I Zakład
POLSL GLIWICE |
II Dział
|
III Oddział
|
Karta normowania czasu obróbki skrawaniem
Operacja nr 20 |
V Wyrób
Wałek |
|||
|
Nazwa przedmiotu Wałek ......................................................................................................................................................................Nr rysunku ................................................................ Nr karty technologicznej...................1.......................
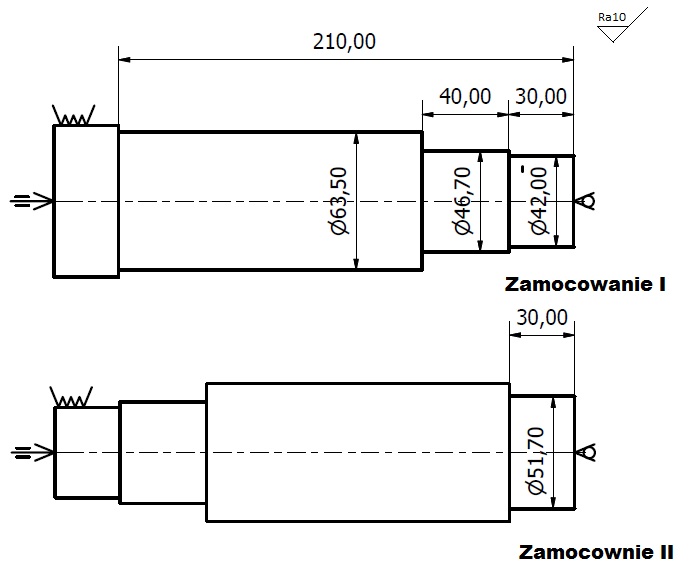
Nazwa operacji Toczyć zgrubnie powierzchnie zewnętrzne ................................................................................... Kategoria zaszeregowania roboty ...................................................................................Wymiary materiału wyjściowego ...Pręt 68 Symbol lub oznaczenie materiału ...C 45 ...................................................................... ...................................................................................
Ciężar jednostkowy brutto............6,95.................kg Obrabiarka Tokarka uniwersalna Sposób mocowania Uchwyt samocentrujący, kieł stały, kieł obrotowy Ilość jednoczenie zamocowanych przedmiotów 1 Wielkość partii n- 1000 szt.
|
Rodzaj czasu |
Czas |
||||
|
|
|
Symbol |
min. |
|||
|
|
Czas główny |
tg
|
3,54 |
|||
|
|
Czas pomocniczy |
tp |
5,4 |
|||
|
|
Czas wykonania tg + tp |
tw |
8,94 |
|||
|
|
Czas obsługi technicznej |
tot |
12% czasu wykonawczego |
|||
|
|
Czas obsługi organizacyjnej |
too |
|
|||
|
|
Czas obsługi stanowiska roboczego tot + too |
to |
|
|||
|
|
Czas na odpoczynek |
tfo |
|
|||
|
|
Czas na potrzeby naturalne |
tfm |
|
|||
|
|
Czas na potrzeby fizjologiczne tfn + tfo |
tf |
|
|||
|
|
Czas uzupełniający to + tf |
tu |
1,07 |
|||
|
|
Czas jednostkowy tw + tu |
tj |
10,01 |
|||
|
|
Czas przygotow. zakończeniowy |
tpz |
23 |
|||
|
|
Norma czasu Na partię n= 1000 szt. T = tpz + n * tj
|
10033 |
||||
Lp. |
Nazwa zabiegu |
Narzędzia |
Wymiary obrabianych powierzchni w mm |
Naddatek na Obróbkę w mm |
Liczba przejść i |
Warunki obróbki |
Czas główny tg min |
Czas pomocniczy tp, min |
Źródło (karta/strona) |
||||||||||||||
|
|
skrawające |
Miernicze |
|
|
|
|
|
|
|
|||||||||||||
|
|
Nazwa (symbol) |
Materiał |
|
Średnica D |
Długość l |
Szerokość B |
Dobieg i wybieg I1 + I2 |
Długość obliczeniowa L |
|
|
Głębokość skrawania g mm |
Posuw: p mm/obr pm mm/min |
Prędkość skrawania v m/min |
Prędkość obrotowa n |
Moc efektywna Nc kW |
|
Zamocowanie i odmocowanie przedmiotu |
Związany z zabiegiem |
Zmiana obrotów posuwu lub narzędzi |
Pomiaru |
Razem tp min |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
24 |
1 |
Toczyć zgrubnie Ø63,5 |
NNZa, NNBe |
C45 |
Suwmiarka MAUe-140 |
63,5 |
142,2 |
|
3,5 |
145,7 |
3,5 |
1 |
3 |
0,3 |
162 |
810 |
|
1,19 |
0,4 |
0,6 |
0,12 |
0,16 |
1,28 |
|
2 |
Toczyć zgrubnie Ø46,7 |
NNZa, NNBe |
C45 |
Suwmiarka MAUe-140 |
46,7 |
71,1 |
|
3,5 |
74,6 |
3,5 |
4 |
3 |
0,3 |
159 |
810 |
|
1,22 |
- |
0,6 |
0,72 |
0,16 |
1,48 |
|
3 |
Toczyć zgrubnie Ø42 |
NNZa, NNBe |
C45 |
Suwmiarka MAUe-140 |
42 |
31,1 |
|
3,5 |
34,6 |
3,5 |
5 |
3 |
0,3 |
106 |
810 |
|
0,71 |
- |
0,6 |
0,72 |
0,16 |
1,48 |
|
4 |
Toczyć zgrubnie Ø51,7 |
NNZa, NNBe |
C45 |
Suwmiarka MAUe-140 |
51,7 |
31,1 |
|
3,5 |
34,6 |
3,5 |
3 |
3 |
0,3 |
131 |
810 |
|
0,42 |
0,4 |
0,6 |
- |
0,16 |
1,16 |
|
Razem |
3,54 |
0,8 |
2,4 |
1,56 |
0,64 |
5,4 |
|
||||||||||||||||
Wyszukiwarka