Politechnika Łódzka Bielsko - Biała dn. 30.04.1998
Filia w Bielsku - Białej
Ćwiczenie nr 7
Temat: Stale węglowe narzędziowe
Bartosz Kubyszek
Grupa II Semestr II
Stale węglowe (niestopowe) narzędziowe
klasyfikacja i zastosowanie
Stale narzędziowe niestopowe ( PN - 84/H - 85020 ) wysokowęglowe ( poniższa tabela ) znalazły zastosowanie na proste narzędzia tnące do drewna, papieru i tworzyw sztucznych, takie jak pilniki, i proste narzędzia rolnicze - np.: kosy lub zęby bron. Stale o mniejszym stężeniu węgla są stosowane na proste narzędzia tnące, np. piły, dłuta, oraz narzędzia pracujące udarowo, jak młotki, przecinaki i cechowniki.
Znak stali |
Średnie stężenie pierwiastków, % |
Temperatura, oC |
||||||||||||||||
|
C |
Mn |
Si |
P |
S |
Cr |
Ni |
Cu |
hartowania |
Odpuszczania |
||||||||
Stale płytko hartujące się |
||||||||||||||||||
N7E N8E N9E N10E N11E N12E |
0,7 0,8 0,9 1,0 1,1 1,2 |
0,22 |
0,22 |
<0,0025 |
<0,0025 |
<0,15 |
<0,20 |
<0,20 |
790 780 770 770 770 770 |
180 - 300 |
||||||||
Stale głęboko hartujące się |
||||||||||||||||||
N5 N6 |
0,55 0,65 |
0,5 0,4 |
|
|
|
|
|
|
800 800 |
180 - 300 |
||||||||
N7 N8 N9 N10 N11 N12 |
0,7 0,8 0,9 1,0 1,1 1,2 |
0,25 |
0,25 |
<0,030 |
<0,030 |
<0,20 |
<0,25 |
<0,25 |
790 780 770 770 770 770 |
|
||||||||
N - stal niestopowa , E - stal hartująca się
Stale wysokowęglowe, po odpowiedniej obróbce cieplnej, charakteryzują się głównie dużą twardością, a stale o niższym stężeniu węgla - nieco większą ciągliwością. Stale narzędziowe niestopowe cechują się ponadto małą hartownością i małą skłonnością di rozrostu ziarna austenitu. Są produkowane jako głęboko lub płytko hartujące się są stosowane głównie na narzędzia o średnicy lub grubości mniejszej od 20mm, a głęboko hartujące się - narzędzia grubsze.
obróbka cieplna stali narzędziowych niestopowych
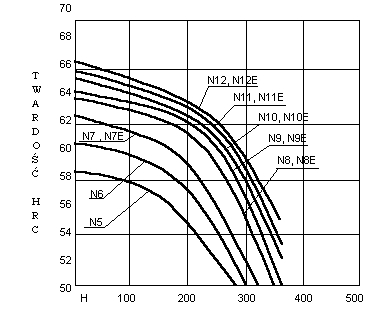
W celu uzyskania wymaganych własności stale narzędziowe niestopowe poddaje się hartowaniu z temperatury 760 - 800oC z chłodzeniem w wodzie i dopuszczaniu w temperaturze 180 - 300oC z wygrzaniem przez ok. 2h. Temperatura odpuszczania jest dobierana w zależności od wymaganej twardości i ciągliwości narzędzia i zwykle nie przekracza 200oC. Podwyższanie temperatury odpuszczania powoduje szybkie zmniejszanie twardości i odporności na ścieranie stali niestopowych. Porównanie twardości stali narzędziowych obrobionych cieplnie zamieszczono na wykresie obok.
Stale narzędziowe niestopowe zawierają 0,5 - 1,24% C - i ze względu na małe ilości domieszek zaliczamy je do stali wyższej jakości.
Stale węglowe narzędziowe są dostarczane w stanie zmiękczonym, a odbiór techniczny polega na sprawdzaniu składu chemicznego i wykonaniu prób technologicznych, w trakcie których obserwuje się przełomy próbek hartowanych z różnych temperatur oraz porównuje się je ze skalą wzorców z równoczesną oceną głębokości zahartowania.. Zaznaczyć trzeba, że w stalach narzędziowych znaczny wpływ na zachowanie się narzędzia podczas pracy wywiera struktura przed zabiegiem hartowania. Chodzi o równomierne rozmieszczenie drobnego cementytu w osnowie ferrytycznej, bez zgrupowań w postaci pozostałości siatki. Równie ważnym czynnikiem jest dotrzymanie temperatury austynityzowania oraz zapobieganie odwęglaniu powierzchniowemu.
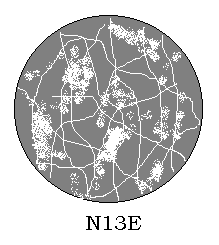
Materiał : stal N13E wg. PN/H-85020
Stan: wyżarzona
Skład chemiczny: C - 1,31%
Mn - 0,19%
Si - 0,16%
F - 0,028%
S - 0,016%
Cr - 0,12%
Ni - 0,16%
Cu - 0,17%
Opis struktury: po granicach ziarn perlitu jasna siatka cementytu drugorzędnego / od powierzchni
próbki odwęglenie/
Trawiono odczynnikiem: Nital - 4 ml HNO3, 96 ml C2H5OH
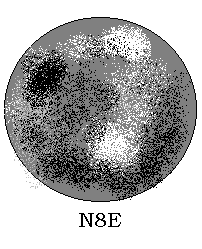
Materiał : stal N8E wg. PN/H-85020
Stan: wyżarzona
Skład chemiczny: C - 0,81%
Mn - 0,19%
Si - 0,022%
F - 0,21%
S - 0,015%
Ni - 0,18%
Cu - 0,16%
Opis struktury: perlit płytkowy
Trawiono odczynnikiem: Nital - 4 ml HNO3, 96 ml C2H5OH
Stal na narzędzia powinna znosić obciążenia bez odkształceń plastycznych oraz wykazywać dużą odporność na ścieranie, zależną głównie od twardości. Wzrostowi twardości po obróbce cieplnej towarzyszy jednak najczęściej spadek udarności. Z tego względu duża twardość narzędzia, która jest zawsze pożądana, musi być w niektórych przypadkach ograniczona.
Stal narzędziową charakteryzują następujące czynniki:
skład chemiczny
hartowność
skłonność do rozrostu ziaren
Skład chemiczny pozwala na określenie struktury stali, największej możliwej do osiągnięcia twardości oraz odporność na zużycie. Twardość stali po hartowaniu, jak już wspomniano, zależy od zawartości C, a w małym stopniu od hartowności. Hartowność zaś jest wynikiem oddziaływania pierwiastków stopowych i wielkości ziarna austenitu w chwili rozpoczęcia chłodzenia przy hartowaniu.
Skłonność do rozrostu ziarn jest niekorzystna cecha stali węglowych. Austenit, tworzący się po przekroczeniu zakresu przemian alotropowych, jest zazwyczaj drobnoziarnisty, a dopiero w miarę wzrostu temperatury ziarna austenitu zaczynają się rozrastać. Stale, w których rozrost ten zaznacza się już od zakresu przemian, określa się jako skłonne do gruboziarnistości. Natomiast jeśli dla spowodowania wyraźnego rozrostu ziarna austenitu trzeba nagrzać stal do odpowiedniej temperatury powyżej przemian alotropowych, to określa się jako skłonna do drobnoziarnistości.
W stalach stopowych zawartość pierwiastków węglikotwórczych reaguje do pewnego stopnia samorzutnie skłonność stali do rozrostu ziarn.
Wielka rozmaitość składów chemicznych stali narzędziowych utrudnia opracowanie dla niej pełniej i ogólnej klasyfikacji. W szczególności wśród stali narzędziowych stopowych można wyróżnić stale:
narzędziowe stopowe do pracy na zimno
narzędziowe stopowe do pracy na gorąco
szybkotnące.
W każdej s tych grup stali narzędziowych hutnictwo produkuje wiele gatunków tak zestawionych, by w zależności od warunków pracy narzędzia dały odbiorcy możność w pełni zadowalającego technicznego i ekonomicznego doboru.
Wyszukiwarka
Podobne podstrony:
stale węglowe, '¯¯†¯¯' AGH, IMIR, I ROK, PNOM(1), Materiałoznawstwo
Sprawozdanie - Stale weglowe i zeliwa1, I Semestr - Materialoznawstwo - sprawozdania
sprawozdanie całość, ZUT-Energetyka-inżynier, I Semestr, Materiały konstrukcyjne, Metale, 2. Stale w
Stale weglowe 5
Stale węglowe 1, STOPY ŻELAZO - WĘGIEL
sprawozdanie pytania, ZUT-Energetyka-inżynier, I Semestr, Materiały konstrukcyjne, Metale, 2. Stale
stale węglowe, Materiały studia, projekt
Stale węglowe, Studia, ZiIP, SEMESTR II, Materiały metalowe
W5 Stopy żelaza -stale węglowe i stopowe, Transport ZUT, rok 2, Nauka o materiałach
Kopia Stale węglowe i żeliwa - sprawozdanie, Elektrotechnika, dc pobierane, Podstawy Nauk o material
Sprawozdanie - Stale weglowe i zeliwa, Elektrotechnika, dc pobierane, pnom wimir, PNOM, I Semestr -
Stale weglowe 1
Stale weglowe 3
Stale weglowe 6
2 08 Stale weglowe i C Mn 1
Materiały, Stale, Stale węglowe:
Stale weglowe 2
więcej podobnych podstron