Michał Marczak M-42 Data wykonania ćwiczenia:
Maciej Piątek M-42 05.06.2007
Antoni Podlecki M-42
Andrzej Parafiniuk M-42
Marcin Tarasiuk M-42
Tomasz Tyszko M-42
Jakub Wróbel M-42
Daniel Zagórski M-42
Artur Sinkiewicz M-41
SPRAWOZDANIE: „Wtryskiwanie - badanie płynności”
1) CEL ĆWICZENIA
Celem ćwiczenia było zapoznanie z budową i cyklem pracy wtryskarki oraz badanie płynności tworzyw sztucznych metodą półtechniczną - obserwowanie długości płynięcia w spirali Archimedesa przy ustalonych wartościach parametrów.
2) PODSTAWY TERORETYCZNE
Płynność jest to zdolność materiału do całkowitego, równomiernego wypełnienia formy. Może być ona określona jako odwrotność lepkości gdyż im mniejsza lepkość tym większa jest płynność tworzywa. Zależy ona między innymi od długości łańcucha - im dłuższy łańcuch tym płynność staje się mniejsza(w przeciwieństwie do udarności, która przy wydłużonych łańcuchach przyjmuje większe wartości). Istotną rolę w płynności odgrywają parametry - ciśnienie oraz temperatura.
3) PRZEBIEG ĆWICZENIA
Po wstępnym przedstawieniu działania wtryskarki badaliśmy płynność polistyrenu o dużej udarności. Forma użyta do badań miała kształt spirali Archimedesa z naniesioną odpowiednią działką, która pozwoliła nam na odczytanie długości płynięcia. Forma ta była formą otwartą(tzn. ciśnienie panujące w formie jest ciśnieniem atmosferycznym)
Na samym początku zostały ustawione parametry procesu:
ciśnienie plastyfikacji - 120[bar]
ciśnienie docisku - 384[bar]
ciśnienie wtrysku - 360[bar]
prędkość wtrysku - 30%
temperatura w kolejnych strefach:210, 200, 190, 180 [°C]
Badania prowadziliśmy dla niezmienionych wartości temperatury a zmienialiśmy tylko parametr ciśnienia wtrysku. Po każdym cyklu mierzyliśmy długość spirali. Wyniki zestawiliśmy w tabeli poniżej:
ciśnienie wtrysku [bar] |
360 |
480 |
600 |
720 |
||
długość płynięcia [cm] |
L.p. |
1 |
30,5 |
39 |
47 |
54,5 |
|
|
2 |
30 |
39,5 |
46,5 |
55 |
|
|
3 |
29 |
38,5 |
46,5 |
55 |
średnia długość |
29,8 |
39 |
46,6 |
54,8 |
||
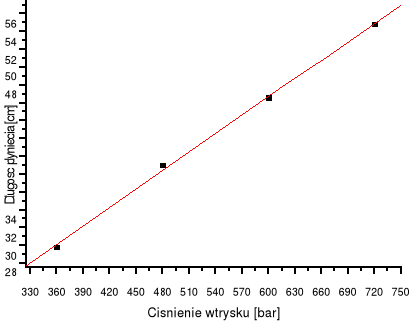
Następnie wykonaliśmy wykres zależności długości płynięcia od ciśnienia, który przedstawia się następująco.
4) WNIOSKI
Z wykresu wynika, ze przebieg zależności długości płynięcia od ciśnienia wtrysku jest przebiegiem liniowym. Wynika z tego, że:
* Płynność tworzywa w procesie wtryskiwania jest proporcjonalna do zadanego ciśnienia wtrysku.
* Na płynność, poza własnościami tworzywa, bezpośredni wpływ mają parametry procesu - temperatura tworzywa oraz ciśnienie wtrysku
* Modyfikując parametry ciśnienia i temperatury, możemy wpływać na płynność tworzywa a przez to na dokładność wymiarową wykonania wyrobu.
* Przy odpowiednim nastawieniu parametrów możemy uzyskać optymalny proces, w którym przy zminimalizowanym zużyciu energii potrzebnej do zadania odpowiednich parametrów otrzymamy dobrą (zadowalającą) jakość wykonania wypraski.
* Większą dokładność wymiarową będą miały wypraski otrzymane po kilku cyklach pracy gdyż forma nagrzewa się do odpowiedniej temperatury powodując lepsze płynięcie materiału po ścianach formy przez co lepsze jest jej wypełnienie tworzywem.
Wyszukiwarka