Joanna Nadstawna
Studia zaoczne WZiE semestr 3
grupa 1
Sprawozdanie nr 4
TEMAT: SPAWANIE ELEKTRYCZNE
I. Część teoretyczna
. Spawanie elektryczne służy do połączenia elementów w sposób trwały. Spawane przedmioty spawamy źródłem ciepła, którą jest energia elektryczna przetwarzana na ciepło.
Odmiany spawania:
spawanie gazowe (acetylen paliwo - palnik mieszany z tlenem)
łuk elektryczny (spawarki)
żużlowe spawanie
elektronowe
laserowe
plazmowe
egzotermiczne
Zależnie od warunków spawania (metody i techniki) oddziaływanie ciepła na materiał spawany może sięgać na różną głębokość. W ścisłej od tego zależności kształtuje się szerokość strefy wypływu ciepła.
W wyniku spawania otrzymuje się złącze spawane, w którym wyróżnia się trzy wyraźne obszary:
spoinę,
strefę wpływu ciepła,
strefę materiału spawanego.
Spoina ograniczona jest granicą wtopienia oraz licem i granicą.
Metody spawania
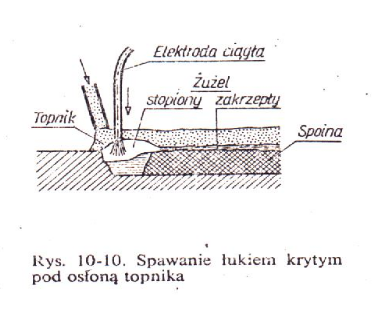
METODA SPAWANIA ŁUKIEM KRYTYM: polega na wykorzystaniu ciepła wytworzonego w łuku elektrycznym, utrzymującym się miedzy elektrodą i spawanym przedmiotem w przestrzeni odizolowanej od otaczającej atmosfery warstwą topnika. Posiada ona wiele zalet:
duża prędkość spawania,
duża głębokość wtopienia,
dobra jakość wykonanej spoiny,
małe zużycie spoiwa ze względu na spawanie blach znacznej grubości bez ukosowania oraz stosowania rowków o małym przekroju przy ukosowaniu,
mały rozprysk metalu podczas spawania.
METODA SPAWANIA TIG:
Metodę spawania TIG stosuje się do spawania:
aluminium,
innych metali przy zasilaniu łuku prądem stałym i podłączeniu elektrody do bieguna ujemnego.
Elektroda wolframowa umieszczona jest w dyszy, do której doprowadzony jest gaz osłonowy. Elektroda jest podłączona do jednego bieguna źródła prądu, do drugiego zaś spawany przedmiot. Po zajarzeniu łuku, utrzymującego się między elektrodą a spawanym przedmiotem, nadtapia się miejscowo przedmiot oraz wprowadzone równocześnie do przestrzeni łuku spoiwo. Z ciekłego metalu kształtuje się spoina. Wypływający podczas spawania z dyszy gaz osłonowy zabezpiecza przestrzeń łuku i jeziorko kąpieli metalowej przed zetknięciem się z otaczającym powietrzem. Ochrona jest całkowita, gaz szlachetny nie wchodzi w reakcję z ciekłym metalem. Łuk jest zasilany najczęściej prądem stałym, przy czym elektroda może być podłączona do bieguna dodatniego lub ujemnego.
II. Opis części praktycznej ćwiczenia
Rodzaje spoin
Spoiny czołowe:
spoina na I,
spoina na V,
spoina na X,
spoina na U,
spoina z podpawaniem,
spoina na ½ V,
spoina na K.
Spoiny pachwinowe:
płaska,
wklęsła,
wypukła,
dwustronna,
kołkowa.
Podstawowe pozycje spoin czołowych i pachwinowych
A1 - podolna, A3 - pułapowa, B1 - naboczna, B3 - pułapowa,
A2 - naścienna, A4 - pionowa, B2 - podolna(korytkowa), B4 - pionowa,
Wady złącz spawanych
brak przetopu,
nadmierny przetop,
rozlew,
podtopienie,
nadmierny nadlew,
wklęsłość,
krater,
niewłaściwy wymiar spoin pachwinowe,
pęknięcia.
III. Wnioski
Wyszukiwarka