I LABORATORIUM- SPAWANIE EKSTRUZYJNE
Różnica pomiędzy spawaniem gorącym powietrzem, a spawaniem ekstruzyjnym polega na w wprowadzeniu do spoiny tworzywa uplastycznionego w niewielkiej wytłaczarce, zwanej ekstruderem.
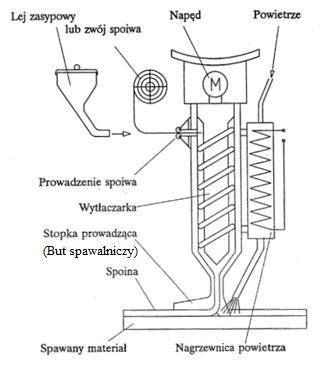
Tworzywo podawane jest do wytłaczarki w postaci:
Okrągłego pręta (ślimak tnie go na krótkie odcinki podobne do granulek)
Granulatu
Mateiał spoiwa jest taki sam jak materiał łączonych elementów.
Gorące powietrze używane jest do :
nagrzewania obszaru spawania łączonych elementów
podtrzymywania temp. końcówki spawarki
Spawaniem ekstruzyjnym można :
w jednym przejściu spawać elementy o grubości do 30mm
uzyskać spoinę o większej wytrzymałości i jednorodności niż przy spawaniu gorącym powietrzem
otrzymać wydajność uplastycznienia dochodzącą do 10kg na godzinę
spawać prędkościami sięgającymi do 500mm/min
Parametry spawania ekstruzyjnego:
prędkość obrotowa ślimaka
temperatura uplastycznionego tworzywa
temperatura gorącego powietrza
Temperatura ustawiona na regulatorze grzania cylindra wytłaczarki jest zawsze niższa niż temperatura gorącego powietrza.
W niektórych rozwiązaniach gorące powietrze podgrzewa zarówno cylinder jak i spawane elementy.
PODSTAWOWĄ RÓŻNICĄ POMIĘDZY SPAWANIEM GORĄCYM
POWIETRZEM A SPAWANIEM EKSTRUZYJNYM JEST TO, ŻE :
nie cyklinuje się gotowego spawu
a także rzadko zachodzi konieczność spawania w kilku przejściach
Tworzywa spawane ekstruzyjnie:
PP
PE
PVC
PVDF
Spawa się tą metodą:
Folie
Rury
Zbiorniki
itp
Wyszukiwarka