NAZWA ZAKŁADU ATR BYDGOSZCZ |
PROCES TECHNOLOGICZNY |
CECHA WYROBU |
||
Nr. części: AO.01.01
Nazwa części: Wałek stopniowany
Zespół: |
||||
Sprawdził Główny Technolog |
Liczba sztuk na wyrób
|
Zatwierdził Główny Inżynier |
||
|
|
|
||
Data: Podpis: Nazwisko: |
|
Data: Podpis: Nazwisko
|
||
Nazwa zakładu ATR BYDGOSZCZ |
INSTRUKCJA NR.1 |
Symbol |
Nr. rys. |
Pozycja |
Nazwa części |
Sztuk na komplet |
Materiał |
||||||||||||||||
|
Arkusz 1 |
Liczba ark. |
1\1 |
|
AO.01.01 |
|
Wałek stopniowany |
1 |
St5 |
||||||||||||||
|
Operacja |
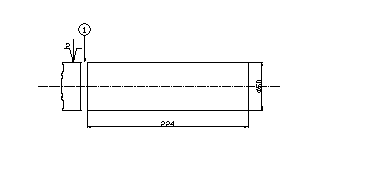
1 |
|||||||||||||||||||||
|
Oddział |
Me |
|||||||||||||||||||||
|
Stanowisko |
GRA610 |
|||||||||||||||||||||
|
Pomoce warsztatowe |
||||||||||||||||||||||
|
Sprawdziany: Narzędzia: Przyrządy: |
1. Przymiar kreskowy MLPd 500 |
|||||||||||||||||||||
|
Nr. zabiegu |
v [ m\min ] |
n [ obr\min ] |
p [ mm\obr ] |
|||||||||||||||||||
|
1 |
19,8 |
10 |
144 |
|||||||||||||||||||
|
|
|
|
|
|||||||||||||||||||
|
|
|
|
|
|||||||||||||||||||
Zmiany |
Było |
|
|
|
|
Wykonał Olszewski |
Sprawdził |
Zatwierdził |
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
Zmieniono |
|
|
|
|
Data |
Podpis |
Data |
Podpis |
Data |
Podpis |
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
Data i podpis |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
Nazwa zakładu ATR BYDGOSZCZ |
INSTRUKCJA NR.2 |
Symbol |
Nr. rys. |
Pozycja |
Nazwa części |
Sztuk na komplet |
Materiał |
||||||||||||||||
|
Arkusz 2 |
Liczba ark. |
1\2 |
|
AO.01.01 |
|
Wałek stopniowany |
1 |
St5 |
||||||||||||||
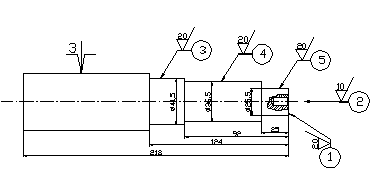
Zamocowanie I |
Operacja |
2 |
|||||||||||||||||||||
|
Oddział |
Me |
|||||||||||||||||||||
|
Stanowisko |
TUB25 |
|||||||||||||||||||||
|
Pomoce warsztatowe |
||||||||||||||||||||||
|
Sprawdziany: Narzędzia: Przyrządy: |
PTRa PN-61/60221
1. Suwmiarka MAUb-140
|
|||||||||||||||||||||
|
Nr. zabiegu |
v [ m\min ] |
n [ obr\min ] |
p [ mm\obr ] |
|||||||||||||||||||
|
1 |
107 |
523 |
0,3 |
|||||||||||||||||||
|
2 |
|
523 |
|
|||||||||||||||||||
|
3 |
80 |
476 |
0,3 |
|||||||||||||||||||
Zmiany |
Było |
|
|
|
|
Wykonał Olszewski |
Sprawdził |
Zatwierdził |
4 |
80 |
476 |
0,3 |
|||||||||||
|
|
|
|
|
|
|
|
|
5 |
80 |
476 |
0,3 |
|||||||||||
|
Zmieniono |
|
|
|
|
Data |
Podpis |
Data |
Podpis |
Data |
Podpis |
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
Data i podpis |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
Nazwa zakładu ATR BYDGOSZCZ |
INSTRUKCJA NR.3 |
Symbol |
Nr. rys. |
Pozycja |
Nazwa części |
Sztuk na komplet |
Materiał |
||||||||||||||||
|
Arkusz 3 |
Liczba ark. |
2\2 |
|
AO.01.01 |
|
Wałek stopniowany |
1 |
St5 |
||||||||||||||
|
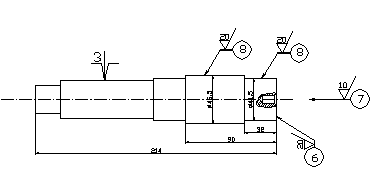
Operacja |
2 |
|||||||||||||||||||||
|
Oddział |
Me |
|||||||||||||||||||||
|
Stanowisko |
TUB25 |
|||||||||||||||||||||
|
Pomoce warsztatowe |
||||||||||||||||||||||
|
Sprawdziany: Narzędzia: Przyrządy: |
PTRa PN-61/60221
1. Nóż składany SECODEX P111.26
1. Suwmiarka MAUb-140
|
|||||||||||||||||||||
|
Nr. zabiegu |
v [ m\min ] |
n [ obr\min ] |
p [ mm\obr ] |
|||||||||||||||||||
|
6 |
107 |
523 |
0,3 |
|||||||||||||||||||
|
7 |
|
523 |
|
|||||||||||||||||||
|
8 |
80 |
476 |
0,3 |
|||||||||||||||||||
Zmiany |
Było |
|
|
|
|
Wykonał Olszewski |
Sprawdził |
Zatwierdził |
9 |
80 |
476 |
0,3 |
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
Zmieniono |
|
|
|
|
Data |
Podpis |
Data |
Podpis |
Data |
Podpis |
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
Data i podpis |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
Nazwa zakładu ATR BYDGOSZCZ |
INSTRUKCJA NR.4 |
Symbol |
Nr. rys. |
Pozycja |
Nazwa części |
Sztuk na komplet |
Materiał |
||||||||||||||||
|
Arkusz 4 |
Liczba ark. |
1\2 |
|
AO.01.01 |
|
Wałek stopniowany |
1 |
St5 |
||||||||||||||
|
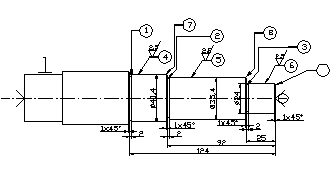
Operacja |
3 |
|||||||||||||||||||||
|
Oddział |
Me |
|||||||||||||||||||||
|
Stanowisko |
TUB25 |
|||||||||||||||||||||
|
Pomoce warsztatowe |
||||||||||||||||||||||
|
Sprawdziany: Narzędzia: Przyrządy: |
|
|||||||||||||||||||||
|
Nr. zabiegu |
v [ m\min ] |
n [ obr\min ] |
p [ mm\obr ] |
|||||||||||||||||||
|
1-3 |
100 |
710 |
0,05 |
|||||||||||||||||||
|
4 |
100 |
710 |
0,05 |
|||||||||||||||||||
|
5;6 |
100 |
710 |
0,05 |
|||||||||||||||||||
Zmiany |
Było |
|
|
|
|
Wykonał Olszewski |
Sprawdził |
Zatwierdził |
7-9 |
90 |
940 |
R |
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
Zmieniono |
|
|
|
|
Data |
Podpis |
Data |
Podpis |
Data |
Podpis |
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
Data i podpis |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
Nazwa zakładu ATR BYDGOSZCZ |
INSTRUKCJA NR.5 |
Symbol |
Nr. rys. |
Pozycja |
Nazwa części |
Sztuk na komplet |
Materiał |
||||||||||||||||
|
Arkusz 5 |
Liczba ark. |
2\2 |
|
AO.01.01 |
|
Wałek stopniowany |
1 |
St5 |
||||||||||||||
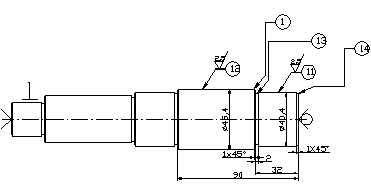
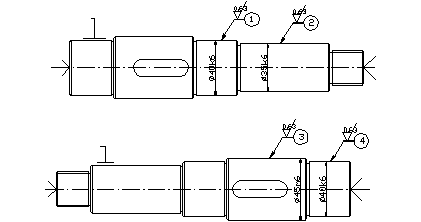
10. Toczyć podcięcie φ39,5 zachowując wymiar 32 11. Toczyć kształtująco φ40,4 12. Toczyć kształtująco φ45,4 13. Załamać krawędź 1x45 14. Załamać krawędź 1x45 Zamocowanie II |
Operacja |
3 |
|||||||||||||||||||||
|
Oddział |
Me |
|||||||||||||||||||||
|
Stanowisko |
TUB25 |
|||||||||||||||||||||
|
Pomoce warsztatowe |
||||||||||||||||||||||
|
Sprawdziany: Narzędzia: Przyrządy: |
|
|||||||||||||||||||||
|
Nr. zabiegu |
v [ m\min ] |
n [ obr\min ] |
p [ mm\obr ] |
|||||||||||||||||||
|
10 |
100 |
710 |
0,05 |
|||||||||||||||||||
|
11;12 |
100 |
710 |
0,05 |
|||||||||||||||||||
|
13;14 |
90 |
940 |
R |
|||||||||||||||||||
Zmiany |
Było |
|
|
|
|
Wykonał Olszewski |
Sprawdził |
Zatwierdził |
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
Zmieniono |
|
|
|
|
Data |
Podpis |
Data |
Podpis |
Data |
Podpis |
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
Data i podpis |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
Nazwa zakładu ATR BYDGOSZCZ |
INSTRUKCJA NR.6 |
Symbol |
Nr. rys. |
Pozycja |
Nazwa części |
Sztuk na komplet |
Materiał |
||||||||||||||||
|
Arkusz 6 |
Liczba ark. |
1\1 |
|
AO.01.01 |
|
Wałek stopniowany |
1 |
St5 |
||||||||||||||
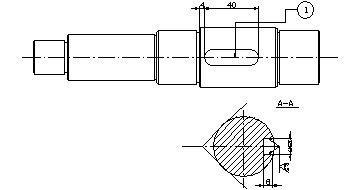
Frezować rowek wpustowy 12x8x40 |
Operacja |
4 |
|||||||||||||||||||||
|
Oddział |
Me |
|||||||||||||||||||||
|
Stanowisko |
FV |
|||||||||||||||||||||
|
Pomoce warsztatowe |
||||||||||||||||||||||
|
Sprawdziany: Narzędzia: Przyrządy: |
|
|||||||||||||||||||||
|
Nr. zabiegu |
v [ m\min ] |
n [ obr\min ] |
p [ mm\obr ] |
|||||||||||||||||||
|
1 |
25 |
630 |
0,10 |
|||||||||||||||||||
|
|
|
|
|
|||||||||||||||||||
|
|
|
|
|
|||||||||||||||||||
Zmiany |
Było |
|
|
|
|
Wykonał Olszewski |
Sprawdził |
Zatwierdził |
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
Zmieniono |
|
|
|
|
Data |
Podpis |
Data |
Podpis |
Data |
Podpis |
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
Data i podpis |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
Nazwa zakładu ATR BYDGOSZCZ |
INSTRUKCJA NR.7 |
Symbol |
Nr. rys. |
Pozycja |
Nazwa części |
Sztuk na komplet |
Materiał |
||||||||||||||||
|
Arkusz 7 |
Liczba ark. |
1\1 |
|
AO.01.01 |
|
Wałek stopniowany |
1 |
St5 |
||||||||||||||
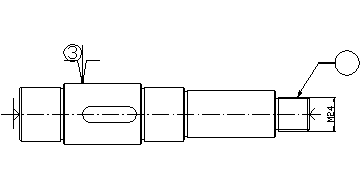
1. Gwintować M 24 x1,5 zachowując wymiar 23 |
Operacja |
5 |
|||||||||||||||||||||
|
Oddział |
Me |
|||||||||||||||||||||
|
Stanowisko |
TUB25 |
|||||||||||||||||||||
|
Pomoce warsztatowe |
||||||||||||||||||||||
|
Sprawdziany: Narzędzia: Przyrządy: |
1. Sprawdzian do gwintu MSBg M24x1,5
|
|||||||||||||||||||||
|
Nr. zabiegu |
v [ m\min ] |
n [ obr\min ] |
p [ mm\obr ] |
|||||||||||||||||||
|
1 |
20 |
200 |
1,5 |
|||||||||||||||||||
|
|
|
|
|
|||||||||||||||||||
|
|
|
|
|
|||||||||||||||||||
Zmiany |
Było |
|
|
|
|
Wykonał Olszewski |
Sprawdził |
Zatwierdził |
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
Zmieniono |
|
|
|
|
Data |
Podpis |
Data |
Podpis |
Data |
Podpis |
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
Data i podpis |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
Nazwa zakładu ATR BYDGOSZCZ |
INSTRUKCJA NR.8 |
Symbol |
Nr. rys. |
Pozycja |
Nazwa części |
Sztuk na komplet |
Materiał |
||||||||||||||||
|
Arkusz 8 |
Liczba ark. |
1\1 |
|
AO.01.01 |
|
Wałek stopniowany |
1 |
St5 |
||||||||||||||
|
Operacja |
6 |
|||||||||||||||||||||
|
Oddział |
Me |
|||||||||||||||||||||
|
Stanowisko |
WK-40 |
|||||||||||||||||||||
|
Pomoce warsztatowe |
||||||||||||||||||||||
|
Sprawdziany: Narzędzia: Przyrządy: |
|
|||||||||||||||||||||
|
Nr. zabiegu |
v [ m\min ] |
n [ obr\min ] |
p [ mm\obr ] |
|||||||||||||||||||
|
1 |
20 |
800 |
0,4 |
|||||||||||||||||||
|
2 |
3,6 |
100 |
1,5 |
|||||||||||||||||||
|
|
|
|
|
|||||||||||||||||||
Zmiany |
Było |
|
|
|
|
Wykonał Olszewski |
Sprawdził |
Zatwierdził |
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
Zmieniono |
|
|
|
|
Data |
Podpis |
Data |
Podpis |
Data |
Podpis |
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
Data i podpis |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
Nazwa zakładu ATR BYDGOSZCZ |
INSTRUKCJA NR.9 |
Symbol |
Nr. rys. |
Pozycja |
Nazwa części |
Sztuk na komplet |
Materiał |
||||||||||||||||
|
Arkusz 9 |
Liczba ark. |
1\1 |
|
AO.01.01 |
|
Wałek stopniowany |
1 |
St5 |
||||||||||||||
|
Operacja |
7 |
|||||||||||||||||||||
|
Oddział |
Me |
|||||||||||||||||||||
|
Stanowisko |
S |
|||||||||||||||||||||
|
Pomoce warsztatowe |
||||||||||||||||||||||
|
Sprawdziany: Narzędzia: Przyrządy: |
T1A/250x76x32-99A-25-N-6-V PB-71/M59150
40k6; 35k6; 45m6
|
|||||||||||||||||||||
|
Nr. zabiegu |
v [ m\min ] |
n [ obr\min ] |
p [ mm\obr ] |
|||||||||||||||||||
|
1-4 |
30 |
240 |
0,5 |
|||||||||||||||||||
|
|
|
|
|
|||||||||||||||||||
|
|
|
|
|
|||||||||||||||||||
Zmiany |
Było |
|
|
|
|
Wykonał Olszewski |
Sprawdził |
Zatwierdził |
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
Zmieniono |
|
|
|
|
Data |
Podpis |
Data |
Podpis |
Data |
Podpis |
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
Data i podpis |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
Wyszukiwarka