
EVALUATION OF THE CYCLIC BEHAVIOUR DURING
HIGH TEMPERATURE FATIGUE OF HOT WORK
TOOL STEELS
J. Sj¨ostr¨om and J. Bergstr¨om
Department of Materials Engineering,
Karlstad University,
SE-651 88 Karlstad
Sweden
Abstract
High temperature fatigue constitutes an important damage process, which
limits the life and performance of hot work tools, as in die casting, forging,
and hot rolling applications. The service conditions for the tools in such pro-
cesses are severe, since it involves high temperature, high dynamic and static
mechanical loading, environmental attack and wear. Particularly designed hot
work tool steels are frequently used, to meet the application requirements.
In this study, the cyclic behaviour during high temperature fatigue of
two martensitic chromium hot work tool steel grades (QRO 90 Supreme and
DIEVAR), quenched and tempered to different conditions, were evaluated.
The test parameters were set to simulate the surface conditions in a die casting
mould. The stress-strain response was recorded during strain or stress con-
trolled cycling with zero and compressive mean strain or equivalent stress.
The influence of tool steel, heat treatment and load control on the cyclic be-
haviour was studied, as well as the mechanisms of damage and microstructural
degradation.
It was found that the cyclic behaviour during high temperature fatigue is
strongly dependent on the tool steel grade and condition as well as load control
mode. QRO 90 and DIEVAR soften at high temperature loading and at all
heat treatment conditions used in the study. A combination of the thermal
fatigue damage mechanisms of fatigue, creep and oxidation were present.
Keywords:
High temperature fatigue, Cyclic behaviour, Hot work tool steel.
721

722
6TH INTERNATIONAL TOOLING CONFERENCE
INTRODUCTION
Tools used in die casting, hot rolling, extrusion and hot forging operations
are exposed to high cyclic temperatures and mechanical loads [1, 2]. Be-
cause of these severe service conditions the tool has to resist several damage
mechanisms such as fatigue, creep and oxidation. Martensitic chromium
hot work tool steels, such as AISI H11 and H13, are frequently used as tool
materials, designed to have an adequate combination of hot strength, tough-
ness and ductility, as well as thermal conductivity and expansion. Since the
quality of a manufactured product and the cost effectiveness of the produc-
tion depend on the tool and its surface condition, the service life of a tool is
essential. An important feature is the temperature stability of the tool. It is
vital that a tool maintains its properties even after it has been subjected to a
large number of mechanical and thermal load cycles, otherwise premature
failure may occur. The mechanical stability of a tool exposed to fatigue at
high temperature is dependent on the microstructure. However, the mecha-
nisms of material instability of modern hot work tool steel have not yet been
fully explored.
Earlier, mechanical behaviour of some hot work tool steels have been
experimentally investigated and a few models have been developed [3, 4].
As these models consider thermodynamic equilibrium conditions, the effect
of the microstructural stability needs to be clarified. Previous work has
shown that the microstructure has a significant influence on the hot work
tool steels properties [5, 6, 7, 8, 9], e.g. influence of carbides on toughness
and thermal fatigue.
In the present study high temperature low cycle fatigue tests were per-
formed, using two chromium hot work tool steel grades, Uddeholm desig-
nations QRO 90 SUPREME and DIEVAR, austenitized at different temper-
atures. To ensure a technical relevance, the applied strain and temperature
when testing were selected from measurements of tools in die casting pro-
cesses, [10, 11]. The test results give information on the cyclic stress-strain
behaviour of the hot work tool steels, needed to identify limiting conditions
of a tools lifetime.
Evaluation of the Cyclic Behaviour During High Temperature Fatigue of Hot Work...
723
MATERIALS AND EXPERIMENTAL PROCEDURE
MATERIALS
Two martensitic chromium hot work tool steel grades were used with
Uddeholm designations QRO 90 SUPREME and DIEVAR, Table 1. Low
Table 1.
Nominal chemical composition.
Material
Composition (wt.%)
C
Si
Mn
Cr
Mo
V
QRO 90
0.38
0.30
0.75
2.6
2.25
0.82
DIEVAR
0.37
0.26
0.5
5.0
2.36
0.55
cycle fatigue specimens were machined from as-received bars to 20 mm and
65 mm waist diameter and gage length, respectively. Four different hard-
ening treatments with different austenitizing temperatures were selected, so
as to obtain a set of test materials with different austenite grain sizes. The
hardening treatment was performed in a vacuum furnace, and subsequent
tempering was made to reach similar hardness levels in all specimens, see
Table 2 for heat treatment parameters. Hardness was measured on a pol-
Table 2.
Heat treatment and hardness (all hardness measurements are within ± 10 HV)
Austenitizing QRO90
Tempering 1
Hardness 1
Tempering 2
Hardness 2
1020
◦
C / 30 min
625
◦
C / 2*2h
480 HV
625
◦
C / 2*2h
470 HV
1060
◦
C / 30 min
625
◦
C / 2*2h
560 HV
640
◦
C / 2*2h
470 HV
1100
◦
C / 30 min
625
◦
C / 2*2h
540 HV
640
◦
C / 4*2h
470 HV
1150
◦
C / 30 min
625
◦
C / 2*2h
560 HV
650
◦
C / 2*2h
470 HV
Austenitizing DIEVAR
Tempering 1
Hardness 1
Tempering 2
Hardness 2
1020
◦
C / 30 min
600
◦
C / 2*2h
480 HV
600
◦
C / 2*2h
470 HV
1060
◦
C / 30 min
600
◦
C / 2*2h
510 HV
600
◦
C / 3*2h
470 HV
1100
◦
C / 30 min
600
◦
C / 2*2h
530 HV
600
◦
C / 3*2h
470 HV
1150
◦
C / 30 min
600
◦
C / 2*2h
510 HV
600
◦
C / 4*2h
470 HV
ished cross-section with a macro Vickers hardness tester before and after
each tempering. Prior to testing the surface of the specimens was ground
with abrasive paper and polished with diamond paste as the last step.

724
6TH INTERNATIONAL TOOLING CONFERENCE
EXPERIMENTAL PROCEDURE
Isothermal high temperature fatigue tests were carried out in air using a
100 kN servohydraulic testing machine (INSTRON) in push-pull type load
mode. The strain amplitude was 0.3% and two different mean strains (0%
and −0.1%) were used in a symmetrical sinusoidal load cycle. The tests were
performed in either strain or stress control with load frequency 0.2 Hz. The
tests start direction was always in compression. Heating of the specimen was
achieved with a resistive furnace to test temperatures of 500
◦
C and 600
◦
C ,
continuously measured with a thermocouple. The strain was measured using
an extensometer with a gauge length of 12.5 mm. For most test conditions
doublet specimens or more were used. Test failure criteria was set to 10%
rapid load drop within 5 load cycles. The specimens that did not break
completely during the isothermal fatigue test, were loaded in tension directly
after "failure" to fracture for SEM studies.
Temper resistance tests were performed, to estimate the influence of the
elevated temperature on the different heat treatments and materials, by plac-
ing specimens in a furnace at 600
◦
C for 14 h and 22.5 h (equals the time for
10000 and 16000 load cycles respectively).
The austenitic grain size and features of the martensitic structure were de-
termined with a light optical microscope (LOM) on an etched cross-section.
The damage on the specimens was evaluated both on polished cross-sections
and on the fractured surfaces using LOM and scanning electron microscope
(SEM), respectively.
RESULTS
MICROSTRUCTURE
A fine martensitic microstructure was found for all heat treatments in
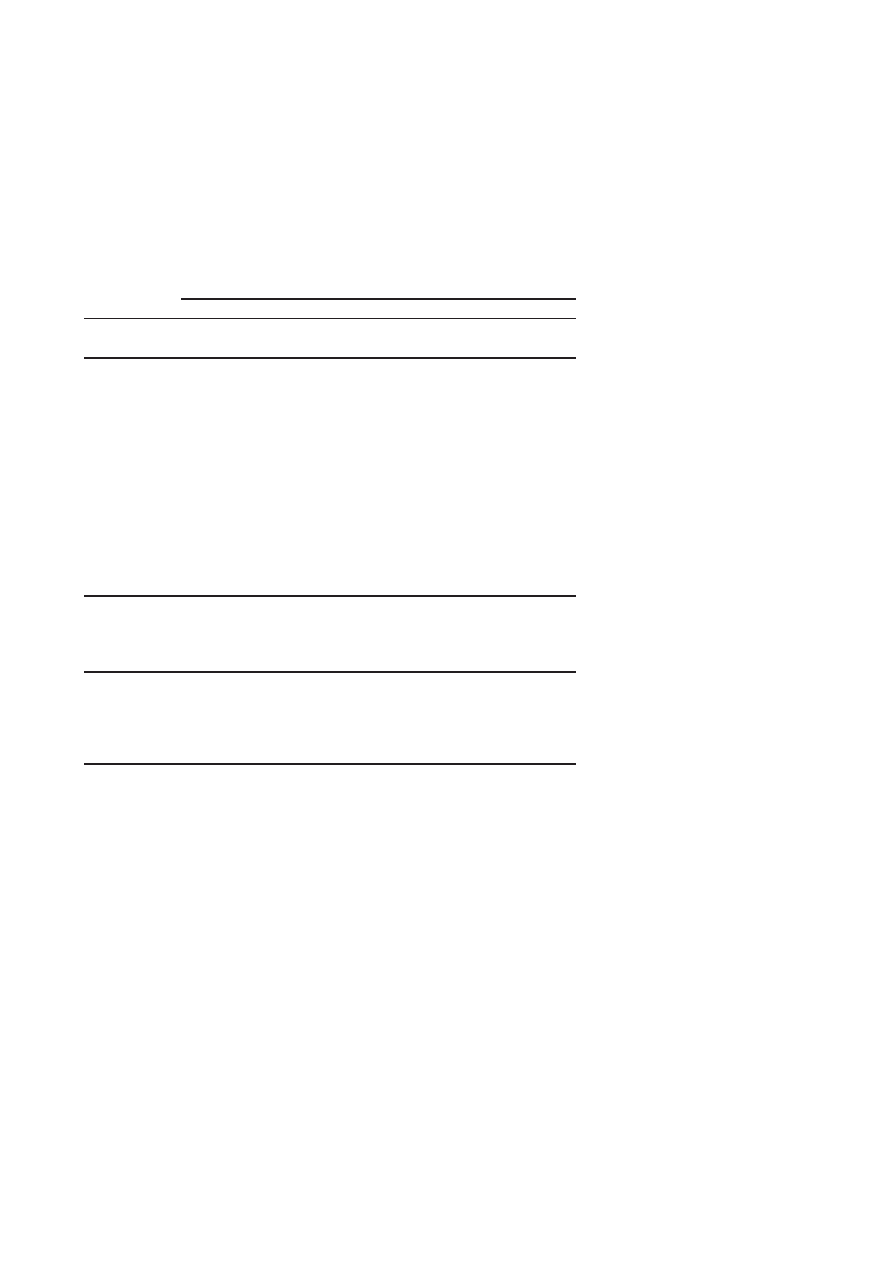
both DIEVAR and QRO 90. The mean austenitic grain size increased with
increasing austenitizing temperature (TA), Fig. 1. All specimens had a fairly
even grain size except for QRO 90 with TA 1100
◦
C , where the grain-size
distribution was dominated by small grains (20± 10 µm) and containing
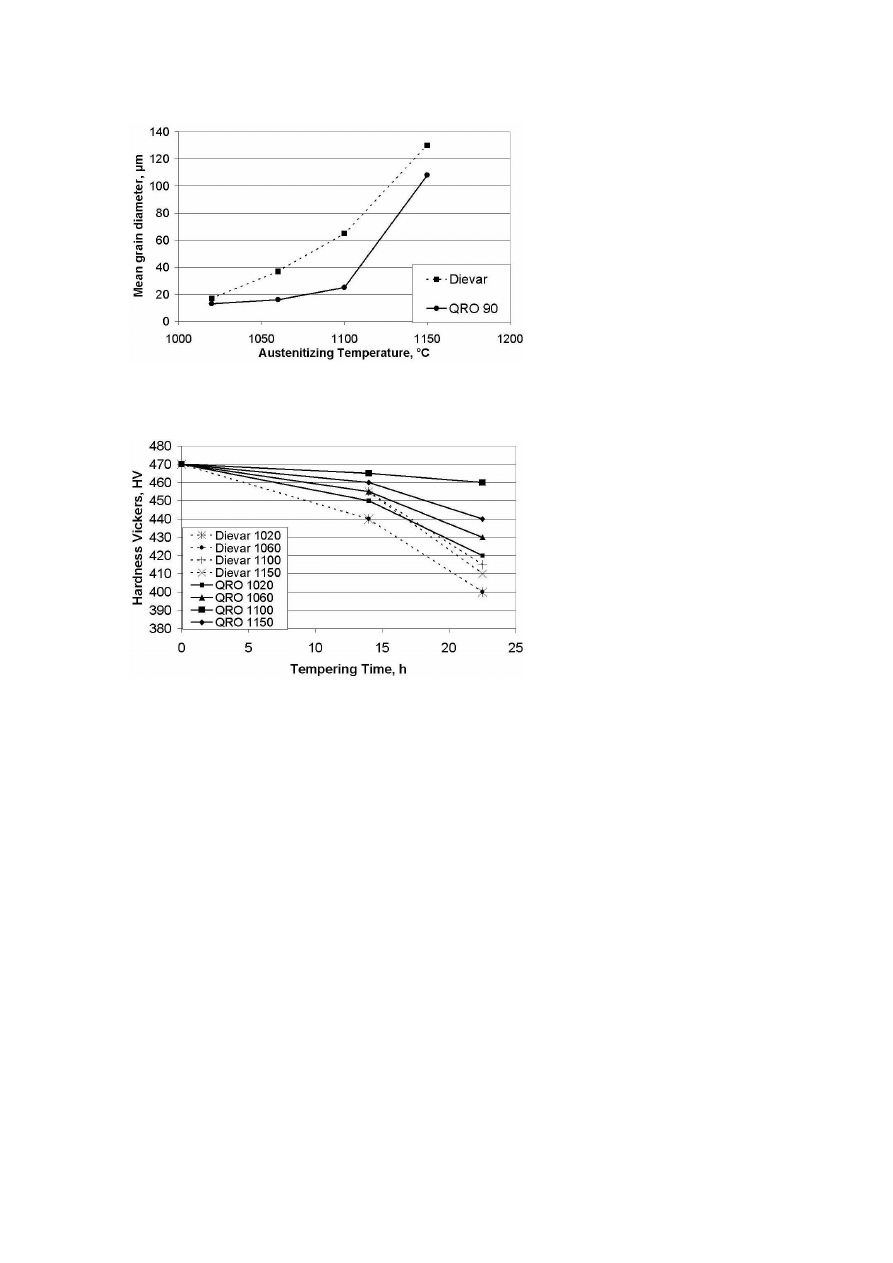
fewer large grains (100± 20 µm). The temper resistance for the different
heat treatments was measured, revealing a higher temper resistance for QRO
90 than for DIEVAR, (see Fig. 2).
Evaluation of the Cyclic Behaviour During High Temperature Fatigue of Hot Work...
725
Figure 1.
Mean austenitic grain diameter for QRO 90 and DIEVAR after different austen-
itizing temperatures.
Figure 2.
Temper resistance of quenched and tempered QRO 90 and DIEVAR, tempered
at 600
◦
C.
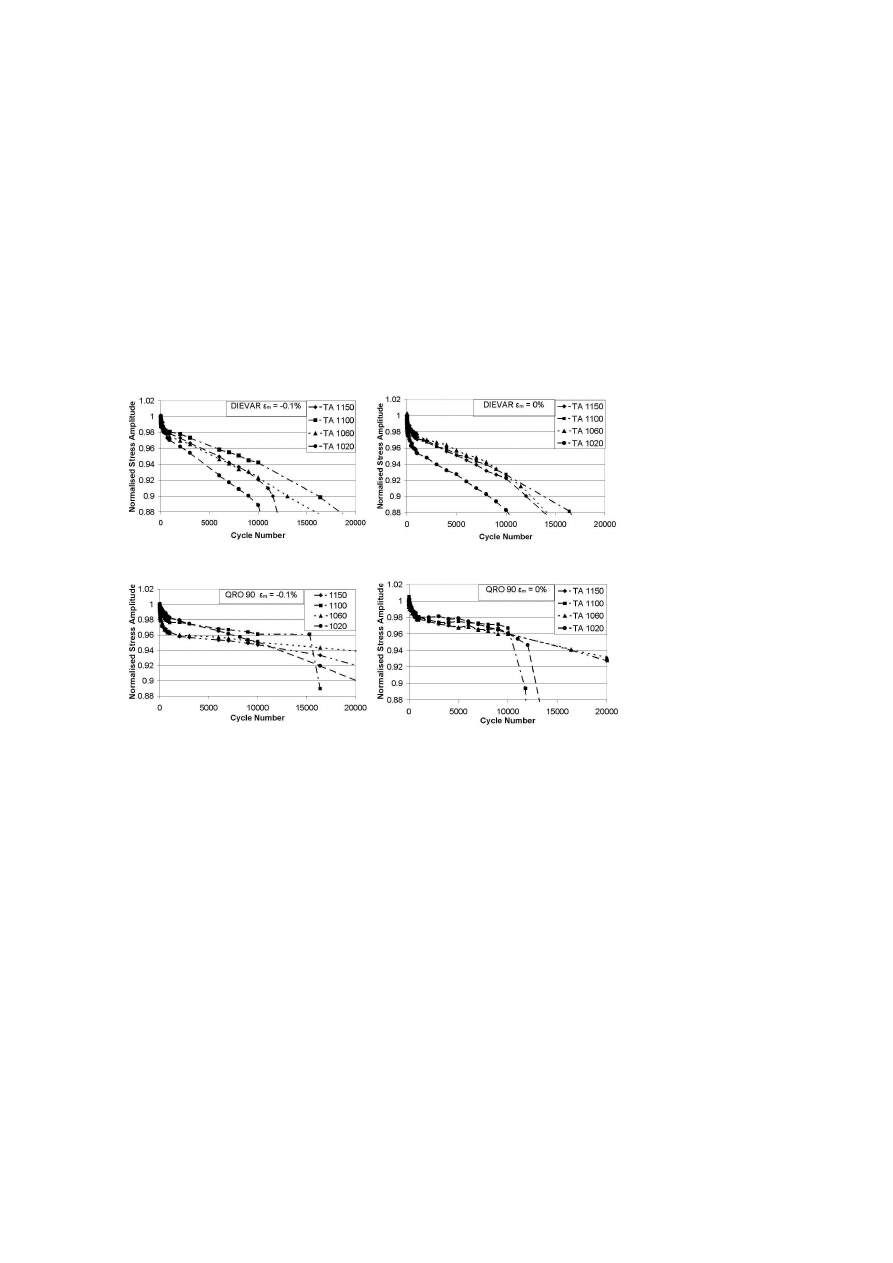
CYCLIC STRESS-STRAIN BEHAVIOUR
All tested materials in this study exhibited a cyclic strain or stress soften-
ing, Figures 3 and 4, where the softening behaviour showed to be dependent
on the temperature, mean strain, stress or strain control mode, steel grade
726
6TH INTERNATIONAL TOOLING CONFERENCE
and heat treatment. The heat treatment proved to have a considerable in-
fluence on the softening, where TA 1060
◦
C and 1100
◦
C generally showed a
better softening resistance than all other conditions. The results also showed
that QRO 90 has a greater resistance to isothermal mechanical softening at
600
◦
C than DIEVAR.
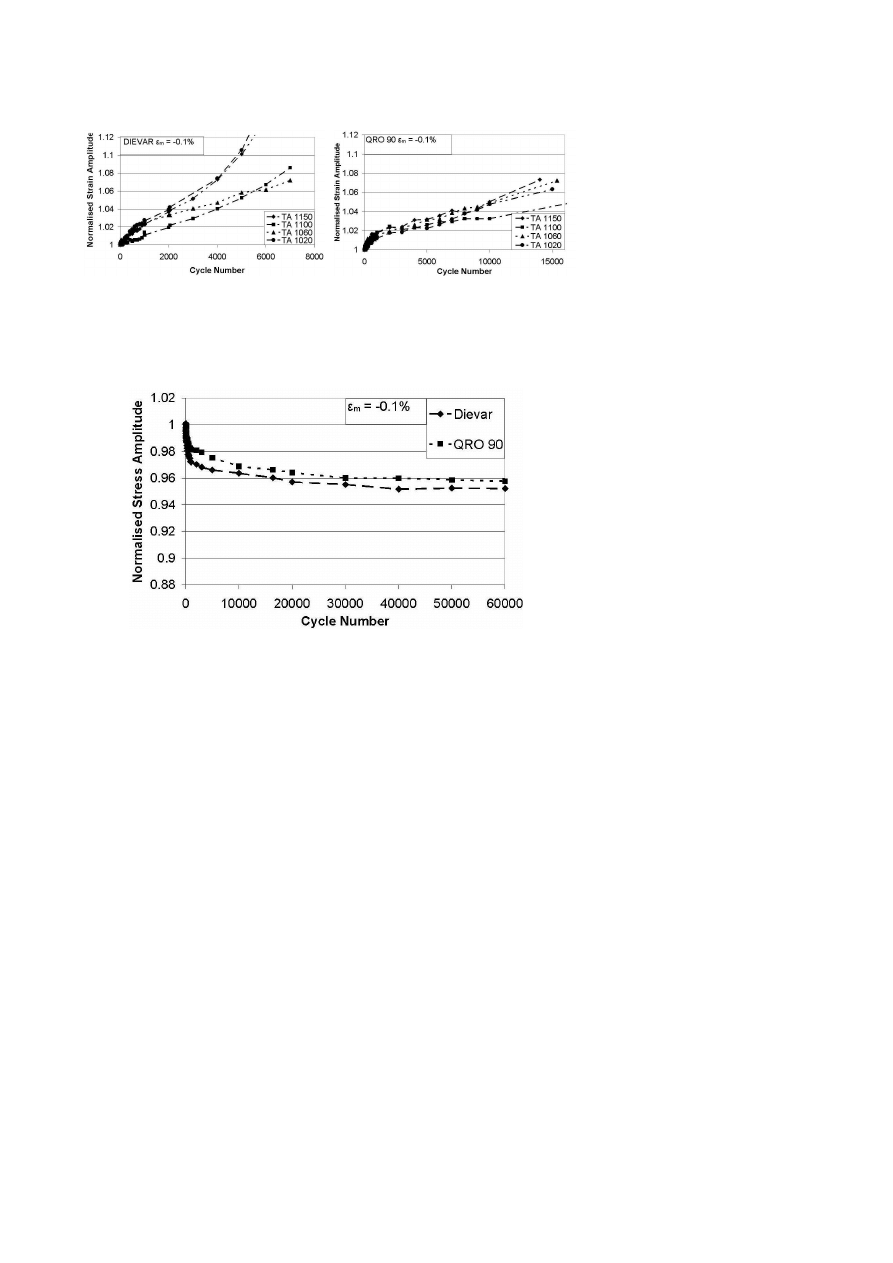
When the tests were performed in strain control with compressive mean
strain but at 500
◦
C , both DIEVAR and QRO 90 specimens (treated at TA
1100
◦
C ) indicated a stabilisation of the softening, Fig. 5. DIEVAR and
QRO 90 specimens tested in strain control showed hardly any effect on the
mean plastic strain shift depending on heat treatment. Contrarily, in stress
control the heat treatment has a strong effect on the cyclic creep, Figures 6
and 7.
(a) DIEVAR with compressive mean strain
(b) DIEVAR with zero mean strain
(c) QRO 90 with compressive mean strain
(d) QRO 90 with zero mean strain
Figure 3.
Normalised stress amplitude (strain control) at 600
◦
Cversus cycle number tested
with different heat treatments.
Evaluation of the Cyclic Behaviour During High Temperature Fatigue of Hot Work...
727
(a) DIEVAR with compressive mean strain
(b) QRO 90 with compressive mean strain
Figure 4.
Normalised strain amplitude (stress control) at 600
◦
Cversus cycle number tested
with different heat treatments.
Figure 5.
Normalised stress amplitude (strain control) at 500
◦
Cversus cycle number for
DIEVAR and QRO 90 heat treated with a TA 1100
◦
Cwith compressive mean strain.
FATIGUE DAMAGE
Fatigue life
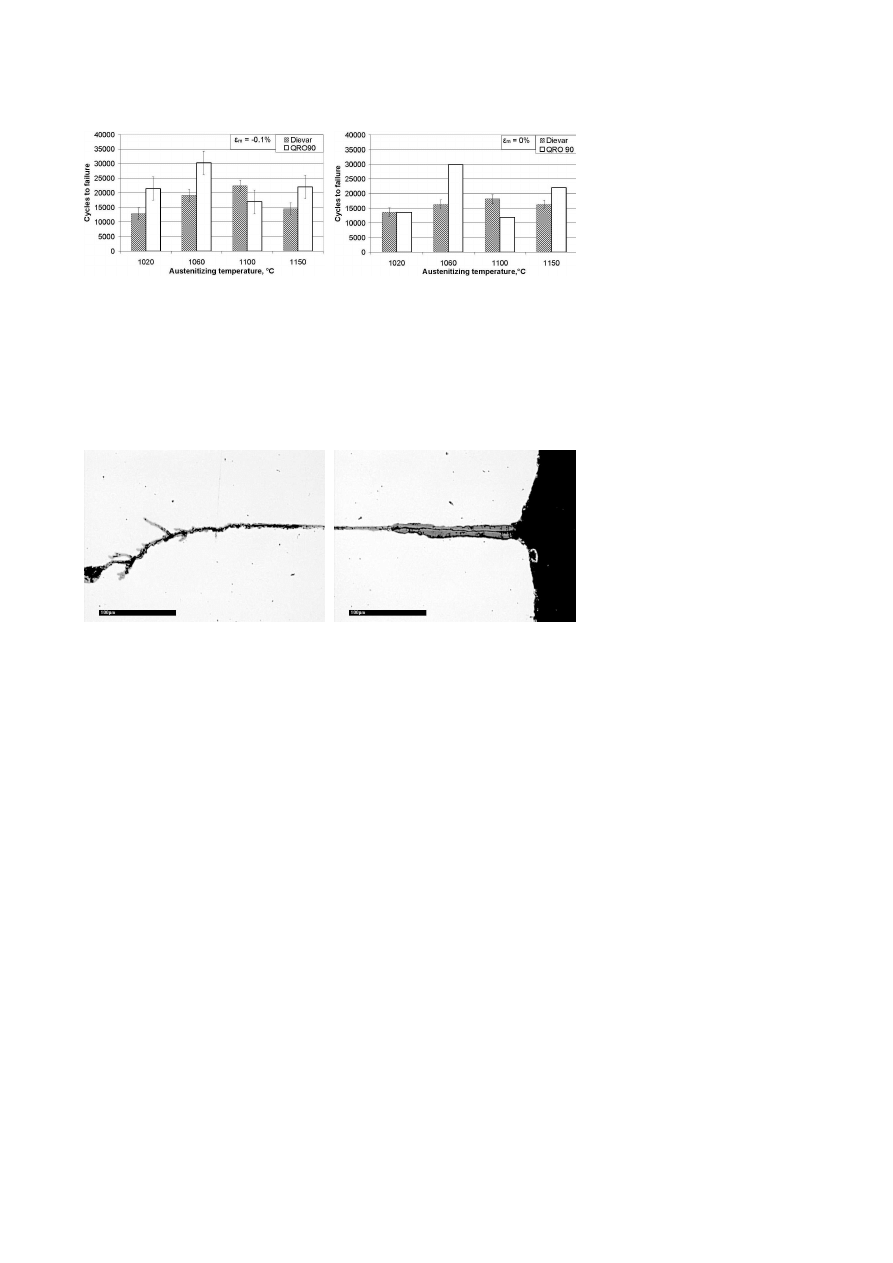
Average fatigue lives tested at 600
◦
C versus austenitizing tem-
perature are shown in Fig. 8 as obtained with mean compressive and zero
strain, respectively.
The longest fatigue life for DIEVAR and QRO 90
was experienced when heat treated with TA 1100
◦
C and 1060
◦
C , respec-
tively. Shortest fatigue life for QRO 90 and DIEVAR occurred when TA
728
6TH INTERNATIONAL TOOLING CONFERENCE
(a)
(b)
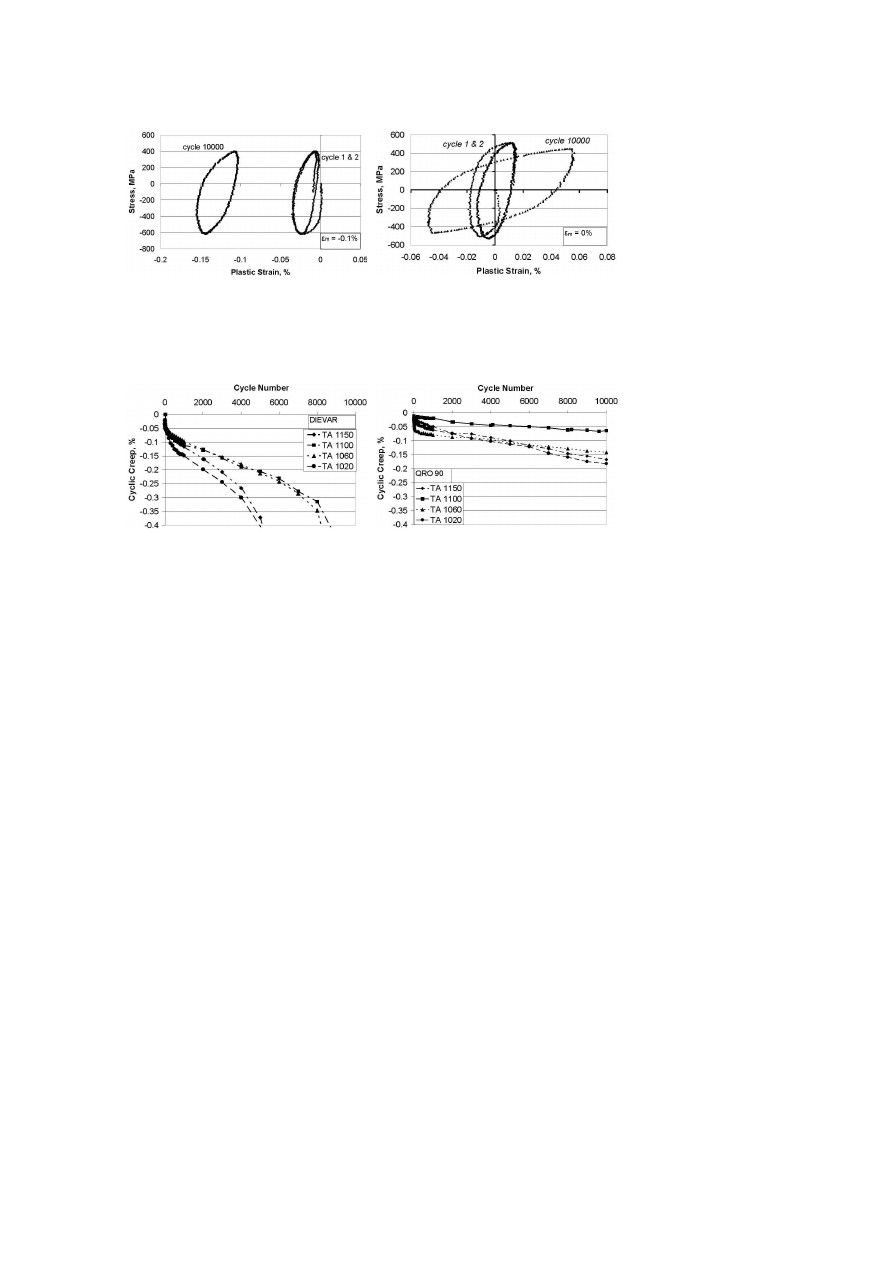
Figure 6.
Hysteresis loops (strain control) representing cycle 1,2 and 10000 for DIEVAR
with TA 1020
◦
C(a) with compressive mean strain and (b) zero mean strain
(a) DIEVAR
(b) QRO 90
Figure 7.
Cyclic creep versus cycle (stress control) number with compressive mean strain
at 600
◦
Cfor the different heat treatments.
was 1100
◦
C and 1020
◦
C , respectively. At the test temperature 500
◦
C no
specimen failed, even after 100000 load cycles.
Failure mechanisms
Cracks were found in all specimens tested at 600
◦
C ,
except in the DIEVAR specimens tested in stress control, which eventually
buckled. The polished cross-sections revealed that the cracks were severely
oxidised at the beginning of the crack, seen in Fig. 9. The figure also shows
how the crack is initially transgranular but subsequently turns intergranular,
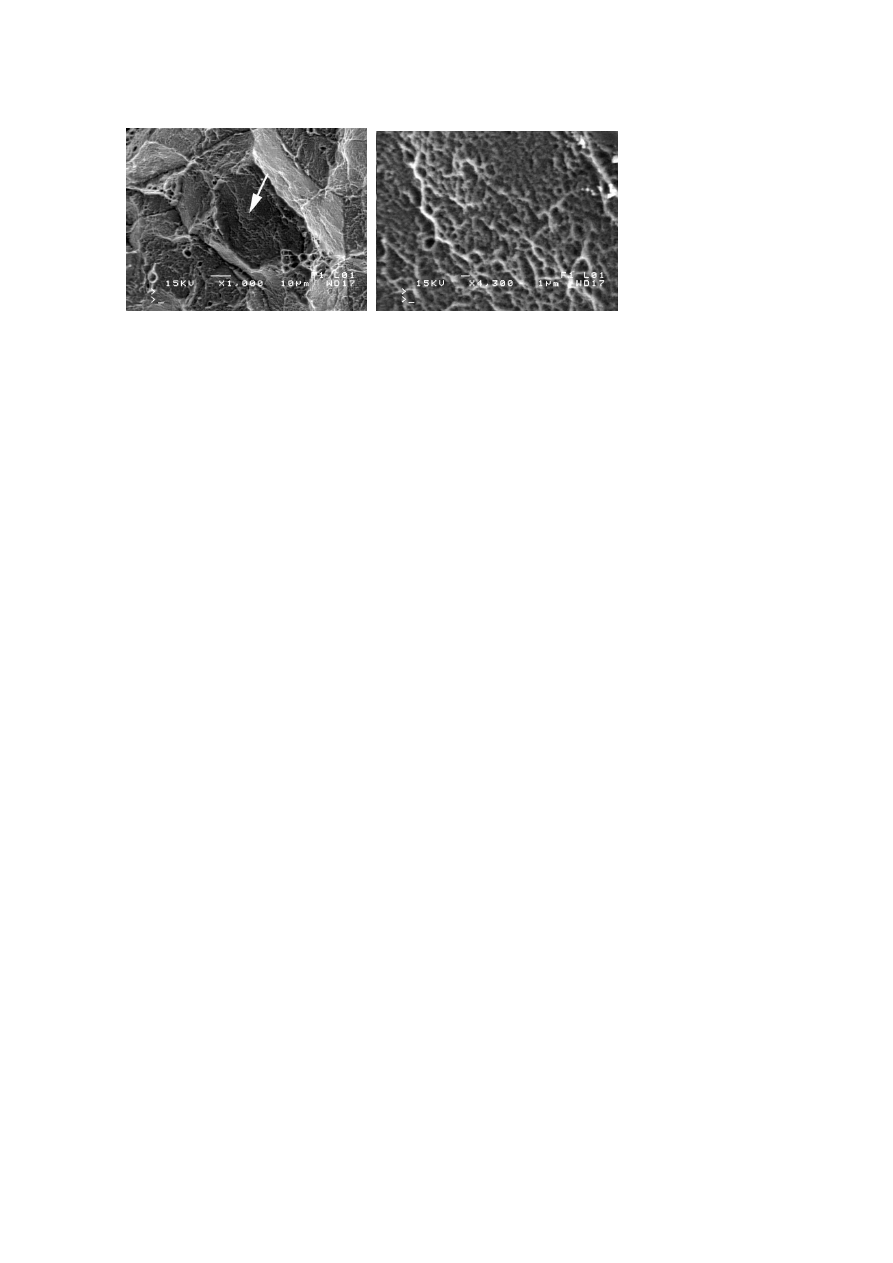
where branching of the crack is present. All residual fractures were ductile,
except for the QRO 90 specimens with TA 1100
◦
C , which were brittle
intergranular. Voids were found on the grain surface in the residual fracture
Evaluation of the Cyclic Behaviour During High Temperature Fatigue of Hot Work...
729
(a)
(b)
Figure 8.
Fatigue lives for the different heat treatments of DIEVAR and QRO 90 tested at
600
◦
Cin strain control with (a) compressive and (b) zero mean strain.
seen in Fig. 10 (b), marked with an arrow in Fig. 10 (a). No cracks were
found in the specimens tested at 500
◦
C .
Figure 9.
A cross section of a QRO 90 specimen, TA 1150
◦
C, showing a magnified crack
(LOM).
DISCUSSION
MICROSTRUCTURE
The final microstructures of the two materials, and subsequent to their
different heat treatments, are fully martensitic and since the martensite is
formed when quenching from the austenite region the features of the austen-
730
6TH INTERNATIONAL TOOLING CONFERENCE
(a) Intergranular fracture with small cavities on a
grain surface (marked with an arrow)
(b) Magnification of the marked cavities (SEM)
Figure 10.
The residual fracture of a QRO 90 specimen, TA 1100
◦
C.
ite are transferred to the martensite. These features, such as grain size,
amount of primary carbides and amount of alloying elements dissolved, are
all dependent on the austenitizing temperature and has a considerable effect
on both the thermal and the mechanical properties [5, 6, 7, 8]. Figure 1 show
that an increased austenitizing temperature will increase the grain size and
the temper resistance and that DIEVAR is more sensitive to the austenitizing
temperature. The temper resistance increases at a higher TA, since more of
the primary carbides (M
6
C, M
7
C and MC) will be dissolved into the austen-
ite and whereby the following tempering will increase the amount of small
stable secondary carbides, [1]. Consequently, the temper resistance will be
increased since the over-ageing is retarded not only because of the more
stable secondary carbides but also because of a higher martensite alloy ele-
ment content. Increasing the austenitizing temperature entails dissolution of
carbides and less grain boundary pinning ability, thus also an increased grain
growth. Moreover, the different grain size between QRO 90 and DIEVAR
at TA 1100
◦
C , seen in Fig. 1, and the uneven grain growth in QRO 90 is
a possible effect of the distribution and amount of the VC carbides. The
higher grain growth resistance of QRO 90 indicates the presence of more
temperature stable carbides, e.g. vanadium carbide (VC). As the VC con-
tinuously are dissolved when increasing the austenitizing temperature, there
occurs a stage where the carbide pinning action locally is lost leading to
local bursts of grain growth. The uneven grain growth did not occur for

Evaluation of the Cyclic Behaviour During High Temperature Fatigue of Hot Work...
731
DIEVAR probably because of the lower amount of vanadium, which results
in a smaller volume fraction of VC cabides and grain coarsening at a lower
temperature.
SOFTENING DURING HIGH TEMPERATURE FATIGUE
LOADING
The softening behaviour of martensitic tool steels may be partitioned in
three stages; a primary rapid load decrease, a secondary linear softening
and finally a rapid drop of load. The primary load drop is caused by the
rearrangement of the initially high dislocation density into "stable" disloca-
tion cell structures, [3]. In Fig. 3 the stress softening of the different heat
treatments can be seen for both Dievar and QRO 90, where it shows that the
primary stage lasted the first 3–600 cycles. The primary softening magni-
tude is about the same for most of the conditions, with a few exceptions,
which is a likely behaviour when equal strain amplitude and temperature
prevails. The linear softening of the second stage is, however, dependent on
the stability of the microstructure (diffusion controlled softening, which oc-
curs at low strain amplitudes and high temperatures) and shows a significant
difference in behaviour between QRO 90 and DIEVAR. DIEVAR experi-
ence greater softening than QRO 90, Fig. 3, because of the lower temper
resistance, Fig. 2. The higher temper resistance in QRO 90 is presumably
depending on stable secondary carbides, an effect of vanadium and lower
chromium content, [8]. Chromium and vanadium are both strong carbide
formers but carbides with chromium are not as stable [2].
The effect of temperature diffusion can easily be seen if the results from
500 and 600
◦
C , Figures 3 and 5 respectively, are compared. The primary
softening is about the same at 500 as in 600
◦
C , but the secondary softening is
different. At 500
◦
C , the secondary softening almost reaches a stabilisation,
due to the low strain amplitude and a much lower diffusion rate, while at
600
◦
C the softening is continuous. Obviously, the high temperature and the
low strain amplitude (used in the present tests) makes the temper resistance
of great importance, [8]. It can be seen that the specimens with higher temper
resistance have a greater resistance to softening, Figures 2 and 3. When the
test is performed in stress control, Fig. 4, the strain softening rate is higher
for DIEVAR than the stress softening rate when in strain control, but not for
QRO 90.

732
6TH INTERNATIONAL TOOLING CONFERENCE
Cyclic creep is also a feature, which should be considered, and appears
at high temperature stress control with a non-zero mean stress. In Fig. 6
the plastic strain evolution for load cycles 1,2 and 10000 is illustrated for
DIEVAR with TA 1020
◦
C . At compressive mean strain, as illustrated in
Fig. 6 (a), the cyclic creep is obvious and seen by the translation of the
hysteresis loop, but at zero mean strain as in Fig. 6 (b) no hysteresis loop
translation is seen. The cyclic creep for the two materials and their different
conditions can be seen in Fig. 7, where it shows that DIEVAR is more
sensitive to cyclic creep than QRO 90.
In general the test results show optimum softening and cyclic creep re-
sistance at the intermediate austenitizing temperatures (1060–1100
◦
C ). At
lower TA (here 1020
◦
C ), one may suggest, there is less carbon and alloy
elements dissolved which may contribute to blocking carbide precipitation
during tempering. At higher TA (here 1150
◦
C ) excessive grain growth with
reduced grain boundary pinning results in interior softening and cyclic creep
resistance.
FATIGUE LIFE
A general criteria which limits the fatigue life is that the accumulated
plastic deformation will reach a critical limit, including cyclic plastic strain
and cyclic creep strain. Softening promotes more accumulated cyclic plastic
strain, which relates the softening behaviour in Fig. 3 to the fatigue life data
in Fig. 8. The presented fatigue life data does not only show a tendency
of shorter life in zero mean strain loading than in compressive 0.1% mean
strain loading, but also different tool steel grade behaviour where clearly the
optimal austenitizing temperature is 1060
◦
C and 1100
◦
C for QRO 90 and
DIEVAR, respectively.
DAMAGE MECHANISM
Oxidation, creep and fatigue are the three damage mechanisms involved
when high temperature low cycle fatigue tests are performed. The high
temperature is responsible for the diffusion-controlled damage of oxidation
and creep, while fatigue is present at all temperatures. The damage history of
the crack may be divided into three stages; initiation, crack propagation and
final fracture. In addition to the initiation, where all of the cracks evaluated
were localised in strongly oxidised zones, the propagation stage includes all

Evaluation of the Cyclic Behaviour During High Temperature Fatigue of Hot Work...
733
three damage mechanisms, Fig. 9. Although, oxidation and fatigue damage
are the dominant damage mechanisms in the beginning of the propagation.
With time creep damage presumably grows stronger as interpreted by Fig. 9
where the crack turns intergranular. The weakening of the grain boundaries
responsible of the transition from transgranular to intergranular crack path
can also be caused by the precipitation of carbides.
The residual fracture can give an idea of how the high temperature load-
ing has effected the material. Almost all residual fractures were ductile,
even though brittle effects of creep, oxidation and carbide precipitation in
grain boundaries are present at 600
◦
C . The only brittle residual fracture
was QRO 90 with TA 1100
◦
C , seen in Fig. 10, to which two explanations
are possible. A high austenitizing temperature does not only increase the
grain size, but also the segregation of impurity elements and carbides to the
grain boundaries, [1]. These features will also be present in the marten-
sitic microstructures and can cause a brittle intergranular fracture. However,
if this were the explanation then the residual fracture of QRO 90 with TA
1150
◦
C would also have been brittle. Another explanation to the brittle frac-
ture is a consequence of the extreme grain size difference, which can give
rise to reduced ability to grain accommodation to deformation and lead to
enhanced grain boundary sliding and grain boundary cavitation. Even so,
grain boundary sliding and creep cavitation is a complex matter, and there
exists several theories as to what causes the damage and how the microstruc-
ture affects the damage, [12, 13, 14, 15]. Nevertheless, possible traces of
grain boundary cavitation and sliding were found, seen in Fig. 10, supporting
the theory of the creep damage. More investigation on the phenomena must
be done before any conclusions can be drawn.
At lower temperatures where diffusion damage (oxidation and creep) is
not as active, the fatigue damage is the dominant. With less plastic defor-
mation and with no help of initiation on the smooth polished surface the,
material can last for long without any damage. For example, no cracks
were found in the specimens tested at 500
◦
C , not even on a specimen that
experienced 100000 load cycles.
PRACTICAL IMPLICATIONS
In this study it has been shown that QRO 90 has better isothermal fatigue
properties at 600
◦
C than DIEVAR. It should, however, be pointed out that
this does not necessarily mean that QRO 90 is always the better choice
734
6TH INTERNATIONAL TOOLING CONFERENCE
of tool material. In many applications the ductility of the tool steel is of
large importance , where DIEVAR has the advantage. When die casting, hot
rolling or hot forging the tool will only be subjected to the top temperature for
a few tenth of a second in a load cycle which can take up to 25 seconds. If the
top temperature is well above the tempering temperature then the temperature
stability is an important property and QRO 90 is probably the better choice.
On the other hand, if the top temperature is close to tempering temperature
then other properties such as ductility is more important and DIEVAR might
be a better choice, since the time spend at tempering temperature is shorter.
Increasing the austenitizing temperature from the normally used 1020
◦
C has
shown, in the conditions of the present study, to result in longer fatigue life.
However, in large tools this may give rise to an inferior microstructure risking
gross cracking due to loss of ductility. On the other hand, in tool parts of
smaller dimensions, i.e. pins and cores, an increased austenizing temperature
may lead to an enhanced fatigue strength at elevated temperatures.
CONCLUSIONS
High temperature fatigue tests were performed on two chromium hot work
tool steels, Uddeholm designations QRO 90 and DIEVAR. The steels had a
final microstructure of martensite and were heat treated into four different
conditions. Isothermal fatigue testing was performed at 500 and 600
◦
C ,
using a strain range of 0.6%. Based on the results the following conclusion
can be drawn.
QRO 90 and DIEVAR soften at high temperature loading at all heat
treatments used in the study. The softening consists of three stages; a
primary, a secondary and a final stage. The primary stage was roughly
the same for all test results, but the secondary stage was different and
significantly influenced by the heat treatment.
An increased austenitizing temperature from 1020 to 1060 or 1100
◦
C results
in reduced secondary softening and improved cyclic creep resistance
and in general an increased fatigue life at a test temperature of 600
◦
C .
Increasing the austenitizing temperature to 1150
◦
C will again degen-
erate the properties.
Evaluation of the Cyclic Behaviour During High Temperature Fatigue of Hot Work...
735
QRO 90 had a greater softening resistance, cyclic creep resistance and
in general a longer fatigue life than DIEVAR at the test temperature
of 600
◦
C .
Both DIEVAR and QRO 90 showed initial softening followed by a
stress stabilisation character at a test temperature of 500
◦
C .
The fatigue life is related to the softening, since more plastic defor-
mation is induced.
A combination of high temperature fatigue damage mechanisms, fa-
tigue, creep and oxidation were present. Initially transgranular fatigue
crack propagation takes place, assisted by oxidation of the crack sur-
faces. Later a transition to intergranular propagation follows, where
presumably cyclic creep contributes.
ACKNOWLEDGMENTS
The authors gratefully acknowledge the financial support from Böhler
Uddeholm AG.
REFERENCES
[1] G. ROBERTS, G. KRAUS and R. KENNEDY, in "Tool Steels 5th ed." (ASM Inter-
national, Metals Park Ohio, 1998).
[2] J.R. DAVIS (Ed.) in "ASM Speciality Handbook, Tool Materials" (ASM International,
Materials Park, Ohio, 1995), p. 251.
[3] G. BERNHART, G. MOULINER, O. BRUCELLE and D. DELAGNES, in Interna-
tional Journal of fatigue 21 (1998) 179.
[4] H. SEHITOGLU, T.J. SMITH and H.J. MAIER in Symposium on Thermo- mechanical
fatigue behaviour of materials: 3rd vol, ASTM STP 1371, Virginia, November 2000,
edited by H. Sehitoglu and H.J Maier, p.53.
[5] K.D. FUCHS, E. HABERLING and K, RASCHE, in Technische Berischte / Thyssen-
Edelstahl, May (1990) 16.
[6] I. SCHRUFF, in Technische Berischte / Thyssen-Edelstahl, May (1990) 32.
[7] T. OKUNO, in Tetsu-to-Hagan´e, 69 (1983) 51.
[8] N. TSUJI, G. ABE, in Journal of Mat. Sci. letter 15 (1996) 1251.
[9] S. LEE, D.H. KIM, J.H. RYU and K. SHIN, in Mat. Trans., vol.28A (1997) 2595.
[10] A. PERSSON, in "Thermomechanical fatigue and corrosive wear of hot work tool
steels in die casting" (Uppsala University 2000).

736
6TH INTERNATIONAL TOOLING CONFERENCE
[11] V. VENKATASAMY, J. BREVICK, C. MOBLEY, in Transactions 19th International
Die Casting Congress and Exposition, Minneapolis, 1997, p.151.
[12] H.J. MCQUEEN, in Metallurgical and materials transactions, 33 (2002) 345
[13] W. BLUM, P. EISENLOHR and F. BREUTINGER, in Metallurgical and materials
transactions, 33 (2002) 291.
[14] T.J. DELPH, in Metallurgical and materials transactions, 33 (2002) 291.
[15] B.WILSHHIRE, in Metallurgical and materials transactions, 33 (2002) 291.
Wyszukiwarka
Podobne podstrony:
7 77 93 Heat and Surface Treatment of Hot Works for Optimum Performance
49 687 706 Tempering Effect on Cyclic Behaviour of a Martensitic Tool Steel
Evaluation of the Ti Mo
Evaluation of the french pictogram JUliette Guillemont
Postmodernism In Sociology International Encyclopedia Of The Social & Behavioral Sciences
Evaluation of the role of Finnish ataxia telangiectasia mutations in hereditary predisposition to br
Borderline Pathology and the Personality Assessment Inventory (PAI) An Evaluation of Criterion and
Mechanical evaluation of the resistance and elastance of post burn scars after topical treatment wit
Evaluation of HS SPME for the analysis of volatile carbonyl
Evaluation of biomass quality of selected woody species depending on the method of soil enrichment a
Evaluation of the riparian forest habitat
Security Evaluation of the OpenBSD Operating System
The corrosion behaviour of Ti
Contacts and contracts dyadic embeddedness and the contractual behavior of firms
Evaluation of the presence of sacroiliac joints region dysfunction
Validity of selected spatial attributes in the evaluation of 5 channel mic tech
więcej podobnych podstron