






1. Budowa narzędzi jednolitych i składanych
a. narzędzia jednolite – wykonane w całości z materiału narzędziowego, są to narzędzia o stosunkowo małych gabarytach
b. narzędzia składane – ich ostrza stanowią jedno- lub wieloostrzowe, wymienne, mocowane mechanicznie płytki skrawające.
Zalety narzędzi składanych:
szybka wymiana stępionego ostrza
możliwość precyzyjnego ustawienia położenia ostrzy w korpusie narzędzia brak naprężeń lutowniczych w ostrzu
brak ostrzenia, a więc istnienie powłok ochronnych na ostrzu po każdej regeneracji
Wady narzędzi składanych:
mniejsza sztywność i wytrzymałość
mniejsza pewność mocowania ostrza w korpusie narzędzia
wyższa cena
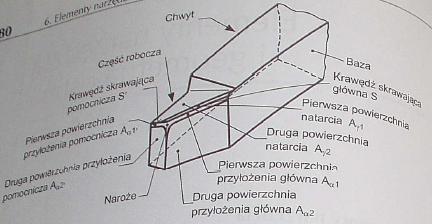
2. Geometria ostrza noża tokarskiego
Układ narzędzia wykorzystywany bywa do wyznaczania geometrii ostrza podczas jego konstruowania, wykonywania i kontroli.
Płaszczyzna podstawowa Pr jest to płaszczyzna przechodząca przez rozpatrywany punkt krawędzi skrawającej, prostopadła do zakładanego kierunku ruchu głównego oraz równoległa do bazy narzędzia skrawającego.
Płaszczyzna boczna Pf jest to płaszczyzna przechodząca przez rozpatrywany punkt krawędzi skrawającej, prostopadła do płaszczyzny podstawowej Pr.
Płaszczyzna tylna Pp jest to płaszczyzna przechodząca przez rozpatrywany punkt krawędzi skrawającej, prostopadła do Pr i Pf.
Płaszczyzna krawędzi skrawającej Ps jest to płaszczyzna przechodząca przez rozpatrywany punkt krawędzi skrawającej, styczna do krawędzi skrawającej i prostopadła do Pr.
Płaszczyzna normalna Pn jest to płaszczyzna przechodząca przez rozpatrywany punkt krawędzi skrawającej, prostopadła do tej krawędzi.
Κ –
r kąt przystawienia krawędzi skrawającej – kąt zawarty między Ps i Pf Ψ –
r kąt odchylenia krawędzi skrawającej – kąt zawarty między Ps i Pp Κ + Ψ = 90°
r
r
ε –
’
r kąt naroża – kąt zawarty między Ps i Ps




















λs – kąt pochylenia krawędzi skrawającej – kąt zawarty między krawędzią skrawającą i Pr γ
i płaszczyzną natarcia A
o – kąt natarcia główny – kąt zawarty między Pr
γ
αo – kąt przyłożenia główny – kąt zawarty między Ps i płaszczyzną przyłożenia Aα
βo – kąt ostrza główny – kąt zawarty między Aγ i Aα
3. Materiały narzędziowe
a. stal szybkotnąca:
i. skład: stal szybkotnąca składa się z żelaza, węgla oraz domieszek wolframu, molibdenu, wanadu i kobaltu. Oznaczenie stali składa się z liter HS i liczb rozdzielonych kreskami, oznaczających średnie, procentowe stężenie masowe w ściśle określonej kolejności, odpowiednio W-Mo-V-Co. Stężenie węgla w stali szybkotnącej waha się od 0,7 do 1,4%.
ii. właściwości:
bardzo dobra wytrzymałość na zginanie i udarność
łatwość kształtowania narzędzi
dobra szlifowalność
niska cena
dobre właściwości skrawne dla małych prędkości skrawania
670°C – temperatura, przy której traci właściwości
mała twardość
iii. zastosowanie: narzędzia skrawające o skomplikowanych kształtach, o małych średnicach, o dużych wymiarach, których nie można wykonać jako narzędzia składane
b. węgliki spiekane:
i. skład: węgliki metali trudno topliwych o bardzo dużej twardości (WC, TiC, TaC, NbC) oraz kobalt jako faza wiążąca
ii. właściwości:
dobra odporność na ścieranie oraz wytrzymałość na zginanie ciężko się szlifuje
odporny na wysokie temperatury
właściwości silnie zależą od wielkości ziarna (im mniejsze ziarno, tym lepsze właściwości)
kruchość
iii. zastosowanie: wszędzie, gdzie jest duża prędkość skrawania, do obróbki stali hartowanej, żeliwa białego
c. cermetale:
i. skład: podstawowe składniki to TiC, TiN, WC oraz faza wiążąca składająca się z kobaltu i niklu
ii. właściwości:
mała gęstość
duża twardość i odporność na zużycie
stosunkowo duża odporność na pękanie
ograniczona wrażliwość na szoki termiczne
duża stabilność krawędzi skrawającej
duża odporność chemiczna
mała przewodność cieplna
dobra jakość kształtowanych powierzchni
iii. zastosowanie: obróbka wykańczająca różnych gatunków stali, żeliw sferoidalnych oraz stopów metali nieżelaznych























d. ceramika:
i. skład:
ceramika tlenkowa (CA) – Al2O3 + ZrO2
ceramika mieszana (CM) – Al2O3 + TiC
ceramika azotkowa (CN) – Si2N4
sialon jako roztwór Al2O3 w Si3N4 → Si5AlON7
ii. właściwości:
zachowanie dużej twardości i odporności na ścieranie w wysokich temperaturach
duża odporność chemiczna
odporność na odkształcenia plastyczne w wysokich temperaturach tani surowiec
mała wytrzymałość na zginanie, szoki mechaniczne i termiczne iii. zastosowanie: obróbka ciągła żeliw, stali węglowych i stopowych o dużej wytrzymałości na rozciąganie oraz obróbka stali miękkich z dużymi prędkościami skrawania
e. diament monokrystaliczny (MKD):
i. skład: węgiel krystalizowany w sieci regularnej przestrzennie centrowanej ii. właściwości:
wysoka cena
reaktywność z żelazem i niklem
powyżej 700°C zamienia się w grafit i się utlenia
twardość od 8000-10000 HV
iii. zastosowanie: obróbka metali kolorowych, węglików spiekanych f.
diament polikrystaliczny (PKD):
i. Diament spiekany pod ciśnieniem 5-8 GPa i temperaturą 1073-2773K, jego ziarna są zorientowane przypadkowo, co wpływa na zwiększoną wytrzymałość w stosunku do MKD.
g. regularny azotek boru (CBN):
i. Otrzymywany sztucznie, podobnie jak PKD, pod wysokim ciśnieniem i temperaturą oraz w obecności katalizatorów. Powyżej 1473K i przy ciśnieniu przekraczającym 4 GPa azotek boru przekrystalizowuje w sieć regularną, przestrzenną, płaskocentrowaną. Ze względu na jego właściwości używa się go do szlifowania diamentów.
h. materiały ścierne:
i. naturalne:
diament
szmergiel
korund
kwarc
krzemień
ii. sztuczne:
elektrokorund
węglik krzemu (karborund)
diament sztuczny
regularny azotek boru (borazon)
węglik boru