Temat 7: „Metrologia powierzchni warstwy wierzchniej”
PROFIL POWIERZCHNI
- linia powstała z przecięcia powierzchni pewną płaszczyzną
- praktyczne znaczenie ma profil poprzeczny wyznaczony przez płaszczyznę prostopadłą do
powierzchni nominalnej
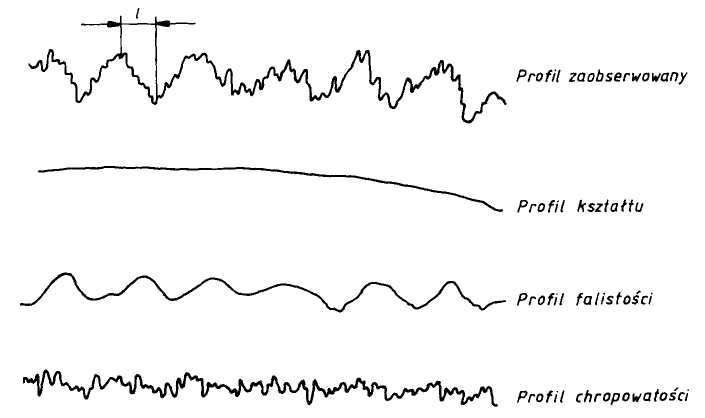
- w wyniku pomiaru otrzymuje się profil zaobserwowany uwaŜany za wystarczające
przybliŜenie niepoznawalnego profilu rzeczywistego
PROFIL ZAOBSERWOWANY - ma złoŜoną strukturę geometryczną i moŜna go traktować jako swoistą superpozycję trzech profili
- profil kształtu
jest wynikiem istnienia odchyłek kształtu
- profil falistości
utworzonego przez regularnie powtarzające się nierówności o stosunkowo duŜej podziałce
- profil chropowatości
utworzonego przez drobniejsze mikronierówności
PROFILE POWIERZCHNI
zaobserwowany
kształtu
falistości
chropowatości
PROFILE POWIERZCHNI
- stanowią abstrakcyjne, geometryczne twory
- znane są sposoby ich pomiaru i rejestracji, a zwłaszcza profilu chropowatości i falistości
- zasada pomiarów polega na odpowiednim odfiltrowaniu , mechanicznym lub elektrycznym, sygnałów pochodzących od nierówności powierzchni o róŜnych odstępach wierzchołków
- profil falistości nie zawiera chropowatości, jak równieŜ odchyłek kształtu, czyli jest w specyficzny sposób „wyprostowany"; buduje się go wokół profilu kształtu
- profil chropowatości nie zawiera ani odchyłek kształtu, ani falistości
LINIA ŚREDNIA m PROFILU - obrana pewna linia odniesienia, słuŜąca do liczbowej oceny falistości i chropowatości
- ma ona kształt profilu nominalnego (np. linii prostej, łuku, okręgu itp.)
- dzieli profil w ten sposób, Ŝe suma kwadratów odległości punktów profilu od tej linii osiąga minimum
pojęcie linii średniej profilu falistości lub chropowatości jest analogiczne do elementu średniego stosowanego do definiowania odchyłek kształtu, a takŜe — jako element zastępczy
- do odchyłek połoŜenia
PARAMETRY CHROPOWATOŚCI
ODCINEK ELEMENTARNY l
- wyodrębnia się go aby definiować parametry chropowatości
- musi być tak mały, aby na nim moŜna było pominąć falistość (oraz — oczywiście —
odchyłkę kształtu)
- wybór odcinka elementarnego dla konkretnego profilu zaleŜy od charakteru struktury
geometrycznej badanej powierzchni
- odcinek elementarny obiera się tym dłuŜszy, im bardziej chropowata jest mierzona
powierzchnia
- wytyczne podają przedmiotowe normy; znormalizowane długości odcinków elementarnych
wynoszą 0,08-25 mm
- pomiar wybranego parametru chropowatości odbywa się na pewnym odcinku pomiarowym ,
który zawiera jeden lub więcej odcinków elementarnych (zaleŜy to od rodzaju parametru i od przyjętej zasady pomiarowej).
PARAMETRY CHROPOWATOŚCI - mniej waŜne są ich nazwy w języku polskim, a oznaczenia które mają znaczenie międzynarodowe
- mniej waŜne są ich nazwy w języku polskim, a oznaczenia które mają znaczenie
międzynarodowe - określane w kierunku prostopadłym do linii m
- odległościowe- określane w kierunku równoległym do linii m
- związane z kształtem
profilu
Parametry wysokościowe chropowatości powierzchni
Rp - maksymalna wysokość wzniesienia profilu chropowatości
Rv - maksymalna głębokość wgłębienia profilu chropowatości
Rm - maksymalna wysokość chropowatości
R
= R
+ R
m
p
v
Rz - wysokość chropowatości wg 10 punktów
5
5
Σ y
+ Σ y
pi
vi
i = 1
i
1
R
=
=
z
5
ypi , yvi — odpowiednio wysokość i-tego wzniesienia i głębokość i-tego wgłębienia profilu
Stosuje się wartości bezwzględne wysokości i głębokości, aby uniezaleŜnić wartość Rz od zwrotu osi rzędnych.
Pomiar za pomocą niektórych przyrządów (np. podwójnego mikroskopu) wykonuje się
względem linii odniesienia innej, niŜ linia średnia; umieszcza się ją poniŜej profilu
chropowatości i od niej mierzy współrzędne (zawsze dodatnie) wzniesień y'pi i wgłębień y’vi
.
Wartość parametru wyznacza się za pomocą zmodyfikowanego wzoru, równowaŜnego poprzedniemu:
5
5
'
'
Σ y
− Σ y
pi
pi
i = 1
i
1
R
=
=
z
5
Ra jest podstawowym parametrem chropowatości; jego wartości zostały znormalizowane w zakresie 0,008-400 µm.
W praktyce spotyka się najczęściej wartości Ra:
10 - 20 µm części maszyn zgrubnie obrobione
2,5 - 10 µm obróbka średnio gładka
poniŜej 2,5 µm obróbka wykańczająca
poniŜej 0,16 µm w znacznej większości maszyn nie ma potrzeby stosowania
powierzchni o takiej chropowatości
Rq – średnie kwadratowe odchylenie profilu chropowatości
l
n
1
1
2
R
=
∫ y
x
dx
≈
Σ y
q
( )
2
i
i = 1
l
n
0
oznaczenia — jak we wzorze na Ra
NaleŜy podkreślić, Ŝe między wartościami róŜnych parametrów chropowatości dla tego
samego profilu nie ma Ŝadnych ścisłych zaleŜności, gdyŜ ich definicje oparte są na zupełnie odmiennych załoŜeniach. ZaleŜności takie mogą być jedynie przybliŜone, moŜliwe do
wyznaczenia dla powierzchni obrobionych określonym sposobem (toczonej, frezowanej,
szlifowanej itp.).
Tak więc, dwa profile o tej samej wartości np. Ra będą miały na ogół róŜne wartości Rz, Rm itd.
Porównując dwa najczęściej stosowane parametry — Ra i Rz — moŜna zauwaŜyć, Ŝe dla konkretnego profilu większą (parokrotnie) wartość będzie miał zawsze parametr Rz, z dwóch powodów:
wartość Rz wynika jedynie z rzędnych ekstremalnych, a Ra z wszystkich;
we wzorze na Ra w mianowniku znajduje się liczba wszystkich punktów
pomiarowych profilu (n), a we wzorze na Rz— połowa tej liczby (5 z 10 punktów).
Parametry odległościowe chropowatości powierzchni
Sm – średni odstęp chropowatości
n
1
S
=
Σ
S
m
mi
i
n
= 1
Smi — długość i - tego odstępu chropowatości, czyli odcinka linii średniej, zawierającego wzniesienie i sąsiadujące z nim wgłębienie profilu chropowatości
S – średni odstęp miejscowych wzniesień profilu chropowatości
n
1
=
Σ
S
S i
=
i
n
1
Si — długość i - tego odstępu miejscowych wzniesień profilu, czyli odcinka linii średniej między rzutami dwóch sąsiednich wierzchołków profilu
Parametry związane z kształtem nierówności profilu
hp – długość nośna profilu chropowatości
n
h
=
Σ
b
p
i
i = 1
suma odcinków bi otrzymanych przez przecięcie profilu linią równoległą do linii m, umieszczoną poniŜej linii wzniesień na pewnym poziomie c, w przedziale odcinka
elementarnego; poziom c moŜna wyrazić jako procent maksymalnej wysokości chropowatości Rm
tp – współczynnik długości nośnej profilu chropowatości
h
t
=
p
p
⋅ 100 %
l
Krzywa nośności profilu – krzywa Abbota
- przedstawia zaleŜność współczynnika długości nośnej tp od poziomu c przecięcia profilu
- obie wielkości są zwykle wyraŜone procentowo
- jej kształt mówi o odporności powierzchni na zuŜycie
- profil powierzchni o duŜej odporności będzie charakteryzował się krzywą wypukłą
względem osi tp
- w przeciwnym przypadku krzywa Abbota będzie wklęsła
- najczęściej spotyka się przypadki pośrednie, gdy krzywa Abbota ma punkt przegięcia
- głównym celem wszystkich sposobów obróbki wykańczającej (gładkościowej) jest
zwiększenie współczynnika długości nośnej profilu chropowatości i uzyskanie krzywej
Abbota o odpowiednim kształcie
PARAMETRY FALISTOŚCI
Parametry falistości określane są w większości analogicznie do parametrów chropowatości;
linią odniesienia jest linia średnia profilu falistości.
Stosowane są pojęcia linii wzniesień i linii wgłębień profilu — podobnie jak w przypadku
chropowatości. Wartość parametrów falistości ocenia się na pewnym odcinku pomiarowym
lw (nie występuje tu pojęcie analogiczne do odcinka elementarnego chropowatości).
RozróŜnia się parametry określane w kierunku prostopadłym i równoległym do linii średniej.
Z waŜniejszych parametrów falistości pierwszej grupy moŜna wymienić następujące:
Maksymalna wysokość wzniesienia profilu falistości Wp — określona analogicznie, jak Rp.
Maksymalna głę bokość wgłę bienia profilu falistoś ci Wv — okreś lona analogicznie, jak Rv.
Maksymalna wysokość profilu chropowatości Wm — określona analogicznie, jak Rm.
Średnia wysokość falistości Wc — określona analogicznie do Rc. W przeszłości stosowano takŜe parametr Wz określony analogicznie, jak Rz.
Średnie arytmetyczne odchylenie profilu falistości Wa — określone analogicznie, jak Ra.
Średnie kwadratowe odchylenie profilu falistości Wq — określone analogicznie, jak Rq.
Do parametrów określonych równolegle do linii średniej naleŜy:
Średni odstęp falistości Swm — określony analogicznie, jak Sm.
OZNACZANIE STRUKTURY GEOMETRYCZNEJ POWIERZCHNI
PN ustala szereg sposobów — o róŜnym stopniu szczegółowości — oznaczania struktury
geometrycznej powierzchni części maszyn na rysunkach technicznych.
Podstawowe znaki opisujące chropowatość powierzchni są przedstawione na rysunkach:
a) znak chropowatości po bliŜej nieokreślonej (dowolnej) obróbce,
b) znak chropowatości po obróbce przez zdjęcie warstwy materiału (np. skrawaniem),
c) znak chropowatości po obróbce bez usuwania materiału (np. nagniataniem).
Oznaczenie chropowatości zawiera takŜe wartość (w mikrometrach) wybranego parametru
(parametrów) chropowatości. Najczęściej podaje się wartość maksymalną dopuszczalną
(górną), ale moŜliwe jest takŜe określenie obu wartości granicznych lub — w rzadkich
przypadkach — wartości dolnej.
Według PN moŜna w oznaczeniach chropowatości stosować parametry: Ra, Rz, Rm, Sm, S, tp,
przy czym naleŜy korzystać z wartości liczbowych podanych w tej normie. Parametr Ra jest uprzywilejowany i stosuje się go najczęściej. MoŜliwe jest takŜe w niektórych przypadkach podanie znaku chropowatości bez Ŝadnej wartości liczbowej.
Oprócz granicznej wartości obranego parametru chropowatości, w razie potrzeby moŜna
podać w oznaczeniu długość (w milimetrach) odcinka elementarnego, a takŜe bliŜej określić (słownie) rodzaj obróbki.
W pewnych przypadkach do prawidłowego działania elementu maszyny konieczne jest
zachowanie określonej kierunkowoś ci struktury geometrycznej powierzchni, czyli odpowiedniego ułoŜenia śladów obróbki.
RozróŜnia się następujące odmiany kierunkowości, oznaczane na rysunku — w razie potrzeby
— podanymi symbolami:
równoległa (=) lub prostopadła (⊥) do krawędzi pokazanej na rysunku,
współś rodkowa (C),
skrzyŜ owana (X),
promieniowa (R),
wielokierunkowa (M),
punktowa (P).
Oznaczenie chropowatości moŜna ponadto uzupełnić informacjami o dopuszczalnej falistości
powierzchni, podając w mikrometrach np. wartość Wm oraz ewentualnie Swm (w milimetrach). Wartości parametrów falistości naleŜy poprzedzić ich symbolami. Na rysunku
pokazano przykład pełnego oznaczenia struktury geometrycznej powierzchni; ślady obróbki
powinny być równoległe do pokazanego przekroju powierzchni.
PRZEGLĄD SPOSOBÓW POMIARU I SPRAWDZANIA PARAMETRÓW
CHROPOWATOŚCI
Znanych jest wiele zasad pomiaru parametrów chropowatości, przy czym tylko niektóre
zostały wprowadzone do praktyki przemysłowej i na nich oparto konstrukcję przyrządów
produkowanych przez wyspecjalizowane firmy.
Najczęściej spotyka się:
1) Przyrządy optyczne (bezstykowe), słuŜące do bezpośredniego pomiaru wysokości mikronierówności w ekstremalnych punktach profilu, nadające się do wyznaczania Rz, Rm,
Rp i Rv :
a) przyrządy działające na zasadzie przekroju ś wietlnego,
b) przyrządy interferencyjne, do pomiaru powierzchni o bardzo małej
chropowatości; stosowane w przemyśle precyzyjnym.
2) Przyrządy stykowe, z końcówką pomiarową przesuwającą się po badanej powierzchni.
Mogą to być:
a) profilografy — przyrządy rejestrujące, kreślące odpowiednio przekształcony obraz profilu powierzchni, czyli profilogram; analizując profilogram moŜna jakościowo ocenić strukturę geometryczną powierzchni, a takŜe w prosty sposób znaleźć wartości parametrów Rz, Rm,
Wm, tp oraz — po odpowiednim opracowaniu profilogramu — innych parametrów profilu; b) profilometry — przyrządy całkujące, mierzące bezpośrednio parametry Ra i Rq.
Przyrządy uniwersalne, łączące właściwości profilografów i profilometrów, noszą nazwę
profilografometrów.
Przyrządy optyczne działające na zasadzie „przekroju świetlnego" zostały opracowane
znacznie wcześniej niŜ przyrządy stykowe, a ich konstrukcja jest bardzo prosta. Fakt ten jest powodem stosowania do tej pory parametrów Rz i Rm, pomimo ich niedoskonałości.
Chropowatość powierzchni moŜna sprawdzać przez porównanie z wzorcami chropowatoś ci, które stosuje się w szerokim zakresie chropowatości powierzchni — zarówno do powierzchni
bardzo chropowatych, jak i gładkich.
ZASADA „PRZEKROJU ŚWIETLNEGO" I JEJ REALIZACJA
Zasadę pomiarową „przekroju świetlnego" wyjaśniono na rysunku. Na chropowatą
powierzchnię pada wiązka światła o małej grubości, nachylona do powierzchni pod pewnym
kątem, tworząc na badanej powierzchni krzywoliniową smugę świetlną. Obserwacja tej smugi
pozwala wnioskować o chropowatości powierzchni. NaleŜy zwrócić uwagę na odpowiednie
usytuowanie wiązki świetlnej zaleŜnie od kierunkowości struktury badanej powierzchni,
konieczne do uzyskania właściwego obrazu i wykonania pomiaru.
Najbardziej znanym przyrządem realizującym zasadę „przekroju świetlnego" jest podwójny
mikroskop. Zawiera on dwa układy optyczne o wzajemnie prostopadłych osiach:
I — rzucający pod kątem 45° na badaną powierzchnię wiązkę świetlną,
II — słuŜący do obserwacji obrazu wiązki (jest to właściwy mikroskop).
W polu widzenia mikroskopu pojawia się, na ciemnym tle, jasna pofalowana smuga o pewnej
grubości. W róŜnych modelach podwójnego mikroskopu stosowano odmienne systemy
pomiaru wysokości mikronierówności podczas obserwacji obrazu w okularze, np. przez
bezpośrednie odczytanie rzędnych profilu (od pewnej umownej linii odniesienia) w polu
widzenia okularu.
Stolik mikroskopu moŜna przesuwać śrubami mikrometrycznymi w dwóch kierunkach. Po odczytaniu i zanotowaniu rzędnych 5 najwyŜszych i 5 najniŜszych punktów profilu, za
pomocą wzoru oblicza się Rz względnie odejmując dwie skrajne rzędne wyznacza się Rm.
Przyrządy oparte na zasadzie „przekroju świetlnego" stosowane są (obecnie juŜ rzadko) głównie do pomiaru Rz w zakresie 1,6-80 µm.
NajwaŜniejszym zespołem profilografu i profilometru jest głowica pomiarowa, zawierająca
ostrze pomiarowe 1 przesuwające się po nierównościach badanej powierzchni. Z ostrzem połączony jest przetwornik 2. Bazę pomiarową niezaleŜną od odchyłek kształtu zapewnia ś lizgacz 3. Dolna powierzchnia ślizgacza ma kształt walcowy o znacznym promieniu (rzędu kilkudziesięciu milimetrów), zaleŜnym od stosowanego w pomiarze odcinka elementarnego.
Głowica jest zawieszona przegubowo na suwaku profilometru i dociskana z niewielką siłą
(nie więcej, niŜ 1 N) do mierzonej powierzchni. Znane są teŜ konstrukcje profilometrów,
których głowica nie jest wyposaŜona w ślizgacz, a bazą pomiarową są prowadnice suwaka
przyrządu.
Ostrze pomiarowe wykonane jest z twardego materiału (np. diamentu), a jego promień zaokrąglenia jest bardzo mały (0,001-0,01 mm). Zniekształcenia obrazu profilu powierzchni są jednak nieuniknione. Naciski pomiarowe ostrza są niewielkie, rzędu 1 cN lub mniejsze.
Profilogram charakteryzuje się róŜnym powiększeniem w kierunku poziomym ih (1-1000, zaleŜnie od przyrządu) i w kierunku pionowym iv, (znacznie większym, od 200 do ponad 100000).
Powiększenia te uzyskiwane są w odmienny sposób:
poziome — przez róŜnicę prędkości wykresówki względem głowicy pomiarowej,
pionowe zapewnia przetwornik przyrządu o róŜnej realizowanej zasadzie pomiarowej
— elektrycznej, optycznej lub pneumatycznej.
Obecnie prawie wyłącznie stosuje się profilografy elektryczne, wyposaŜone najczęściej w
głowicę pomiarową z przetwornikiem indukcyjnym, którego zasada jest schematycznie
przedstawiona na rysunku. Ostrze 1 jest połączone z kotwicą 3, której przemieszczenia powodują zmiany indukcyjności dwóch uzwojeń cewki 4 stanowiących gałęzie mostka
zasilanego generatorem wysokiej czę stotliwoś ci 5. Zmiany te zakłócają równowagę mostka, w rezultacie czego na zaciskach transformatora 6 pojawia się sygnał o wielkiej częstotliwości, modulowany małą częstotliwością, obrazujący nierówności powierzchni.
W dokładnych przyrządach laboratoryjnych stosowane są czujniki fotooptyczne lub
interferencyjne. Warto wspomnieć o przyrządach optycznych do pomiaru chropowatości, w
których ostrze pomiarowe jest zastąpione zogniskowaną wiązką światła (średnica plamki
świetlnej na mierzonej powierzchni wynosi ok. 1 µm); pozostałe zespoły przyrządu mają
analogiczną budowę, jak w przyrządach stykowych. Ta zasada pomiaru chropowatości,
szczególnie przydatna do szybkich pomiarów (np. w kontroli czynnej) obecnie rozwija się i w przyszłości będzie miała zapewne duŜe znaczenie.
Układ pomiarowy profilografu wzmacnia i przekształca sygnały z przetwornika głowicy
pomiarowej; wzmocnienie jest dobierane w celu uzyskania najlepszego w danym przypadku
powiększenia pionowego na profilogramie. Stosowane są róŜne systemy zapisu profilogramu
na wykresówce, np. elektroiskrowo na przewodzącym (grafitowanym) papierze.
Profilometry mają głowicę pomiarową o podobnej budowie, jak profilografy. Sygnały z przetwornika w głowicy są zapisywane w pamięci przyrządu, a po przejściu odcinka
pomiarowego poddawane odpowiedniej obróbce, np. całkowaniu w celu wyznaczenia Ra.
Wynik pomiaru ukazuje się na urządzeniu wskazującym (wyświetlaczu).
Profilometr zawiera urządzenie do nastawiania odcinka elementarnego, co sprowadza się do
odpowiedniego filtrowania sygnału pomiarowego (składowe o małej częstotliwości
odpowiadające duŜym odstępom nierówności zostają obcięte). W pomiarze chropowatości
odcinek elementarny musi być krótszy od odstępu falistości. Za pomocą profilometrów
moŜna mierzyć Ra w zakresie 0,02-20 µm.
Współcześnie rozpowszechniły się następujące typy przyrządów stykowych do pomiaru
chropowatości:
profilometry przeznaczone do szybkich pomiarów w procesie produkcyjnym, takŜe
przenośne z zasilaniem bateryjnym;
profilografometry laboratoryjne o duŜych moŜliwościach pomiarowych, są to
uniwersalne urządzenia; dzięki wyposaŜeniu w odpowiednio oprogramowane układy
mikroprocesorowe pozwalają nie tylko na wykonanie bezpośredniego pomiaru
kilkunastu parametrów i wykreślenie profilogramu, ale równieŜ wykonanie wykresu
Abbota i róŜnych obliczeń statystycznych.
WZORCE CHROPOWATOŚCI
Wzorce chropowatości są najstarszymi narzędziami umoŜliwiającymi ocenę jakości
obrobionej powierzchni, jedynymi moŜliwymi do zastosowania nawet bez wprowadzenia
liczbowych parametrów chropowatości. Obecnie wzorce chropowatości są nadal uŜywane;
moŜna wyróŜnić ich dwie podstawowe odmiany:
wzorce uŜytkowe, stosowane do bezpośredniej oceny chropowatości
powierzchni wyrobów;
wzorce kontrolne, słuŜące do sprawdzania i regulacji profilometrów.
Optyczne porównanie wzorca uŜ ytkowego i obrobionej powierzchni, najczęściej stosowane, musi się odbywać przy odpowiednim oświetleniu, okiem nieuzbrojonym lub z uŜyciem lupy.
W przypadku oceny powierzchni o małej chropowatości moŜe być konieczne uŜycie
specjalnego komparatora optycznego.
Wzorce uŜytkowe do porównania optycznego powinny spełniać następujące wymagania:
materiał wzorca powinien być taki sam, jak sprawdzanego przedmiotu (stal, Ŝeliwo,
mosiądz itp.);
kształt wzorca (płaski, wypukły itp.) powinien być zbliŜony do kształtu sprawdzanej
powierzchni;
kierunkowość struktury powierzchni wzorca i przedmiotu powinny być podobne.
UŜytkowe wzorce chropowatości wykonuje się często ze stali nierdzewnej, lub z
róŜnorodnych materiałów naśladujących wyglądem stal lub inne metale (np. tworzywa
sztuczne napylane proszkami metali). Znane są róŜne sposoby seryjnej produkcji wzorców
uŜytkowych pozwalające powielać je z oryginalnych „prawzorców" obrobionych
skrawaniem.
Kontrolne wzorce chropowatoś ci stanowią normalne wyposaŜenie profilometrów i profilografometrów (co najmniej dwa wzorce dla jednego przyrządu). Są wykonywane ze
stali i odpowiednio utwardzone; powierzchnia wzorca ma profil regularny (np. sinusoidalny) o takich wymiarach, by parametr chropowatości (najczęściej Ra) miał ustaloną wartość, wycechowaną na wzorcu. Profilometr sprawdza się mierząc wzorzec.