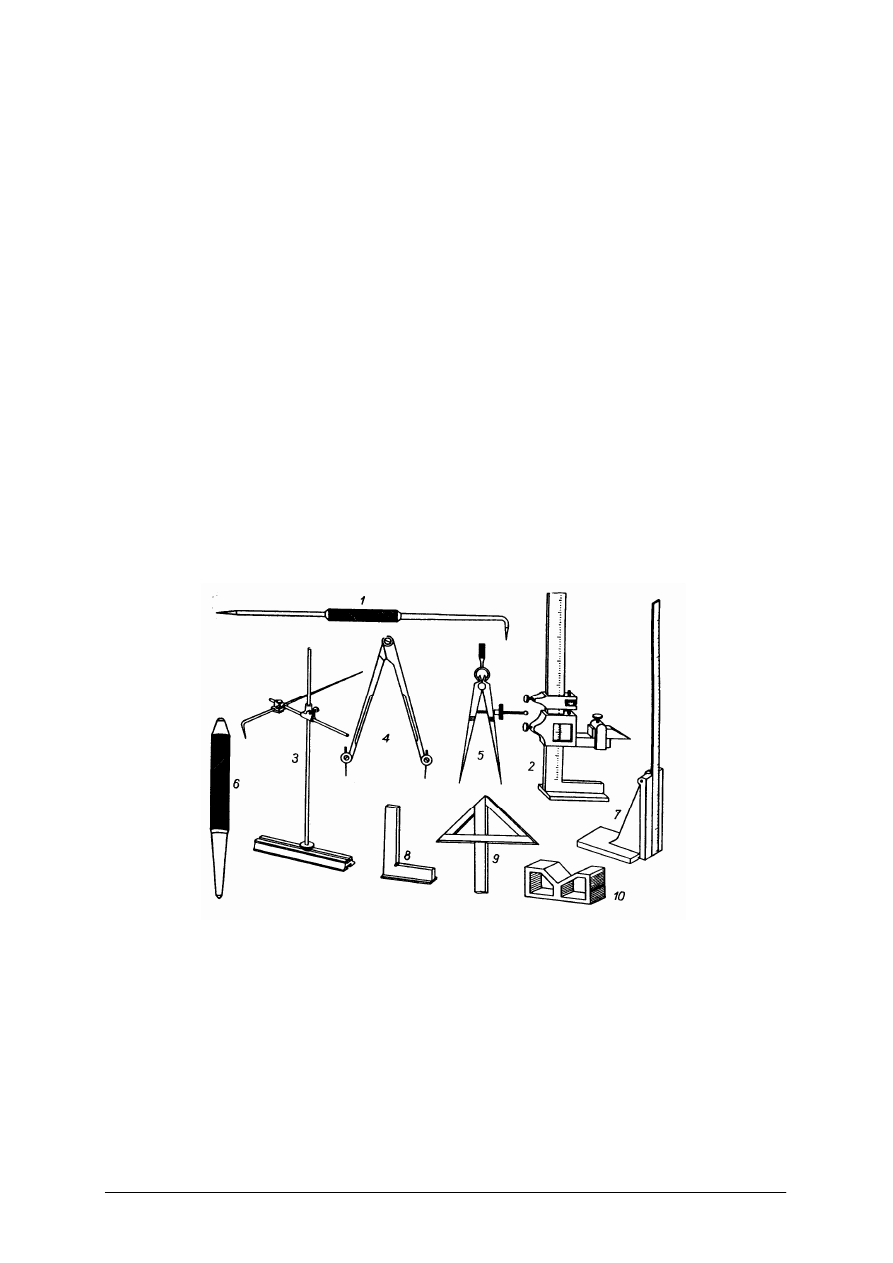
Trasowanie
Przed obróbką należy w wielu przypadkach wyznaczyć na przedmiocie linie, do których
należy zebrać nadmiar materiału, lub określić miejsca, w których należy wywiercić lub wyciąć
otwory. Czynności związane z wyznaczaniem takich linii lub określonych miejsc na obrabianym
przedmiocie nazywamy trasowaniem. Trasowanie jest potrzebne w licznych pracach
ślusarskich.
Rys. 24. Narzędzia traserskie [6, s. 91]
1 – rysik do wykreślania na trasowanym przedmiocie linii wg liniału lub wzornika;
2 – suwmiarka traserska z podstawą do wyznaczania linii poziomej;
3 – znacznik (składający się z podstawy, słupka i rysika) do tych samych celów co suwmiarka traserska;
4 i 5 – cyrkle traserskie zakończone ostrymi nóżkami do trasowania okręgów kół, do konstrukcji kątów,
odkładania wymiarów itp.;
6 – punktak do punktowania wyznaczonych linii;
7 – liniał traserski z podstawą, który jest przyrządem pomocniczym do znacznika i cyrkli;
8 – kątownik do wyznaczania linii pionowych i poziomych;
9 – środkownik do wyznaczania środka na płaskich powierzchniach przedmiotów walcowych;
10 – pryzma traserska – jako podstawka podczas trasowania niektórych przedmiotów walcowych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Oprócz przedstawionych narzędzi w skład wyposażenia stanowiska traserskiego wchodzi
płyta traserska, na której wykonuje się niemal wszystkie roboty traserskie.
Przed przystąpieniem do trasowania należy oczyścić przedmiot i następnie pomalować go.
Malowanie zwiększa widoczność linii kreślonych rysikiem na przedmiocie. Do malowania
odlewów i dużych przedmiotów nieobrobionych stosuje się kredę rozrobioną w wodzie
z dodatkiem oleju lnianego. Obrobione przedmioty stalowe lub żeliwne maluje się roztworem
wodnym siarczanu miedzi. Powstaje wtedy na ich powierzchniach cienka warstewka miedzi
wytrąconej przez żelazo z roztworu. Na tak przygotowanych przedmiotach kreślone linie są
dobrze widoczne i trwałe.
Wszystkie prace traserskie można podzielić na trasowanie na płaszczyźnie oraz trasowanie
przestrzenne.
Trasowanie na płaszczyźnie wykonuje się w sposób podobny do kreślenia technicznego
na papierze. Na płycie należy wyznaczyć środki otworów, które następnie będą wywiercone na
wiertarce. W tym celu za pomocą cyrkla traserskiego odmierza się i zaznacza rysą odległość
środków otworów od brzegów płyty. Tak wyznaczone środki należy napunktować
punktakiem.
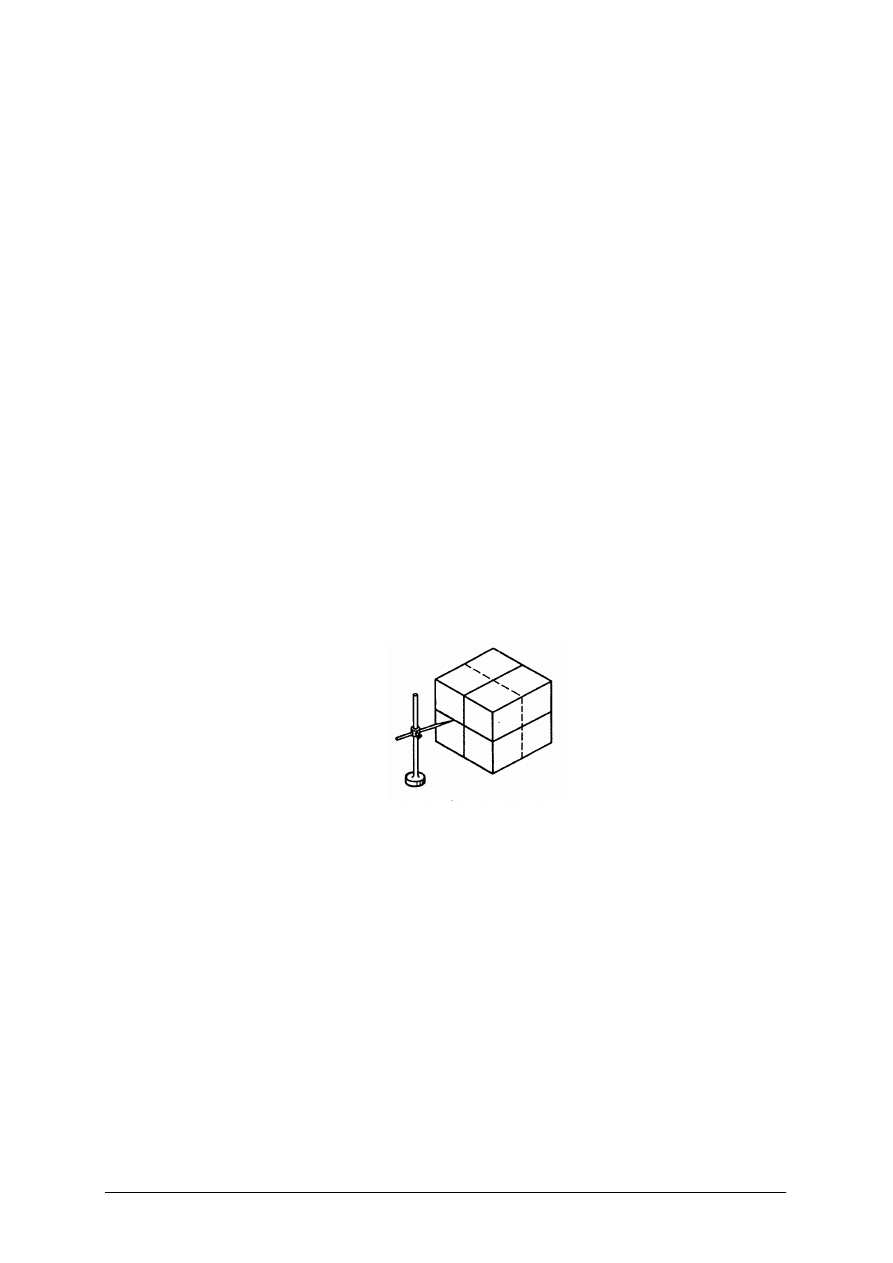
Trasowanie przestrzenne polega na wyznaczeniu linii określających granice, do których
należy zebrać materiał, gdy linie te leżą w różnych płaszczyznach. Trasowanie przestrzenne
rozpoczyna się od wyznaczenia głównych osi przedmiotu, względem których wyznacza się
następnie wszystkie pozostałe osie i linie. Zależnie od kształtu trasowanego przedmiotu
ustawia się go bezpośrednio na płycie, na pryzmie traserskiej lub – w wielu przypadkach –
w specjalnym przyrządzie.
Rys. 24 a. Trasowanie przestrzenne
W przypadku trasowania przedmiotu ustawionego na płycie znacznik ustawiony jest
na odpowiednią wysokość i przesuwany po płycie obok przedmiotu kreśli linię poziomą,
równoległą do podstawy. Podczas trasowania wałków należy posługiwać się pryzmą, która
umożliwia wygodne ustawienie tego rodzaju przedmiotów. Za pomocą znacznika i kątownika
można wtedy łatwo wyznaczyć np. położenie rowka wpustowego.
Prostowanie i gięcie
Prostuje się materiały i przedmioty, które w poprzednich procesach technologicznych
uległy skrzywieniu. Można prostować materiały przerobione plastycznie, jak blachy,
płaskowniki, kształtowniki oraz wszelkiego rodzaju pręty. Można również prostować
przedmioty uprzednio hartowane lub odlewane.
Niektóre przedmioty nieutwardzone obróbką cieplną prostuje się na kowadle lub płaskiej
płycie – po ułożeniu przedmiotów wypukłością ku górze – przez systematyczne uderzanie
w wypukłości obuchem młotka. Najłatwiejsze jest prostowanie prętów, płaskowników i taśm.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Robotnik zabezpieczony przed zranieniem rąk rękawicami trzyma w lewej ręce skrzywiony
pręt, a w prawej – młotek, którym uderza w wypukłą część pręta. Wynik prostowania bada się
zwykle „na oko”, patrząc na pręt wzdłuż jego osi.
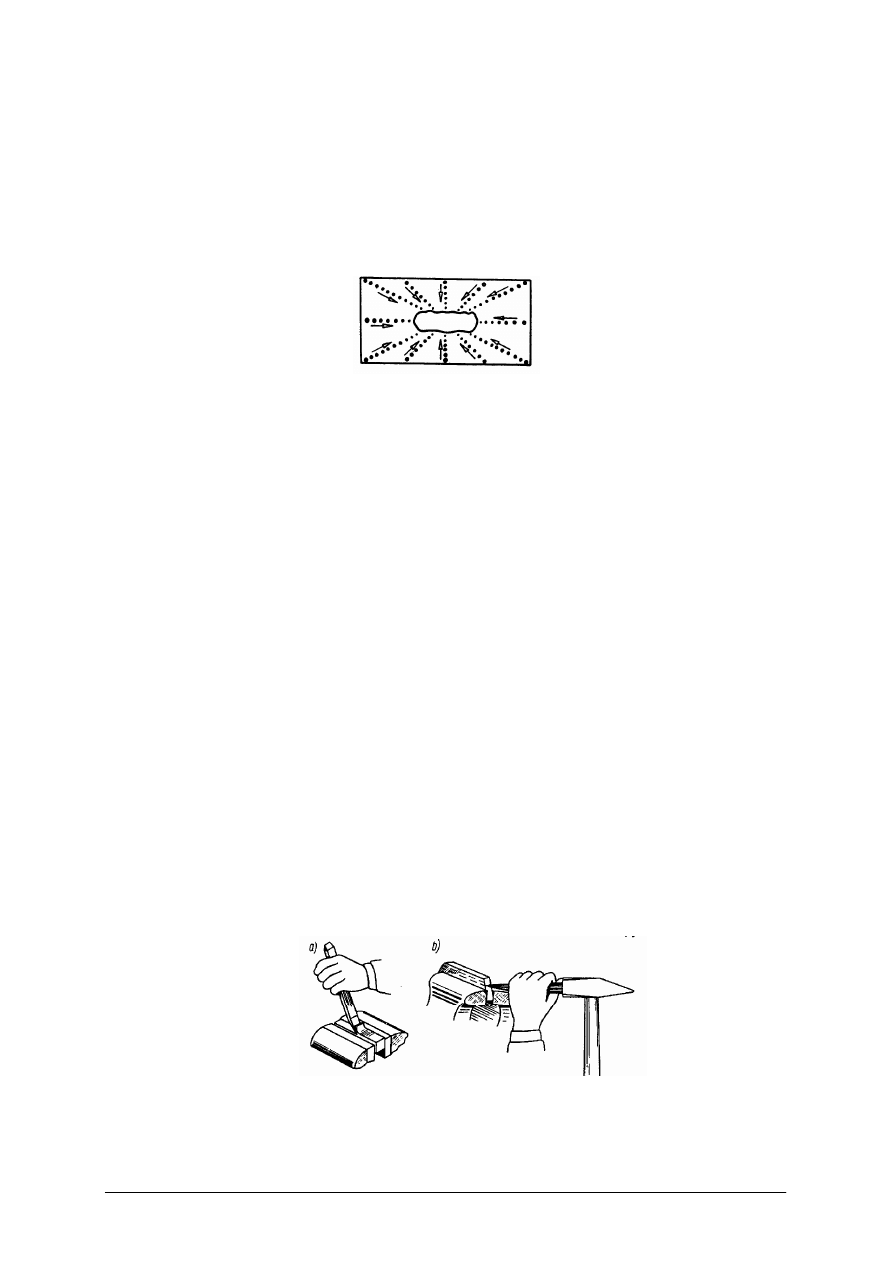
Prostowanie blach jest znacznie trudniejsze od operacji prostowania prętów lub
płaskowników. Do prostowania układa się blachy na płycie wypukłością ku górze i następnie
miejsca wygięte oznacza się kredą lub ołówkiem. Ułożoną na płycie blachę prostuje się
częstymi uderzeniami młotka, zmieniając miejsca uderzeń wzdłuż linii prostej biegnącej od
brzegu blachy ku wypukłości.
Rys. 25. Prostowanie blachy [4]
Po dojściu do linii otaczającej wypukłości wykonuje się następną serię uderzeń,
rozpoczynając ją od brzegu blachy w pewnej odległości od poprzednio uderzonych miejsc. Siła
uderzeń w miarę zbliżania się do wypukłości powinna maleć, a liczba uderzeń – wzrastać.
Do prostowania blach grubych używa się młotków metalowych, a do blach cienkich –
młotków drewnianych. Bardzo cienkie blachy prostuje się na płaskiej płycie za pomocą klocka
drewnianego, uderzanego młotkiem i przesuwanego ręcznie po blasze.
Gięcie ma na celu nadanie wytwarzanym przedmiotom pożądanego kształtu i właściwych
wymiarów. Przed przystąpieniem do gięcia należy określić wymiary materiału wyjściowego,
aby po zgięciu otrzymać produkt odpowiadający wymiarom podanym na rysunku. Niekiedy
warunki techniczne określają wymiary materiału wyjściowego, lecz częściej ślusarz musi
je ustalić na podstawie rysunku gotowej części.
Wymiary materiału wyjściowego można wyznaczyć przez podział przedmiotu
przedstawionego na rysunku na elementy proste i następnie określić długość odcinków
prostych i zaokrągleń. Poszukiwany wynik będzie sumą obliczonych poprzednio składników.
Po wyliczeniu wymiarów materiału wyjściowego można przystąpić do gięcia. Gięcie metodami
ślusarskimi odbywa się w imadle za pomocą młotka i klocków zaciskowych.
Przecinanie, wycinanie, cięcie
Do ręcznego ścinania i przecinania metali służą przecinaki. Do wycinania rowków
i zagłębień używa się wycinaków. Przedmioty poddawane ścinaniu zamocowuje się w imadle,
następnie przystawia się w odpowiednim miejscu narzędzie i uderzeniami młotka powoduje
usuwanie nadmiaru materiału.
Ścinanie można wykonać na poziomie szczęk imadła lub według rysek uprzednio
wytrasowanych na przedmiocie.
Rys. 26. Ścinanie wąskich płaszczyzn materiału: a) na poziomie szczęk imadła, b) według rysek uprzednio
wytrasowanych na przedmiocie [4]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
W przypadku ścinania na poziomie szczęk imadła materiał jest uchwycony w imadle w taki
sposób, że nad poziom szczęk wystaje jedynie warstwa materiału przeznaczona do ścięcia.
Grubość tej warstwy nie powinna przekraczać 4 mm. Jeżeli konieczne jest zebranie
z przedmiotu warstwy grubszej, ścinanie wykonuje się kilkakrotnie — za każdym razem
zdejmując niezbyt grubą warstwę metalu wystającą ponad szczęki imadła. Po ścięciu pierwszej
warstwy przedmiot należy wysunąć z imadła na grubość następnej warstwy. Czynność tę
powtarza się aż do usunięcia całego nadmiaru materiału.
Ścinanie według rysek powyżej poziomu imadła wyjaśniono na rys. b. Na przedmiocie
jest wyznaczonych kilka równoległych rysek, wzdłuż których kolejno należy ścinać materiał.
Przedmiot powinien być zamocowany w imadle tak, aby wszystkie ryski znajdowały się
powyżej szczęk i były do nich równoległe.
Do ścinania szerokich płaszczyzn stosuje się najpierw wycinaki i następnie przecinaki.
Pierwsze równoległe rowki nacina się wycinakiem, a przecinakiem – ścina powstałe występy.
Po usunięciu występów powierzchnię przedmiotu wygładza się przez ścięcie jeszcze jednej
bardzo cienkiej warstwy materiału lub spiłowuje się pilnikiem pozostałe nierówności.
Niekiedy konieczne jest wycięcie rowków o skomplikowanym kształcie na płaszczyźnie
lub powierzchniach wklęsłych.
Przecinanie wykonuje się na kowadle lub płycie. Przedmiot umieszcza się na płaskiej
powierzchni kowadła lub płyty, a przecinak, trzymany lewą ręką, ustawia się prostopadle do
materiału. Następnie przecina się materiał uderzeniami młotka
.
Przy przecinaniu zmienia się położenie przedmiotu na powierzchni podstawki (kowadła
lub płyty).
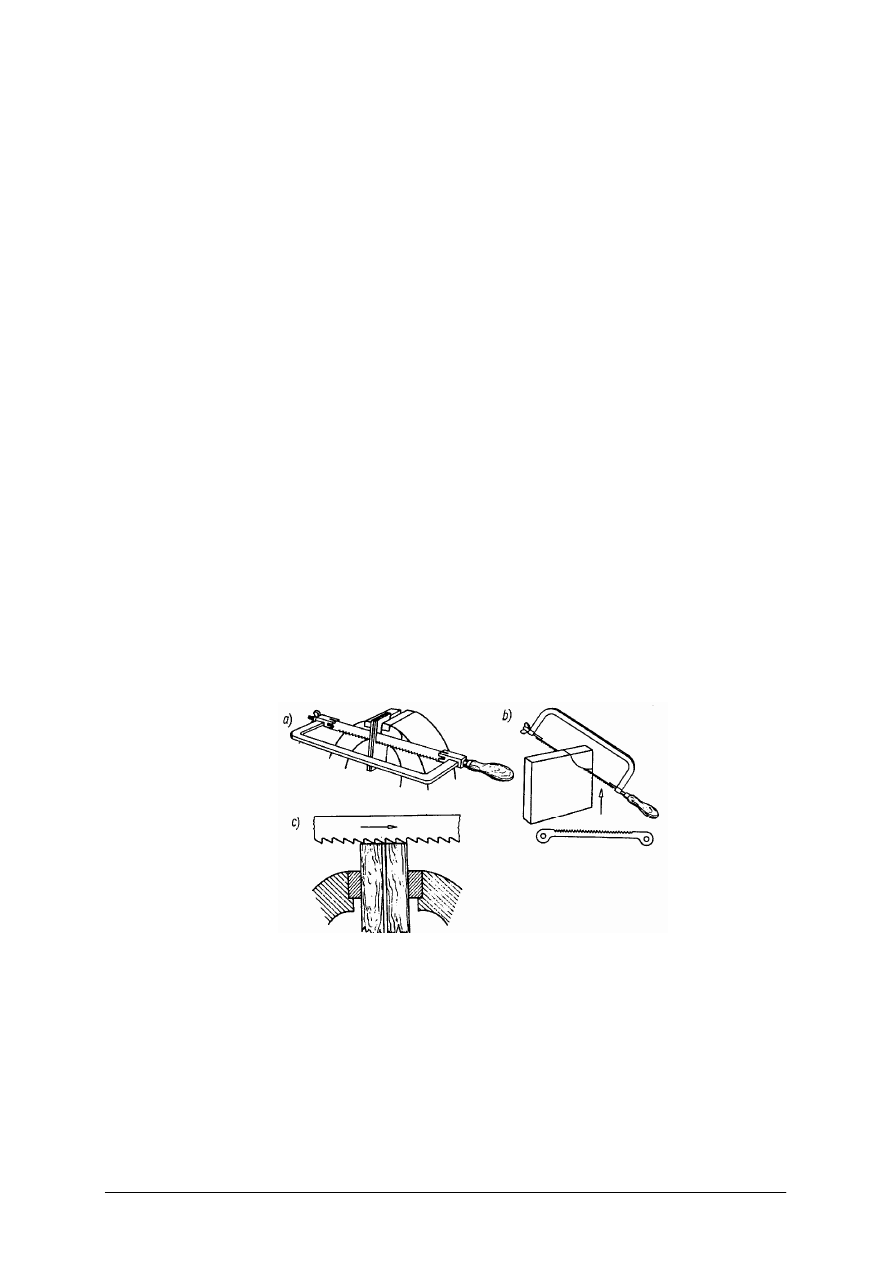
Przerzynanie wykonuje się narzędziem wieloostrzowym, zwanym piłą (ręczną lub
mechaniczną). Robocza część piły nosi nazwę brzeszczotu. Jest to cienka uzębiona stalowa
taśma, którą zamocowuje się w oprawie. Do przerzynania materiałów twardych używa się
brzeszczotów o uzębieniu drobnym. Brzeszczoty o uzębieniu grubym stosuje się do
przerzynania metali miękkich i tworzyw sztucznych.
Rys. 27. Przykłady przerzynania piłką: a) długich przedmiotów, b) wzdłuż linii krzywej, c) blachy
Przy przerzynaniu ręcznym przedmiot mocuje się w imadle w taki sposób, aby część
przeznaczona do odcięcia wystawała poza szczęki imadła.
Przedmioty pełne, cięte piłką ręczną, powinny być zamocowane w imadle tak, aby miejsce
przecięcia znajdowało się w pobliżu szczęk imadła. Dzięki temu unika się drgań przedmiotu
podczas cięcia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Zamocowanie rur bezpośrednio w szczękach imadła mogłoby spowodować zgniecenie
przedmiotu. Z tego powodu rury cienkościenne należy zamocowywać w imadłach za pomocą
drewnianych nakładek lub w specjalnych uchwytach.
Materiały metalowe o dużych przekrojach tnie się na piłach mechanicznych. Zwykle
stosowana jest piła ramowa.
Piłowanie
Piłowanie odbywa się za pomocą pilnika i ma na celu usunięcie nadmiaru materiału
z obrabianego przedmiotu, aby nadać mu właściwy kształt i wymiary, a powierzchniom –
określoną gładkość.
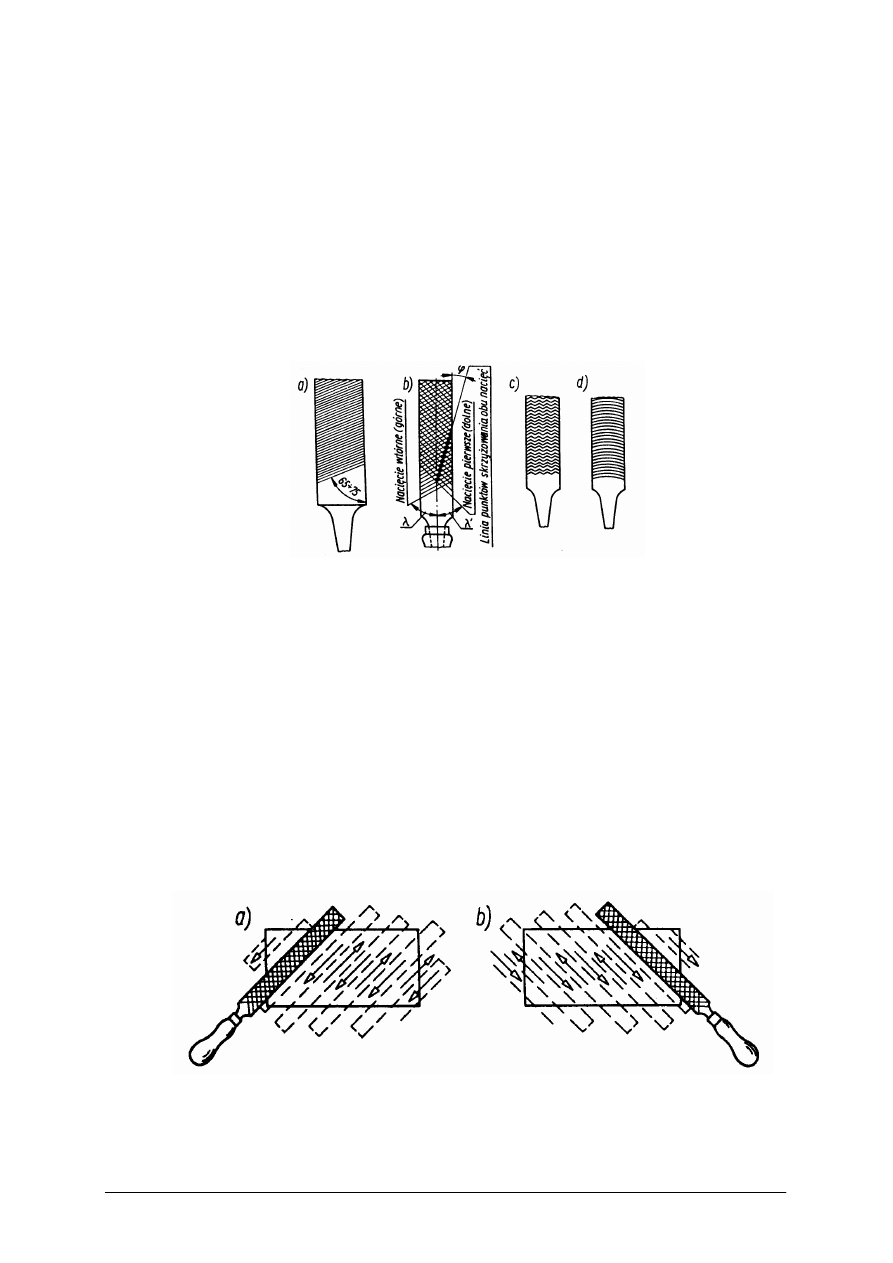
W pracach ślusarskich używa się pilników, których kształty przedstawiono w normie
PN-90/M-64660, a odmiany nacięć – w normie PN-90/M-64580.
Rys. 28. Pilniki ślusarskie o nacięciu: a) pojedynczym, b) podwójnym krzyżowym, c) daszkowym, d) łukowym [4]
Używane w ślusarstwie pilniki dzieli się na: zdzieraki, równiaki, gładziki i jedwabniki,
różniące się gęstością nacięć i wysokością zębów. Zakres prac wykonywanych pilnikiem jest
szeroki. Obejmuje on piłowanie powierzchni płaskich i krzywoliniowych, zarówno
zewnętrznych, jak i wewnętrznych, oraz dopasowywanie elementów współpracujących.
W procesie piłowania wyodrębnia się piłowanie zgrubne i wykańczające. Zależnie od
rodzaju obróbki należy stosować pilniki o odpowiednim kształcie, wielkości i nacięciu.
Przedmiot do piłowania mocuje się w imadle ślusarskim w taki sposób, aby obrabiana
powierzchnia wystawała ponad górną powierzchnię szczęk o 5–10 mm. Duże płaszczyzny
piłuje się zgrubnie metodą krzyżową. Obróbkę wykańczającą powierzchni można wykonać
pilnikiem o drobnym nacięciu lub płótnem ściernym. Należy przy tym dbać, aby nie wystąpiły
głębokie zadrapania. Najczęściej przyczyną zadrapań są wióry zakleszczone między zębami
pilnika. Aby je usunąć, pilnik należy starannie oczyszczać metalowymi szczotkami.
Rys. 29. Zasada piłowania krzyżowego: a) piłowanie w prawo, b) piłowanie w lewo [4]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Wyniki piłowania należy co pewien czas kontrolować za pomocą liniału krawędziowego
i kątownika, jeżeli zależy nam na utrzymaniu kąta prostego między obrabianymi
powierzchniami.
Płaszczyzny wąskie należy piłować w kierunku poprzecznym. Płaszczyzny pochylone
względem siebie pod kątem wymagają zazwyczaj dokładnego wytrasowania na obu
przeciwległych ścianach przed rozpoczęciem piłowania. Piłowanie kształtów wewnętrznych
poprzedza wywiercenie otworów, przez co usuwa się znaczną część zbędnego materiału
i umożliwia obróbkę pilnikiem.
Płaszczyzny równoległe piłuje się po uprzednim wytrasowaniu ich wzajemnego położenia.
Najłatwiej uzyskuje się równoległość płaszczyzn, gdy trasowanie jest poprzedzone dokładnym
doprowadzeniem do płaskości wybranej powierzchni. W czasie piłowania drugiej powierzchni
należy często sprawdzać suwmiarką lub mackami wartość odchyleń od równoległości.
Powierzchnie kształtowe piłuje się według wytrasowanej linii lub wzornika, który wraz
z obrabianym przedmiotem jest umocowany we właściwym miejscu w szczękach imadła.
Wiercenie
Jedną z częściej wykonywanych czynności ślusarskich jest wiercenie otworów za pomocą
wierteł na wiertarkach. Najczęściej używa się wierteł krętych:
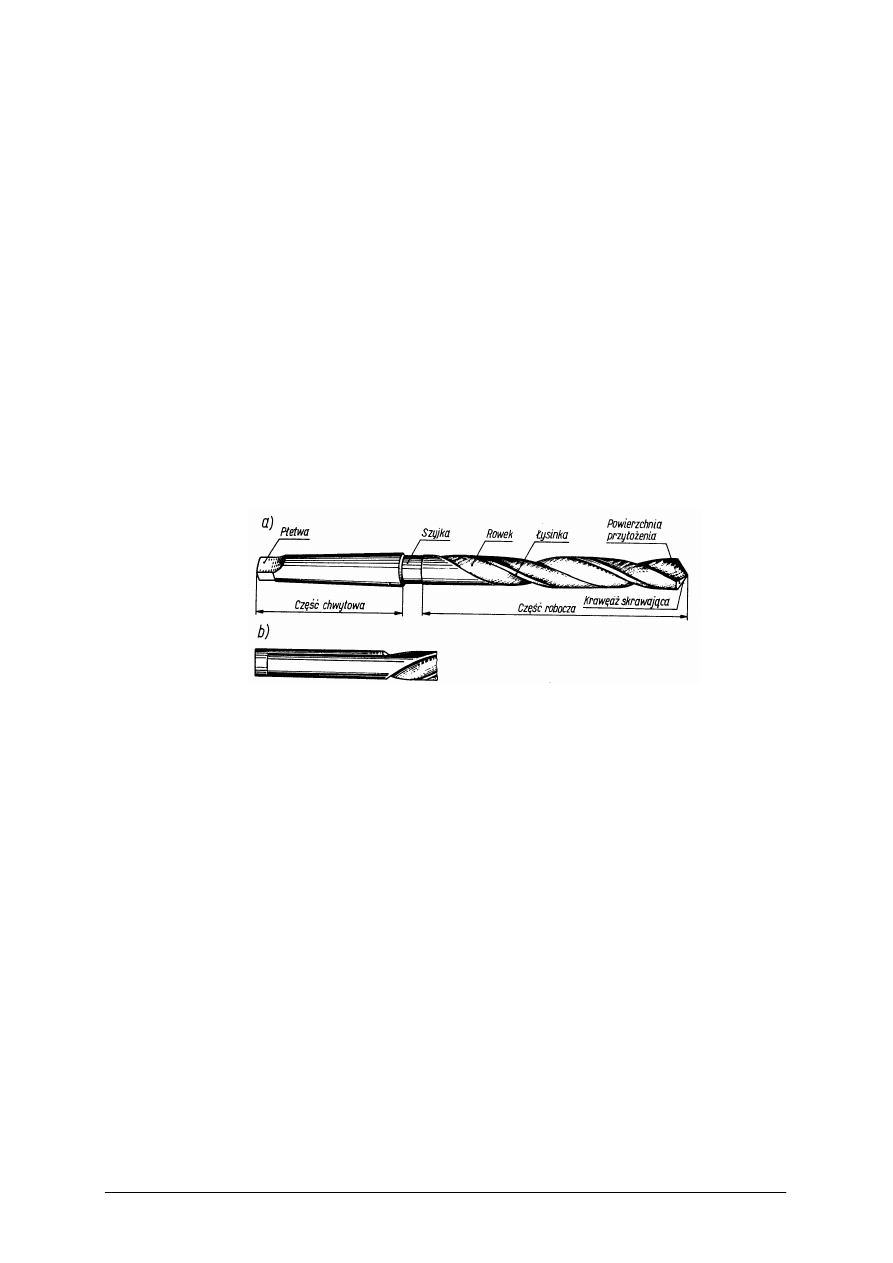
Rys. 30. Wiertło kręte [6]
Wiertło takie składa się z części roboczej i części chwytowej. Obie te części łączą się ze
sobą za pośrednictwem szyjki. Na części roboczej są nacięte dwa rowki śrubowe, które służą
do usuwania wiórów powstających podczas obróbki. Wiertło po stronie roboczej ma stożkowe
zakończenie. Powierzchnia stożkowa, przecinając się ze śrubowymi powierzchniami rowków
wiórowych, tworzy dwie krawędzie skrawające. W celu zmniejszenia styku narzędzia
z obrabianym materiałem części powierzchni cylindrycznej są nieco obniżone. W związku
z tym na krawędziach rowków tworzą się paski prowadzące, zwane łysinkami.
Część chwytowa ma kształt stożkowy zakończony płetwą lub kształt cylindryczny. Służy
ona do zamocowywania narzędzia w odpowiednim uchwycie wiertarki. Wiertła zakończone
chwytem stożkowym zamocowuje się w stożkowym otworze wrzeciona wiertarki. Wiertła
z uchwytem cylindrycznym zamocowuje się w uchwycie szczękowym.
Wiertło wykonuje podczas pracy ruch roboczy obrotowy oraz ruch posuwowy w głąb
materiału.
Do wiercenia otworów w pracach ślusarskich używa się wiertarek o napędzie ręcznym,
pneumatycznym lub elektrycznym. Najczęściej są stosowane wiertarki elektryczne ręczne lub
stołowe.
Otwory wykonane wiertłem nie mają dokładnych wymiarów, a powierzchnia w ich
wnętrzu nigdy nie jest gładka. Można ją jednak wygładzić i ponadto uzyskać dokładniejsze
wymiary. Do tego celu służą rozwiertaki o różnych wymiarach, kształtach i typach. W pracach
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
ślusarskich stosuje się rozwiertaki ręczne lub maszynowe przy rozwiercaniu
na wolnoobrotowej wiertarce.
Najczęściej są używane rozwiertaki stałe i nastawne do otworów walcowych oraz
rozwiertaki stożkowe do otworów o małych zbieżnościach. Rozwiertaki stożkowe stosuje się
w kompletach utworzonych z trzech narzędzi różniących się między sobą budową.
Rozwiertak, który jako pierwszy powinien być użyty, nazywa się wstępnym, drugi –
zdzierakiem, a trzeci wykańczakiem. Otwory o małej zbieżności rozwierca się od razu
wykańczakiem.
W celu wykonania otworu o określonej średnicy i dużej gładkości należy uprzednio
wywiercić otwór o średnicy mniejszej od nominalnej o 0,2–0,3 mm i następnie, stosując
jednokrotne lub dwukrotne rozwiercanie, osiągnąć średnicę zbliżoną do nominalnej
w granicach dopuszczalnych odchyłek.
Gwintowanie
Do ręcznego gwintowania otworów służą gwintowniki ślusarskie. W praktyce
są stosowane komplety gwintowników, składające się z dwóch lub trzech sztuk. Pierwszy
gwintownik jest przeznaczony do gwintowania zgrubnego, drugi – do gwintowania średniego,
a trzeci – do gwintowania wykańczającego.
Dokładne średnice wierteł przeznaczonych do obróbki różnych materiałów i wykonywania
różnych gwintów można odnaleźć w tablicach zamieszczanych w poradnikach.
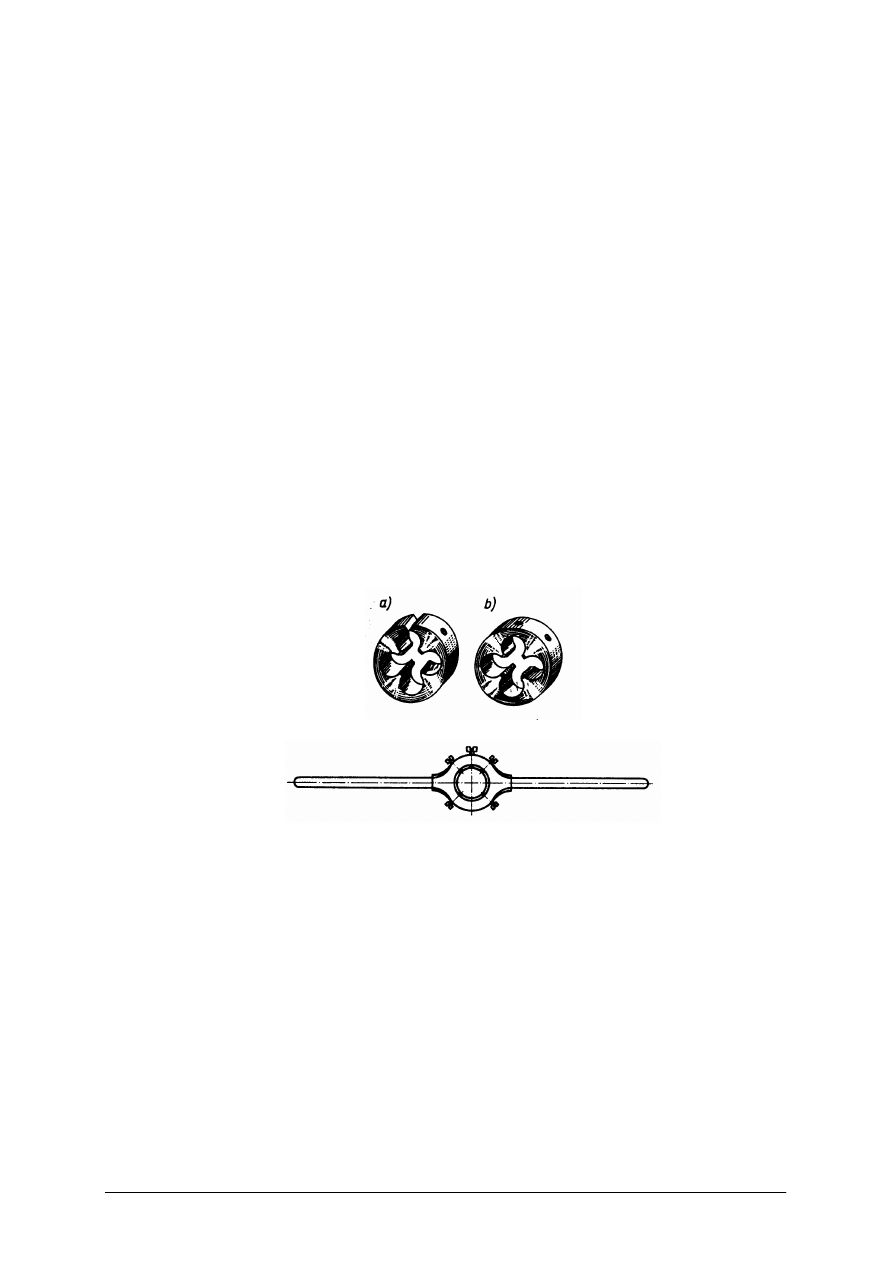
Gwintowanie prętów odbywa się za pomocą narzynek, tj. krążków z naciętym gwintem.
Narzynka przedstawiona na rys. 31 jest przecięta i dzięki temu może sprężynować.
Właściwość tę można wykorzystać do częściowej regulacji wymiaru nacinanego gwintu.
Rys. 31. Narzynki: a) przecięta, b) niedzielona Oprawka do narzynek okrągłych
Narzynka niedzielona daje gwint o stosunkowo dokładnych wymiarach.
W celu wykonania gwintu, narzynki – podobnie jak poprzednio gwintowniki –
są mocowane podczas pracy w oprawkach.
Gwintowniki dzielimy na:
–
gwintownik wstępny,
–
zdzierak,
–
gwintownik wykańczający.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Która piła ręczna nadaje się do piłowania małych elementów?
2. Która piła ręczna nadaje się do piłowania dużych elementów?
3. Do jakich celów służy strugnica stolarska?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
4. Jakie znasz rodzaje narzędzi do ręcznego strugania drewna?
5. Jakie znasz rodzaje narzędzi do ręcznego wiercenia drewna?
6. Na czym polega różnica między strugiem zdzierakiem a równiakiem?
7. Jakie znasz rodzaje narzędzi do ręcznego dłutowania?
8. Jakie narzędzia pomocnicze są przydatne przy ręcznej obróbce drewna?
9. W jakim celu jest stosowane trasowanie?
10. Jakie narzędzia są używane przy trasowaniu i określić ich przeznaczenie?
11. W jaki sposób należy mocować przedmiot w imadle w celu wykonania przecinania piłką?
12. Jakie są podstawowe zasady bezpiecznej pracy podczas cięcia piłką?
13. W jaki sposób wykonujemy prostowanie prętów i wałków?
14. Jakich narzędzi używamy do gwintowania?
4.2.3. Ćwiczenia
Ćwiczenie 1
Z zestawu narzędzi do dłutowania wybierz żłobak i scharakteryzuj go.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z treścią zadania,
2) wybrać żłobak spośród narzędzi do dłutowania,
3) omówić budowę żłobaka,
4) omówić zastosowanie żłobaka,
5) omówić sposób jego użytkowania.
Wyposażenie stanowiska pracy:
–
zestawy narzędzi i sprzętu do dłutowania,
–
literatura z rozdziału 6.
Ćwiczenie 2
Wybierz gładzik z zestawu narzędzi do strugania i scharakteryzuj go.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z treścią zadania,
2) wybrać gładzik spośród narzędzi do strugania,
3) omówić budowę gładzika,
4) omówić zastosowanie gładzika,
5) omówić sposób użytkowania gładzika.
Wyposażenie stanowiska pracy:
–
zestawy narzędzi i sprzętu do strugania drewna,
–
literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Ćwiczenie 3
Wybierz piłę grzbietnicę z zestawu narzędzi do piłowania i scharakteryzuj ją.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z treścią zadania,
2) spośród narzędzi wybrać piłę grzbietnicę,
3) omówić jej budowę,
4) omówić zastosowanie piły grzbietnicy,
5) omówić sposób jej użytkowania.
Wyposażenie stanowiska pracy:
–
zestawy narzędzi i sprzętu do piłowania drewna,
–
literatura z rozdziału 6.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
podać rodzaj piły przeznaczonej do piłowania małych elementów?
2)
podać rodzaj piły przeznaczonej do piłowania dużych elementów?
3)
określić, do jakich celów służy strugnica stolarska?
4)
podać cel stosowania stojaków?
5)
wymienić narzędzia do ręcznego strugania drewna?
6)
wymienić narzędzia do ręcznego wiercenia drewna?
7)
wykazać różnice między strugiem zdzierakiem a równiakiem?
8)
wymienić narzędzia do ręcznego dłutowania?
9)
wymienić narzędzia pomocnicze przydatne przy ręcznej obróbce
drewna?
10) podać sposób prostowania wałków?
11) wymienić narzędzia do trasowania?
12) podać sposób wykonywania gwintu zewnętrznego?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
4.3. Mechaniczna obróbka drewna
4.3.1. Materiał nauczania
Mechaniczna obróbka drewna jest to obróbka wykonywana przy użyciu maszyn i urządzeń
napędzanych silnikami.
Zastosowanie obróbki mechanicznej ma na celu: zwiększenie dokładności wykonania
elementów, a tym samym uzyskanie wyrobów powtarzalnych (wymienialnych) , umożliwienie
masowej produkcji wyrobów, a przede wszystkim uwolnienie człowieka od pracy ręcznej,
zwłaszcza tam, gdzie zagraża ona jego zdrowiu.
Klasyfikację sposobów i odmian mechanicznej obróbki drewna skrawaniem podano
w tabeli1.
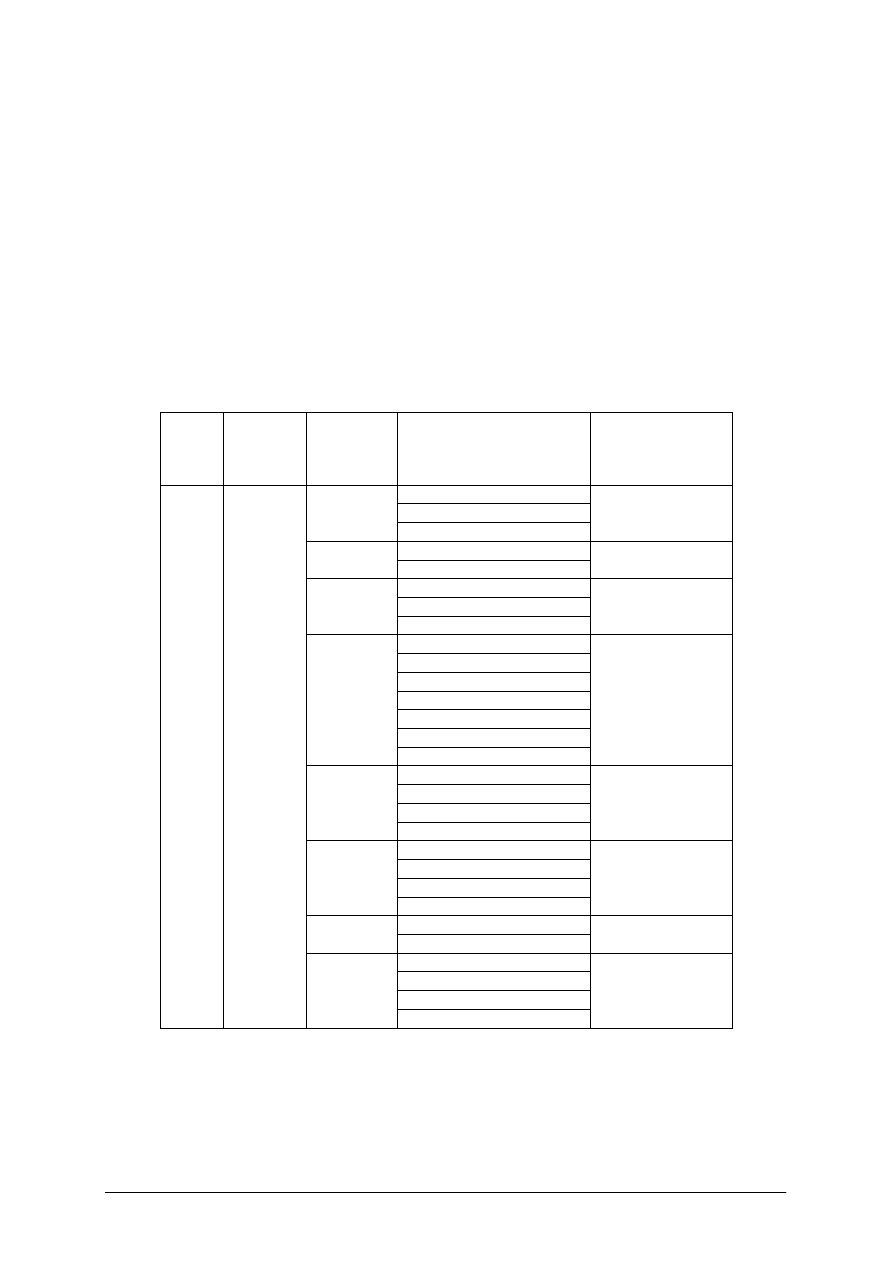
Tabela 1. Podstawowe sposoby i odmiany mechanicznej obróbki drewna skrawaniem [8]
Rodzaj
obróbki
Grupa
sposobów
obróbki
Sposoby
maszynowej
obróbki
cięciem
Odmiany maszynowej
obróbki cięciem
Stosowane
narzędzia
wzdłużne
poprzeczne
piłowanie
skośne
piły tarczowe
i taśmowe
prostoliniowe
struganie
płaskie
obrotowe
noże
wyrównujące
grubościowe i szerokościowe
struganie
obrotowe
profilowe
noże
wyrównywanie
profilowanie
czopowanie
wczepowanie
rowkowanie
głębienie
frezowanie
modelowanie
frezy i noże
do głowic
przewiercanie
wywiercanie
nawiercanie
wiercenie
pogłębianie
wiertła
zwykłe
kombinowane
oscylacyjne
dłutowanie
łańcuchowe
dłuta i frezy
łańcuchowe
zwykłe
toczenie
śrubowe
noże tokarskie
płaskie
proste krzywoliniowe
profilowe
O
bróbk
a
ci
ęciem
S
kr
a
w
a
n
ie
odd
zielaj
ące
szlifowanie
na okrągło
papiery ścierne
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Piłowanie
W praktyce ciesielskiej występuje piłowanie prostoliniowe. Piłowanie prostoliniowe może
być poprzeczne, wzdłużne i skośne. Piłowanie elementów wykonuje się za pomocą pilarek.
Szczelina powstała w procesie przecinania materiału nazywa się rzazem. Rzaz nie jest
zazwyczaj gładki. Na gładkość rzazu ma decydujący wpływ jakość rozwarcia zębów piły i ich
jednakowa wysokość. Rozwarcie zębów polega na wychyleniu parzystych zębów w jedną
stronę, a nieparzystych w stronę drugą. Celem tego zabiegu jest uzyskanie rzazu o szerokości
przekraczającej grubość tarczy lub taśmy piły.
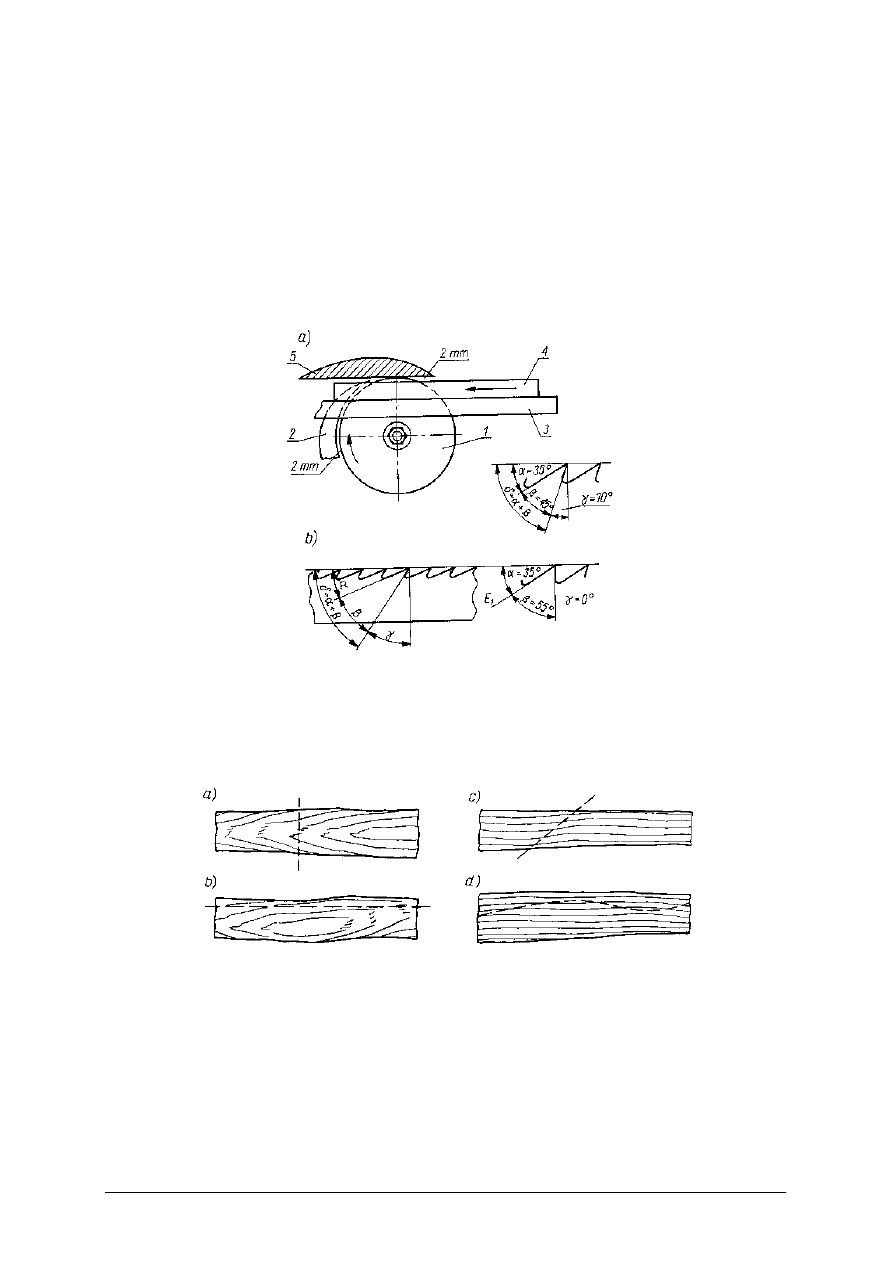
Schematy cięcia na pilarkach i geometria ostrzy piły tarczowej i taśmowej zilustrowano na
rys. 32. natomiast odmiany piłowania są zilustrowane na rys. 33.
Rys. 32. Cięcie na pilarkach: a) piła tarczowa i geometria jej ostrzy b) geometria ostrzy piły taśmowej 1 – piła
tarczowa, 2 – klin rozszczepiający, 3 – stół pilarki tarczowej, 4 – element obrabiający, 5 – osłona piły
tarczowej, α – kąt przyłożenia, β – kąt ostrza, γ – kąt natarcia, δ – kąt skrawania [ 8]
Rys. 33. Odmiany piłowania: a) piłowanie poprzeczne prostoliniowe, b) piłowanie wzdłużne prostoliniowe,
c) piłowanie skośne prostoliniowe, d) piłowanie krzywoliniowe [8]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Struganie
Struganie drewna to zrywanie z jego powierzchni cienkich warstewek, zwanych wiórami,
za pomocą wirujących noży.
Podczas suszenia drewno ulega większym bądź mniejszym odkształceniom. Niekiedy są to
odkształcenia niewidoczne gołym okiem, ale mające wpływ na jakość wyrobu gotowego.
Ponadto powierzchnie elementów surowych, są najczęściej chropowate, ponieważ
uzyskuje się je piłowaniem. Dlatego podstawowym warunkiem dalszej obróbki kształtującej
elementy z drewna jest uzyskanie powierzchni bazowych, to jest powierzchni, które w dalszej
obróbce będą przylegały do stołów i przykładni czy prowadnic obrabiarek (rys. 33). Schemat
mechanicznego strugania obrotowego elementów drewnianych jest zilustrowany na rys. 34.
Rys. 34. Bazowanie elementu podczas wyrównywania: a) przed wyrównaniem b) po wyrównaniu [8]
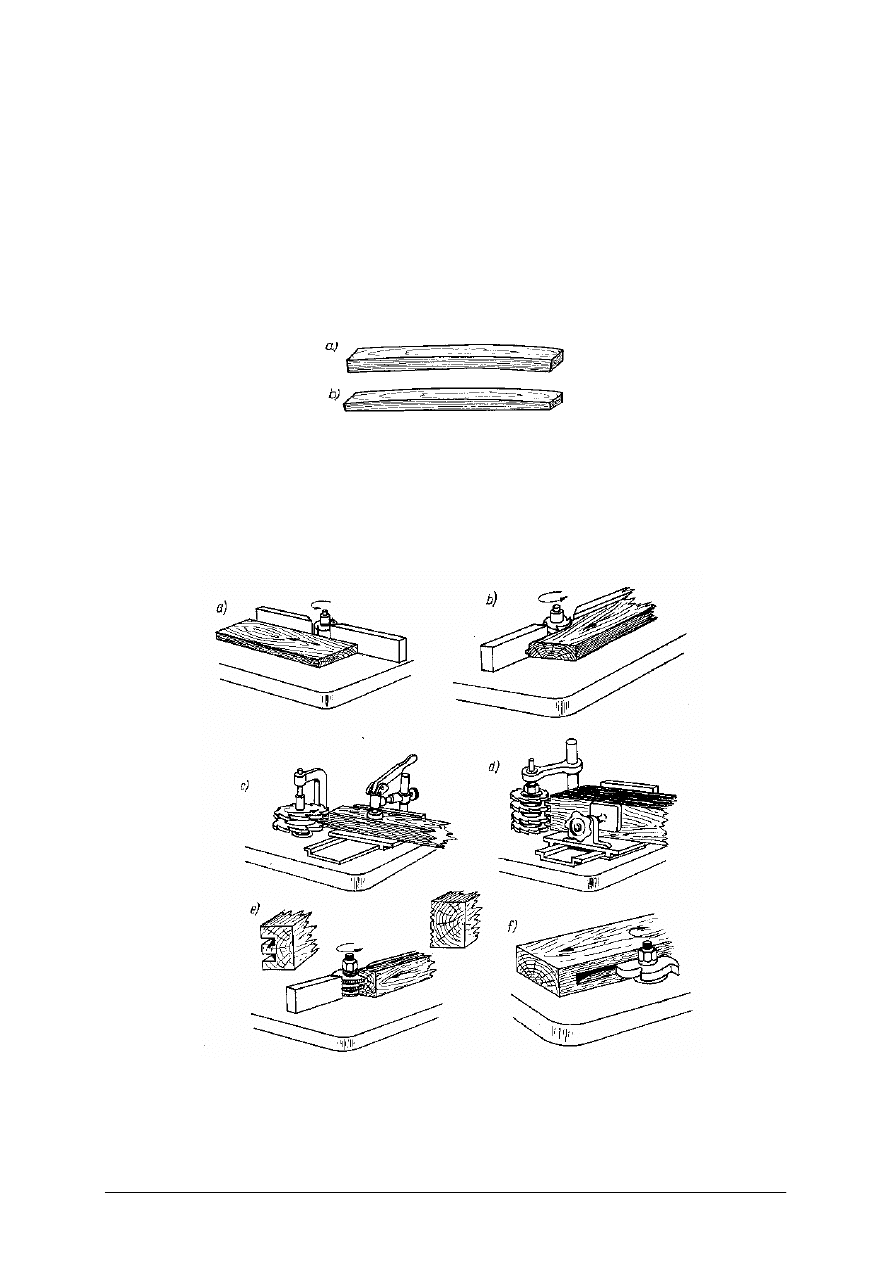
Frezowanie
Na frezarce wykonuje się wyrównywanie i profilowanie wąskich powierzchni,
czopowanie,
wczepowanie,
rowkowanie,
głębienie
(rys.
35)
oraz
modelowanie
i odwzorowywanie, zwane również frezowaniem krzywoliniowym .
Rys. 35. Frezowanie drewna a) wyrównanie, b) profilowanie, c) czopowanie, d) wczepowanie e) rowkowanie
f) głębienie [8]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Frezarka dolnowrzecionowa jest wyposażona w pionowe wrzeciono, na którym
zamocowano trzpień wystający ponad stół obrabiarki. Na trzpieniu tym unieruchamia się frez
nasadzany lub głowicę frezową z nożami. Wykonuje on ruch obrotowy wraz z frezem lub
głowicą. Podczas przesuwania elementu obrabianego i dociskania do wirujących noży
następuje frezowanie. Często, zwłaszcza podczas wykonywania złączy, stosuje się zestawy
frezów nasadzanych. W celu uzyskania złożonych profilów używa się frezów profilowych.
Każdy frez jest zbiorem kilku lub kilkunastu noży zamocowanych na stałe na niewielkiej
tarczy lub walcu metalowym.
W głowicach frezowych noże skrawające są wymienne.
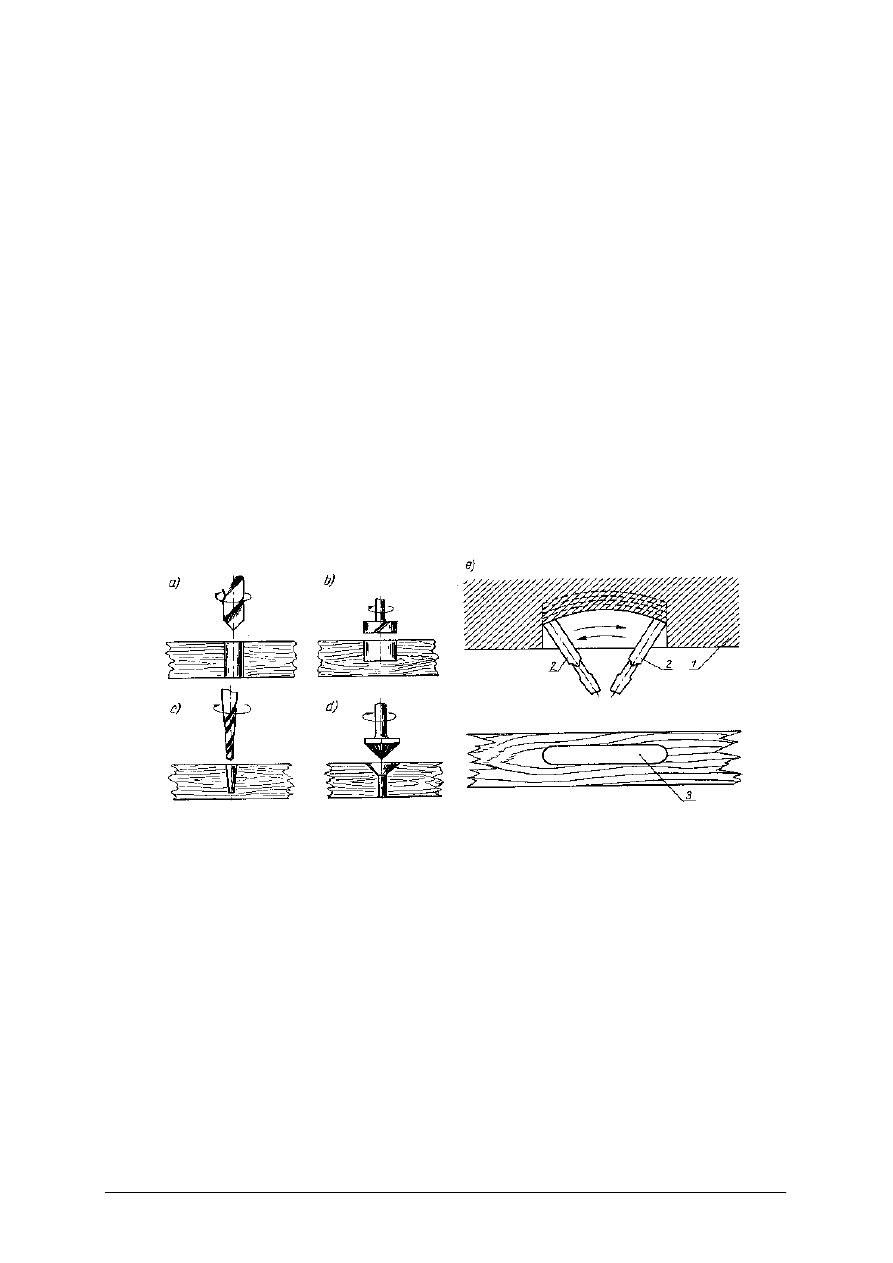
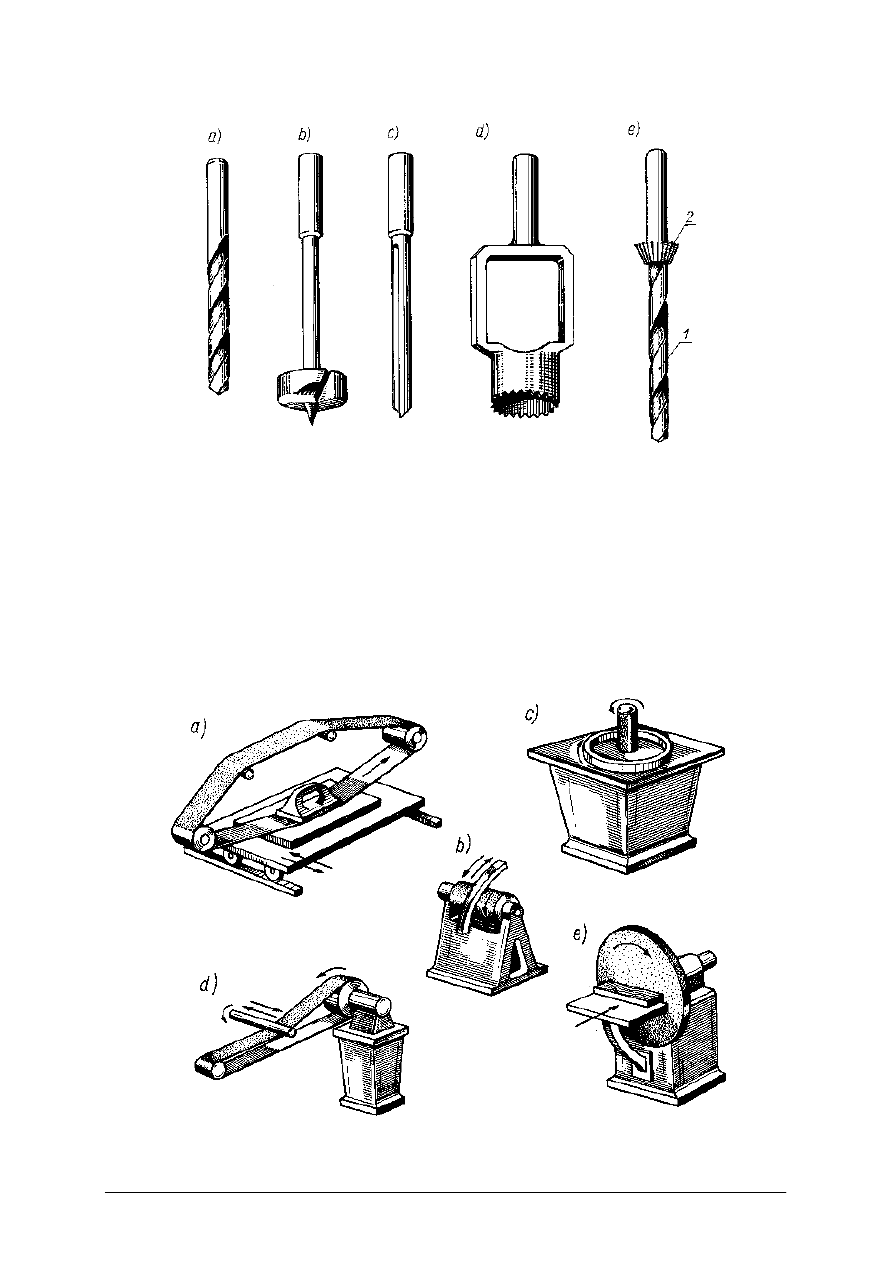
Wiercenie
Otwory i gniazda o przekroju poprzecznym okrągłym wykonuje się za pomocą wiertarek
poziomych i pionowych. Wiertarko-frezarkami można wykonywać otwory lub gniazda płaskie.
Sposoby maszynowego wiercenia w stolarstwie oraz rodzaje otworów i gniazd przedstawiono
na rys. 36. Narzędziami skrawającymi podczas wiercenia są wiertła. Ich odmiany najczęściej
stosowane w produkcji stolarskiej pokazano na rys. 37.
Każde wiertło składa się z trzpienia mocowanego w uchwycie obrabiarki oraz
z wydłużonego elementu zakończonego częścią roboczą wyposażoną w noże skrawające.
Śrubowy kształt niektórych wierteł ułatwia usuwanie wiórów z wykonywanego otworu czy
gniazda. Ma to szczególne znaczenie wtedy, gdy otwór lub gniazdo są głębokie.
Rys. 36. Sposoby maszynowego wiercenia drewna: a) przewiercanie, b) wywiercanie, c) nawiercanie,
d) pogłębianie, e) wykonywanie gniazda płaskiego na wiertarko-frezarce oscylacyjnej: 1 – element
obrabiany, 2 – krańcowe położenie wiertła, 3 – gniazdo płaskie [8]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Rys. 37. Najczęściej używane wiertła: a) wiertło śrubowe , b) środkowiec walcowy dwuostrzowy , c) wiertło
łyżkow, d) wiertło cylindryczne piłkowe, e) wiertło śrubowe z pogłębianiem [8]
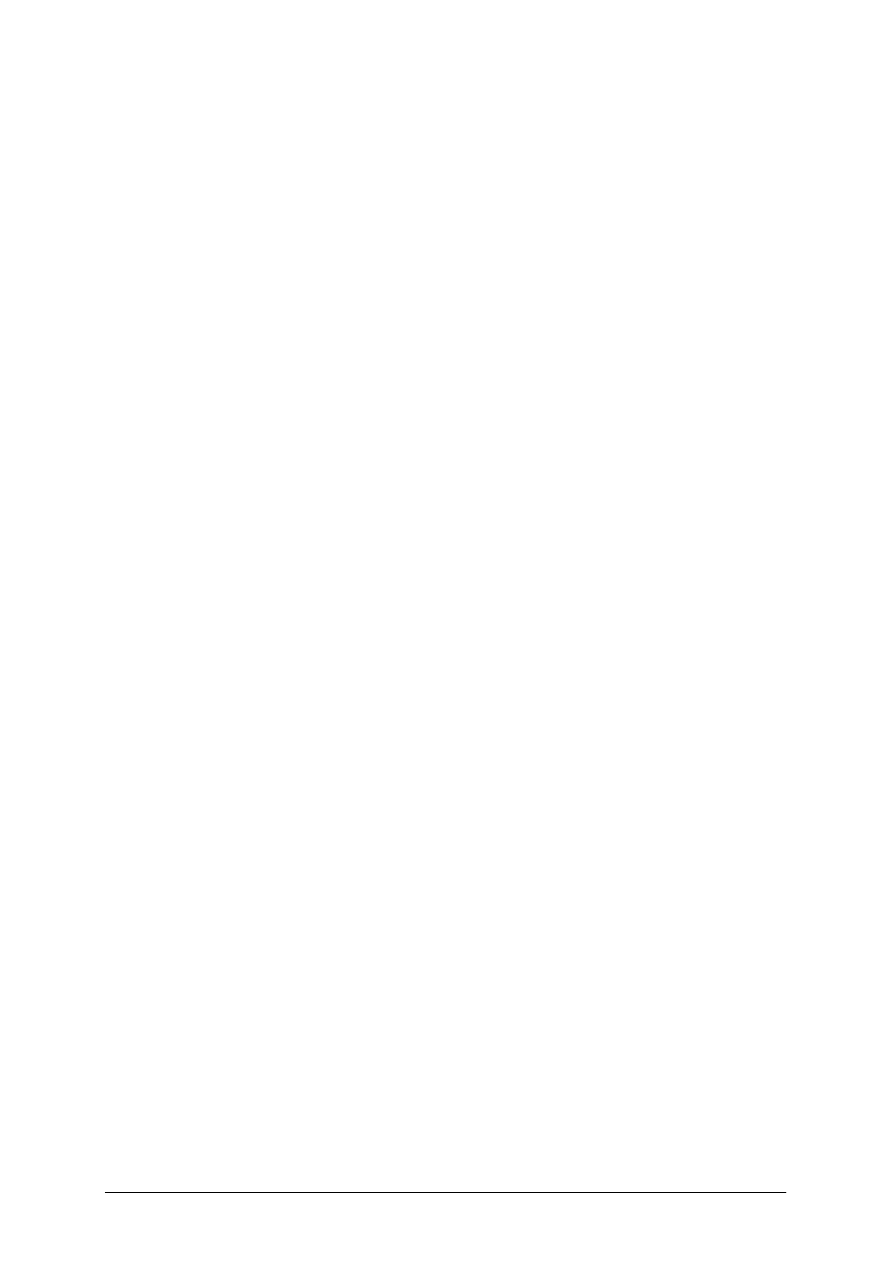
Szlifowanie
Celem szlifowania drewna i tworzyw drzewnych jest wygładzanie i oczyszczanie z plam
i zabrudzeń powierzchni elementów. W produkcji stolarskiej szlifowanie wykonuje się za pomocą
różnego rodzaju szlifierek (rys. 38). Narzędziem skrawającym jest w przypadku szlifowania
narzędzie ścierne. Do szlifowania służą wyroby w kształcie arkuszy, taśm, krążków itp.,
o podłożach z papieru, tkaniny lub fibry, na których umocowana jest warstwa ścierniwa (materiału
ściernego) za pomocą klejów naturalnych, syntetycznych lub ich kombinacji. Drobne ziarna
twardego ścierniwa działają jak maleńkie noże skrawające i odrywają od wygładzanej powierzchni
niewielkie wiórki w postaci pyłu drzewnego. Uzyskiwana gładkość powierzchni zależy do wielkości
ziaren.
Rys. 38. Szlifierki : a) taśmowa, b) jednowalcowa, c) wałkowa, d) taśmowa bez stołu, e) tarczowa [8]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaki jest cel obróbki mechanicznej drewna?
2. Jakie znasz rodzaje mechanicznej obróbki drewna?
3. Jakie znasz odmiany piłowania drewna?
4. Na czym polega obróbka drewna zwana frezowaniem?
5. Jakie znasz sposoby maszynowego wiercenia oraz rodzaje otworów i gniazd?
6. Jakie są rodzaje wierteł używanych w pracach ciesielskich i stolarskich?
7. Jakie znasz rodzaje toczenia drewna?
4.3.3. Ćwiczenia
Ćwiczenie 1
Obejrzyj pilarkę tarczową i zaobserwuj jej działanie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z treścią zadania,
2) przyjrzeć się wzdłużnemu i poprzecznemu przecinaniu drewna, które wykona instruktor,
3) przyjrzeć się geometrii ostrzy piły tarczowej,
4) omówić, na czym polega rozwarcie zębów piły i co jest celem tego zabiegu.
Wyposażenie stanowiska pracy:
–
pilarka tarczowa,
–
elementy drewniane do przecinania piłą,
–
literatura z rozdziału 6.
Ćwiczenie 2
Obejrzyj strugarkę i zaobserwuj obróbkę kształtującą element drewniany.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z treścią zadania,
2) przyjrzeć się wyrównywaniu powierzchni elementu drewnianego tak, aby przylegał
do stołów przykładni lub prowadnic obrabiarek,
3) zaobserwować i opisać ustawianie obrabiarki.
Wyposażenie stanowiska pracy:
–
strugarka wyrówniarka,
–
elementy drewniane do obróbki,
–
literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Ćwiczenie 3
Obejrzyj strugarkę i zaobserwuj obróbkę kształtującą element drewniany.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z treścią zadania,
2) przyjrzeć się frezowaniu elementu drewnianego wykonywanemu przez instruktora,
3) przyjrzeć się przygotowaniu obrabiarki do pracy, a szczególnie zamocowaniu frezu,
4) omówić, na czym polega frezowanie i co jest efektem tej obróbki,
Wyposażenie stanowiska pracy:
–
frezarka dolnowrzecionowa,
–
elementy drewniane do frezowania,
–
literatura z rozdziału 6.
Ćwiczenie 4
Obejrzyj kilka rodzajów wierteł i określ, do jakiego sposobu wiercenia maszynowego
przeznaczone jest każde z nich i dlaczego. Wyjaśnij jakimi wiertłami można wykonywać
otwory o przekroju poprzecznym okrągłym i płaskim (zbliżonym do prostokąta), a jakimi
otwory płytkie i głębokie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
2) zapoznać się z treścią zadania,
2) przyjrzeć się planszy przedstawiającej rodzaje wierteł,
3) przyjrzeć się planszy przedstawiającej sposoby maszynowego wiercenia drewna,
4) omówić poszczególne typy wierteł i podać, jakimi wiertłami można wykonywać otwory
o przekroju poprzecznym, okrągłym i płaskim (zbliżonym do prostokąta), a jakimi otwory
płytkie i głębokie.
Wyposażenie stanowiska pracy:
–
plansza z rodzajami wierteł,
–
plansza ze sposobami maszynowego wiercenia drewna,
–
literatura z rozdziału 6.
Ćwiczenie 5
Scharakteryzuj szlifierki taśmowe i tarczowe.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z treścią zadania,
2) przyjrzeć się planszy przedstawiającej rodzaje szlifierek,
3) omówić, na czym polega szlifowanie płaskie na szlifierce taśmowej.
Wyposażenie stanowiska pracy:
–
plansza z różnymi rodzajami szlifierek,
–
literatura z rozdziału 6.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) zdefiniować cel mechanicznej obróbki drewna?
2) opisać rodzaje mechanicznej obróbki drewna?
3) rozróżnić odmiany piłowania drewna?
4) wyjaśnić, na czym polega obróbka drewna zwana frezowaniem?
5) dobrać wiertła do wykonania otworu o przekroju poprzecznym
okrągłym i płaskim (zbliżonym do prostokąta) oraz otworów
płytkich i głębokich?
6) dobrać sprzęt i maszyny do obróbki drewna?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
4.4. Mechaniczna obróbka wiórowa
4.4.1. Materiał nauczania
Obróbka wiórowa (obróbka skrawaniem) polega na zmianie wymiarów przedmiotu przez
usuwanie materiału w postaci wiórów. Maszynowa (mechaniczna) obróbka wiórowa jest
wykonywana za pomocą maszyn nazywanych obrabiarkami skrawającymi. Ze względu
na cechy ruchów narzędzia oraz przedmiotu obrabianego podczas obróbki wyróżnia się:
Toczenie
Przedmiot obrabiany wykonuje ruch obrotowy, narzędzie (nóż tokarski) najczęściej jest
w tym czasie przesuwane równolegle do osi obrotu lub prostopadle do niej. Toczenie
wykonuje się na obrabiarkach nazywanych tokarkami.
Wiercenie
Przedmiot jest nieruchomy zaś wiertło wykonuje ruch obrotowy i jednocześnie
prostoliniowy postępowy ruch posuwowy. Wiercenie wykonuje się przeważnie na wiertarce,
choć może być również wykonane na tokarce. Wówczas wiertło jest zamocowane nieruchomo
w koniku tokarki a obraca się przedmiot zamocowany w uchwycie tokarki.
Frezowanie
Narzędziem jest frez, który wykonuje ruch obrotowy, natomiast przedmiot obrabiany jest
przesuwany, najczęściej prostoliniowo.
Struganie
Przedmiot oraz narzędzie wykonują ruchy prostoliniowe. Struganie stosuje się do
wykonywania płaszczyzn.
Dłutowanie
Przedmiot jest nieruchomy, natomiast narzędzie (nóż) wykonuje ruch posuwisto– zwrotny
względem przedmiotu obrabianego.
Ze względu na małą wydajność procesów strugania i dłutowania, procesy te są
zastępowane (tam, gdzie jest to możliwe) frezowaniem.
Szlifowanie
Narzędziem jest tarcza szlifierska (ściernica), która wykonuje ruch obrotowy oraz jeden
lub dwa ruchy posuwowe. Przedmiot obrabiany może jednocześnie wykonywać drugi ruch
posuwowy. Szlifowanie może służyć do obróbki płaszczyzn, wałków, otworów oraz
powierzchni kształtowych (np. kół zębatych).
Proces skrawania
Podczas skrawania tworzy się wiór pokazany na rysunku 39:
Rys. 39. Tworzenie się wióra podczas skrawania a – warstwa zgnieciona i oderwana, b – warstwa ściskana,
c – materiał jeszcze nie odkształcony, d – warstwa zgnieciona po przejściu noża[6]
Wiór może być: wstęgowy, schodkowy lub odpryskowy. Rodzaj wióra zależy od
właściwości obrabianego materiału, ostrza i narzędzia skrawającego oraz szybkości skrawania.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Materiały ciągliwe dają wiór wstęgowy. Materiały kruche takie, jak np.: żeliwo lub mosiądz
dają wióry odpryskowe.
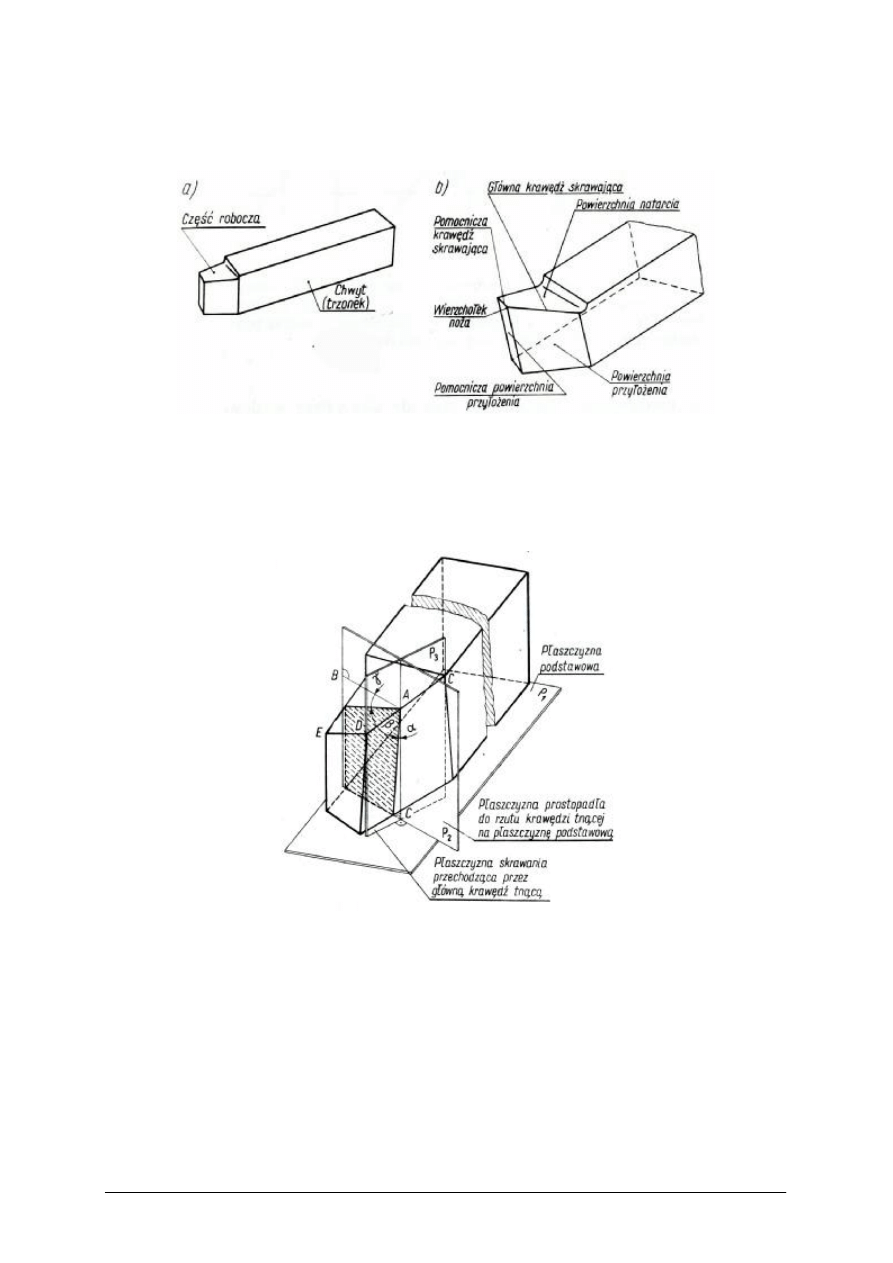
Najczęściej stosowanym narzędziem podczas obróbki skrawaniem jest nóż tokarski (rys. 40).
Rys. 40. Nóż tokarski: a – części
składowe, b – elementy części roboczej noża tokarskiego
[6]
Chwyt służy do mocowania noża w imaku nożowym tokarki. Część robocza służy do
skrawania materiału. Powierzchnia natarcia przejmuje nacisk wióra. Powierzchnie przyłożenia
wraz z powierzchnią natarcia tworzą krawędzie skrawające oraz główne kąty ostrza.
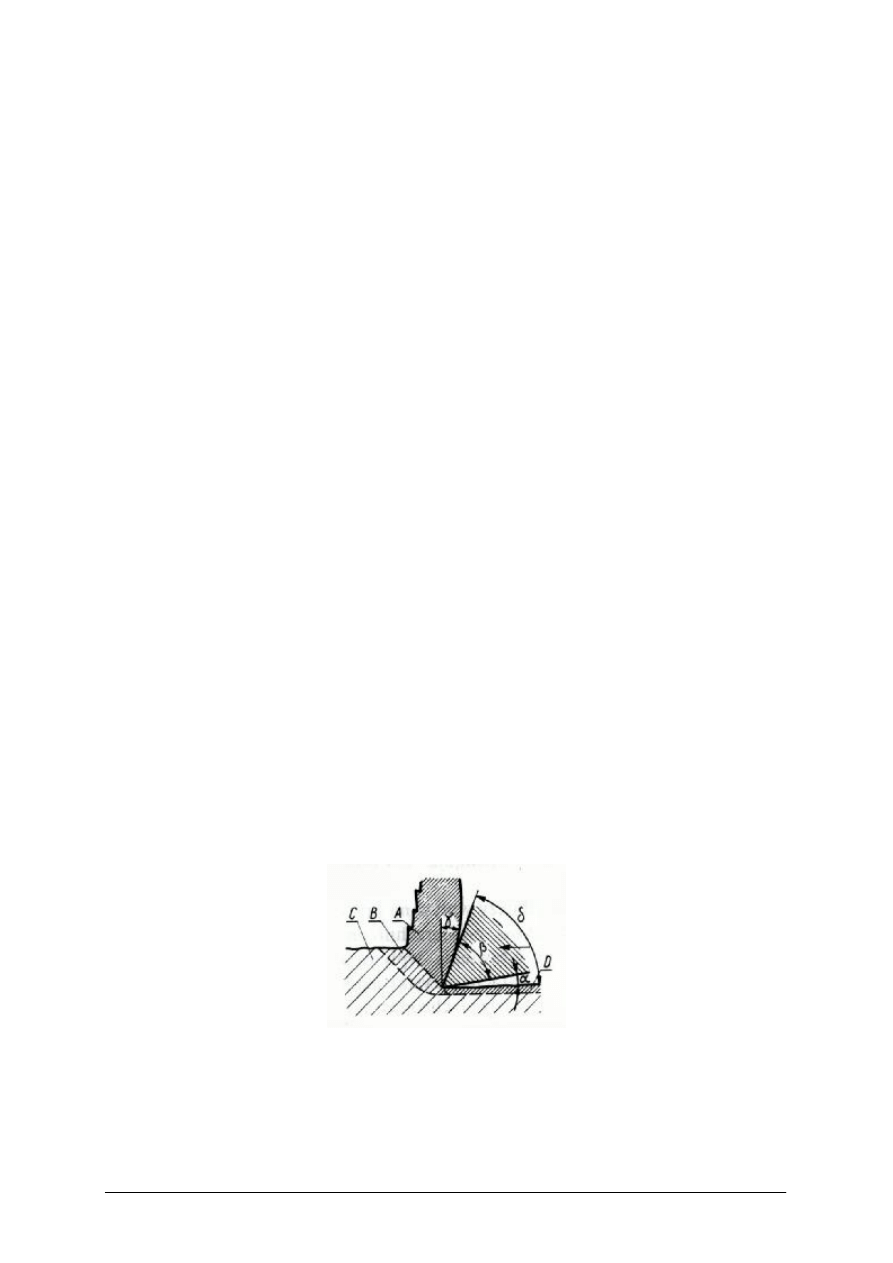
Na rysunku 41 pokazano nóż tokarski z zaznaczonymi głównymi kątami ostrza.
Rys. 41. Główne kąty ostrza noża tokarskiego [6]
Kąt przyłożenia α jest zawarty między prostopadłą AC do płaszczyzny podstawowej noża,
a powierzchnią przyłożenia. Kąt natarcia γ jest zawarty między linią poziomą AB,
a powierzchnią natarcia. Kąt ostrza β jest zawarty między powierzchnią przyłożenia,
a powierzchnią natarcia. Kąt skrawania δ jest sumą kątów przyłożenia i ostrza δ = α + β. Kąty
α, β, γ nazywa się głównymi kątami noża.
α + β + γ = 90
0
Noże tokarskie mogą być: jednolite, gdy są wykonane z węglowej stali narzędziowej, noże
z przylutowaną płytką z węglika spiekanego, noże, w których część robocza jest wykonana ze
stali narzędziowej i jest zgrzana z chwytem wykonanym z tańszej stali konstrukcyjnej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Parametry oraz warunki skrawania obejmują:
1) przy toczeniu: posuw związany obrotami wrzeciona (mm/obr),
2) przy frezowaniu: posuw odnoszący się do jednego zęba frezu (mm/1ząb).
Podczas maszynowej obróbki wiórowej na skutek tarcia wydzielają się duże ilości ciepła.
Nagrzewa się ostrze oraz przedmiot obrabiany, co może doprowadzić do zniszczenia narzędzia
skrawającego, np. jego rozhartowania i szybkiego stępienia. Dlatego podczas obróbki są
stosowane ciecze chłodząco-smarujące. Ciecze te są nazywane chłodziwami.
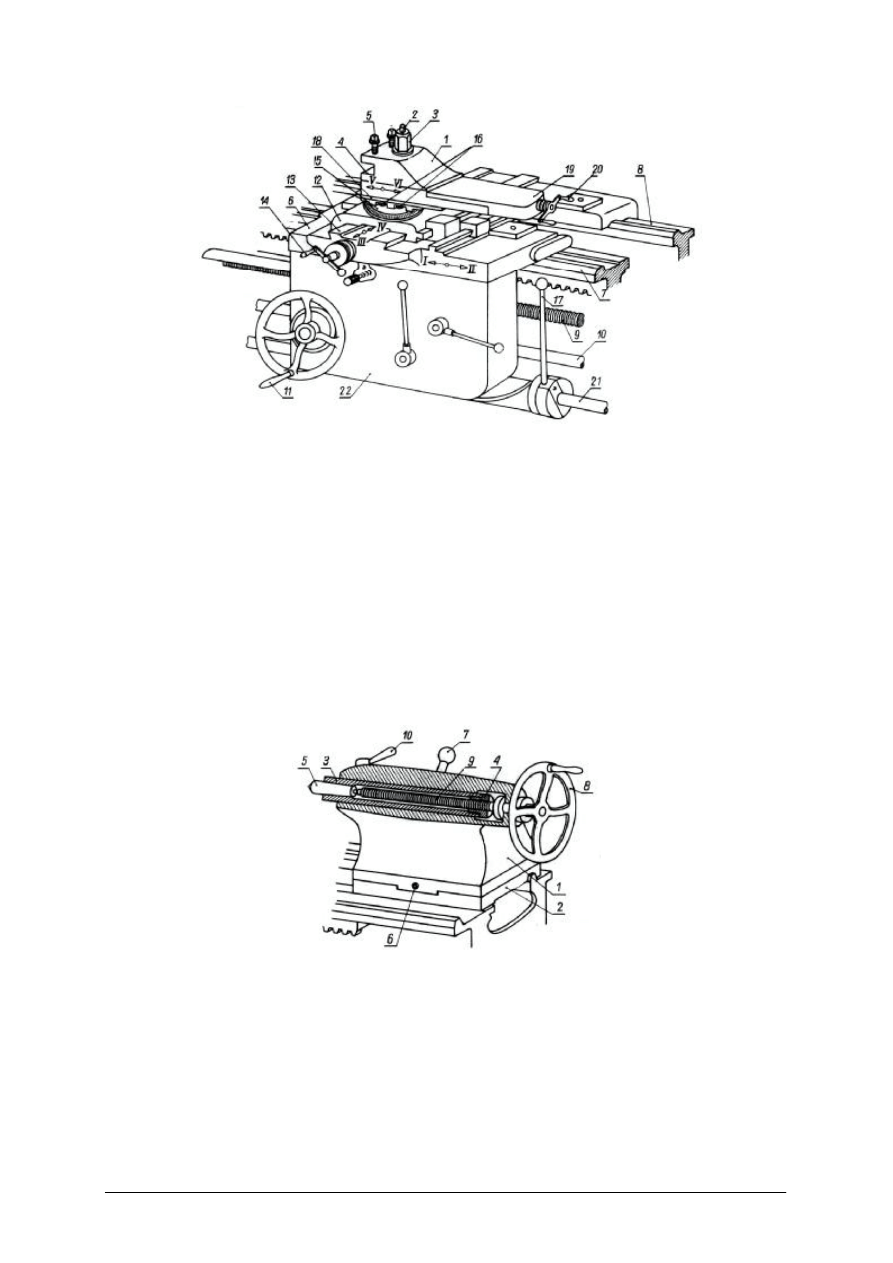
Tokarka jest obrabiarką przeznaczoną do toczenia powierzchni obrotowej. Na tokarce
można wykonać również inne operacje, takie jak wytaczanie, wiercenie, rozwiercanie,
przecinanie, wykonywanie gwintów zewnętrznych i wewnętrznych. Tokarki występują w wielu
odmianach i typach.
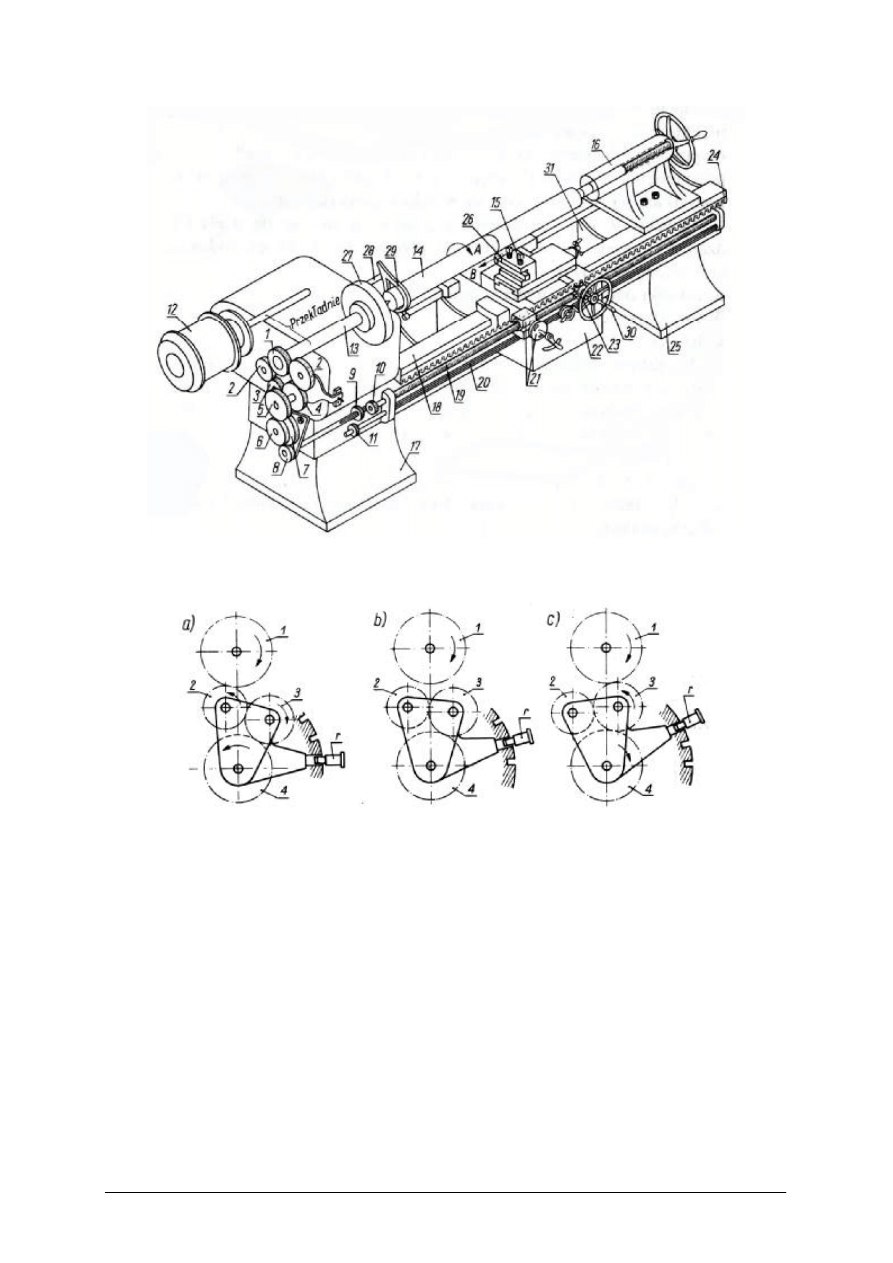
W grupie tokarek ogólnego przeznaczenia najbardziej uniwersalną jest tokarka pociągowa
kłowa (rys. 42). Tokarka pociągowa jest wyposażona w śrubę pociągową, albo tzw. wałek
pociągowy oraz zębatkę. Mechanizmy te służą do napędu suportu tokarki. Suport stanowi
zespół konstrukcyjny obrabiarki wykonujący ruch posuwowy prostoliniowy w jednym lub
dwóch kierunkach. W obrabiarce można wyróżnić następujące elementy główne: podstawę
(17) oraz (25), łoże (31), skrzynka suportowa (22), konik (16), imak narzędziowy (15) śruba
pociągowa (19), wałek pociągowy (20), zespół przekładni zębatych do napędu wrzeciona (13).
Wałek toczony (14) jest mocowany w kłach (po uprzednim wykonaniu na obu końcach wałka
otworów tzw. nakiełków). Jeden kieł jest w tulei konika (14) oraz wrzeciona (13). Napęd
wrzeciona (13) jest przenoszony z silnika elektrycznego (12) poprzez przekładnie pasowe oraz
zębate. Napęd obrabianego wałka (14) jest przenoszony z tarczy zabierakowej związanej
w wrzecionem (13) poprzez palec zabierakowy (28) i zabierak (29). Nóż tokarski (26) jest
zamocowany w imaku nożowym (15), który wraz z suportem może się poruszać wzdłuż
prowadnic (18) łoża (31). Loże jest wsparte na dwóch podstawach (17)i (25). Śruba
pociągowa (19) lub wałek pociągowy (20) są napędzane z wrzeciona przez układ kół zębatych
(1–8). W tym celu ruch obrotowy wrzeciona (13) przenoszą koła zębate (1, 2 lub 1, 2, 3) na
koło 4. Koła te tworzą, tzw. nawrotnicę pokazaną na rysunku 43. Nawrotnica jest przekładnią
zębatą o przełożeniu 1, która służy do zmiany kierunku obrotów wałka lub śruby pociągowej
przy zachowaniu tego samego kierunku obrotów wrzeciona. Umożliwia to zmianę kierunku
przesuwu mechanicznego sań wzdłużnych i poprzecznych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Rys. 42. Tokarka pociągowa kłowa [6]
Rys. 43. Nawrotnica [6]
Gitara i koła zmianowe (rys. 44) – stanowią mechanizm znajdujący się miedzy
nawrotnicą a skrzynką posuwów, który jest używany przy nacinaniu gwintów na tokarce za
pomocą noża tokarskiego. Przez odpowiedni dobór kół zmianowych (komplet różnych kół
stanowi wyposażenie tokarki) jest ustalane przełożenie mechaniczne między wrzecionem 13,
a śrubą pociągową 19.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Rys. 44. Gitara i koła zmianowe [6]
Przełożenie mechaniczne i między suportem, a wrzecionem jest równe:
i =
p
h
S
S
,
gdzie: S
h
– skok nacinanego gwintu,
S
p
– skok śruby pociągowej.
i =
p
h
S
S
=
2
1
Z
Z
4
3
Z
Z
W komplecie kół zmianowych znajduje się koło zębate o 127 zębach. Koło to jest używane do
nacinania gwintów calowych i rurowych, w których skok jest wyrażony w calach.
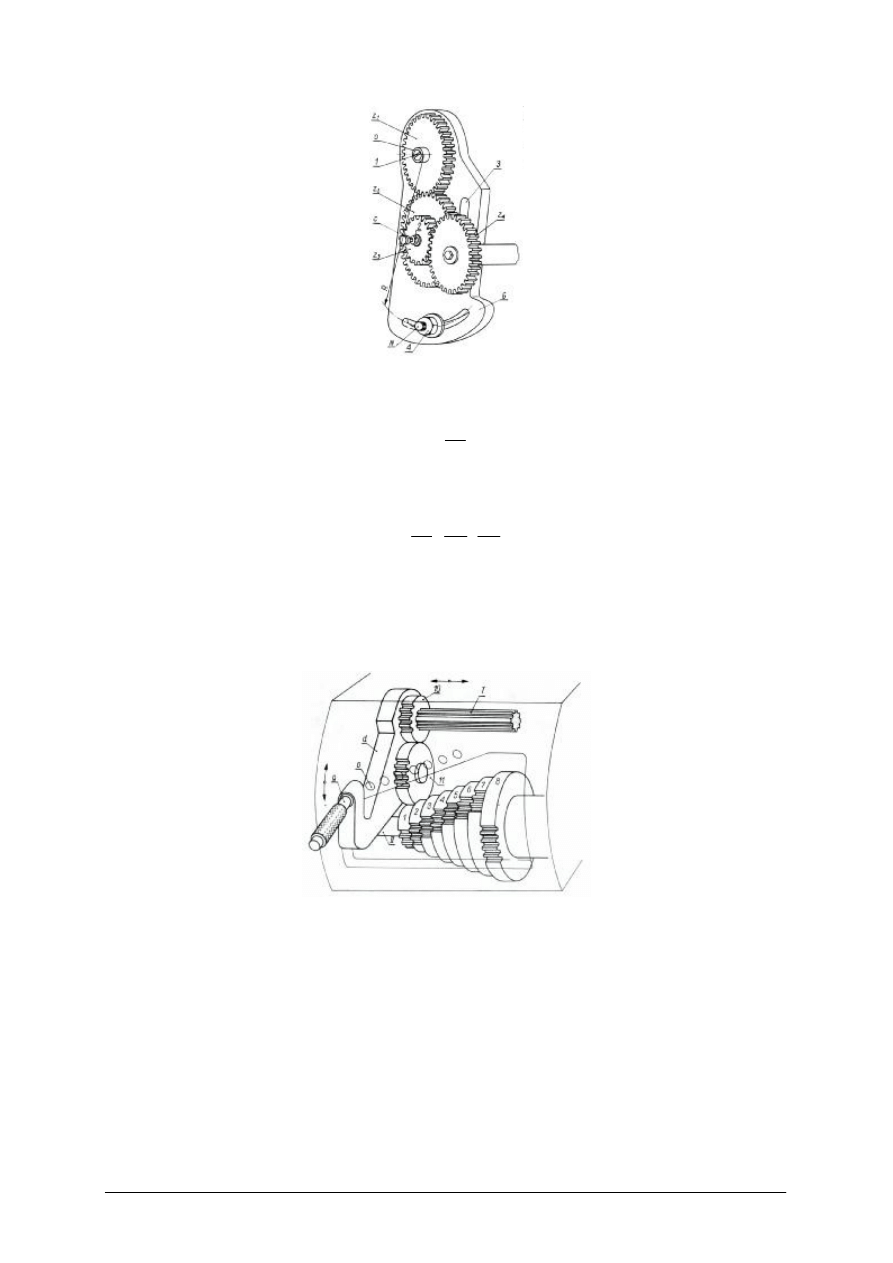
Skrzynka posuwów (rys. 45) jest mechanizmem tokarki, który służy do szybkiej zmiany
przełożenia.
Rys. 45. Skrzynka posuwów (skrzynka Nortona) [6]
Napęd jest przenoszony od koła zmianowego na wałek wielowypustowy 1 z kołem
przesuwnym 10, który jest osadzony na tym wałku . Koło to zazębia się z kołem zębatym 11,
którego oś jest umieszczona na dźwigni d. Dźwignię d można wychylać w górę i w dół za
pomocą rękojeści 9 i wybierać w ten sposób zazębienie koła 11 z jednym z kół
1–8,osadzonych na stałe na wałku II. Po zazębieniu kół dźwignię d zabezpiecza się w zadanym
położeniu za pomocą sworznia lub zatrzasku. Skrzynka Nortona umożliwia wybór przełożenia
między wrzecionem tokarki, a wałkiem pociągowym lub śrubą pociągową, a więc ustalenie
wartości posuwu narzędzia w mm na jeden obrót wrzeciona. Suport (rys. 46) jest zespołem
konstrukcyjnym wykonującym prostoliniowe ruchy posuwowe w kierunku równoległym lub
prostopadłym do osi wrzeciona.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Rys. 46. Suport tokarki [6]
Do suportu jest mocowany imak nożowy 1 za pomocą śruby 2 z nakrętką 3.
Podstawowymi częściami suportu są sanie wzdłużne 6 oraz sanie porzeczne 12. Na saniach
poprzecznych jest mocowana obrotnica 15 używana, np. do toczenia powierzchni stożkowych.
Sanie wzdłużne 6 są przesuwane mechanicznie po prowadnicach 7 za pomocą napędu tokarki
za pośrednictwem wałka pociągowego 10 lub śruby pociągowej 9, względnie ręcznie
za pomocą rękojeści 11. Podobnie, sanie poprzeczne są poruszane mechanicznie lub ręcznie za
pomocą rękojeści 11.
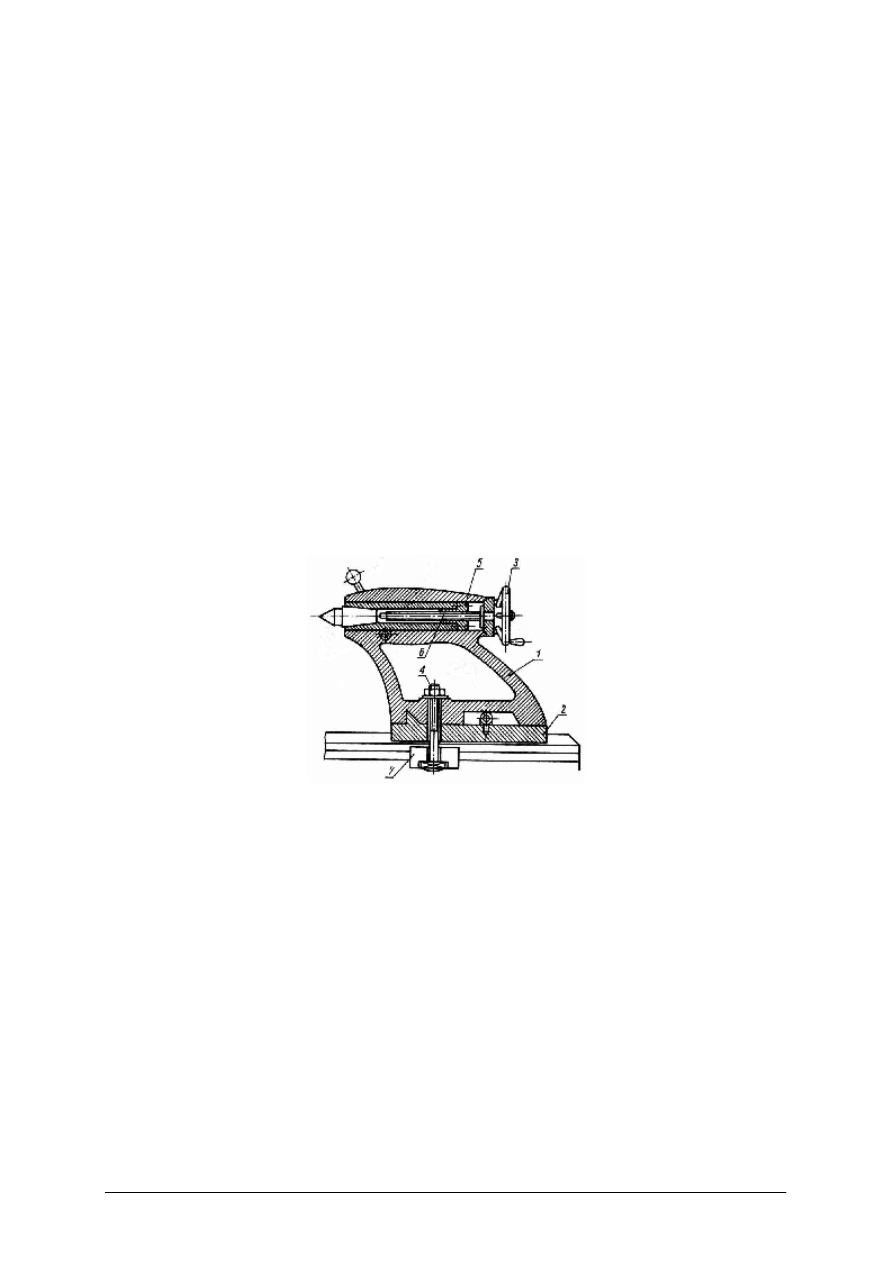
Konik – (rys. 47) służy do podtrzymywania w kłach przedmiotów podczas toczenia. Kieł
jest osadzony w stożkowym otworze tulei 3. W otworze tym mogą być również osadzane
narzędzia, takie jak wiertła, rozwiertaki, gwintowniki. Konik jest osadzony na prowadnicach łoża
tokarki i jest on przesuwany i mocowany w dowolnym miejsca łoża za pomocą rękojeści 7.
Rys. 47. Konik: 1– korpus konika, 2 – płyta, 3 – tuleja, 4 – nakrętka połączona na stałe z tuleją 3, 5 kieł,
6 – śruba, 7 – rękojeść do ustalania pozycji konika na prowadnicach łoża tokarki, 8 – pokrętło
do przesuwania tulei, 9 – śruba, 10 – zacisk tulei konika [6]
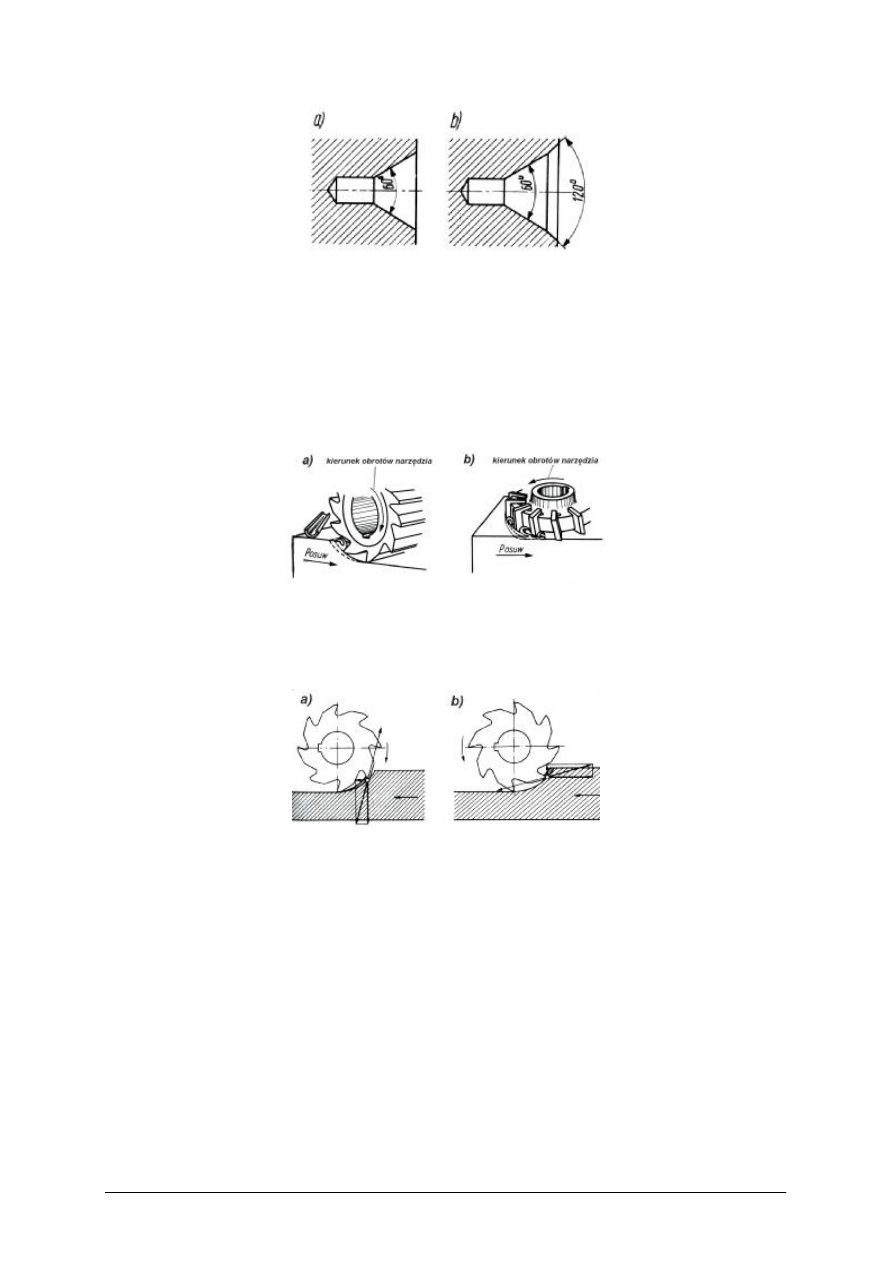
Mocowanie przedmiotu w kłach – Zamocowanie wałka w kłach wymaga uprzedniego
wykonania nakiełków na powierzchniach czołowych wałka. Kształty nakiełków pokazano na
rysunku 48. Nakiełki wykonuje się frezami do nakiełków na obrabiarkach nazywanych
nakiełczarkami. Można je również wykonać na tokarce mocując wałek w uchwycie zaś frez do
nakiełków w tulei konika.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Rys. 48. Kształt nakiełków a – nakiełek zwykły , b– nakiełek chroniony [6]
Frezowanie i frezarki – Podczas frezowania materiał jest oddzielany za pomocą obracającego
się narzędzia wieloostrzowego nazywanego frezem na obrabiarce nazywanej frezarką. Frez
wykonuje ruch obrotowy, zaś przedmiot wykonuje ruchy posuwowe względem obracającego
się frezu. Frezowanie ma szerokie zastosowanie, głównie do obróbki powierzchni
kształtowych, rowków, gwintów oraz wykonywania uzębień kół zębatych. Rozróżnia się
frezowanie walcowe oraz czołowe (rys. 49).
Rys. 49. Frezowanie a – walcowe, b– czołowe [6]
Zależnie od kierunku posuwu przedmiotu względem frezu mamy frezowanie przeciwbieżne lub
współbieżne (rys. 50).
Rys. 50. Frezowanie a – współbieżne, b – przeciwbieżne [6]
Przy frezowaniu współbieżnym, na początku pracy zęba frezu, przy jego „wejściu”
w materiał jest oddzielany duży fragment materiału, siła skrawania jest więc na początku
bardzo duża. Mamy do czynienia z uderzeniowym wejściem frezu w materiał. Z tych powodów
frezowanie współbieżne jest rzadko stosowane. Mimo, że frezowanie współbieżne jest bardziej
wydajne niż frezowanie przeciwbieżne, to jednak ma ono istotne wady: wymaga bardzo
sztywnych (i bardziej kosztownych) mechanizmów posuwowych frezarek, ponieważ podczas
obróbki istnieje tendencja to powstawania drgań obrabiarki.
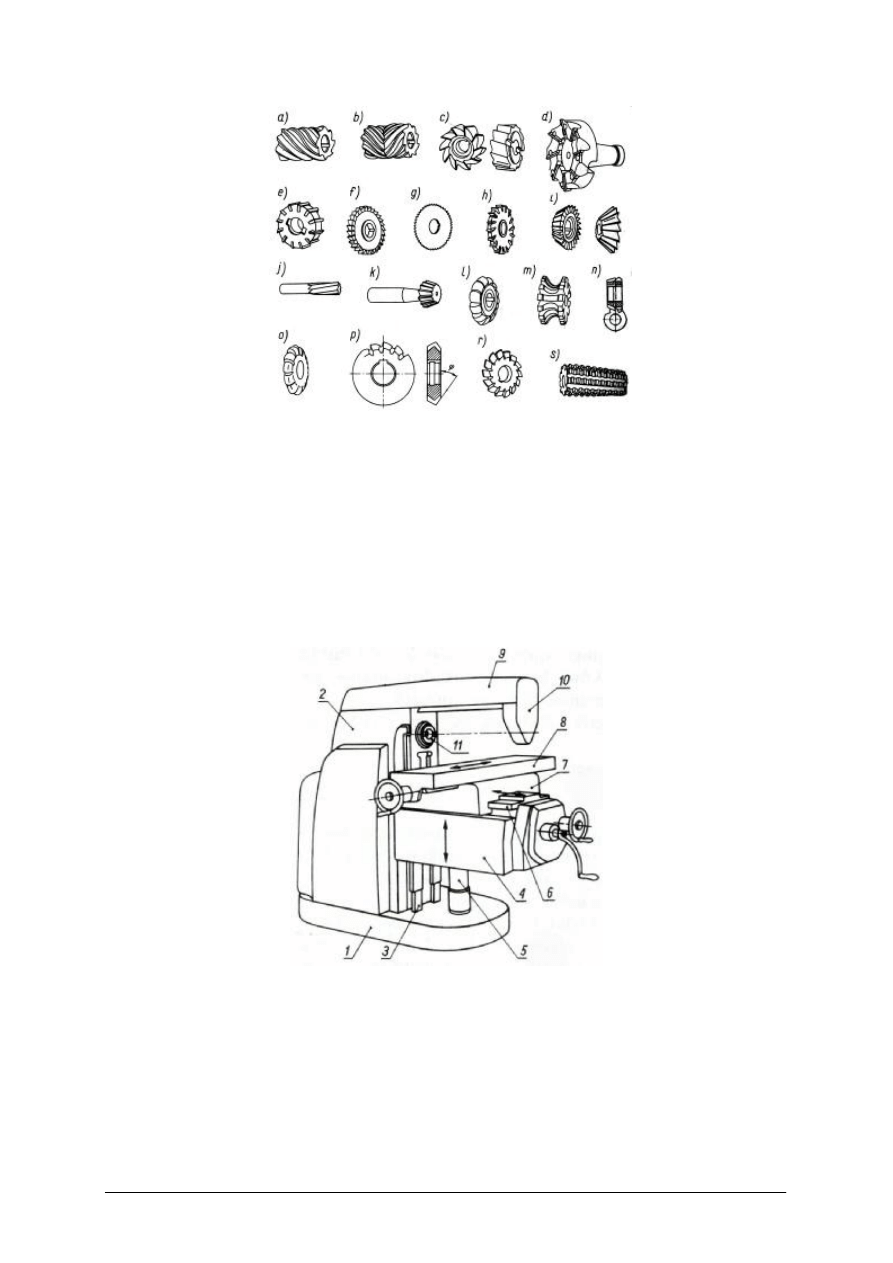
Frezy – (rys. 51) są wykonywane z wysokogatunkowej stali narzędziowej, zwykle
szybkotnącej (np. NC 6 lub NC10). Większe frezy mają ostrza wykonane z płytek z węglików
spiekanych przylutowanych do chwytów wykonanych ze stali konstrukcyjnej. W dużych
frezach (głowicach frezerskich) jako ostrza są stosowane wymienne płytki z węglików
spiekanych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Rys. 51. Rodzaje frezów: a – walcowy, b – zespolony walcowy, c – walcowo – czołowy, d – głowica frezerska,
e – głowica nasadzana, f – frez tarczowy trzystronny, g – piłka frezerska (frez piłkowy), h – tarczowy
trzystronny o wymiennych ostrzach, i – kątowy, j – palcowy, k – trzpieniowy, (l,,m,o) – kształtowe,
n – zespolony do rozwiertaków, p – do frezów, r – kształtowy do kół zębatych, s – modułowy do kół
zębatych [6]
Frezarki – dzieli się na ogólnego przeznaczenia (uniwersalne), specjalizowane, specjalne.
Najbardziej rozpowszechnione są frezarki ogólnego przeznaczenia wspornikowe, które dzielą
się na frezarki poziome – a i b oraz pionowe c. Frezarki wspornikowe poziome mają poziomą
oś wrzeciona (rys. 52):
Rys. 52. Frezarka wspornikowa pozioma: 1– podstawa, 2 – korpus, 3 – sanie pionowe, 4 – stół, 5 – wspornik
śrubowy, 6 – prowadnice poziome, 7 – suport poprzeczny, 8 – suportowy stół roboczy, 9 – belka,
10 – podtrzymka trzpienia frezarskiego. Na rysunku trzpień nie został pokazany [6]
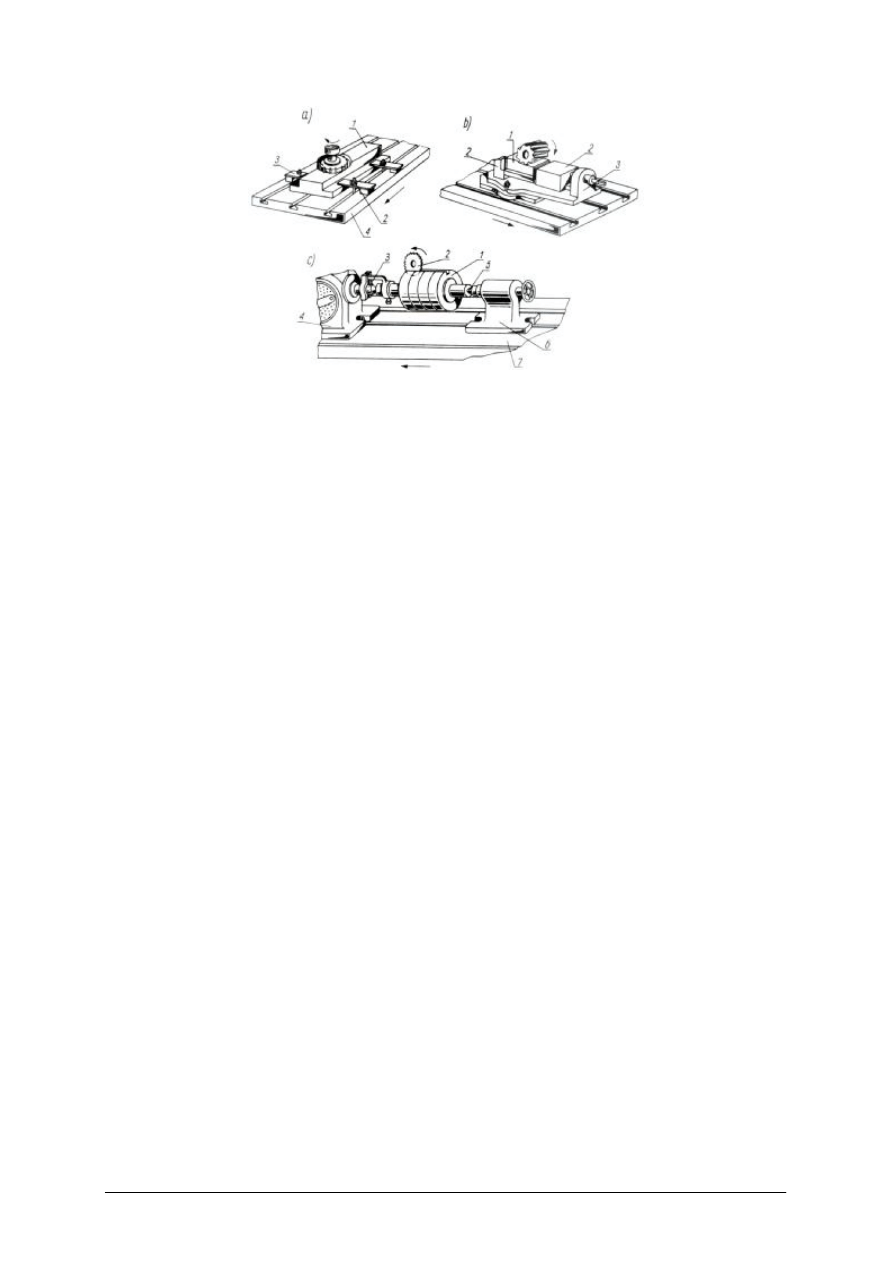
Stół roboczy jest wyposażony w rowki teowe. Przedmiot obrabiany jest mocowany na
stole roboczym 8 za pomocą docisków obrabiarki (rys. 53):
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Rys.53. Mocowanie przedmiotów na frezarce: a – bezpośrednio na stole frezarki: 1– przedmiot obrabiany,
2 – śruby teowe, 3 – nakładki, 4 – stół, b – w imadle maszynowym, c – we wrzecionie podzielnicy oraz
w kle konika: 1– przedmiot obrabiany, 2 – frez, 3 – kieł zamocowany w podzielnicy, 5 – kieł
zamocowany w koniku, 6 – konik, 7 – stół frezarki [6]
Szlifowanie i szlifierki – Szlifowanie jest obróbką wiórową wykonywaną za pomocą
ściernicy na obrabiarkach nazywanych szlifierkami. Ziarna ściernicy są wykonane z bardzo
twardego minerału, np. korundu, a nawet diamentu. Prędkość obwodowa ściernicy wynosi od 10
do 80 m/s.
Podczas szlifowania wydzielają się na skutek tarcia duże ilości ciepła. Dlatego też
szlifowanie wymaga intensywnego chłodzenia przedmiotu obrabianego oraz ściernicy cieczami
chodząco – smarującymi. Ściernice używane do szlifowania dzieli się na nasadzane i na
trzpieniowe. Ściernice nasadzane mogą mieć rozmaite kształty poprzeczne.
W czasie pracy kształt poprzeczny ściernic ulega zniekształceniu. Dlatego też tarcze
muszą być co pewien czas wyrównywane i czyszczone. Do wyrównywania tarcz stosuje się
narzędzia diamentowe osadzone w oprawkach. Do czyszczenia używa się specjalnych narzędzi
do czyszczenia ściernic.
Szlifierki dzielą się na: ogólnego przeznaczenia, specjalizowane oraz specjalne.
Szlifierki ogólnego przeznaczenia dzielą się na: szlifierki do wałków, szlifierki do
otworów, szlifierki do płaszczyzn. Szlifierki do wałków dzieli się z kolei na szlifierki kłowe
i bezkłowe.
W szlifierce kłowej wałek jest mocowany w kłach napędzanego wrzeciennika. Ściernica
jest zamocowana we wrzecionie ściernicy i wykonuje ruch obrotowy.
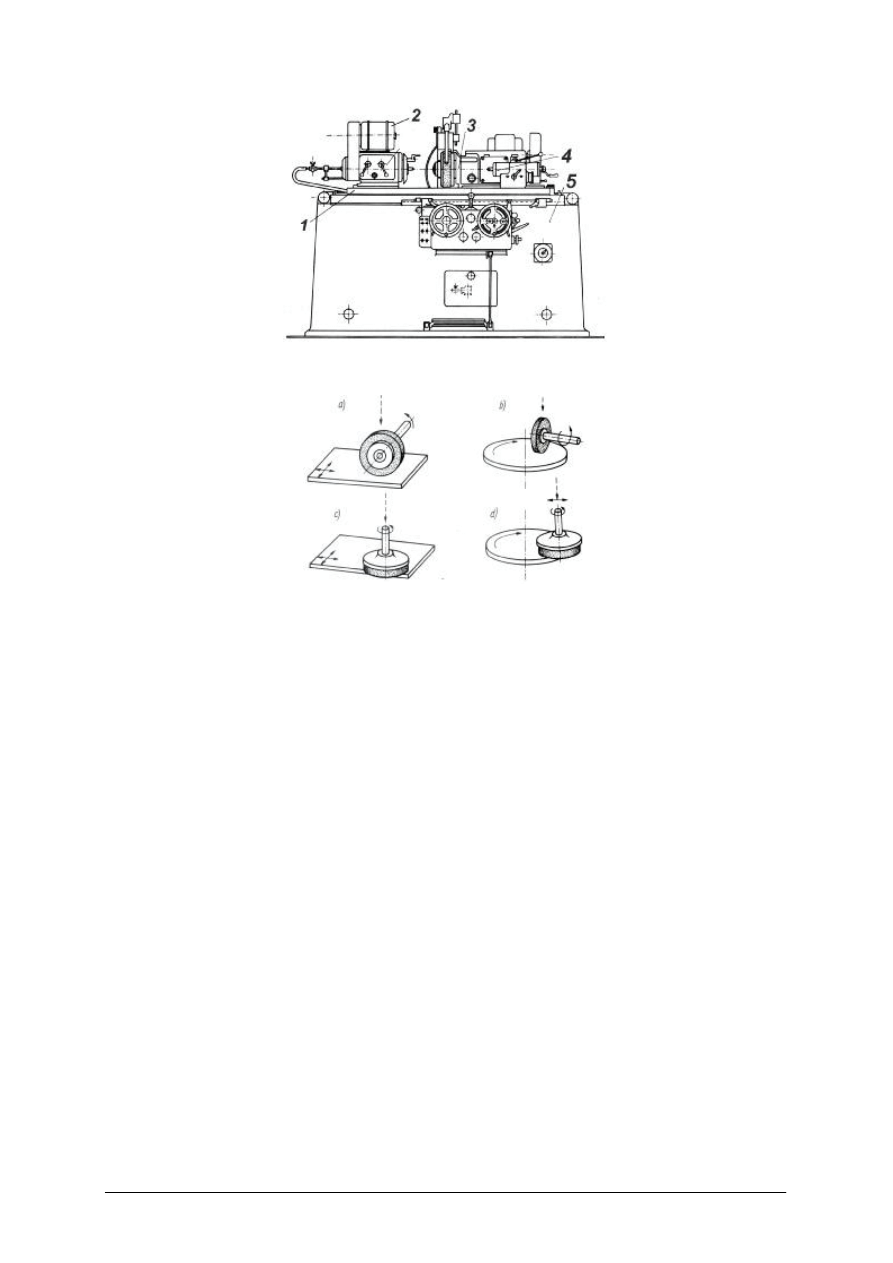
Szlifierka do wałków (rys. 54) składa się z następujących zespołów: łoża 5, stołu 1,
wrzeciennika napędzanego silnikiem elektrycznym 2, głowicy szlifierskiej napędzanej osobnym
silnikiem 3 oraz konika 4. Głowica szlifierska może wykonywać ruchy wzdłużne oraz
poprzeczne do osi szlifowanego wałka. Szlifierki uniwersalne są ponadto wyposażone
w obrotnicę, dzięki czemu jest możliwe skręcenie głowicy o pewien kąt. Szlifierka jest
wyposażona w obrotnicę umożliwia szlifowanie stożków.
Szlifierki do płaszczyzn umożliwiają szlifowanie płaskich powierzchni zewnętrznych.
Mogą mieć wrzeciono ustawione poziomo lub pionowo. W szlifierkach z głowicą pionową
ściernica pracuje stroną czołową, zaś w szlifierkach z głowicą poziomą ściernica pracuje
powierzchnią walcową. Ruch stołu może być postępowy – zwrotny lub obrotowy. W związku
z tym szlifierki do płaszczyzn dzielimy na (rys. 55): szlifierka z poziomą osią wrzeciona
i stołem wykonującym ruch postępowy – zwrotny w dwóch kierunkach (a), z poziomą osią
wrzeciona i obrotowym ruchem stołu (b), z pionową osią wrzeciona i ruchem postępowym –
zwrotnym w dwóch kierunkach (c), z pionową osią wrzeciona i obrotowym ruchem stołu (d).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
Rys. 54. Szlifierka do wałków 1 – stół, 2 – silnik napędu wrzeciennika, 3 – głowica szlifierska, 4 – konik, 5 – łoże [6]
Rys. 55. Układy szlifierek do płaszczyzn [6]
Oprócz wymienionych maszyn sterowanych ręcznie występują również odmiany tych
maszyn sterowanych automatycznie, tak zwanych maszyn ze sterowaniem numerycznym.
Jednak ze względu na dość wysoką cenę i koszty utrzymania maszyny te są wykorzystywane
do wykonywania produkcji masowej. Podczas wykonywania elementów instrumentów
muzycznych i przy jednostkowej ich produkcji wystarczają obrabiarki sterowane ręcznie.
Więcej informacji na temat maszyn sterowanych numerycznie znajdziesz w literaturze
wskazanej w rozdziale 6.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są rodzaje obróbki wiórowej?
2. Czym charakteryzuje się proces toczenia?
3. Czym charakteryzuje się proces wiercenia?
4. Czym charakteryzuje się proces frezowania?
5. Czym charakteryzuje się proces strugania?
6. Czym charakteryzuje się proces dłutowania?
7. Czym charakteryzuje się proces szlifowania?
8. Z jakich części składa się nóż tokarski?
9. Jakie charakterystyczne kąty występują w nożu tokarskim?
10. Jakie są parametry skrawania?
11. Jak zbudowana jest tokarka pociągowa kłowa?
12. Z jakich zespołów zbudowana jest frezarka wspornikowa pozioma?
13. Jakie są rodzaje frezów?
14. Jak zbudowana jest szlifierka?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
4.4.3. Ćwiczenia
Ćwiczenie 1
Rozpoznaj narzędzia do obróbki wiórowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zidentyfikować narzędzia do obróbki wiórowej korzystając z katalogów,
2) odczytać parametry narzędzi,
3) zanotować nazwy i parametry.
Wyposażenie stanowiska pracy:
−
zestaw narzędzi do obróbki wiórowej,
−
katalogi,
−
literatura z rozdziału 6.
Ćwiczenie 2
Na podstawie dokumentacji technicznej tokarki kłowej nazwij oznaczone numerami części
występujące w zespole przedstawionym na rysunku.
Rysunek do ćwiczenia 2
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się dokumentacją techniczną tokarki kłowej,
2) zidentyfikować zespół wskazany na rysunku,
3) rozpoznać i nazwać części występujące na rysunku oznaczone cyframi 1÷7,
4) uzupełnić odpowiednio tabelę, wpisując nazwy rozpoznanych części,
5) zaprezentować efekty pracy,
6) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
arkusz do ćwiczenia,
−
przybory do pisania,
−
dokumentacja techniczna tokarki kłowej,
−
literatura.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować proces toczenia?
2) scharakteryzować proces wiercenia?
3) scharakteryzować proces frezowania?
4) scharakteryzować proces dłutowania?
5) scharakteryzować proces szlifowania?
6) wymienić części składowe noża tokarskiego?
7) określić kąty występujące w nożu tokarskim?
8) wymienić i rozpoznać zespoły tokarki pociągowej kłowej?
10) określić parametry skrawania?
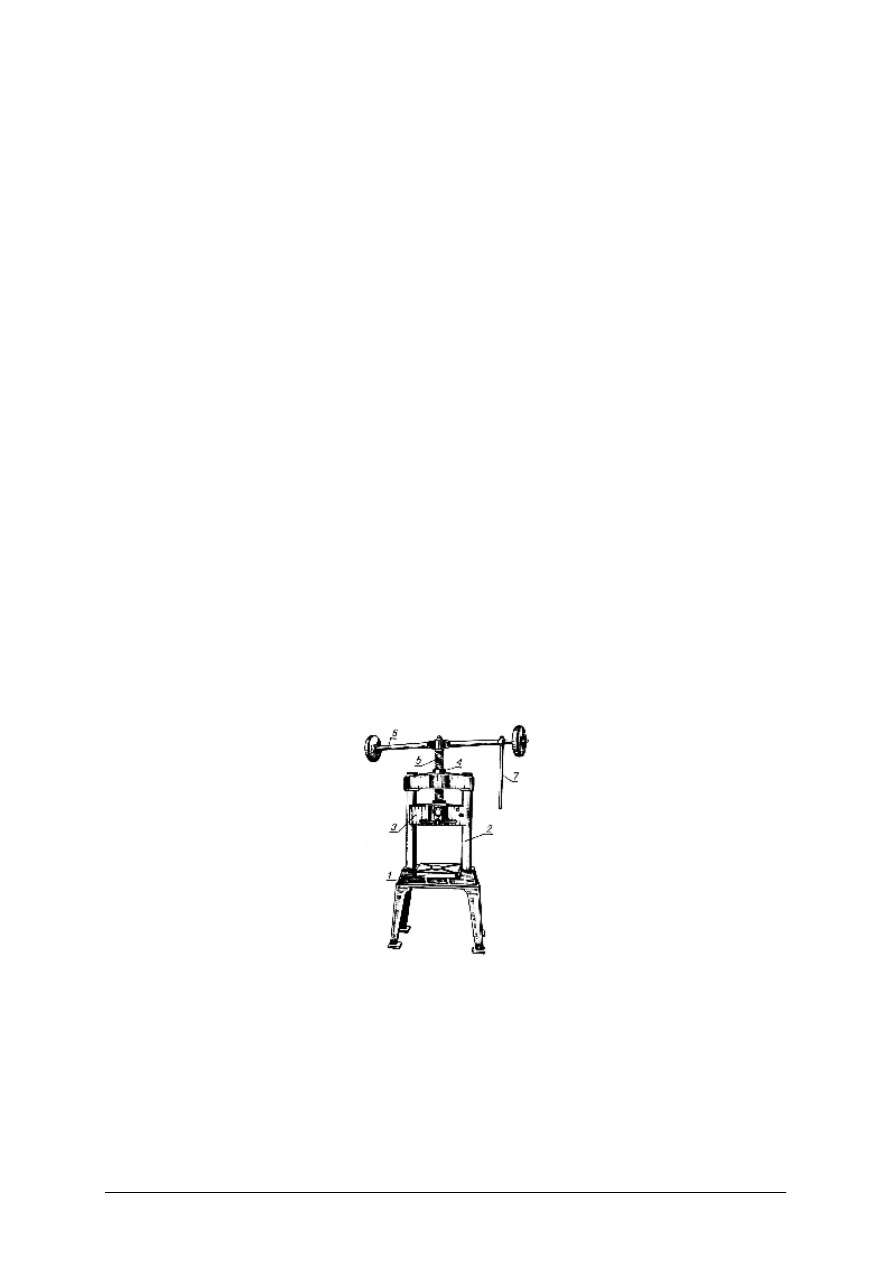
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
4.5. Obrabiarki do obróbki plastycznej
4.5.1. Materiał nauczania
Obrabiarki do obróbki plastycznej są stosowane do nadawania obrabianemu
przedmiotowi wymaganego kształtu przez wywieranie narzędziem na obrabiany materiał
nacisku przekraczającego granicę jego plastyczności. Do obrabiarek do obróbki plastycznej
należą:
−
prasy,
−
kuźniarki,
−
młoty,
−
walcarki,
−
ciągarki.
Prasa jest to maszyna robocza, której działanie polega na wywieraniu nacisku na
przedmiot umieszczony pomiędzy jej elementami roboczymi. Najbardziej rozpowszechnionymi
prasami stosowanymi w przemyśle są prasy mechaniczne i hydrauliczne.
Prasa mechaniczna jest to urządzenie techniczne, w którym nacisk jest wywierany za
pomocą suwaka o napędzie ręcznym lub mechanicznym. Zależnie od sposobu wprawiania
w ruch suwaka rozróżniamy następujące rodzaje pras mechanicznych: śrubowe, mimośrodowe,
korbowe, kolanowe.
Prasy śrubowe zaliczane są do najstarszych maszyn do plastycznej obróbki metali. Zasada
działania tych pras polega na wykorzystaniu energii kinetycznej nagromadzonej w kole
zamachowym współpracującym z niesamohamowną śrubą, która wykonując ruch obrotowy
w nieruchomej nakrętce zmienia ruch obrotowy na ruch posuwisty suwaka. Prasy śrubowe
mogą być napędzane ręcznie lub mechanicznie. Prasy z napędem ręcznym stosowane są
w pracach ślusarskich – rysunek 56.
Rys. 56. Prasa śrubowa: 1 – stół, 2 – prowadnice słupowe, 3 – suwak, 4 – nakrętka, 5 – śruba, 6 – belka, 7 – dźwignia
[1, s. 48]
W kuźnictwie stosuje się wiele rozwiązań konstrukcyjnych pras śrubowych z napędem
mechanicznym, do najczęściej spotykanych można zaliczyć prasy: dwutarczowe, trzytarczowe,
Vincenta i beztarczowe. Prasę śrubową typu Vincenta przedstawia rysunek 57.
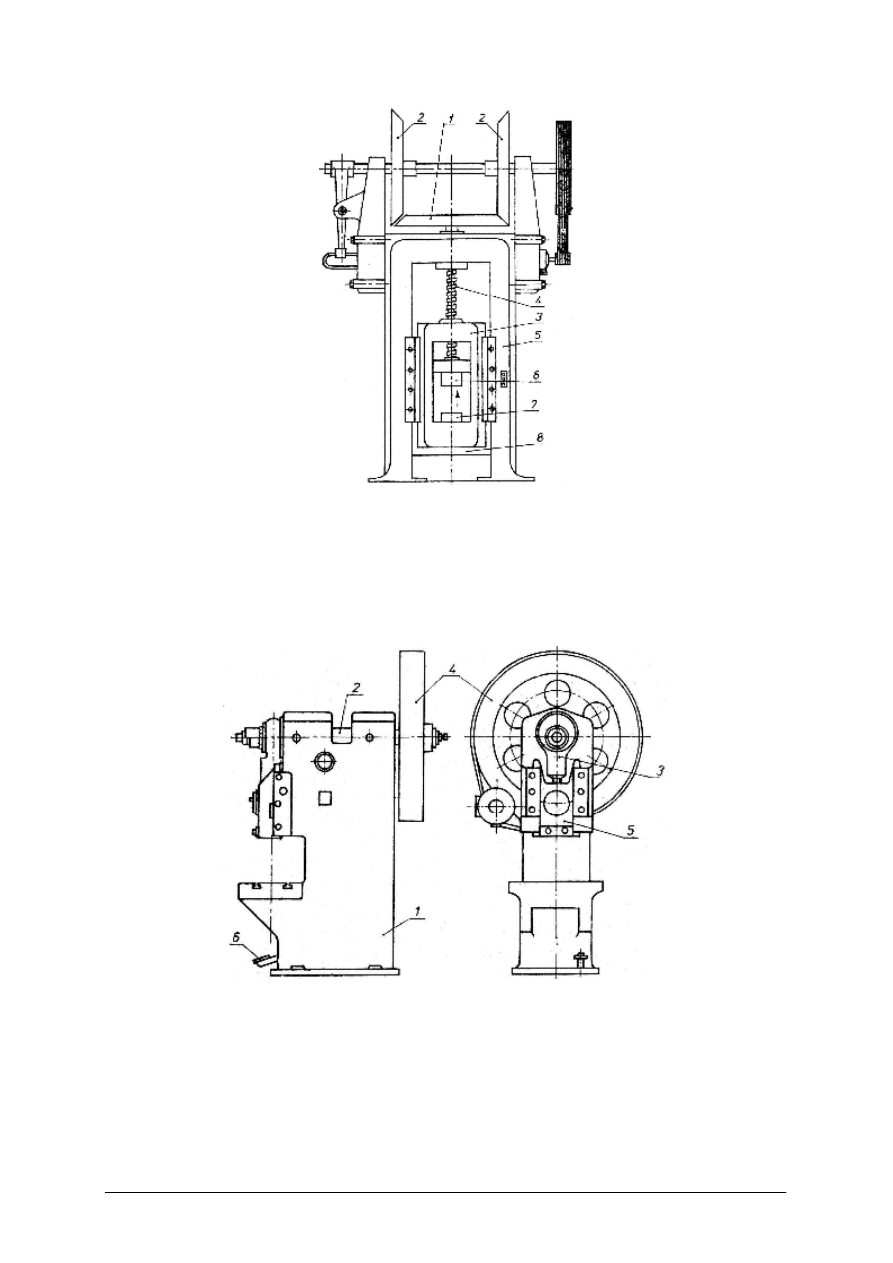
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
Rys. 57. Prasa śrubowa typu Vincenta: 1 – koło zamachowe, 2 – tarcze cierne, 3 – suwak, 4 – śruba, 5 –
korpus, 6 – matryca górna, 7 – matryca dolna, 8 – wypychacz [2, s.173]
Prasy mimośrodowe charakteryzują się możliwością zmiany wielkości skoku suwaka.
Ze względu na kształt korpusu rozróżnia się prasy wysięgowe (stojakowe) oraz ramowe
(dwustojakowe). Budowę prasy mimośrodowej wysięgowej przedstawia rysunek 58.
Rys. 58. Prasa mimośrodowa wysięgowa: 1 – korpus, 2 – wał, 3 – korbowód, 4 – koło zamachowe, 5 – suwak,
6 – pedał [2 s. 185]
Prasy korbowe, w odróżnieniu od mimośrodowych, charakteryzują się stałym skokiem
suwaka, który równa się podwójnemu wykorbieniu wału. W nowoczesnych prasach
wyeliminowano wały korbowe i zastąpiono je kołami zębatymi z mimośrodowymi czopami.
Prasy korbowe są budowane jako jedno-, dwu- lub czteropunktowe.
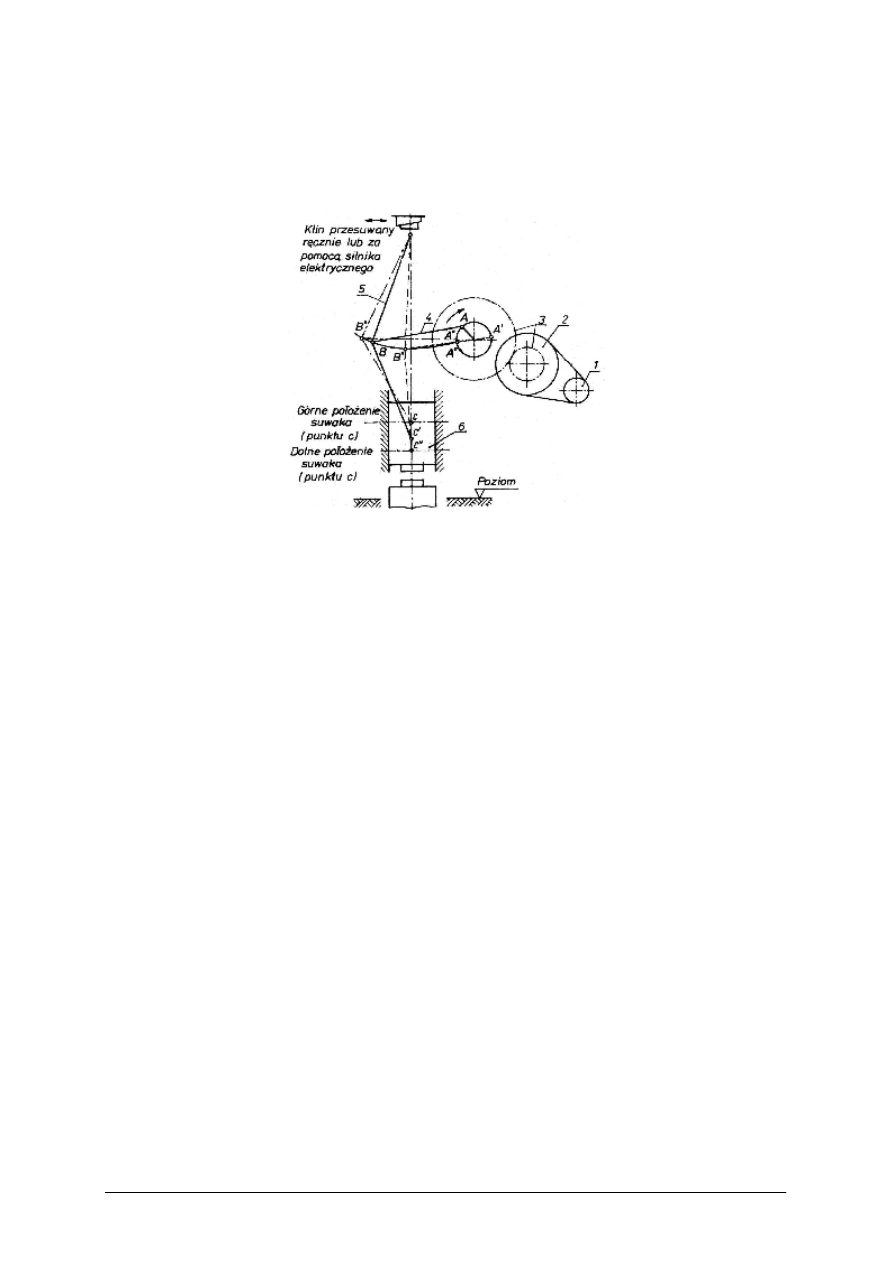
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
Prasy kolanowe są to prasy służące do wykonywania operacji, które wymagają dużych
nacisków i małych skoków suwaka. Ruch suwaka uzyskuje się przy zastosowaniu układu
kolanowego napędzanego przez wał korbowy. Schemat kinematyczny prasy kolanowej
z napędem górnym przedstawia rysunek 59.
Rys. 59. Schemat kinematyczny prasy kolanowej z napędem górnym: 1 – koło napędowe, 2 – koło zamachowe,
3 – koła zębate, 4 – układ korbowy, 5 – układ kolanowy [2, s. 181]
Prasa hydrauliczna to urządzenie techniczne zwielokrotniające siłę nacisku dzięki
wykorzystaniu zjawiska stałości ciśnienia w zamkniętym układzie hydraulicznym. Prasy
hydrauliczne o prostej klasycznej budowie z pompą tłokową stosuje się tylko w układach,
gdzie nie jest wymagane działanie dużych nacisków, jak na przykład: w hydraulicznych
podnośnikach samochodowych lub w układach hamulcowych pojazdów samochodowych. Jeśli
w urządzeniu wymagane są duże naciski, mogące sięgać aż kilkuset kN, albo szybkie
przemieszczenia organu roboczego wtedy w prasach hydraulicznych stosowane są pompy
np. zębate lub łopatkowe, które są napędzane silnikami elektrycznym. Prasy hydrauliczne
oprócz zastosowania do obróbki plastycznej metali są stosowane w wielu gałęziach przemysłu.
Kuźniarka to typ prasy mechanicznej o układzie korbowym i o dwóch suwakach
poruszających się względem siebie pod kątem prostym. Zasada pracy polega na tym,
że materiał obrabiany trzymany poziomo zostaje zaciśnięty między dwiema matrycami, stałą
i ruchomą, a następnie spęczony. Obrabiarki te służą do wykonywania drobnych odkuwek.
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co nazywamy obrabiarką?
2. Jakie wyróżnia się rodzaje obrabiarek do obróbki plastycznej?
3. Z jakich zespołów zbudowana jest prasa śrubowa?
4. Jakie podstawowe mechanizmy można wyróżnić w prasie mimośrodowej?
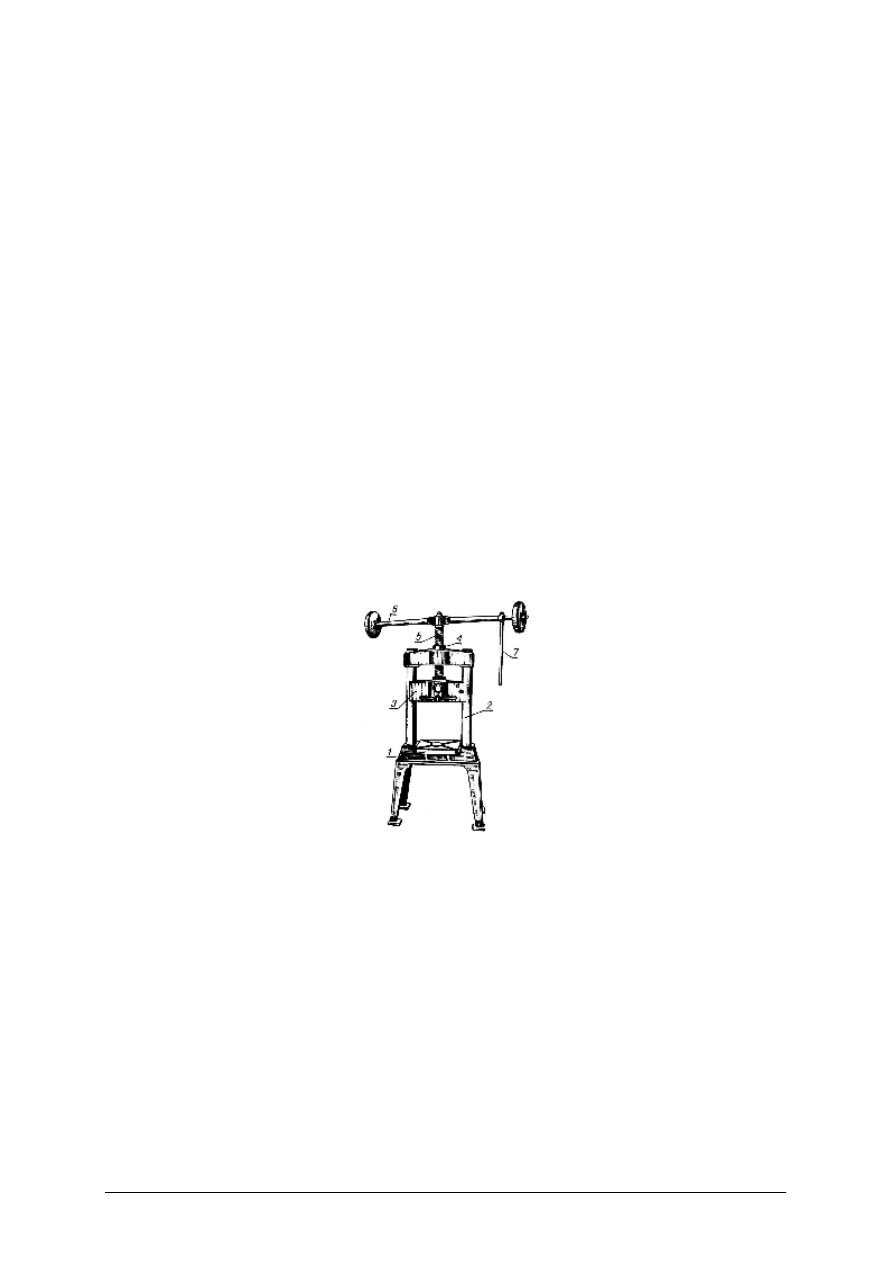
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
4.5.3. Ćwiczenia
Ćwiczenie 1
Przyporządkuj właściwą nazwę obrabiarkom do obróbki plastycznej przedstawionym na
modelach.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z rodzajami obrabiarek do obróbki plastycznej,
2) zapoznać się z przygotowanymi modelami obrabiarek,
3) rozpoznać obrabiarki do obróbki plastycznej, przyporządkować im właściwą nazwę,
4) zaprezentować efekty pracy,
5) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
modele obrabiarek do obróbki plastycznej,
−
przybory do pisania,
−
literatura z rozdziału 6.
Ćwiczenie 2
Na podstawie dokumentacji technicznej prasy śrubowej przedstawionej na rysunku nazwij
poszczególne części składowe i podzespoły.
Rysunek do ćwiczenia 2
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z budową i zasadą działania prasy śrubowej,
2) zapoznać się z dokumentacją techniczną obrabiarki,
3) wyszukać przy pomocy dokumentacji technicznej poszczególne podzespoły,
4) wypisać nazwy wyszukanych zespołów,
5) zaprezentować efekty pracy,
6) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
dokumentacja techniczna prasy śrubowej.
−
przybory do pisania,
−
literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wymienić maszyny do obróbki plastycznej?
2) scharakteryzować proces obróbki plastycznej?
3) wymienić podzespoły prasy śrubowej?
4) opisać procesy zachodzące w prasie hydraulicznej?
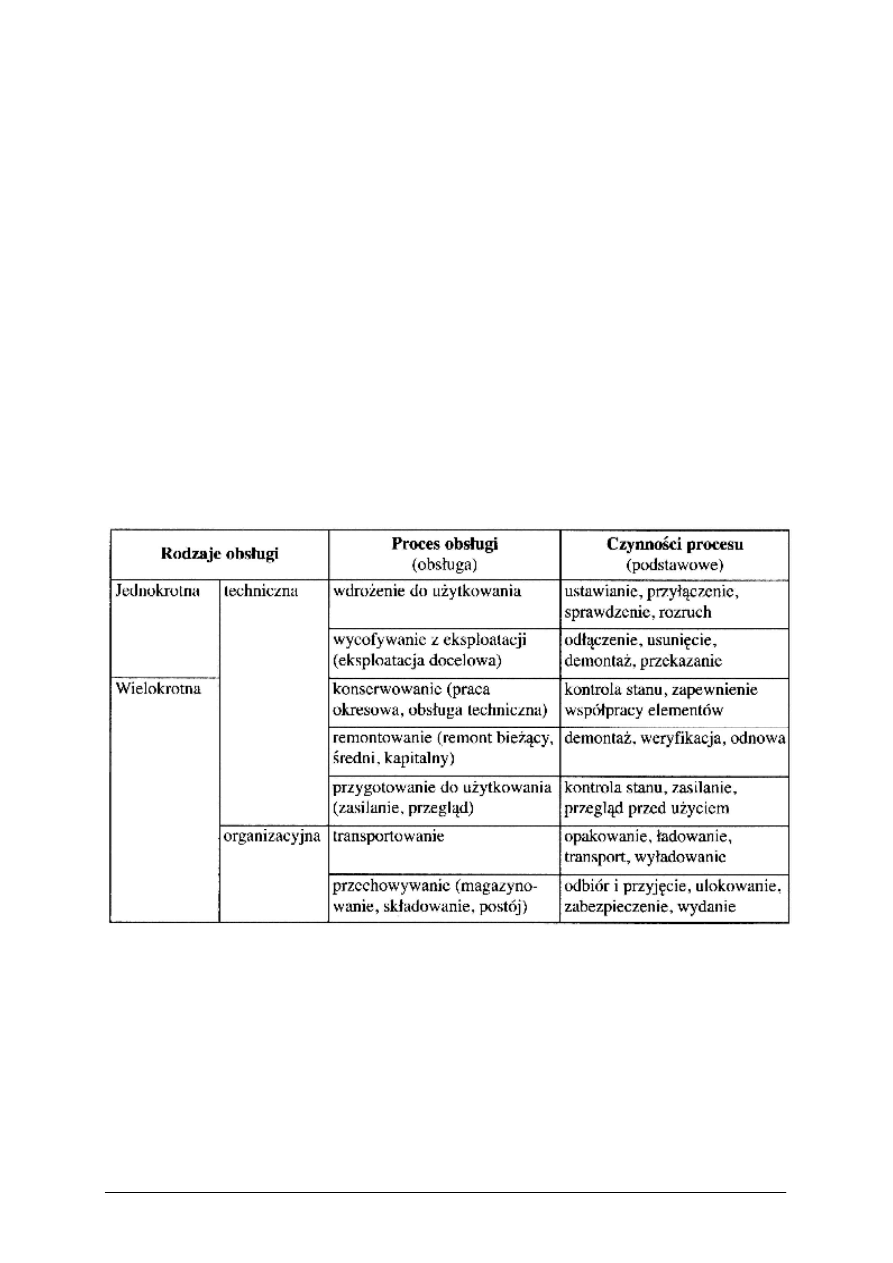
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
4.6. Ocena stanu technicznego obrabiarek
4.6.1. Materiał nauczania
Wykorzystanie i eksploatacja maszyn i urządzeń powinny być zgodne z wytycznymi
zawartymi w dokumentacji techniczno-ruchowej (DTR) dołączonej do każdej maszyny lub
urządzenia przez producenta. Szczególną uwagę należy zwracać na zgodne z przeznaczeniem
wykorzystanie danej maszyny lub urządzenia. W okresie eksploatacji maszyny i urządzenia
muszą być poddawane konserwacji, przeglądom technicznym, obsłudze międzynaprawczej
oraz naprawom bieżącym, średnim, głównym.
Rozróżnia się trzy rodzaje pracy maszyn i urządzeń:
−
ciągłą,
−
z planowanymi przerwami,
−
z wymuszonymi (losowymi) przestojami.
Rodzaje obsługi maszyn i urządzeń podaje tabela nr 2.
Tabela 2. Klasyfikacja czynności obsługi. [3, s. 70]
Obsługę jednokrotną wykonuje się tylko raz np. podczas wdrażania maszyny lub
urządzenia do użytkowania lub wycofania go z eksploatacji.
Obsługa wielokrotna to np. obsługa codzienna, remont, przechowywanie.
Obsługa organizacyjna umożliwia wykorzystanie maszyny lub urządzenia zgodnie
z ich przeznaczeniem oraz znajduje zastosowanie w transporcie i przechowywaniu.
Obsługa techniczna to podtrzymywanie lub przywracanie stanu zdatności maszyny lub
urządzenia do przewidywanych zadań.
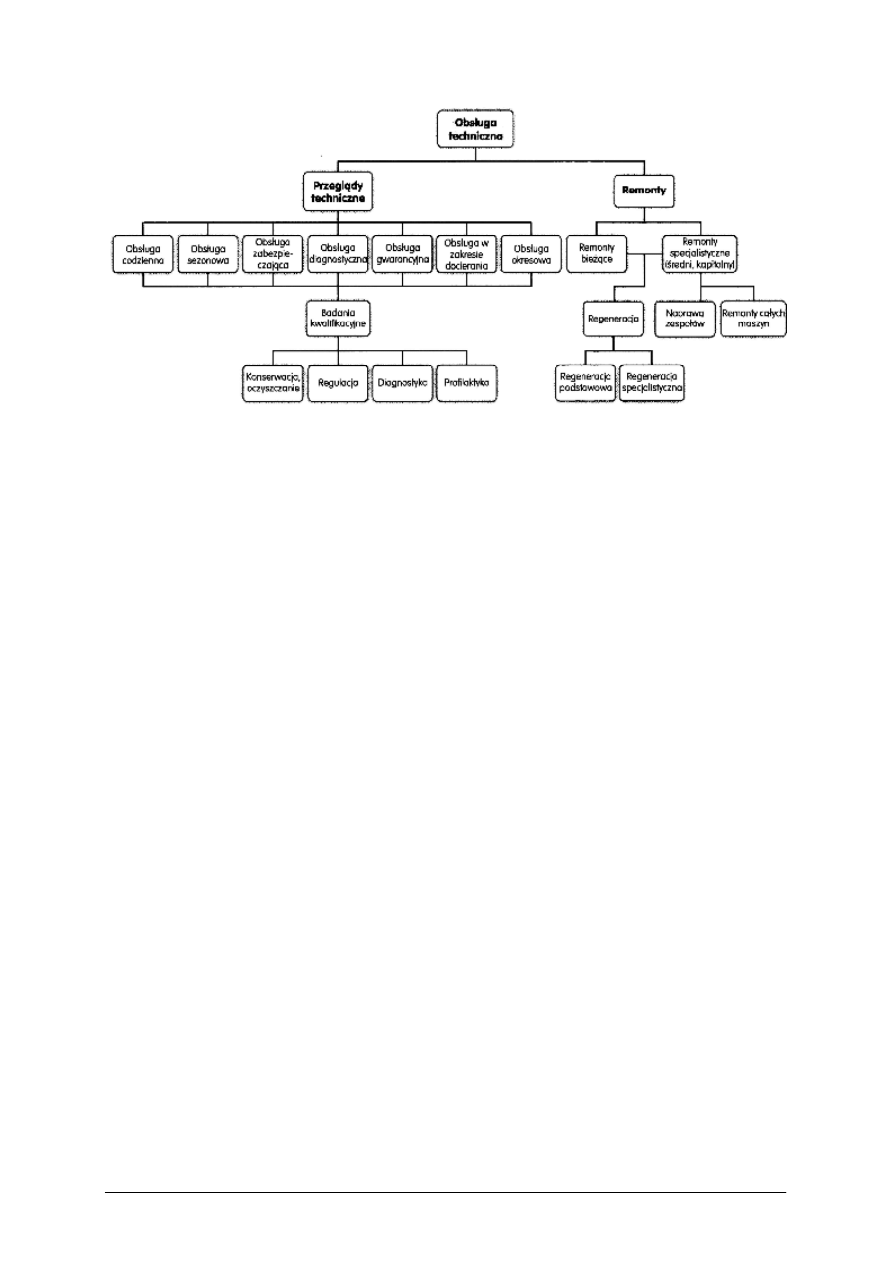
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
Rys. 60. Podział obsługi technicznej [3, s. 72]
Dokumentacja techniczno-ruchowa (DTR) nazywana jest również paszportem maszyny
jest opracowana dla każdej maszyny lub urządzenia osobno i zawiera:
1. charakterystykę (parametry techniczne) i dane ewidencyjne,
2. rysunek zewnętrzny,
3. wykaz wyposażenia normalnego i specjalnego,
4. schematy kinematyczne, elektryczne oraz pneumatyczne,
5. schematy funkcjonowania,
6. instrukcję użytkowania i obsługi,
7. instrukcję konserwacji i smarowania,
8. instrukcję BHP,
9. normatywy remontowe,
10. wykaz części zamiennych,
11. wykaz części zapasowych,
12. wykaz faktycznie posiadanego wyposażenia,
13. wykaz załączonych rysunków.
Dokumentacja techniczno-ruchowa, jej zakres i forma powinny być zgodne z dyrektywą
maszynową 98/37/WE. Zakres informacji podanych w tym dokumencie powinien umożliwić
identyfikację maszyny. W dużym uproszczeniu można przyjąć, że dokumentacja taka składa się
zasadniczo z trzech elementów:
−
dokumentacji technicznej,
−
instrukcji obsługi,
−
instrukcji konserwacji.
Dokumentacja techniczna powinna zawierać dane zamieszczone w oznaczeniu maszyny na
tabliczce fabrycznej (z wyjątkiem numeru fabrycznego), podstawowe parametry techniczne
charakteryzujące maszynę wraz z wszelkimi informacjami dodatkowymi ułatwiającymi
konserwację (np. adres importera, serwisu, itp.). Powinny być także podane informacje
odnośnie emisji hałasu, a w przypadku maszyn trzymanych w ręku lub/i prowadzonych ręką,
informacje dotyczące drgań.
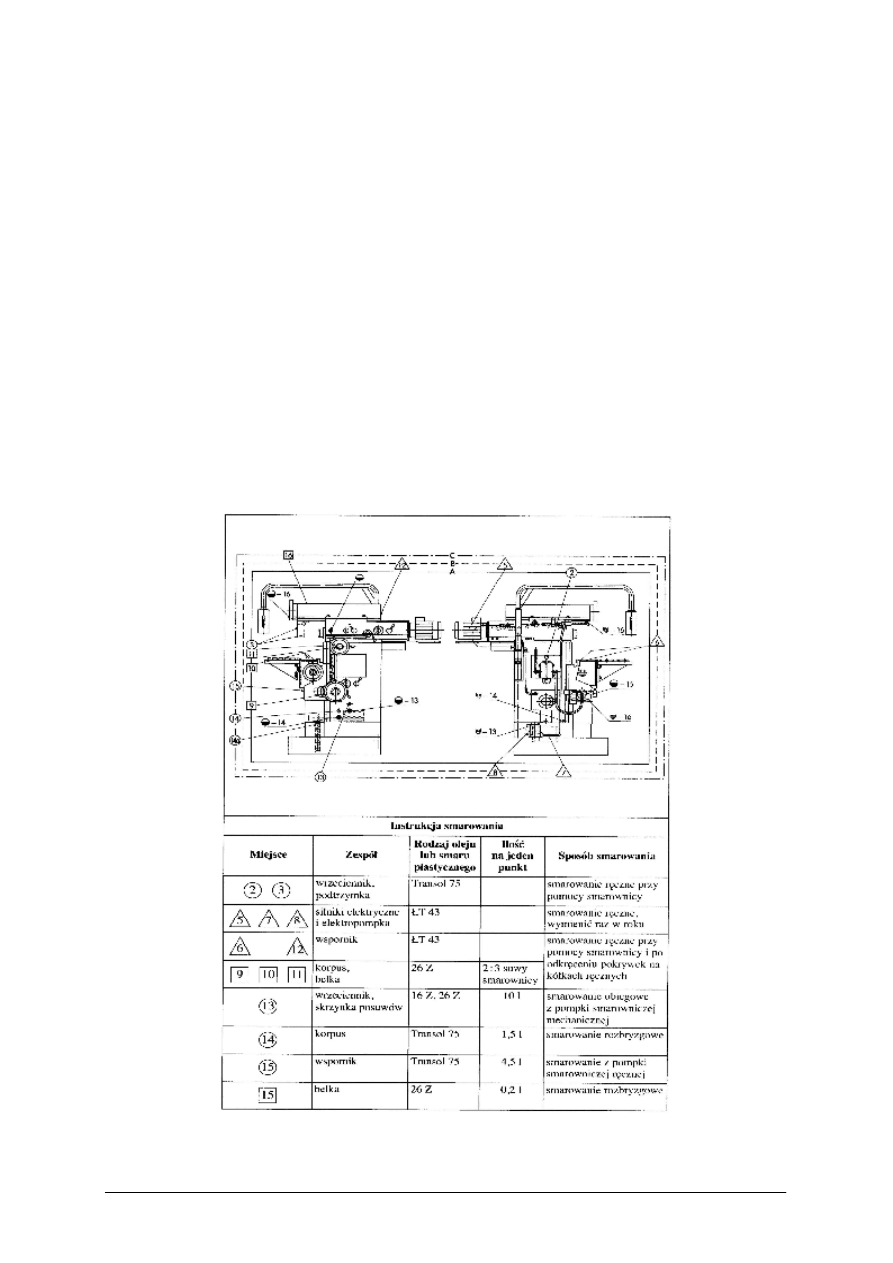
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
Instrukcja obsługi powinna zawierać informacje gwarantujące bezpieczną eksploatację
urządzenia zgodnie z jego przeznaczeniem. Powinno być w niej określone przeznaczenie
maszyny, dopuszczalne warunki eksploatacji, niedozwolone sposoby jej wykorzystania, zakres
codziennych przeglądów wykonywanych przez operatora przed rozpoczęciem pracy jeżeli
takowe są wymagane. Jeżeli urządzenie wymaga montażu w miejscu eksploatacji,
eksploatujący powinien otrzymać również instrukcję montażu i demontażu.
Instrukcja konserwacji powinna określać zakres czynności wchodzących w skład
przeglądów okresowych oraz ich częstotliwość, kryteria wymiany newralgicznych elementów
i podzespołów oraz niezbędne rysunki i schematy. Należy zaznaczyć, że wytwórca ma prawo
określić, że pewne czynności, w szczególności naprawy, przeglądy i regulacje mogą być
wykonywane tylko przez niego lub przez autoryzowane punkty serwisowe. Z tego względu
instrukcja konserwacji przekazywana użytkownikowi może nie obejmować tych zakresów
czynności. W koniecznych przypadkach instrukcje powinny zawierać wskazówki szkoleniowe
oraz podstawowe charakterystyki narzędzi, które mogą być stosowane w maszynie.
Informacje dotyczące maszyny, urządzenia mają znaczenie podstawowe. Użytkownik musi
wiedzieć, w jaki sposób zmontować, uruchomić, użytkować, konserwować i naprawiać
maszynę. Dokumentacja techniczno-ruchowa/instrukcja obsługi powinna zawierać wszystkie
informacje istotne z punktu widzenia maszyny we wszystkich fazach jej istnienia.
Poniżej przedstawiono przykładową instrukcję smarowania.
Rys. 61. Przykładowa instrukcja smarowania [3, s. 59]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
Zasady użytkowania i obsługi
Przed rozpoczęciem eksploatacji maszyny podstawowym obowiązkiem pracownika jest
dokładne zapoznanie się z dokumentacją techniczno-ruchową, a w szczególności z instrukcją
obsługi i użytkowania. Instrukcja obsługi i użytkowania informuje o zasadach eksploatacji
i obsługi poszczególnych zespołów i mechanizmów. Są w niej opisane warunki optymalnego
wykorzystania maszyny, podana charakterystyka techniczna oraz podstawowe parametry.
Naczelną
zasadą
podczas
użytkowania
maszyn
jest
ich
nieprzeciążanie,
tj. nieprzekraczanie maksymalnych wartości parametrów eksploatacyjnych. Instrukcja obsługi
i użytkowania zawiera również podstawowe wiadomości o smarowaniu, zaleca stosowanie
określonych smarów, olejów. W instrukcji są dokładnie omówione wszystkie czynności
obsługowe oraz zaznaczone są wykazy przeglądów technicznych z wyszczególnieniem okresu
ich wykonania.
W szczególności należy starannie wykonywać wszystkie czynności obsługi codziennej, do
których zaliczamy:
−
usuwanie po skończonej pracy powstałych zanieczyszczeń,
−
czyszczenie i smarowanie nie zasłoniętych pracujących przesuwnie i obrotowo elementów
maszyn i urządzeń,
−
uzupełnianie oleju lub smaru w punktach ręcznego smarowania,
−
powlekanie smarem lub olejem elementów podatnych na korozję,
−
sprawdzenie działania elementów obsługi,
−
sprawdzenie działania układów smarujących i chłodzących,
−
kontrola stanu oleju lub innych cieczy w układach smarowania i chłodzenia.
W trakcie użytkowania należy zapewnić niezakłócony, normalny przebieg pracy przez:
−
unikanie nadmiernych i udarowych obciążeń maszyny,
−
należyte chłodzenie zespołów i unikanie przegrzewania,
−
unikanie nieodpowiednich prędkości współpracujących części,
−
właściwy dobór warunków pracy maszyny.
Ważniejsze cechy techniczno- użytkowe maszyn:
−
wydajność,
−
dokładność, np. dotyczy wymiarów, kształtu, gładkości powierzchni,
−
wielkości charakterystyczne maszyny,
−
wyposażenie dodatkowe maszyny,
−
wskaźniki energetyczne, moc, sprawność,
−
niezawodność i trwałość.
Wadliwa praca maszyny powoduje obniżenie jakości produkcji, utrudnia utrzymanie jej
rytmiczności, może być przyczyną zagrożeń dla życia lub zdrowia obsługujących ją
pracowników lub przebywających w pobliżu osób. Dlatego maszynom stawia się określone
wymagania, które muszą być uwzględnione przez konstruktorów i wytwórców.
Eksploatacyjny podział maszyn i urządzeń
Maszyny i urządzenia można podzielić w zależności od:
−
ważności spełnianej funkcji na: podstawowe i pomocnicze, to samo urządzenie lub
maszyna może pełnić różne funkcje zależnie od miejsca zainstalowania i rodzaju produkcji,
−
krotności użycza na: jednokrotnego i wielokrotnego użycia,
−
zmiany miejsca użytkowania na: stacjonarne i przemieszczalne,
−
możliwości naprawialności na: naprawialne i nienaprawialne,
−
zasilania w energię na: produkujące energię, pobierające energię i przetwarzające energię.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
Każdą maszynę zależnie od eksploatacji można charakteryzować elementami układu
podając:
−
rodzaj maszyny lub urządzenia i ich funkcję: przeznaczenie, zestawienie głównych
zespołów funkcjonalnych, zestawienie zespołów mających wpływ na trwałość maszyny lub
urządzenia,
−
eksploatacyjną charakterystykę maszyny zawierającą informacje o ważności urządzenia,
krotności użycia, możliwości zmiany miejsca użytkowania, naprawialności, skutkach
poboru energii,
−
charakterystykę załogi użytkującej i obsługującej maszynę lub urządzenie,
−
przedmiot pracy na który oddziałuje pracownik za pomocą maszyny lub urządzenia,
−
stanowisko pracy określające otoczenie maszyny lub urządzenia,
−
otoczenie stanowiska pracy określające otoczenie maszyny lub urządzenia: wentylację,
temperaturę, wilgotność, oświetlenie,
−
rodzaj zasilania eksploatacyjnego zawierający charakterystykę materiałów, narzędzi
i części niezbędnych w trakcie użytkowania i obsługi,
−
stanowisko obsługi zawierające charakterystykę miejsca, na którym dokonuje się napraw,
−
środki obsługi zawierające charakterystykę narzędzi, przyrządów, sprawdzianów
niezbędnych do wykonania naprawy urządzenia.
4.6.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaka jest zawartość dokumentacji techniczno-ruchowej?
2. Jakie wyróżniamy parametry maszyny?
3. Jaki dokument zawiera charakterystykę i dane ewidencyjne maszyny lub urządzenia?
4. Jakie informacje zawiera instrukcja smarowania maszyny?
5. Jakie czynności wykonywane są w ramach obsługi codziennej maszyny lub urządzenia?
4.6.3. Ćwiczenia
Ćwiczenie 1
Sporządź charakterystykę techniczną wskazanego urządzenia lub maszyny.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) pracować w grupie 2–3-osobowej,
2) zapoznać się z wykazem wielkości stanowiących charakterystykę techniczną maszyny,
3) pobrać instrukcję i materiały do ćwiczeń od nauczyciela,
4) zapoznać się z instrukcją do ćwiczenia i załączoną dokumentacją techniczno-ruchową
maszyny,
5) wyszukać w dokumentacji i wpisać do tabeli nazwy parametrów i odpowiadające im
wartości,
6) uzupełnić tabelę podając nazwę i przeznaczenie wskazanego urządzenia,
7) zaprezentować pracę,
8) dokonać oceny poprawności wykonanego ćwiczenia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
Nazwa urządzenia ……………………………………………………………….
Przeznaczenie ……………………………………………………………………..
Nazwa parametru
Wartość parametru
Wyposażenie stanowiska pracy:
−
przybory do pisania,
−
materiał przygotowany przez nauczyciela,
−
dokumentacja techniczno-ruchowa wskazanego urządzenia,
−
literatura z rozdziału 6.
Ćwiczenie 2
Na podstawie instrukcji smarowania maszyny określ, w jaki sposób smarowane są jej
poszczególne podzespoły maszyny.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) pobrać materiały do ćwiczenia od nauczyciela,
2) zapoznać się z przykładową instrukcją smarowania maszyny lub urządzenia,
3) zapoznać się z zawartością instrukcji,
4) wyszukać w instrukcji i wypisać poszczególne rodzaje elementów konstrukcji maszyny,
które podlegają smarowaniu,
5) dopasować do poszczególnych elementów sposób smarowania, posługując się instrukcją
smarowania,
6) zaprezentować wyniki pracy, uzasadnić wskazane zapisy,
7) dokonać oceny poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
−
instrukcja smarowania maszyny lub urządzenia,
−
przybory do pisania,
−
literatura z rozdziału 6.
Ćwiczenie 3
Sporządź wykaz czynności obsługi codziennej dla dowolnie wybranej maszyny lub
urządzenia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) pracować w grupie,
2) pobrać materiały do ćwiczenia od nauczyciela,
3) dokonać wyboru maszyny lub urządzenia, dla którego będziesz sporządzał wykaz
czynności obsługi codziennej,
4) wypisać wszystkie czynności obsługi codziennej wykonywane podczas eksploatacji
wybranego urządzenia,
5) zapisać wyniki pracy w formie plakatu,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
6) zaprezentować wyniki pracy, przedyskutować w klasie, uzasadnić wskazane zapisy,
7) dokonać oceny poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
−
arkusz papieru, format A2,
−
przybory do pisania,
−
tablica do prezentacji plakatów,
−
literatura z rozdziału 6.
4.6.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wskazać źródło informacji o przeznaczeniu i warunkach pracy
maszyny?
2) scharakteryzować proces obsługi maszyny?
3) wymienić czynności konserwacyjno-naprawcze?
4) wymienić czynności wchodzące w zakres przeglądu technicznego?
5) opisać ogólne zasady użytkowania maszyn i urządzeń?
6) opisać zawartość dokumentacji techniczno-ruchowej?
7) wymienić czynności obsługi codziennej?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 22 zadania. Do każdego zadania dołączone są 4 możliwości odpowiedzi.
Tylko jedna jest prawidłowa.
5. Udzielaj odpowiedzi na załączonej karcie odpowiedzi, stawiając w odpowiedniej rubryce
znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową.
6. Test składa się z dwóch części. Część I zawiera zadania z poziomu podstawowego,
natomiast w części II są zadania z poziomu ponadpodstawowego i te mogą przysporzyć
Ci trudności, gdyż są one na poziomie wyższym niż pozostałe (dotyczy to pytań
o numerach od 18 do 22).
7. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
8. Jeśli udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
9. Na rozwiązanie testu masz 60 minut.
Powodzenia!
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
ZESTAW ZADAŃ TESTOWYCH
1. Środki ochrony indywidualnej stosujemy
a) podczas wykonywaniu każdej pracy.
b) gdy pracownik zgłosi taką potrzebę.
c) kiedy nie ma możliwości zmniejszenia narażenia na czynniki niebezpieczne.
d) kiedy ich używanie przez pracownika podczas pracy nie jest uciążliwe.
2. Zmiany w polskim prawie pracy są spowodowane
a) zmianą kadencji Sejmu.
b) dostosowaniem do zmieniającej się sytuacji gospodarczo-politycznej oraz do prawa
Unii Europejskiej.
c) wymogami, jakie stawia kodeks pracy.
d) dostosowaniem prawa pracy do prawa Unii Europejskiej.
3. Mechanizm stosowany w tokarkach kłowych do realizacji ruchu suportu to mechanizm
a) śrubowy.
b) maltański.
c) korbowy.
d) dźwigniowy.
4. W strugu równiaku wystawienie noża poza powierzchnię płozy wynosi
a) powyżej 3 mm.
b) 0,1÷0,25 mm.
c) 0,5÷2 mm.
d) 2÷3 mm.
5. Dobierz strugi w kolejności ich użycia
a) równiak, gładzik zdzierak.
b) równiak, zdzierak, gładzik.
c) zdzierak, równiak, gładzik.
d) spust, równiak, gładzik.
6. Rysunek przedstawia strug o nazwie
a) równiak.
b) stalowy.
c) zdzierak.
d) spust.
7. Przy przerzynaniu piłę należy zagłębiać pod kątem
a) około 10
o
.
b) około 20
o
.
c) około 45
o
.
d) około 60
o
.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
8. Rysunek przedstawia
a) zdzierak.
b) topór.
c) równiak.
d) ośnik.
9. Przed rozpoczęciem wiercenia otworu świdrem ręcznym, należy
a) wypalić w elemencie otwór o średnicy mniejszej niż docelowy.
b) trzymając element jedną ręką, drugą trzymać świder.
c) zamocować element w strugnicy.
d) zamocować świder w strugnicy.
10. Frezarka służy do
a) piłowania drewna.
b) ociosywania drewna.
c) przycinania elementów drewnianych.
d) wybierania wąskich podłużnych gniazd.
11. Otwory i gniazda o przekroju poprzecznym okrągłym wykonuje się
a) pilarkami.
b) frezarkami.
c) strugarkami.
d) wiertarkami.
12. Pilarki taśmowe służą do
a) przecierania kłód.
b) szlifowania drewna.
c) przecinania łat listew i opołów.
d) przecinania poprzecznego desek.
13. Dzielenie tarcicy na elementy surowe wykonuje się
a) pilarkami.
b) dłutarkami.
c) strugarkami.
d) wiertarkami.
14. Na rysunku przedstawiono
a) frezarkę wspornikową poziomą.
b) tokarkę karuzelową.
c) tokarkę pociągową kłową.
d) wiertarkę.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
61
15. W przedstawionym na rysunku koniku cyfrą 5 oznaczono
a) zacisk tulei konika.
b) kieł.
c) korpus konika.
d) tuleje.
16. Codzienna obsługa maszyn nie obejmuje sprawdzenia
a) czystości maszyn.
b) działania mechanizmów jezdnych.
c) pomiaru bicia wrzeciona.
d) stanu osłon ochronnych.
17. Wyniki badań maszyny po naprawie głównej należy zapisać w karcie
a) technologicznej naprawy.
b) pomiarów, prób i badań.
c) technologicznej montażu.
d) technologicznej regeneracji.
18.Ostrzenie noża struga wykonuje się na toczaku w taki sposób, aby kąt zaostrzenia wynosił
a) około 15
o
.
b) około 60
o
.
c) około 30
o
.
d) około 45
o
.
19. Przy ręcznym wierceniu otworów przelotowych w elementach o grubości większej niż
30 mm
a) wiercimy bez trasowania.
b) trasujemy otwór z jednej strony.
c) trasujemy otwór z dwóch stron.
d) robimy gniazdo dłutem do połowy grubości elementu.
20. Ilość noży w strugarce decyduje o
a) grubości deski.
b) budowie strugarki.
c) szybkości strugania.
d) jakości otrzymanej powierzchni.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
62
21. Maksymalna grubość warstwy zbieranej strugarką wyrówniarką to
a) 5 mm.
b) 10 mm.
c) 15 mm.
d) 20 mm.
22. Obsługę techniczną okresową maszyny wykonuje się
a) co tydzień.
b) co dwa dni.
c) po awarii technicznej maszyny.
d) po przepracowaniu określonej przez producenta liczbie godzin.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
63
KARTA ODPOWIEDZI
Imię i nazwisko ...............................................................................
Obsługa maszyn i urządzeń stosowanych w produkcji instrumentów
muzycznych
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
21
a
b
c
d
22
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
64
6. LITERATURA
1. Górecki A.: Technologia ogólna. WSiP, Warszawa 1998
2. Kiecoń B.: Kuźnictwo, WSiP, Warszawa 1991
3. Legutko S.: Podstawy eksploatacji maszyn i urządzeń. WSiP, Warszawa 2004
4. Lenkiewicz W., Zdziarska-Wis I.: Technologia. Ciesielstwo. WSiP, Warszawa 1998
5. Mac S., Leowski J.: Bezpieczeństwo i higiena pracy dla szkół zasadniczych. WSiP,
Warszawa 1999
6. Mac S.: Obróbka metali z materiałoznawstwem. Wyd. XII. WSIP, Warszawa 1997
7. Olczak S., Jędrejek W., Wiater W.: Roboty ciesielskie, stolarskie i dekarskie. Poradnik
cieśli wiejskiego. Arkady, Warszawa 1961
8. Prządka W., Szczuka J.: Stolarstwo cz.2. WSiP, Warszawa 1997
Literatura metodyczna
1. Dretkiewicz-Więch J.: ABC nauczyciela przedmiotów zawodowych. Operacyjne cele
kształcenia. Zeszyt 32. CODN, Warszawa 1994
2. Ornatowski T., Figurski J.: Praktyczna nauka zawodu. ITeE, Radom 2000
Wyszukiwarka
Podobne podstrony:
więcej podobnych podstron