Rok akademicki: 2011/12
Prof. dr hab. inż. Z. Ignaszak
Biderman Anita
Michalska Sandra
Tomczak Jakub
1
2
Dane bibliograficzne artykułu
Autorzy:
Emmanuel H. J. Lamouroux
Daniel Coutellier
Norbert Doelle
Peter Kuemmerlen
Odniesienia:
[1] D. Radaj. „Stress singularity, notch stress and structural stress at spot welded joints”, Engineering
Fracture
Mechanics Journal, N°34, 1989, pp. 495-506.
[2] S. Zhang. „Stress intensities at spot welds”, International Journal of Fracture, N°88, 1997, pp. 167-
185.
[3] S. Zhang. „Approximate stress formulas for a multiaxial spot weld specimen”, Welding Journal,
N°80, 2001,
pp. 201-203.
[4] SYSWELD+®, Systus International Headquaters, 6 rue Hamelin – BP 2008-16-75761 Paris Cedex –
France.
[5] E. Markiewicz, T. Fourmentraux, P. Ducrocq, P. Drazetic, G. Haugou, J. Y. Berard. „Material
behaviour law
identification for the various zones of the spot-weld inder quasi-static loadings”,
International Journal od Materials and Product Technology, Vol 16, N°6-7, 2001, pp. 484-509.
[6] S. Sommer, D. Z. Sun. “Untersuchung des Einsatzes von Schädigungsmodellen bei
Punktschweißverbindungen unter Crashbelastung”, Fraunhofer IWM, 2003.
Medina PreProcessing, Version 7.1.4, Reference Manual, 2001.
[8] LS-Dyna, Keyword User´s Manual, Version 970, 2003.
3
[9] T. L. Panontin, O. Nishioka, M. R. Hill. “Fracture Assessments of Welded Structures”,
Internet Publication.
[10] ASM Hanbook, “Welding, Brazing and Soldering”, Vol 6, 1983.
[11] J. Barralis, G. Maeder. “Précis de métallurgie, élaboration, structure, propriétés et
normalisation”, AFNOR Nathan, 1997.
[12] Deutsches Institut für Normen e.V. “Prüfung metallischer Werkstoffe Umwertung von
Härtewerten – DIN 50150”, 2000.
[13] P. F. Thomason. “Ductile fracture of metals”, Pergamon Press, Oxford, 1990.
[14] U. Achenbach, S. Klingbeil, U. Prahl, W. Dahl, W. Bleck. “Fracture from defects”,
Proceedings of ECF 12, Editors E.R. De la Rios, K.J. Miller, M. W. Brown, EMAS
Publishing, Sheffield, Vol 2, 1998, pp. 877-881.
[15] A. L. Gurson. “Continuum Theory of Ductile Rupture by Void Nucleation and Growth: Part
1-Yield Criteria and Flow Rules for Porous Media”, Journal of Engineering Materials and
Technology, N°99, 1977, pp. 2-15.
[16] A. Needleman, V. Tvergaard. “An analysis of ductile rupture in notched bars”. Journal of.
Mechanics and Physics of.Solids, N°32, 1984, pp. 461-490.
[17] M. Feucht, W. Fassnacht. “Simulation der Rissbildung in Aluminiumgussbauteilen”, Internal
Report, DaimlerChrysler AG, 1999.
[18] G. Cam, S. Erim, C. Yeni, M. Kocak. “Determination of Mechanical and Fracture Properties
of Laser Beam Welded Steel Joints”, The Welding Journal, N°78, 1999, pp. 193-201.
[19] F. Seeger, M. Feucht, T. Frank, B. Keding, A. Haufe. “An Investigation on Spot Weld
Modelling for Crash Simulation with LS-DYNA”, LS-DYNA User’s forum 2005, Bamberg,
Germany.
4
DETAILED MODEL OF SPOT-WELDED
JOINTS TO SIMULATE THE FAILURE OF
CAR ASSEMBLIES
SZCZEGÓŁOWY MODEL PUNKTOWO SPAWANYCH
ZŁĄCZY W CELU SYMULACJI USZKODZEŃ W
PODZESPOŁACH SAMOCHODOWYCH
5
Abstract:
This paper presents the construction and the validation of a volumic crash
detailed model of different spot-welded coupons using the finite element
method. The goal of this detailed model is to provide input data for the
validation of a simplified model, which will be later on implemented in the
complete car model.
First, by studying a weld’s cross section, three different areas (spot weld,
heat affected zone and basis material) have been identified and
characterized using
the Vickers hardness test. Moreover, the geometry of the specimen has been
carefully analyzed to construct an accurate FE-model.
Streszczenie:
Dokument prezentuje konstrukcję i potwierdzenie objętościowo szczegółowego
modelu zderzeń różnych punktowo spawanych wydzielonych próbek używając metody
elementów skończonych. Celem modelu szczegółowego jest dostarczenie danych
wejściowych dla potwierdzenia modelu uproszczonego, który będzie później wdrażany
w kompletnym modelu samochodu.
Po pierwsze, poprzez przestudiowanie przekroju poprzecznego spoiny, zostały
zidentyfikowane
i scharakteryzowane przy użyciu próby twardości Vickersa trzy różne obszary (spoina
punktowa, strefa wpływu ciepła i materiał bazowy). Ponadto, geometria próbki została
dokładnie przenalizowana w celu skonstruowania dokładnego modelu elementów
skończonych.
6
To reflect the different mechanical properties of each zone, a simple method
based on the extrapolation of the tensile strength from the Vickers hardness
has been used.
To compute the damage and the rupture inside the specimen, the Gurson
material model implemented in the explicit time integration method “LS-
DYNA3D” has been used. The global accuracy of the detailed model is
checked by comparing the simulated and experimental force/displacement
curves and the weld’s rupture mode under a quasi-static load case of 10
mm/min.
W celu odzwierciedlenia różnych właściwości mechanicznych każdej ze stref,
wykorzystana została prosta metoda bazująca na ekstrapolacji wytrzymałości na
rozciąganie wyznaczonej z próby twardości Vickersa.
Aby obliczyć uszkodzenie i pęknięcie wewnątrz próbki, użyty został model materiału
Gursona zaimplementowany w jawnym schemacie różnicowym „LS-DYNA3D”. Ogólna
dokładność szczegółowego modelu jest sprawdzana przez porównanie poddanych
symulacji i eksperymentom krzywych siła/przemieszczenie oraz trybu pęknięć
spawalniczych pod pseudo-statycznym przypadkiem obciążenia równym 10 mm/min.
7
This study shows that detailed models of shear-tension, lap-shear and coach-
peel specimens are validated for a mild steel.
Key words: detailed modelling, Gurson damage model, spot-weld,
quasi-static, material identification
To badanie pokazuje, że szczegółowe modele prób ścinania i rozciągania, ścinania
próbek zakładkowych i odrywania są potwierdzone dla stali niskowęglowej.
Słowa kluczowe: modelowanie szczegółowe, model uszkodzeń Gursona,
spoina punktowa, pseudo-statyczne, identyfikacja materiału
8
1. Introduction:
Since many years now, a lot of effort has been done by different
international associations to improve the passenger car’s safety.
Reproducing crash tests to study car’s behaviour costs not only a lot of
money, but also a lot of time. In order to
reduce the costs, simulation has taken an important part for some years.
One possibility for a reliable and practicable description of spot welds in the
crash simulation is to developed replacement elements based on simple
elements such as connector or hexa-element.
1. Wstęp
Już dawno różne międzynarodowe stowarzyszenia włożyły wiele wysiłku, aby
polepszyć bezpieczeństwo pasażerów w samochodzie. Testy odtwarzające zderzenia do
analizy zachowania samochodu kosztują zarówno mnóstwo pieniędzy, jak i
czasu.Symulacje, ze względu na redukcję kosztów, odgrywają ważną rolę od wielu lat.
Jedyną możliwością dla rzetelnego i możliwego do wykonania w praktyce opisu spoin
w symulacji zderzenia jest rozwinięcie elementów zamiennych, bazujących na
elementach prostych, tj. złącze lub hexa-element.
9
The classical way is to make numerous of experimental campaigns for
different materials, thicknesses, load angles and load speeds to develop a
general failure criterion leading to the creation of a simplified element.
As a matter of fact, the goal of our work is to develop a method for the
determination of the load-carrying capacity of the spot weld (for different
material combinations and for different load conditions) using few standard
experiments and detailed simulations. To have access to the local
mechanical properties of the spot-welded structures, a method based on
simple tests such as micro-hardness measurements and tensile tests will be
proposed.
Klasycznym sposobem jest wykonanie licznych kampanii eksperymentalnych dla
różnych materiałów, grubości, kątów nacisku i prędkości obciążania w celu
rozwinięcia ogólnych kryteriów uszkodzeń prowadzących do stworzenia elementu
uproszczonego.
W związku z tym, celem pracy jest rozwój metody dla ustalenia zdolności spoiny do
przeniesienia obciążenia (dla różnych kombinacji materiałów i dla różnych warunków
obciążania) używając kilku standardowych eksperymentów i szczegółowych symulacji.
Aby mieć dostęp do miejscowych właściwości mechanicznych spawanych struktur
proponowana będzie metoda bazująca na prostych próbach, tj. pomiary
mikrotwardości i próby rozciągania.
10
2. Characterisation of the different components of the spot-weld
The particular combination of temperature and pressure results in an
unique joint in terms of material variations, potential flaws and residual
stresses.
Some material variations occur along a weld joint because each
position in the weld is subjected to a different thermal history.
Residual stresses are created during welding by the solidification, phase
transformation and thermal shrinkage strains associated with molten
weld metal as it cools.
2. Charakterystyka różnych składowych spoiny punktowej
Szczególna kombinacja wartości temperatury i nacisku skutkuje pojedyńczym złączem
w kwestii zróżnicowania materiałów, potencjalnego płynięcia i naprężeń szczątkowych.
Niektóre zróżnicowania materiałowe pojawiają się wzdłuż spawanego połączenia,
ponieważ każda lokalizacja w miejscu spawu posiada inną historię cieplną.
Naprężenia szczątkowe powstają podczas spawania poprzez krzepnięcie, przemianę
fazową i skurcz termiczny powiązany ze stygnięciem ciekłego metalu.
11
They can cause cracking and distortion in weld joints and even
premature failure of structures under certain conditions. To show the
presence of different sub-zones along the specimen, a Vickers’s hardness
test combined with a
micro-structural observation of the specimen has been used.
This step will also allow us having a precise representation of the local
specimen’s geometry and by the way building with accuracy the FE-model’s
geometry.
Mogą one powodować pękanie i zniekształcenia spoiny, a nawet przedwczesne
uszkodzenie struktur pod pewnymi warunkami. Aby pokazać obecność różnych
podstref w próbce wykorzystana została próba twardości Vickersa połączona z
obserwacją mikrostruktury próbki.
Ten krok pozwoli nam także na posiadanie precyzyjnej reprezentacji miejscowej
geometrii próbki i przy okazji zbudowanie dokładnej geometrii modelu elementów
skończonych.
12
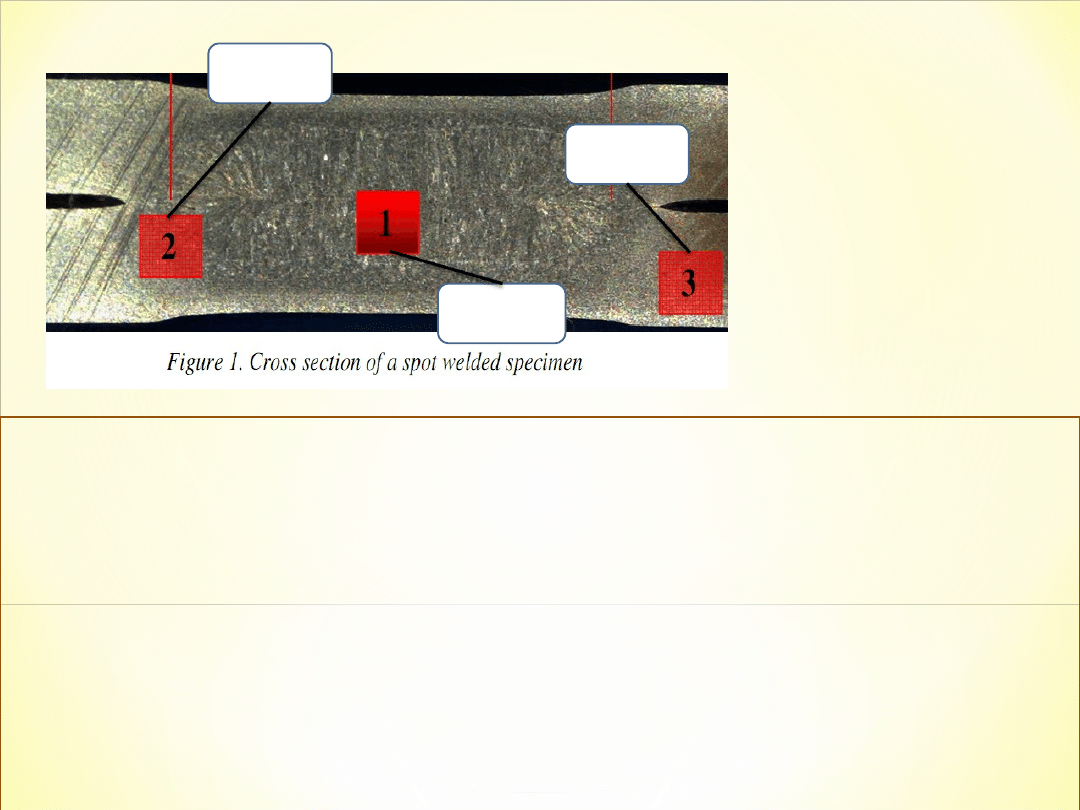
2.1 Local geometry of the spot-welded specimen
A cross section in the middle of a spot-welded shear-tension specimen has
been done.
From a structural point of view, it is possible to recognize three different
phases along the specimen: the spot weld in the middle (area 1), the basis
material on the edge (area 3) and in between the heat affected zone (area
2). Since this seems to be three different areas, they should have
different mechanical properties.
2.1 Miejscowa geometria punktowo spawanej próbki
Wykonany został przekrój poprzeczny środkowej części ścinano-rozciąganej spawanej
próbki.
Ze strukturalnego punktu widzenia, możliwe jest rozpoznanie trzech różnych faz
wzdłuż próbki: spoina punktowa w części środkowej (obszar 1), bazowy obszar na
krawędzi (obszar 3) i przejściową strefę wpływu ciepła (obszar 2). W związku z tym
wydają się występować trzy różne obszary, które powinny posiadać inne właściwości
mechaniczne.
13
Area 1
Area 2
Area 3
1 – spot weld
2 – heat affected
zone
3 – basis material
Rysunek 1. Przekrój poprzeczny punktowo spawanej próbki.
Obszar 1 – spoina punktowa
Obszar 2 – strefa wpływu ciepła
Obszar 3 – materiał bazowy
14
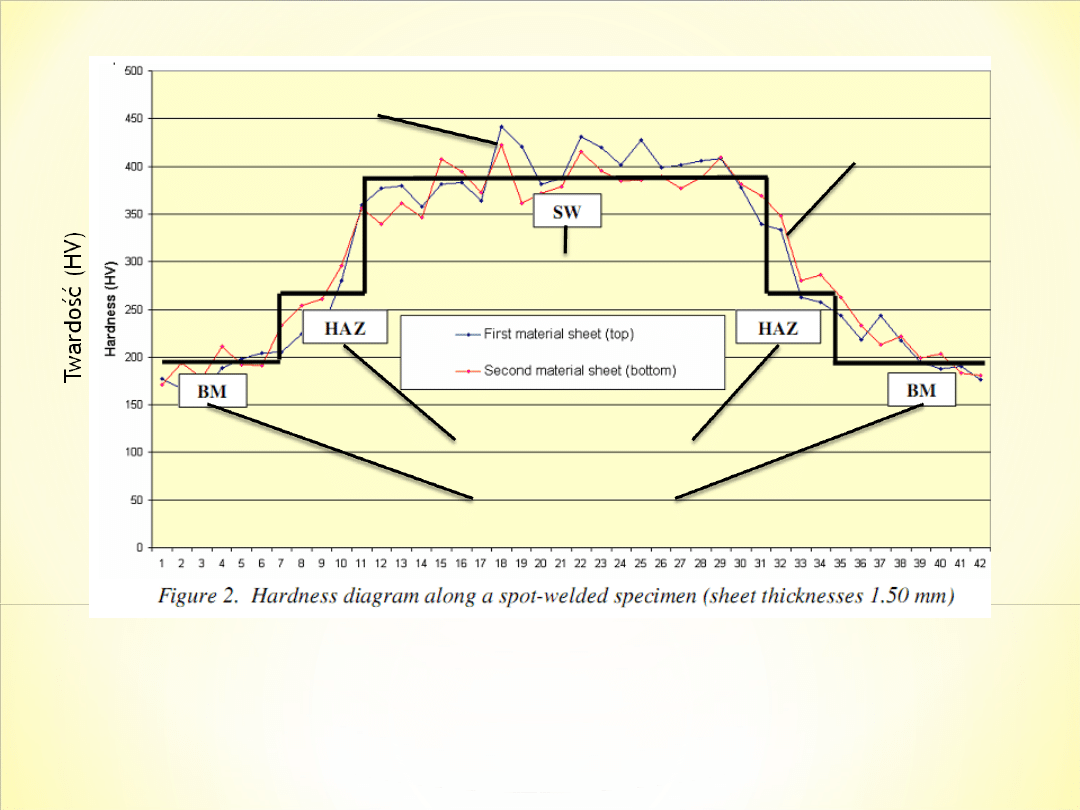
2.2 Vickers hardness measurement
In order to build a fine FE-modelling of the different specimens, a very
detailed hardness measurement will be made to capture the change in
hardness in micro-structural point of view.
The Vickers hardness test method consists of intending the tested material
with a diamond intender, in form of right pyramid with a square base and
an angle of 136 degrees between opposite faces subjected to a load of 1N in
our case.
The full load is applied for 10 seconds.
2.2 pomiar twardości Vickersa
Aby zbudować właściwe zamodelowanie elementów skończonych różnych próbek,
będzie wykonany bardzo szczegółowy pomiar twardości w celu uchwycenia zmian w
twardości z mikrostrukturalnego punktu widzenia.
Metoda pomiaru twardości Vickersa polega na potraktowaniu testowanego materiału
diamentowym wgłębnikiem, w formie piramidy o kwadratowej podstawie i kącie 136
stopni pomiędzy przeciwległymi ścianami z uwzględnieniem obciążenia 1N w naszym
przypadku. Całkowity nacisk jest utrzymywany przez 10s.
15
Rysunek 2. Diagram twardości wzdłuż spawanej punktowo próbki.
(grubości blach 1.50 mm)
Pierwsza blacha (wierzch)
Druga blacha (spód)
Strefa wpływu ciepła
Materiał bazowy
Spoina punktowa
16
The basis material and the spot weld can be characterized as homogenous
area since the hardness seems to be constant inside a given zone. At the
opposite, the heat affect zone can be characterized as heterogeneous area
since
the Vickers hardness changes drastically in a short distance.
In the FE-model, as simplification, in each zone a constant hardness will
be modelled. This means that, the heat affected zone will be considered, in
first approximation, as homogeneous material.
Wyjściowy materiał i spoina mogą być scharakteryzowane jako jednorodny obszar
jako, że twardość wydaje się być stała wewnątrz danej strefy. Z drugiej strony
natomiast, strefa wpływu ciepła może zostać określona jako niejednorodna ze względu
na drastyczna zmianę twardości na krótkim dystansie.
W modelu elementów skończonych, jako uproszczenie, w każdej strefie stała twardość
zostanie zamodelowana. Oznacza to, że strefa wpływu ciepła uważana będzie, w
pierwszym stopniu oszacowania, jako jednorodny materiał.
17
2.3 Mechanical characterization of the different spot-weld’s sub-
zones
As input for the finite element simulation, the strain/stress curves
should be defined for each sub-zone of the specimen. The basis
material’s curve can be obtained from the manufacturer.
A simple scaling method has been chosen to determine the
characteristics for the heat affected zone and for the spot-weld.
It is possible knowing the value of the Vickers hardness to extrapolate
the corresponding tensile strength for a given point.
Krzywe odkształcenie/naprężenie powinny być zdefiniowane dla każdej podstrefy
próbki jako dane wejściowe dla symulacji elementów skończonych. Krzywa ta dla
materiału bazowego może być otrzymana od producenta.
Aby ustalić charakterystyki dla stref wpływu ciepła i spoiny punktowej wybrana
została metoda skalowania.
Możliwa jest znajomość wartości twardości Vickersa, aby wyekstrapolować
odpowiednią wytrzymałość na rozciąganie dla danego punktu.
18
Then, by dividing the tensile strength value of the heat affected zone
(respectively
of the spot weld) by the one of the basis material, a scaling factor is
calculated.
To obtain the stress/strain curve of the heat affected zone (respectively of
the spot weld), each stress value will be multiplied by the previous
calculated scaling factor.
As first approximation, the strain at rupture will be remained constant
for the three sub-zones. This assumption is not fully in accordance
with the reality since from a theoretical point of view, the strain at
rupture should decrease when the Vickers hardness increases. Thus,
investigations based on micro-specimens are in progress to obtain an
accurate value of the strain at rupture for each sub-area.
Następnie, poprzez podzielenie wartości wytrzymałości na rozciąganie strefy wpływu
ciepła (analogicznie spoiny punktowej) przez wytrzymałości materiału bazowego
obliczony zostaje czynnik skalujący. Aby otrzymać krzywą naprężenie/odkształcenie
dla strefy wpływu ciepła (analogicznie dla spoiny punktowej), każda wartość
naprężenia musi zostać pomnożona przez wcześniej obliczony wskaźnik skalujący.
W pierwszym przybliżeniu, odkształcenia w rejonie pęknięć pozostają stałe dla trzech
stref. Z teoretycznego punktu widzenia, założenie to nie jest do końca zgodne z
rzeczywistością, gdyż pęknięcie naprężeniowe powinno spadać, gdy twardość Vickersa
rośnie. Tak więc badania oparte na mikro-próbach są w trakcie rozwoju w celu
otrzymania dokładnej wartości pęknięcia naprężeniowego dla każdego z podobszarów.
19
2.4 Construction of the different numerical models
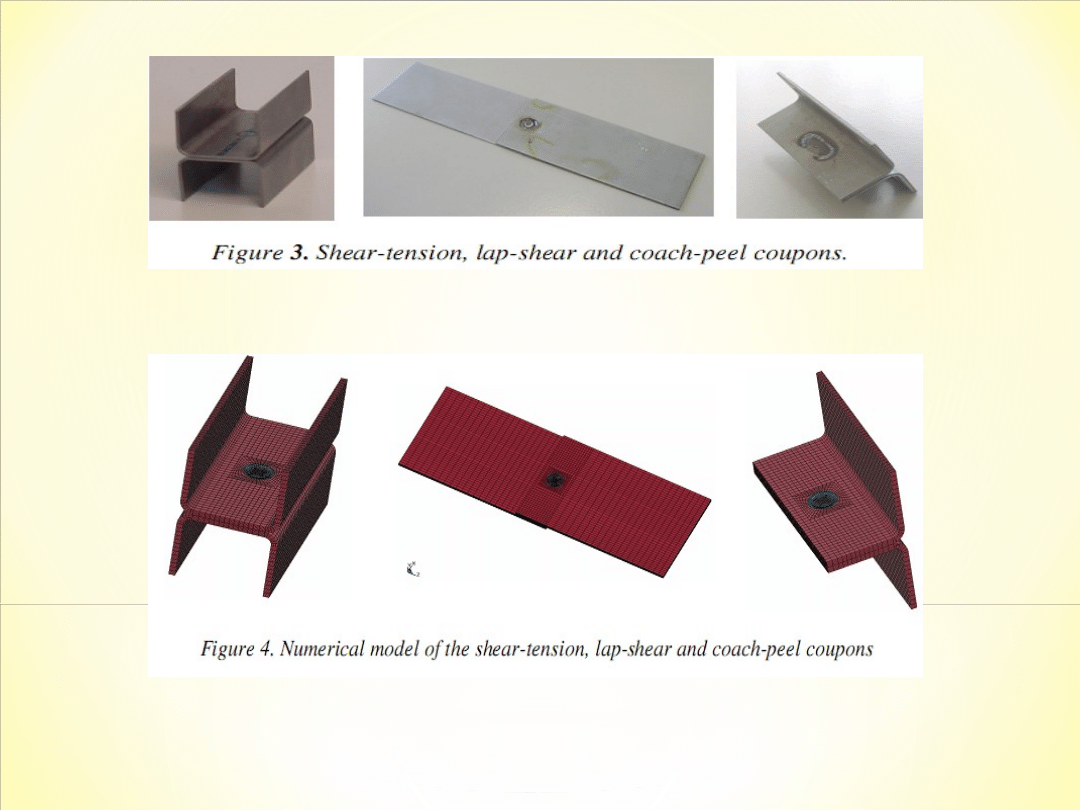
The capability of the detailed model to represent accurately the reality will
be tested on the shear-tension, lap-shear and coach-peel coupons.
All numerical models of the different specimens and gage
combinations have been constructed with the pre-processor Medina
using eight nodes elements.
In order to avoid instabilities and too large modelling influences on the
calculus,
each sub-area of the specimen (basis material, heat affected zone and spot-
weld) is modelled with elements having approximately a constant size.
2.4 Budowa różnych modeli numerycznych
Zdolność modelu szczegółowego do dokładnego odwzorowania rzeczywistości będzie
przetestowana na próbkach ścinano-rozciąganych, ścinano zakładkowych oraz
odrywanych.
Wszystkie modele numeryczne różnych próbek i ich kombinacji wymiarowych zostały
skonstruowane z pre-prcessorem MEDINA przy użyciu ośmio węzłowych elementów.
W celu uniknięcia niestabilnośći i wpływu zbyt dużego modelowania na obliczenia,
każdy podobszar próbki (materiał bazowy, strefa wpływu ciepła i spoina punktowa)
jest modelowany z elementów mających w przybliżeniu stałą wielkość.
20
Rysunek 3. Ścinano-rozciągane, ścinane zakładkowe i
odrywane wydzielone próbki.
Rysunek 4. Modele numeryczne ścinano-rozciąganych,
ścinanych zakładkowych i odrywanych wydzielonych próbek.
21
3. Micromechanism of ductile fracture initation and models of
damage
Ductile fracture’s phenomenon is initiated by void formation around
non-metallic inclusions and second-phase particles in metal matrix that is
subjected to plastic strain under influence of external loading. Numerous
models have been developed in an effort to describe this complex
micromechanism. Some models evaluate a critical stress, others use a
critical strain.
Both type of criteria are based on the fact that a critical stress at the
interface of an inclusion or in the centre of an inclusion must be exceeded
to cause debonding or cracking of the particle.
3. Mikromechanizm inicjacji przełomu plastycznego i modele uszkodzeń
Fenomen przełomu plastycznego jest zainicjowany przez tworzenie porów wokół
wtrąceń niemetalicznych i drobin drugiej fazy wtórnej w osnowie metalowej, która
narażona jest na odkształcenia plastyczne pod wpływem obciążenia zewnętrznego.
Liczne modele zostały z wielkim trudem rozwinięte, aby opisać ten złożony
mikromechanizm. Jedne modele wyznaczają naprężenie krytyczne, inne krytyczne
odkształcenie.
Oba kryteria opierają się na fakcie, że naprężenie krytyczne na powierzchni wtrąceń
lub w ich centrum musi zostać przekroczone, aby spowodować rozwiązanie, bądź
pęknięcie drobin.
22
In 1977, Gurson has analysed plastic flow in porous materials
supposing that the material behaves as continuum. It has been
experimentally shown that the Gurson model describes initial phase of
fracture adequately, but that it is not adequate for actual behaviour of the
material in subsequent phases of fracture initiation.
Tvergaard and Needleman have started from the Gurson model and,
after certain modifications established the model that is more in accordance
with experimental results. They introduced some new parameters to
improve the ductile fracture prediction of the initial Gurson model.
W 1977, Gurson przeanalizował płynięcie plastyczne w materiałach porowatych
przypuszczając, że materiał zachowuje się jako ośrodek ciągły. Zostało doświadczalnie
pokazane, że model Gursona opisuje właściwie początkową fazę pęknięć. Nie jest to
natomiast do końca zgodne z właściwym zachowaniem tego materiału dla późniejszych
faz inicjacji pęknieć.
Tvergaard i Needleman rozpoczęli od modelu Gursona, a następnie, po pewnych
modyfikacjach ustanowili model będący bardziej zgodny z wynikami eksperymentów.
Wprowadzili kilka nowych paramterów, aby ulepszyć prognozę przełomu plastycznego
wstępnego modelu Gursona.
23
4. Determination of specific material model’s parameters
In the GTN material model, the damage parameters should be identified
for
the studied material. This parameter identification is done manually
based on an inverse method using experimental results of simple tensile
specimen. Using the experimental force/displacement curve of the tensile
specimen, our goal is to fit as best as possible with the simulation the
global shape (global stiffness, maximal stress level), the accumulation
of damage (loss of stress carrying capacity) and the strain at rupture of the
experimental curve.
4. Ustalenie określonych paramterów modelu materiału
Parametry uszkodzeń w modelu GTN powinny zostać zidentyfikowane dla badanego
materiału. Ta identyfikacja parametrów jest wykonywana ręcznie bazując na metodzie
odwrotnej przy użyciu otrzymanych doświadczalnie wyników z prostej próby
rozciągania. Używając doświadczalną krzywą siła/przemieszczenie rozciąganej próbki,
naszym celem jest jak najlepsze dopasowanie w symulacji ogólnego kształtu (ogólnej
sztywności, maksymalnego poziomu naprężenia), akumulacji zniszczeń (utrata
zdolności do przeniesienia naprężeń) i pęknięcia naprężeniowego krzywej
doświadczalnej.
24
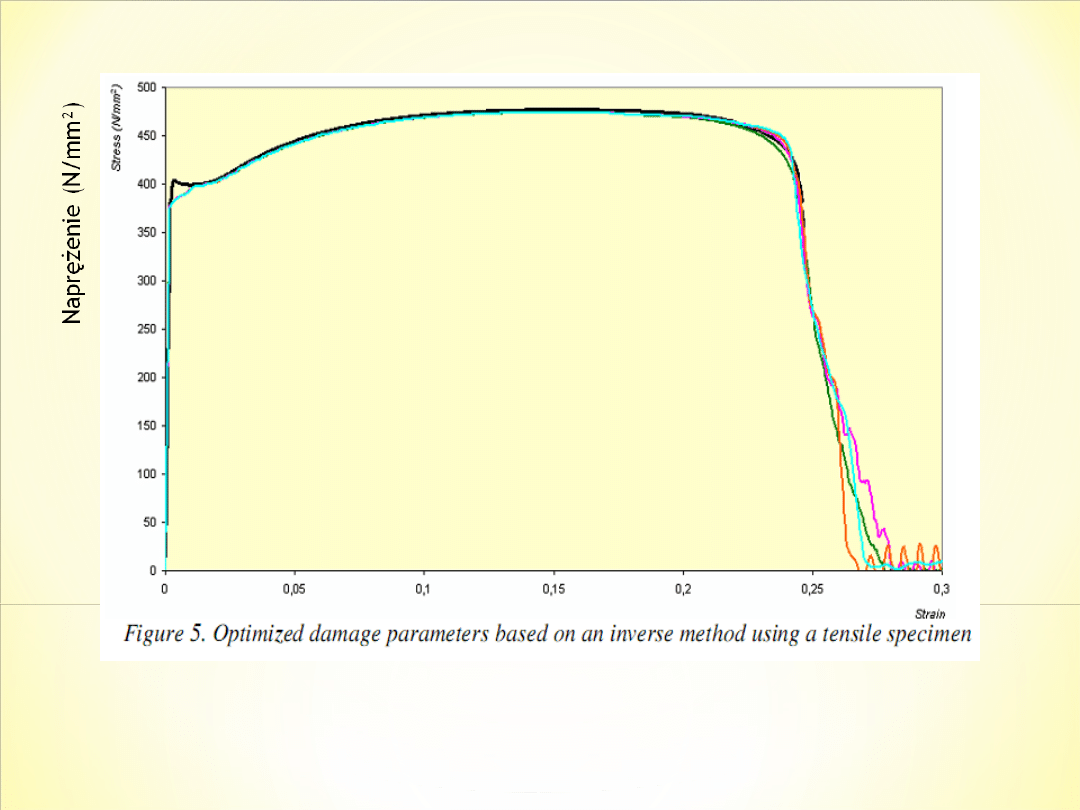
Four numerical models of the tensile specimen have been done using
eight node elements with respectively a length of 0.25 mm / 0.33 mm / 0.50
mm and 1.00 mm.
The graphical results of this damage parameter optimization for the studied
supple steel are presented on the figure 5, where the black curve is the
experimental one and the coloured curves are the simulated one for the four
different element sizes.
Cztery modele numeryczne z próby rozciągania zostały wykonane przy użyciu ośmio
węzłowych elementów o długościach 0.25 mm / 0.33 mm / 0.50 mm i 1.00 mm.
Graficzne rezultaty optymalizacji parametrów zniszczeń dla badanej giętkiej stali
zaprezentowane zostały na rysunku 5, gdzie czarną linią zaznaczona jest krzywa
doświadczalna, a kolorowymi – krzywe poddane symulacji dla czterech różnych
rozmiarów elementów.
25
Odkształcenie
Rysunek 5. Zoptymalizowane parametry uszkodzeń bazujące na
metodzie inwersji przy użyciu próby rozciągania.
26
The previous curve shows a perfect accuracy of the simulation. In
fact the damage evolution and the fracture of the tensile specimen are
perfectly represented in the simulation. Consequently for the studied
material, the damage parameters are optimized.
Using these damage parameters in the Gurson material model, the
more complex specimens (shear-tension, lap-shear and coach-peel),
taking also into account the accumulation of damage and the associated
loss of carrying capacity of the spot weld itself, can be simulated.
Poprzednia krzywa ukazuje idealną dokładność symulacji. W istocie, rozwój uszkodzeń
i pęknięcie rozciąganej próbki zostały doskonale odwzorowane w symulacji. Zgodnie z
badanym materiałem, parametry zniszczeń zostały zoptymalizowane.
Przy użyciu tych parametrów w modelu materiału Gursona, biorąc także pod uwagę
akumulację uszkodzeń i związaną z tym utratę zdolności do przeniesienia naprężeń
przez spoinę, poddane symulacji zostać mogą bardziej złożone próby (ścinanie-
rozciąganie, ścinanie próbek zakładkowych i odrywanie).
27
5. Simulated force/displacement curves for the shear-tension, lap-
shear and coach-peel coupons
As mentioned earlier, in order to validate the ability of the detailed
model to represent with accuracy the reality, three combinations of
sheet thicknesses
and three different specimens have been simulated. As validation basis,
the experimental force/displacement curve of a given specimen will be
compared with the simulated one. To calculate the accumulation of
damage and the specimen’s fracture, the Gurson material model with
the previous optimized damage parameters will be used.
5. Krzywe siła/przemieszczenie poddane symulacji dla próbek ścinano-
rozciąganych, ścinanych zakładkowych oraz odrywanych
Jak wspomniane zostało wcześniej, aby potwierdzić zdolność modelu szczegółowego
do dokładnego odwzorowania rzeczywistości, trzy kombinacje grubości blach i trzy
różne próby zostały poddane symulacjom. Krzywa doświadczalna siła/przemieszczenie
danej próby zostanie, jako podstawa walidacji, porównana z symulowaną. W celu
obliczenia akumulacji uszkodzeń i złamania próbki użyty zostanie model materiału
Gursona z wcześniej zoptymalizowanymi parametrami zniszczeń.
28
Przemieszczenie
(mm)
Przemieszczenie
(mm)
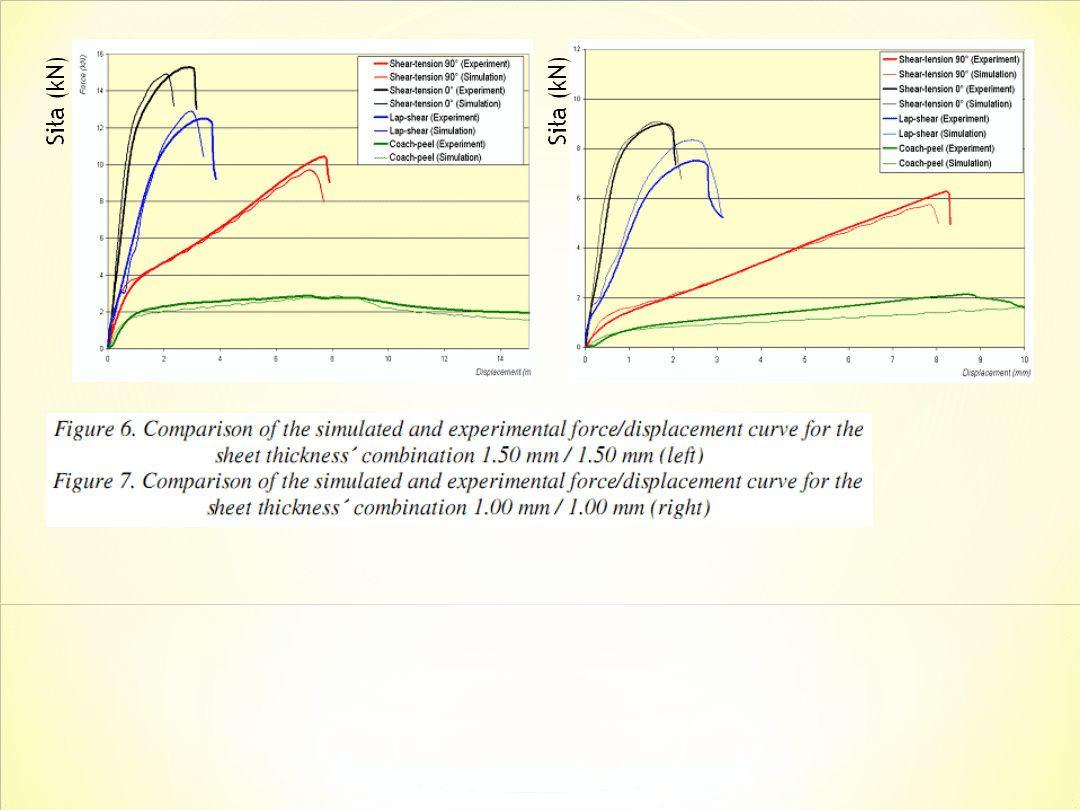
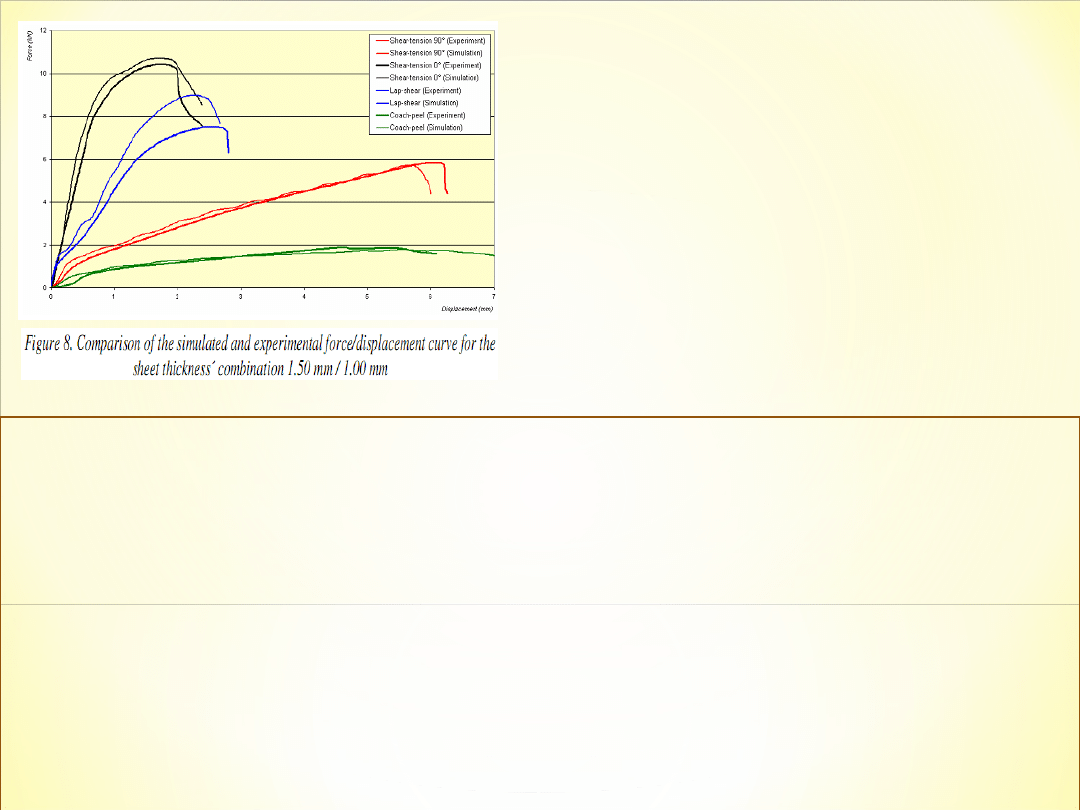
Rysunek 6/7. Porównanie krzywej siła-przemieszczenie poddanej
symulacji z wyznaczoną doświadczalnie dla kombinacji grubości blach
1.50 mm/1.50 mm (lewy) i 1.00 mm/1.00 mm (prawy)
Ścinanie-rozciąganie 90°
(eksperyment)
Ścinanie-rozciąganie 90° (symulacja)
Ścinanie-rozciąganie 0°
(eksperyment)
Ścinanie-rozciąganie 0° (symulacja)
Ścinanie
zakładkowe(eksperyment)
Ścinanie zakładkowe (symulacja)
Odrywanie (eksperyment)
Odrywanie (symulacja)
29
From macroscopic point of view,
the simulations and the experiments
are in good correlation for all
specimens and all material
combinations. The simulated global
stiffness is in accordance with the
experimental one. The simulated
maximum force level that the spot
weld can withstand and its
corresponding displacement are
obtained with accuracy compared to
the experiments.
Z makroskopowego punktu widzenia, symulacje i eksperymenty są w dobrej korelacji
dla wszystkich prób i kombinacji materiałów. Ogólna sztywność w symulacji jest
zgodna z tą wyznaczoną doświadczalnie. Także symulowana siła maksymalna, jaką
spoina może znieść i jej odpowiednie przemieszczenie zostały osiągnięte z
dokładnością porównywalną do eksperymentów.
30
It is interesting to note that it is more difficult and it requires more energy
to break a spot weld by pure shearing impacts than by pure tensile impacts.
The detailed simulation represents also properly the local failure of the
spot-weld. In fact, for each case, the exact spot weld’s rupture mode
has been obtained.
Warto zauważyć, że przerwanie spoiny punktowej jest trudniejsze i wymaga więcej
energii poprzez czyste ścinanie, niż rozciąganie.
Szczegółowa symulacja prezentuje także właściwie miejscowe uszkodzenie spoiny.
W zasadzie, dla każdego przypadku, tryb dokładnego pękania spoiny został otrzymany.
31
6. Conslusions
Using a simple Vickers hardness test and a specimen’s cross section,
the mechanical behaviour of three different sub-zones existing along
the spot-welded specimen (basis material, heat affected zone and spot-
weld) has been identified and characterized. Using a simple scaling
method based on the estimation of the local tensile strength from the
Vickers hardness, the material properties have been obtained for each sub-
zone of the spot-weld. The local geometry of the spot-weld itself (curvature,
notches, radius ...) has been obtained using the previous
cross-section.
6. Wnioski
Przy użyciu prostej próby pomiaru twardości metodą Vickersa i próbki przekroju
poprzecznego, mechaniczne zachowanie trzech różnych podstref istniejących wzdłuż
punktowo spawanej próbki (materiał bazowy, strefa wpływu ciepła i spoina punktowa)
zostało zidentyfikowane i scharakteryzowane. Przy użyciu prostej metody skalowania,
bazującej na miejscowej ocenie wytrzymałości na rozciąganie z twardości Vickersa,
właściwości materiału zostały otrzymane dla każdej podstrefy spoiny. Miejscowa
geometria spoiny (krzywizna, karby, promień…) została otrzymana przy użyciu
wcześniejszego przekroju poprzecznego.
32
With these data the three different finite element models have been built
using eight nodes volumic elements. In order to obtain a good accuracy, a
FE-detailed model based on elements with a length of approximately 0.2 mm
has been done.
To analyze the spot weld’s rupture the Gurson material model has been
used. In order to compute properly the accumulation of damage and the
failure, the Gurson damage parameters have been first optimized using an
inverse method based on a force/displacement curve fitting from a tensile
specimen. With the optimized parameters, more complex specimens
(shear-tension, lap-shear and coach-peel) with three different sheet
thicknesses have been simulated using LS-DYNA3D.
Trzy różne modele elementów skończonych zostały zbudowane przy użyciu ośmio
węzłowych elementów objętoświowych z tymi danymi. Aby osiągnąć odpowiednią
dokładność, wykonano szczegółowy model elementów skończonych bazujący na
elementach o długościach w przybliżeniu 0,2 mm.
Żeby zanalizować pęknięcie spoiny użyty został model materiału Gursona. W celu
poprawnego obliczenia kumulacji uszkodzeń i defektów, parametry zniszczeń Gursona
zostały najpierw zoptymalizowane przy użyciu metody odwrotnej bazującej na krzywej
siła/przemieszczenie, otrzymanej z próby rozciągania. Przy zoptymalizowanych
parametrach, bardziej złożone próby (ścinanie-rozciąganie, ścinanie zakładkowe i
odrywanie) przy trzech różnych grubościach blach zostały poddane symulacji przy
użyciu LS-DYNA3D.
33
The different simulations are in good correlation with the experimental
force/displacement curves in term of global stiffness, maximal stress
carrying capacity and failure behaviour. As a matter of fact, the detailed
model of spot-welded specimen is validated for a mild steel.
In order to generalize our approach, the same procedure will be
followed for further material combinations and load cases. In a
theoretical point of view, several investigations (based on mini-specimens
[18]) are done to introduce a more realistic approach of the strain at
rupture’s evolution for an increasing Vickers hardness.
Różne symulacje są we właściwym związku z krzywymi siła/przemieszczenie,
wyznaczonymi doświadczalnie w zakresie ogólnej sztywności, zdolności do
przeniesienia maksymalnego naprężenia i zachowania w trakcie pękania. W związku z
tym model szczegółowy spawanej punktowo próbki jest potwierdzony dla stali
niskowęglowych.
Aby uogólnić wnioski, ta sama procedura będzie przeprowadzana dla dalszych
kombinacji materiałów i przypadków obciążeń. Z teoretycznego punktu widzenia, kilka
badań zostało wykonanych w celu przedstawienia bardziej realistycznych wniosków na
temat odkształceń podczas rozwoju pęknięć dla wzrastającej twardości Vickersa.
34
Finally, in combination with experimental tests the validated detailed model
of spot weld can be taken as input data for developing a simplified model.
Such a simplified model which is suitable to present the failure behavior
of spot weld in body in white structures was developed by F. Seeger
et al. The methodology presented in requires the characteristic force-
displacement curves of each tensile-shear, lap-shear and coach-peel
coupons for each material or gage combination. With the presented
detailed model the number of experiments and consequently the costs can
be considerable reduced.
Ostatecznie, w kombinacji z próbami eksperymentalnymi, potwierdzony model
szczegółowy spoiny może być traktowany jako dana wejściowa dla rozwoju modelu
uproszczonego. Taki model uproszczony, który jest odpowiedni do prezentacji
zachowania w przypadku uszkodzeń spoiny punktowej w białych strukturach, został
rozwinięty przez F. Seegera. Zaprezentowana metodologia wymaga właściwych
krzywych siła-przemieszczenie z każdych: rozciągano-ścinanych, ścinanych
zakładkowych i odrywanych wydzielonych próbek dla każdego
materiału lub różnych kombinacji grubości blach. Wraz z zaprezentowanym modelem
szczegółowym liczba eksperymentów, a w konsekwencji kosztów mogłaby zostać
znacząco zredukowana.
35
Literatura:
[1] W. Gorecki. „English in materials engineering”, Wydawnictwo Politechniki
Śląskiej, Gliwice
2003.
[2] J. Comfort, S. Hick, A. Savage. “Basic technical english”, Oxford University Press 1982.
[3] M. M. Berger, T. Jaworska, A. Baranowska, M. Barańska. „English – Polish Dictionary of Science and
Technology”,
Wydawnictwo Naukowo – Techniczne, Warszawa 2006.
36
Naszym zdaniem artykuł wybrany do projektu jest
zgodny z tematyką zajęć o komputerowym wspomaganiu
zarządzania projektami. Opiera się on na symulacjach,
mających znaczący wpływ w zakresie wsparcia procesów
produkcyjnych. Ukazuje zatem współczesne techniki
komputerowe jako obecnie niezbędny element rozwoju
przedsiębiorstw, a także sposób na optymalizację
produkcji w kwestii redukcji czasu oraz kosztów.
Niemniej jednak, wymaga zaawansowanej zarówno
wiedzy technicznej w danej dziedzinie, jak i znajomości
języka angielskiego. Mogło się to zatem przełożyć na
jakość dokonanego tłumaczenia oraz całokształtu
prezentacji.
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
- Slide 28
- Slide 29
- Slide 30
- Slide 31
- Slide 32
- Slide 33
- Slide 34
- Slide 35
- Slide 36
Wyszukiwarka
Podobne podstrony:
Maciej Michalski pokrywa łozyska Model (1 ) A4
Maciej Michalski koło zębate Model (1 ) A4
Maciej Michalski korpus Model (1 A2
Maciej Michalski Złożeniowy Model (1 ) A1
Maciej Michalski Złożeniowy Model (1 )A1
Maciej Michalski korpus Model (2) A2
Maciej Michalski wał Model (1 ) A3
Ścianka szczelna Michał Mazur Model
Michał WRÓBLEWSKI Gra jako model społeczny O potrzebie grania w społeczeństwie współczesnym
Maciej Michalski wał Model (1 )
Maciej Michalski korpus Model (2)A2
R 6 1 Obiektowy model zapytan
model relacyjny
model komunikacji dwustronnej
Wyklad V Model konkurencji niedoskonalej
Model Differences V9vsV9ElDi V975 L3 1[1] 0 050131100815
więcej podobnych podstron