Spawanie
elektryczne
Łuk elektryczny jest źródłem ciepła, które wykorzystuje się do spawania. Temperatura
łuku jest bardzo wysoka i często sięga kilku tysięcy stopni Celsjusza.
Spawanie moŜna wykonywać elektrodą topliwą lub elektrodą nietopliwą elektrodą
wolframową. Przy spawaniu elektrodą topliwą jest ona jednocześnie spoiwem i ulega
stopieniu podczas spawania.
Spawając elektrodą nietopliwą wytwarza się łuk elektryczny między przedmiotem spawanym
a elektrodą wolframową, która nie ulega stopieniu. Spoiwo w postaci pręta (drutu) topi się w
tym łuku, wytwarzając spoinę. Spawacz trzyma w jednej ręce elektrodę wolframową w
uchwycie, a w drugiej drut lub pręt. Metoda ta jest bardzo rzadko stosowana.
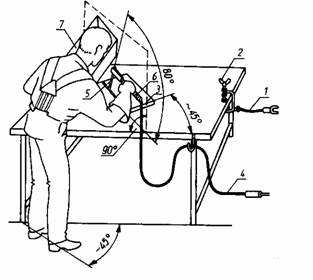
Rys. 179-01 Stanowisko spawania łukowego
Na rys. 179-01 przedstawiono stanowisko spawania łukowego. Przewód dodatni 1 jest
doprowadzony i przyłączony zaciskiem 2 do metalowego stołu, na którym kładzie się
spawany przedmiot 3. Przewód minusowy 4, zakończony uchwytem, trzyma spawacz. W
uchwycie zamocowana jest elektroda 5, a rękojeść 6 jest dobrze izolowana. Tarcza 7 chroni
oczy pracownika przed blaskiem łuku. PołoŜenie elektrody i ruchy wykonywane elektrodą w
czasie spawania są zaleŜne od rodzaju spoiny, rodzaju elektrody, grubości łączonych blach i
rodzaju złącza.
Spawanie powinno się odbywać w pozycji podolnej, czyli poziomo, gdyŜ jest to pozycja
najdogodniejsza i najbardziej ekonomiczna. Spoiny wykonane w innych pozycjach mogą
mieć gorsze własności mechaniczne i dlatego naleŜy spawać poziomo, a inne pozycje
stosować tylko w montaŜu, gdy pozycja podolna nie jest moŜliwa.
Na rys. 179-02 przedstawiono pochylenie elektrody i rodzaje ruchów bocznych
wykonywanych elektrodą podczas spawania oraz sposób układania spoin wielowarstwowych.
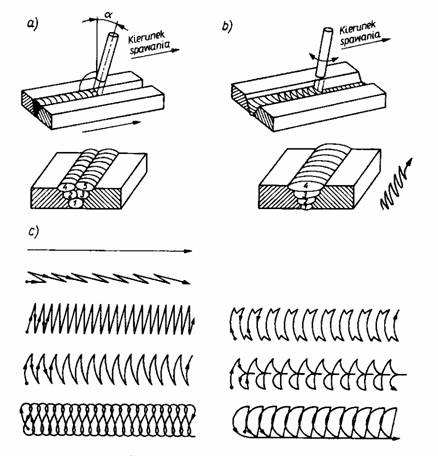
Rys. 179-02. Technika spawania:
a) prowadzenie elektrody ściegiem prostym,
b) prowadzenie elektrody ściegiem zakosowym, c) rodzaje ściegów
Podczas spawania koniec elektrody moŜna prowadzić ściegiem prostym (rys. 179-02a)
lub zakosowym (rys. 179-02b). Przy spawaniu blach o grubości powyŜej 20 mm naleŜy
koniecznie stosować ścieg zakosowy powodujący mniejsze odkształcenia. Istnieje zasada:
układać moŜliwie płaskie ściegi unikając ostrych, wgłębień, w których gromadzi się trudny do
usunięcia ŜuŜel. Dobór grubości elektrody ma równieŜ duŜy wpływ na jakość wykonywanej
spoiny. W spoinach w kształcie X i V pierwsze ściegi wykonuje się cieńszą elektrodą, a w
miarę przechodzenia do szerszej części spoiny naleŜy stosować elektrody coraz grubsze.
Łuk elektryczny zajarza się przez dotknięcie elektrodą przedmiotu spawanego ruchem
przypominającym zapalenie zapałki. W czasie spawania trzeba utrzymać prawidłową długość
łuku, tj. nieprzekraczającą grubości elektrody. Zbyt długi łuk powoduje dostanie się do spoiny
tlenu i azotu, zmniejsza głębokość wtopienia, daje duŜy rozprysk metalu.
Krótka charakterystyka poszczególnych rodzajów spawania
Ze względu na rodzaj elektrody i osłony łuku procesy spawania łukowego dzieli się na:
• Spawanie elektrodą topliwą gołą i łukiem nieosłoniętym - obecnie juŜ prawie nie
stosowane, gdyŜ metal spoiny pod wpływem tlenu i azotu z powietrza staje się porowaty i
kruchy.
• Spawanie elektrodą topliwą otuloną warstwą topników - najczęściej stosowany w małych
zakładach naprawczych przy spawaniu ręcznym; podczas topienia się otuliny wydzielają się
gazy tworzące wokół łuku osłonę oraz powstaje ciekły ŜuŜel, który oczyszcza metal,
wypływa na jego powierzchnię i chroni go przed dostępem powietrza.
• Spawanie łukiem krytym elektrodą gołą topliwą pod warstwą topnika w proszku
spełniającym podobne zadanie jak otulina - jest stosowane głównie jako spawanie
• Spawanie elektrodą gołą topliwą lub nietopliwą w osłonie gazów szlachetnych, (argonu
lub helu) - jest stosowane do spawania stali stopowych, np. nierdzewnych,
kwasoodpornych, Ŝaroodpornych oraz metali nieŜelaznych (aluminium, magnez, miedź) i
ich stopów; elektroda jest umieszczona w rurce, przez którą pływa do łuku gaz szlachetny.
• Spawanie elektrodą topliwą w osłonie dwutlenku węgla (C02), wykonywane podobnie jak
spawanie w osłonie gazów szlachetnych jest stosowane w budowie kotłów parowych,
okrętów, konstrukcji budowlanych.
• Spawanie dwiema elektrodami wolframowymi, między którymi jarzy się łuk w osłonie
wodoru, czyli tzw.spawanie atomowe - elektrody umieszczone w rurkach, przez które
dopływa wodór; podczas jego przejścia przez łuk elektryczny cząsteczki wodoru
rozczepiają się na atomy, pochłaniając ciepło. W pobliŜu spawanego przedmiotu atomy
wodoru łączą się w cząsteczki, oddając ciepło i wytwarzając wysoką temperaturę w miejscu
spawania. Metoda ta stosowana do spawania stali stopowych, m. in. do naprawy narzędzi
skrawających, matryc itp.
• Spawanie elektronowe - polega na wykorzystaniu energii wiązki elektron wysyłanych w
próŜni przez Ŝarzącą się elektrodę wolframową, do wytwarzania ciepła potrzebnego do
spawania. Metoda ta jest stosowana do łączenia bardzo cienkich blach z metali trudno
spawalnych, np. beryl, cyrkon, molibden, tantal tytan, wolfram.
• Spawanie ŜuŜlowe - stosowane do łączenia grubych blach stalowych, ustawianych zwykle
pionowo, z pozostawieniem odpowiedniego odstępu między brzegami. Zamiana energii
elektrycznej w ciepło odbywa się w warstwie ŜuŜla, który spełnia zadanie elementu
grzejnego. Przestrzeń, w której ma powstać spoina zamyka się nakładkami miedzianymi
chłodzonymi wodą. Do przestrzeni tej wprowadza się elektrodę i wsypuje porcjami topnik.
Ciepło wytwarza się wskutek oporu elektrycznego, jaki stawia ŜuŜel.
• Spawanie gazowe - polega na łączeniu przez stopienie materiału łączonych części i spoiwa
płomieniem gazowym, otrzymywanym przez spalanie gazu palnego, najczęściej acetylenu,
rzadziej wodoru lub propanu, zmieszanego z tlenem. Stosuje się je do spawania
przedmiotów stalowych o niewielkiej grubości, Ŝeliwa oraz metali i stopów nieŜelaznych.
Płomień wodorowo-tlenowy jest stosowany równieŜ do spawania aluminium, ołowiu i
cynku. Obecnie spawanie gazowe jest coraz rzadziej stosowane w produkcji przemysłowej,
natomiast szeroko rozpowszechnione w pracach remontowych.
• Spawanie termitowe - stosowane np. do łączenia szyn tramwajowych i kolejowych.
Źródłem ciepła jest reakcja chemiczna zachodząca w mieszaninie sproszkowanych tlenków
Ŝelaza i aluminium, tzw. termicie. W wyniku zaistniałej w tyglu reakcji otrzymuje się ciekłe
Ŝelazo (na dnie tygla) i tlenek glinu. śelazo spuszcza się do formy odlewniczej, w której są
ujęte końce łączonych przedmiotów, np. szyn.
Pytania kontrolne
1. Co jest źródłem ciepła przy spawaniu elektrycznym? (dopuszczający)
2. Jakiego rodzaju elektrod moŜna stosować przy spawaniu elektrycznym? (dopuszczający)
3. Opisz spawanie elektrodą topliwą goła i łukiem nieosłoniętym. (dopuszczający)
4. Opisz spawanie elektrodą topliwą otuloną warstwą topników. (dostateczny)
5. Opisz spawanie łukiem krytym elektrodą gołą topliwą pod warstwą topnika. (dostateczny)
6. Opisz spawanie elektrodą gołą topliwą lub nietopliwą w osłonie gazów szlachetnych.
(dostateczny)
7. Na czym polega spawanie termitowe? (dostateczny)