Technologia - nauka o technikach, metodach wytwarzania lub przetwarzania.
Proces - zmiany jakościowe (np. kłoda, która została przecięta). W zakres technologii wchodzą procesy:
Proces produkcyjny (w wyniku którego następują zmiany jakościowe), jest połączeniem procesów naturalnych i innych procesów potrzebnych do wywoływania określonych i zamierzonych zmian w surowcach oraz materiałach wyjściowych. Te zmiany jakościowe mogą być częściowe lub całkowite. Proces produkcyjny może być różny (od początku do końca produkcji lub możemy go dzielić). Wyróżniamy proces częściowy - gdy przywieziemy np. sosnę i ją potniemy na tarcicę, która zostanie elementem wyjściowym dla innych produktów.
Procesy produkcyjne:
procesy podstawowe (główne)
procesy pomocnicze
procesy uboczne
Procesy podstawowe są to takie procesy, które uruchamia się w celu otrzymania zamierzonego półfabrykatu lub gotowego produktu. Procesy główne decydują o tzw. przynależności branżowej.
Proces pomocniczy - coś co wspomaga inne procesy, są powoływane (organizowane) w celu obsługi procesu głównego (podstawowego) np. proces wytwarzania pary do produkcji sklejki.
Procesy uboczne - powołuje się w celu lepszego wykorzystania powierzchni produkcyjnej maszyn i urządzeń a także materiałów.
Składniki procesu produkcyjnego:
wszystkie procesy przebiegają w czasie i przestrzeni (czas i przestrzeń a także ruch są to podstawowe właściwości procesu).
Przestrzeń - obszar na którym mają te procesy następować (w praktyce jest to hala produkcyjna)
Czas:
parametr technologiczny
czynnik organizacyjny
Aby skleić dwie deseczki nakładamy klej i czekamy aż zwiąże - parametr technologiczny.
Proces ciągły i przerywany - jeżeli się coś się tworzy można proces przerwać i za chwilę wznowić (proces przerywany). Ale przy produkcji papieru przygotowanie trwa kilka dni i nie można w trakcie produkcji zrobić przerwy. Tak jak nie wygasza się pieca do odlewów i wówczas są to procesy ciągłe.
Aby proces zaistniał musi być ruch narzędzia lub obrabianego materiału albo jedno i drugie. Ruch jest czynnikiem, który sprawia że mogą następować zmiany w materiale.
Proces produkcyjny to obszar na którym znajdują się procesy
technologiczny
składowania
transportu
Nie wolno pomylić procesu produkcyjnego z procesem technologicznym.
Proces technologiczny to część procesu produkcyjnego, w którym następują zmiany jakościowe, potrzebny jest ruch, środki techniczne. Aby mogły zaistnieć zmiany jakościowe musi zaistnieć czynność (urządzenia techniczne i ruch).
Praktycznym wyrazem czasu są procesy składowania (magazyn składowania wyrobów gotowych itp. - elementy muszą być w spoczynku po zakończonej obróbce).
Procesy transportu np. między jednym, a drugim stanowiskiem lub między zakładami.
Opracowywanie procesów technologicznych.
Aby opracować proces technologiczny potrzebny jest projekt konstrukcyjny danego wyrobu.
Przeprowadzić analizę konstrukcji - zapoznać się z wyrobem. Należy uwzględnić:
materiały
jakie elementy z jakich materiałów
jakie wymagania obróbki
jakie wymiary
jakie odchyłki
Wybór metody produkcji.
Należy wytworzyć produkt tak jak wyobrażał go sobie projektant i opisał to w rysunkach i wymaganiach. Najlepiej osiągnąć cel przy optymalnym zakładzie finansowym.
Na wybór metody ma wpływ:
wielkość produkcji (ile tych wyrobów chcę wytworzyć w wyniku tego procesu - jak wielkie jest zamówienie)
różnorodność produkcji
właściwości konstrukcyjne, użytkowe danego produktu (wysokie, średnie, przeciętne )
wymagania jakościowe
możliwość nabycia narzędzi i urządzeń produkcyjnych
Rodzaje metod produkcyjnych:
jednostkowa
seryjna
masowa
Metoda jednostkowa -metoda jednostkowa - produkcja do 50 egzemplarzy, prostych produktów, w których wykorzystuje się minimalne środki techniczne.
Metoda seryjna - jest jakaś seria, określona liczba produktów (w danych warunkach optymalna liczba - obliczana przez ekonomistów). Wynika z możliwości produkcyjnych i magazynowych, oraz z możliwości sprzedaży i kosztów obsługi branżowej. Wielkość serii zależy od powyższych czynników. Nie należy produkować do magazynu.
Metoda masowa - nie ma zastosowania w normalnych warunkach. Występuje w warunkach incydentalnych (np. stan wojenny) tzn. te same mundury, broń, amunicja...
Ustalenie procesów technologicznych:
ta część procesu produkcji w wyniku, której występują zmiany jakościowe.
Inna def. Proces technologiczny jest to szereg operacji i czynności technologicznych odpowiednio dobranych i logicznie ustawionych. Aby wykonać przedmiot potrzebne są operacje i czynności. (symbolika: Ο - operacja technologiczna - wprowadzenie materiału _ przemieszczenie)
Proces technologiczne dzielimy na 3 grupy:
1. proces liniowy
2. proces dezintegracyjny
![]()
3. proces integracyjny
Ad. 1.Proces liniowy Wprowadzamy 1 element i w wyniku jednej lub kilku operacji otrzymujemy produkt finalny. Może być w linii prostej lub łamanej, w zależności od pomieszczenia.
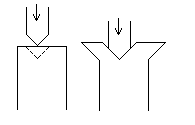
Ad. 2.Proces dezintegracyjny
Z jednego materiału wyprodukowano kilka asortymentów za pomocą operacji.
Ad. 3.Proces integracyjny
Wprowadzono kilka materiałów i w wyniku łączenia otrzymujemy produkt finalny
Procesy technologiczne liniowe dezintegracyjne i integracyjne składają się z:
Operacji technologicznych i czynności technologicznych.
Def. Operacja technologiczna jest częścią składową procesu technologicznego, który jest wykonywany na określonym przedmiocie, bez przerwy na jednym stanowisku. Operacja to zabieg w wyniku, którego następują zmiany jakościowe (wykonanie rowka, zukosowanie krawędzi). Czynność jest towarzyszem. W wyniku czynności przedmiot może zmienić miejsce. Operacja składa się z czynności. Czynność nie wywołuje zmian jakości . Wszystkie prace związane z transportem, porządkiem i konserwacją nazywamy czynnościami technologicznymi.
Zasady ustalania operacji.
Każda operacja jako część procesu technologicznego wiąże się z kosztami dlatego też trzeba dążyć do optymalizacji procesu.
Przy produkcji jednostkowej i drobno seryjnej dąży do ustalenia jak najmniejszej liczby operacji i jak najszerszego zakresu. To znaczy dąży do stworzenia jak najmniejszej liczby stanowisk i jak największego zakresu operacji na jednym stanowisku pracy, co pociąga za sobą potrzebę zatrudnienia pracowników wysoko wykwalifikowanych.
W produkcji masowej i wielko seryjnej należy dążyć do jak największego uproszczenia operacji, a tym samym do zawężenia zakresu. Gdy jest wąski zakres zwiększamy ilość stanowisk pracy. Przy takiej organizacji osiągamy dużą wydajność. Istnieje tu możliwość zatrudnienia pracowników nie wykwalifikowanych.
W produkcji średnio seryjnej należy szukać rozwiązań pośrednich.
Zakres każdej operacji powinien być taki by po jej wykonaniu element, materiał maniał zdecydowanie inną postać.
Kolejność operacji powinna być taka by jak najdłużej w procesie technologicznym utrzymywać materiał nie dzielony.
Dla elementów technologicznie nie dzielonych trzeba organizować operacje w tej samej kolejności tak by można było łączyć odcinkami dwie trzy linie w jedną:
7.W produkcji maszynowej i wielkoseryjnej należy tak ustawić zakres operacji aby ich czas wykonywania był możliwie jednakowy, albo zbliżony.
8.W produkcji masowej i wielkoseryjnej należy tak organizować technologie by minimalizować prace ręczne i zastępować je maszynami lub automatami - głównie chodzi o urządzenia odbiorczo-podawcze.
Linie obróbkowe (linie obróbcze)
Wszystkie procesy technologiczne zbudowane są z operacji technologicznych uszeregowanych w linie.
Liczba linii technologicznych zależy od liczby niepowtarzalnych elementów w wyrobie, dla którego projektujemy proces.
Elementy niepowtarzalne - różne pod względem wymiaru, kształtu, szczegółów konstrukcyjnych.
liczba linii musi być jak najmniejsza (optymalna)
poszczególne stanowiska, które są przewidziane w danej linii muszą być w pełni wykorzystane
należy unikać w liniach technologicznych stanowisk równoległych.
Konieczne jest, żeby poszczególne stanowiska były w miarę możliwości zmechanizowane ( powinno się unikać prac ręcznych.)
Jak obliczyć ilość stanowisk?
n=Z/A Z>A
n - stanowisko Z - zadanie produkcyjne A - wydajność
Gospodarka materiałami i wydajność.
Materiały w technologii to podstawa procesów. 65% - kosztów to materiały.
Materiały możemy podzielić na dwie grupy:
a) Materiał podstawowy - to taki który wchodzi w skład produktu i stanowi zasadniczą substancję produktu i nie zmienia właściwości produktu.
materiały pomocnicze - to te materiały, które zużywają się w procesie wytwarzania wyrobu lub ulegają przerobieniu. ( lakier, barwnik, klej)
Materiały użyte do produkcji muszą być odpowiednio obliczone i określone pod względem ilościowym
Wszystkie prace, działania zmierzające do wyznaczenia stosunku ilościowego między rozmiarami produkcji, a rozmiarami zużycia materiałowego nazywamy normami zużycia materiałowego.
Jednostkowa norma zużycia - określa, mówi o górnej najbardziej prawdopodobnej normie zużycia, jest ona niezbędna w warunkach technicznych i organizacyjnych.
Zużycie materiału zależy od:
ilości wyrobów wytwarzanych
rodzaju wyrobu
techniki wytwarzania
dokładności pracy maszyn
Zużycie materiału na tworzenie dowolnego produktu obejmuje trzy podstawowe wielkości:
ilość materiału netto - ten materiał, który pozostaje w wyrobie po zakończonym procesie obróbczym (norma teoretyczna)
materiał tracony w procesie wytwarzania (zamieniany w odpad) - odpad technicznie i technologicznie uzasadniony
ilość materiału tracona w procesie obróbczym lecz technicznie i technologicznie nieuzasadniona.
Z=Nt+S.tu+Stn
Z - zapotrzebowanie jednostkowe na wyrób Nt - norma teoretyczna
Stu - straty technicznie uzasadnione Stn - straty technicznie nieuzasadnione
Normę teoretyczną można obliczyć według wymiarów detalu. (detal - coś co chcemy osiągnąć ale trudno do tego dojść). Normę tą nazywamy teoretyczną, ponieważ wymiary na projekcie i wymiary produktu mogą być obarczone błędem. Dlatego przyjmuje się tolerancję.
T=B-A gdzie T - tolerancja B - pomiar górny A - pomiar dolny
Jaki jest cel normowania zużycia materiału?
żeby prowadzić racjonalną gospodarkę
norma zużycia jest instrumentem kontroli zużycia i gospodarki materiałami
norma zużycia stanowi podstawę do planowania zaopatrzenia materiałowego
norma zużycia stanowi podstawę do kalkulowania kosztów i ustalania cen na wyrób.
Postacie norm materiałowych.
Norma materiałowa może być indywidualna lub grupowa:
indywidualna - określa zużycie materiału na jednostkę produkcyjną i może odnosić się do wydziału lub całego zakładu
grupowa - zespołowa - określa się zużycie dla grupy wyrobów wytwarzanych przez zakładów.
Metody normowania:
metoda statyczna - może być stosowana jeśli zakład jest dobrze chroniony i nie wypływa nic na zewnątrz . Może być stosowana w produkcji nietypowej (gdzie wymiary nie można ściśle określić)
metoda polegająca na praktycznym rozliczeniu wszystkich wielkości zużycia oparta na pomiarach i wskaźnikach. (technicznie uzasadniona)
Masa brutto = masa netto * współczynnik wydajności
Proces oceniania procesów technologicznych
Proces oceniania procesów technologicznych
Wskaźniki oceny:
rytmiczność produkcji - to znaczy powtarzalna, regularna, w równych odstępach czasu produkcja, ta sama ilość jednostek produkcyjnych.
![]()
gdzie R - wydajność T - czas produkcji brany do obliczeń
P - ilość jednostek produkcji
Rytmiczność obliczamy dla: jednego stanowiska, grupy stanowisk, grupy technologicznej, dla zakładu, dla przedsiębiorstwa.
Utrzymanie rytmiczności wymaga spełnienia warunków:
organizacji produkcji
ciągłego ulepszania konstrukcji
unifikacji produkcji - polegająca na tym, że produkuje się według pewnego systemu(metrologicznego, jakościowego), produkcja musi być znormalizowana.
usprawnienia gospodarki remontowej
usprawnienia gospodarki materiałowej - sprawne rytmiczne zaopatrzenia
ciągłego ulepszania korygowania podziału zadań pracy
usprawnienia planowania
zdolność produkcyjna - określa się liczbą jednostek produkcyjnych jaką zakład czy oddział powinien wykonać, miarą zdolności produkcyjnej jest stopień wykorzystania zdolności produkcyjnej co wyraża się stosunkiem S=Z/P zadania produkcyjnego do liczby jednostek produkcyjnych. Z>P.
Jak określić zadania produkcyjne?
Zadania produkcyjne określamy stosunkiem ramowego programu produkcji do jednostki czasu (ramowy program produkcji to przyjęty plan produkcji) Z=Rp/T
Wydajność urządzeń technicznych i stanowisk ręcznych.
Obliczane zadania produkcyjne odnoszą się do stanowisk technicznych.
Trzeba odpowiednio gospodarować czasem, wyróżniamy:
czas pracy - czas przeznaczony na fizjologię, odpoczynek, rzeczywiste wykonanie zadań.
czas wykonania tw - czas przeznaczony na wykonanie
czas przygotowawczo-zakończeniowy tpz - czas potrzebny na zmianę narzędzi, przygotowanie stanowisk do pracy, zapoznanie się z dokumentacją, rysunkami, instrukcjami, podstawienie materiału i porządkowanie po zakończeniu
czas główny tg - czas, w którym wykonuje się operacje (czas operacyjny)
czas pomocniczy tpom - czas potrzebny na podjęcie materiału, położenia na maszynie
Stosunek tw/T=kr <1 nazywamy współczynnikiem wykorzystania czasu roboczego.
Stosunek tg/tw=km. <1 określamy mianem współczynnika wykorzystania czasu maszynowego
Wydajność każdego stanowiska
![]()
najczęściej do obliczeń używamy T jako 480 min (8h)
Technologia obróbki drewna
Obróbkę dzielimy na dwie grupy:
obróbka mechaniczna - obróbka za pomocą narzędzi, polega na tym, że materiał zachowuje swoje pierwotne właściwości fizyko mechaniczne, a zmienia się kształt, wymiary, wygląd. Obróbka mechaniczna wykonywana jest za pomocą maszyn lub narzędzi.
obróbka hydrotermiczna i plastyczna - polega na tym, że materiał przed obróbką ma inne właściwości fizyko mechaniczne niż po obróbce, ulepsza właściwości (pod działaniem temperatury i wody drewno zostaje uplastycznione i poddane działaniu związków chemicznych), wymiary i kształty zostają zachowane.
Ad. 1)
Obróbkę mechaniczną wykonujemy za pomocą narzędzi tnących, wtóre wprowadzamy w ruch za pomocą maszyn lub ręcznie.
Podstawowym narzędziem jest nóż prosty.
Nóż prosty i jego charakterystyka.
Część tnąca noża składa się z jednej lub większej ilości części roboczych oraz kadłubu (trzon), służy on od ustawiania części roboczej i zamocowania w uchwycie. Kształt części roboczej narzędzi przypomina kształt klina.
AB - ostrze noża prostego (krawędź tnąca) ostrze tworzą dwie płaszczyzny robocze
ABEF - płaszczyzna natarcia
ABCD - płaszczyzna przyłożenia
![]()
Przecięcie się lub przenikanie płaszczyzn natarcia i przyłożenia to krawędź tnąca.
α - kąt przyłożenia - zawarty między płaszczyzną obrabiana a płaszczyzną przyłożenia
β - kąt ostrza - zawarty pomiędzy płaszczyzną natarcia a płaszczyzna przyłożenia przyłożenia.
χ - kąt natarcia - zawarty między prostopadłą do powierzchni obrabianej przechodząca przez
punkt przenikania się płaszczyzn natarcia i przyłożenia a płaszczyzną przyłożenia.
Od tych parametrów zależy obróbka, cały jej przebieg. W obróbce mechanicznej wyróżniamy następujące rodzaje obróbki:
obróbka cięciem czyli skrawanie, krajanie, łupanie
piłowanie
gładzenie
Skrawanie Istota skrawania polega na tym, że nóż zagłębia się w materiał i w pierwszej fazie następuje zgniatanie, poprzez nacisk krawędzią tnącą, włókien materiału. To zgniatanie zależy od stanu ostrza tzn. jaki jest stopień przenikania się płaszczyzn natarcia i przyłożenia. Kolejna faza to cięcie. W wyniku działania noża następuje oddzielenie cienkiej warstwy - odpad technicznie uzasadniony (wiór), w wyniku tego otrzymujemy powierzchnię w miarę gładką.
Krajanie
Przy krajaniu nie powstają odpady. Ma ono na celu podzielenie materiału. Przy krajaniu materiału w wyznaczonym miejscu ostrze zgniata materiał, występuje nacisk i po dojściu do granicy wytrzymałości następuje rozdzielenie materiału na dwie części.
Łupanie
Polega na tym, że tylko w pierwszej fazie krawędź tnąca wywiera nacisk w miejscu łupania materiału. Pod siłą nacisku krawędź zagłębia się w materiał, po czym krawędź tnąca przestaje pracować, a pracę przejmują powierzchnie natarcia.
Piłowanie
Obróbka za pomocą narzędzia wieloostrzowego piła (tarczowa, taśmowa), brzeszczot.
Piłowanie ma na celu dzielenie materiału. Polega na przerywaniu włókien. W wyniku piłowania otrzymujemy powierzchnie szorstką. Odpadem są cząstki materiału, które powszechnie nazywa się trocinami.
Gładzenie Obróbka za pomocą narzędzi wieloostrzowych - tarcze ścierne albo tzw. papiery ścierne.
Celem gładzenia jest uzyskanie gładkiej, równej powierzchni. Odpadami są małe drobiny materiału zwane pyłem ściernym.
Zjawiska występujące w procesie skrawania:
Pod naciskiem krawędzi tnącej noża występuje w jej otoczeniu zgniatanie materiału (krawędź tnąca nie jest nigdy krawędzią absolutnie cienką, stanowi krzywą styczną do dwóch płaszczyzn natarcia i przyłożenia).
Włókna drewna zgniatane w pierwszej fazie podlegają naprężeniu w sutek sił rozciągających. Po przekroczeniu wytrzymałości na rozciąganie tych włókien, włókna te ulegają zerwaniu, ścięciu i następuje ich rozdzielenie.
Im krawędź tnąca jest bardziej ostra potrzebna jest mniejsza siła nacisku. W zależności od tego jaki jest stan ostrza ma ono wpływ na stan powierzchni ściętej.
Przy ostrzu ostrym powierzchnia gładka.
Przy ostrzu tępym powierzchnia szorstka, chropowata.
R - siła oporu skrawania P - siła skrawająca P0 - siła oporu skrawania
P=kbg [N, dkN]
k - współczynnik właściwego oporu skrawaniem, właściwa siła skrawania [MPa]
b - szerokość krawędzi ostrza ( krawędź wióra)
g - grubość wióra.
P0=cP [N, dkN]
c - współczynnik odporu, zależy od kątów skrawania: przyłożenia i ostrza, grubości wióra i stopnia stępienia ostrza.
dla krawędzi ostrej c=0,1 ÷ 0,3
dla krawędzi średnio stępionej c=0,5 ÷ 0,7
dla krawędzi stępionej c=1
Hydrotermiczna i plastyczna obróbka drewna. Obróbka wodą i ciepłem polega na wprowadzaniu (parzeniu) wody lub wyprowadzaniu (suszenie) wody.
Parzenie - oddziaływanie na drewno wodą i ciepłem.
Wykonujemy je w celu:
zmiany właściwości naturalnych: uplastycznione drewno staje się bardziej podatne na gięcie, zmianę kształtu, jest to niezbędny zabieg przy cienkościennym skrawaniu oklein (0,4-2 mm) Skrawanie: płaskie metodą posuwisto zwrotnym; obrotowe.
konserwacyjno uszlachetniający - działanie gorącą wodą, parą sprawia, że zmniejszamy hydroskopijność drewna, tzn. drewno uodparnia się na zmiany środowiska (nie pęcznieje i nie krzywi się), drewno jest bardziej ustabilizowane.
zmniejszamy pękanie drewna - w wyniku działania ciepła i wilgoci naprężenia wewnętrzne zostają zlikwidowane
zmienia barwę - tzn. drewno parzone zmienia barwę na złocistą, jest bardzo stabilna, nie utlenia się
następuje niszczenie zarodników grzybni, owadów i takie drewno jest bardziej trwałe
Suszenie - wyprowadzenie wody z drewna
Cel suszenia:
zwiększenie wytrzymałości i trwałości drewna (max. wilgotność 15%)
zmniejszenie ciężaru drewna
zmniejszenie stopnia zmian form i wymiarów gotowego wyrobu, czy też całkowite wyeliminowanie tych zmian
ochrona drewna przed pękaniem (drewno mokre schnąc pęka)
ochrona przez owadami i grzybami (zanieczyszczenia) w granicach 25-35%
polepszanie procesu obróbki i wykańczania powierzchni (niemożliwa jest obróbka gładzeniem jeżeli wilgotność jest powyżej 15%; drewna mokrego nie możemy nakładać farb i lakierów)
polepszenie właściwości rezonansowych, cieplnych i elektrycznych (drewno mokre nie przenosi fal dźwiękowych, nie izoluje, jest dobrym przewodnikiem prądu)
Warunki suszenia:
stworzenie warunków klimatycznych (ruch powietrza, niska wilgotność powietrza, ciepło)
przemieszczanie się wilgoci, wody w postaci cieczy lub pary, czynnikami powodującymi przenoszenie wilgoci są:
dyfuzja - przemieszczanie się cząsteczek danej substancji na skutek dążenia do wyrównywania potencjałów chemicznego i stężenia
termodyfuzja - dyfuzja przyspieszona podwyższoną temperaturą
osmoza - samorzutne przenikanie cząsteczek cieczy przez błony półprzepuszczalne
zmiana ciśnienia gazów i cieczy
Metody suszenia
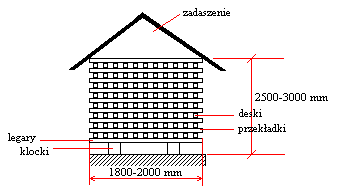
naturalne - w warunkach klimatu naturalnego
Suszenie jest proste. Wymaga jedynie osuszonego obszaru, odpowiednio przygotowanych stanowisk i ułożenia drewna w sztaple
Długość zależy od długości tarcicy.
Przekładki nie rzadziej niż 70 -80 cm. Przekładka o wymiarach 30x25
Wyprowadzamy wodę wolną i część związanej.
Zalety:
wykorzystanie energii słonecznejnastępuje powolne wysychanie, nie następuje zniszczenie i deformacja (czoła poprzeczne powinny być zabezpieczone)
długi czas sprawia, że istnieje zanik naprężeń wewnętrznych
Wady:
obszar (ceny za obszar są bardzo wysokie; można to robić w obszarze małomiejskim lub wiejskim)
zamrożenie materiału na 1; 1,5; 2 lata
aby uzyskać wilgotność 6-7% należy zastosować suszenie sztuczne
sztuczne - w suszarni, gdzie w sposób sztuczny można wywołać warunki klimatyczne.
Suszenie stykowe - polega na wykorzystaniu zjawisk wymiany ciepła między suszonym drewnem, a źródłem ciepła w wyniku przewodzenia. Bezpośrednie zetknięcie materiału ze źródłem ciepła stosowane jest przy materiałach cienkościennych: obłogi, okleiny, cienkie sklejki. Przy materiałach grubościennych nie stosuje się.
Suszenie konwekcyjne - unoszenie się ciepła
suszenie z wymuszonym obiegiem - gdzie ruch powietrza jest sterowany przez wentylatory
z naturalnym obiegiem
Wada - duże straty energii.
Suszenie kondensacyjne - polegają na tym , że wdmuchiwane powietrze jest wyłapywane przez wentylatory, wprowadzone do kondensatora, gdzie następuje chłodzenie i odciągnięcie wody, powietrze zostaje wykorzystane w dalszym procesie.
suszenie jest procesem złożonym technologiczne i kosztownym, ale bardzo ważnym w obróbce.
Ułożenie asortymentów w suszarni jak przy naturalnym.
10
2
Wyszukiwarka