10. METODY WYKONYWANIA GWINTÓW I UZĘBIEŃ WALCOWYCH
Zarówno gwintowanie jak i obróbka uzębień stanowią zbiór wielu metod, które z kinematycznego punktu widzenia należą do różnych sposobów obróbki. Cechą charakterystyczną obróbki gwintów i obróbki uzębień jest złożoność kinematycznych ruchów i stereometrycznych cech narzędzi.
Celem ćwiczenia jest poznanie metod wykonywania:
gwintów toczeniem oraz przy pomocy gwintowników i narzynek,
kół zębatych walcowych metodą kształtową oraz frezowania obwiedniowego.
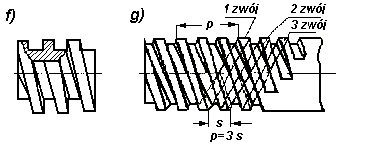
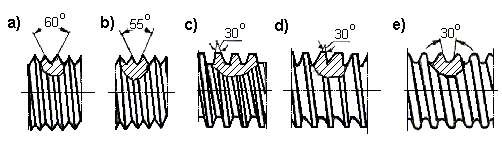
Rys. 10.1. Różne rodzaje gwintów: a) trójkątny metryczny, b) trójkątny calowy (Whitwortha),
c) trapezowy symetryczny, d) trapezowy niesymetryczny, e) okrągły, f) prostokątny jednozwojny,
g) prostokątny wielozwojny (trójwchodowy)
10.1. Metody wykonywania gwintów
10. 1.1. Podstawowe rodzaje gwintów
Gwinty mają zwoje ułożone na powierzchni walcowej lub stożkowej według linii śrubowej. Określane są za pomocą następujących danych:
zarys gwintu,
wymiar gwintu,
kierunek linii zwojów,
krotność gwintu.
Sposoby wykonywania gwintów metodami obróbki ubytkowej
Zależnie od średnicy gwintu, usytuowania powierzchni na której znajduje się gwint, materiału obrabianego, dokładności, przeznaczenia i wielkości produkcji wyróżnia się następujące sposoby wykonania:
nacinanie gwintownikami (gwinty wewnętrzne),
nacinanie narzynkami (gwinty zewnętrzne),
nacinanie głowicami gwinciarskimi (gwinty zewnętrzne),
toczenie gwintów nożami pojedynczymi, wielokrotnymi oraz obwiedniowymi,
frezowanie frezami pojedynczymi, wielokrotnymi i głowicami obiegowymi.
szlifowanie ściernicami z zarysem pojedynczym lub wielokrotnym.
Wykonywanie gwintów gwintownikami
Gwintowniki są narzędziami skrawającymi wieloostrzowymi, przeznaczonymi do nacinania w otworach gwintów zarówno lewo jak i prawozwojnych. Budowa ich odznacza się tym, że ostrza skrawające umieszczone są na obwodzie gwintownika, wzdłuż linii śrubowej o ustalonym skoku. Każde ostrze jest oddzielone wrębem od następnego. Wręby te powstają w wyniku wykonania na gwintowniku rowków wiórowych.
Gwintownik ma część roboczą A i część chwytową B (rys10.2). W części roboczej wyróżnia się część skrawającą A1 i część prowadzącą (kalibrującą) A2. W części chwytowej wyróżnia się chwyt (walcowy lub stożkowy), oraz część zabierakową B1 (płetwa lub ścięcie czworokątne).
Gwintowniki mają następujące parametry stereometryczne:
kąt natarcia γo, który może się mieścić w granicach 5 do 30o,
kąt przyłożenia w części skrawającej αo = 6 do 12o,
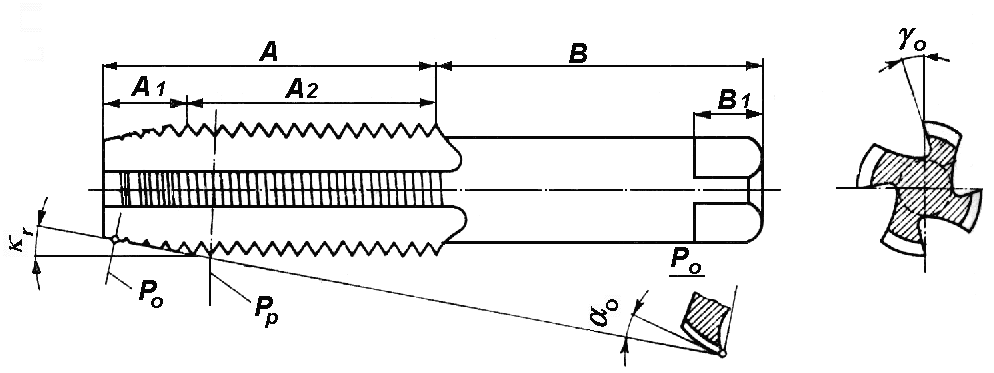
kąt przystawienia κr, przyjmuje wartości od 3o dla gwintownika wykańczają-cego do 18o dla gwintownika wstępnego.
Rys. 10.2. Gwintownik i stereometria jego ostrzy
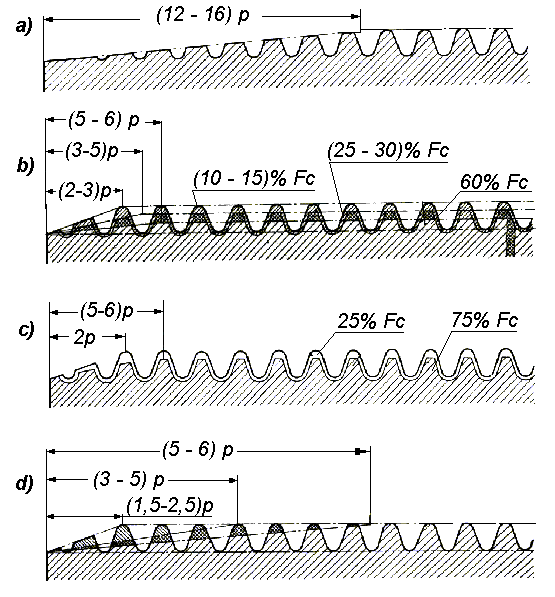
W obróbce maszynowej może być stosowany jeden gwintownik (rys. 10.3a). Długość jego części skrawającej wynosi 12 do 16 skoków gwintu. Do obróbki ręcznej stosowane są komplety gwintowników składające się z trzech lub dwóch gwintowników (rys 10.3b i c). Najczęściej dobiera się kształt i wymiary czę-ści skrawającej tak, aby na pierwszy gwintownik (zdzierak) przypadało 50 - 60% naddatku, na gwin-townik drugi (pośredni) 25 - 30% naddatku. Reszta pozostaje dla gwintownika trzeciego - wykańczają-ce-go.
Rys. 10.3. Zarys nakroju a) gwintownika maszynowego, b), c) rozkład naddatku dla kompletu trzech i dwóch gwintowników ręcznych,
d) rozkład naddatku dla zespółu trzech gwintowników wykańczaków (komplet B)
Otwory przed gwintowaniem muszą być uprzednio obrobione na wymiar tak, aby gwintownik nie skrawał na swojej średnicy wewnętrznej. Zbyt mały otwór przed gwintowaniem grozi ukręceniem gwintownika. Podczas gwintowania gwintownikiem odkształcenie materiału w strefie skrawania powoduje unoszenie się zwojów gwintu w kierunku promieniowym, dlatego otwory przeznaczone do gwintowania muszą mieć średnicę dostosowaną do wykonywanego gwintu. W tabeli 10.1 podano przykłady wymiarów otworów pod gwint.
Tabela 10.1. Przykłady wymiarów otworów pod gwint dla różnych materiałów obrabianych
Średnica gwintu [mm] |
Żeliwo i brąz [mm] |
Stal, mosiądz i stopy aluminium [mm] |
M5 M6 M8 M10 M12 M16 M20 M24 M30 |
φ 4,1 φ 4,9 φ 6,6 φ 8,3 φ 9,9 φ 13,8 φ 17,25 φ 20,75 φ 25,75 |
φ 4,2 φ 5 φ 6,7 φ 8,4 φ 10,0 φ 13,9 φ17,5 φ21,0 φ 26,0 |
Dla dobrego wprowadzenia gwintownika należy przed gwintowaniem otwór sfazować. W przypadku gwintowania otworów nieprzelotowych głębokość otworu powinna być większa od założonej długości gwintu o wymiar odpowiadający przynajmniej czterem nitkom gwintu.
W gwintowaniu ręcznym stosowany jest napęd pokrętłem. W celu zmniejszenia tarcia na części prowadzącej zalecane jest stosowanie cieczy smarującej, np. oleju wiertniczego. Gwintowanie ręczne nie wymaga chłodzenia a to z uwagi na małą prędkość skrawania i przerywany charakter pracy.
W gwintowaniu maszynowym wymagane jest zastosowanie stosunkowo małych prędkości skrawania i zastosowania nawrotności wrzeciona, co spowodowane jest koniecznością wykręcania gwintownika z otworu. Dla zabezpieczenia gwintowników przed ich przeciążeniem i ewentualnym ukręceniem stosowane są oprawki przeciążeniowe, wyposażone najczęściej w sprzęgła kłowe, które równocześnie pełnią rolę grzechotki, dając znać o przeciążeniu.
W początkowej fazie gwintowania gwintownik ma posuw wymuszony. Po na-cięciu kilku zwojów posuw narzędzia odbywa się samoczynnie.
Orientacyjne prędkości skrawania podczas gwintowania gwintownikami (zależnie od średnicy gwintu) wynoszą dla:
stali 5 do 12 m/min,
żeliwa 8 do 25 m/min,
metali kolorowych 10 do 35 m/min.
Dochowanie tych prędkości skrawania i stosowanie cieczy chłodząco-smarujących , gwarantuje dotrzymanie okresu trwałości ostrza w granicach od 90 do 150 minut ciągłej pracy.
Wykonywanie gwintów narzynkami
Do gwintowania zewnętrznego można stosować zarówno narzynki jak i głowice gwinciarskie, w obróbce ręcznej jak i maszynowej.
Narzynki mają większość parametrów stereometrycznych podobną do gwintowników (rys 10.4). Wyjątek stanowi jedynie kąt przystawienia κr, który dla narzynek gwintujących przelotowo wynosi 20 do 30o, a dla narzynek gwintujących nieprzelotowo κr = 45o.
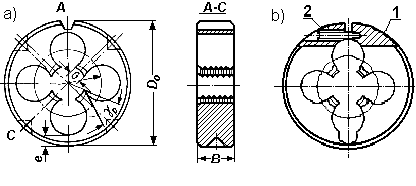
Rys. 10. 4. Narzynka okrągła: a) pełna i b) okrągła nastawna
Z uwagi na konstrukcję rozróżnia się narzynki okrągłe (otwarte i zamknięte), kwadratowe, sześcioboczne i inne (rys. 10.5).
Narzynki stosuje się głównie w warunkach produkcji jednostkowej i do gwin-towania ręcznego. Średnica trzpienia do gwintowania powinna być o 0,1 skoku gwintu mniejsza od średnicy gwintu, co np. dla gwintu zewnętrznego M12 daje średnicę 11,8 mm. Pamiętać należy także o wykonaniu odpowiednich sfazowań wprowa-dzających dla narzynki takich, aby średnica na końcu fazy była równa lub mniejsza od średnicy wewnętrznej narzynki.
Narzynki otwarte (rozcięte z jednej strony) pozwalają na niewielkę zmianę średnicy gwintu.
Orientacyjne prędkości skrawania dla gwintowania maszynowego narzynkami przy zastosowaniu cieczy chłodząco-smarującej wynoszą dla:
stali 2 do 4 m/min,
żeliwa 4 do 8 m/min,
metali kolorowych 8 do 15 m/min.
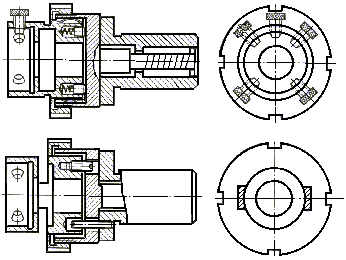
Przykłady oprawek do narzynek stosowanych w obróbce maszynowej pokazano na rys. 10.6. Ich konstrukcja pozwala na niewielkie i samoczynne ustawianie się narzynki względem osi gwintowanej śruby. Bardziej skomplikowane konstrukcje zabezpieczają dodatkowo narzynkę przed przeciążeniem i zrywaniem nitek gwintu.
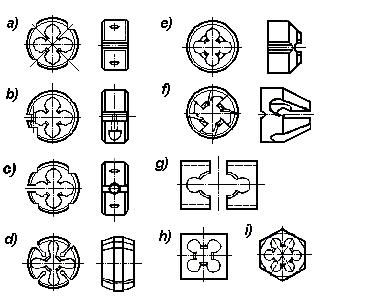
Rys. 10.5. Odmiany narzynek i gwintownic; a) okrągła, b) i c) okrągłe nastawne za pomocą wkręta,
d) okrągła nastawna o zwiększonej sprężystości, e) dzwonowa automatowa, f) tulejowa automatowa,
g) dzielona, h) kwadratowa, i) sześcioboczna
Rys. 10.6. Oprawki do narzynek okrągłych do pracy maszynowej.
Toczenie gwintów
Toczenie stosuje się do gwintów zewnętrznych i wewnętrznych, gwintów śrub pociągowych o zarysie prostokątnym i trapezowym, gwintów o dużych średnicach i nienormalnym zarysie lub skoku oraz w przypadku niewielkich serii przedmiotów.
Do toczenia gwintów stosuje się noże tokarskie:
kształtowe pojedyncze (imakowe lub oprawkowe),
kształtowe wielokrotne (tzw. grzebieniowe),
specjalne, do toczenia obwiedniowego .
Toczenie gwintu nożem pojedynczym na tokarce jest obróbką mało wydajną. Narzędzie jest jednak bardzo proste i tanie. Dokładność gwintu (skok i współ-osiowość) jest dość duża. W przypadku dokładnej śruby pociągowej i liniału korekcyjnego może być nawet bardzo duża.
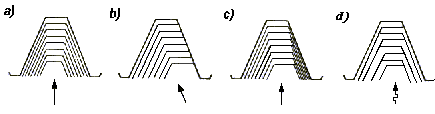
Rys. 10.7. Sposoby podziału naddatku obróbkowego
Przy toczeniu pojedynczym nożem głębokość gwintu zmusza do podziału warstwy skrawanej na szereg przejść (rys. 10.7). Na rysunku 10.8 przedstawiono przykładowe noże pojedyncze imakowe do toczenia gwintów, oraz noź oprawkowy słupkowy, krążkowy i styczny.
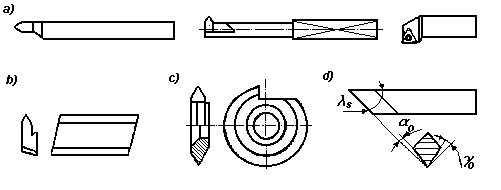
Rys. 10.8. Noże do toczenia gwintów: a) imakowe, b) słupkowy, c) krążkowy, d) styczny
Kąt wierzchołkowy ostrza noża do gwintu powinien być nieco mniejszy od kąta rozwarcia gwintu. Zmniejszenie tego kąta jest uzasadniane rozbijaniem wrębu gwintu przez nóż pojedynczy. Zaleca się, aby kąt wierzchołkowy noża pojedynczego był mniejszy o około 30 minut od kąta wrębu gwintu (59o 30` dla gwintów metrycznych, 54o 30` dla gwintów calowych). Kąt natarcia noża pojedynczego wynosi od 0 do 25o i zależy od rodzaju obrabianego materiału. Kąt przyłożenia przyjmuje się w granicach od 3 do 12o w zależności od średnicy i skoku gwintu.
Dobór warunków skrawania przy nacinaniu gwintów nożami pojedynczymi sprowadza się do wyboru odpowiedniej liczby przejść i do obliczenia prędkości skrawania. Tą zaś oblicza się z uwzględnieniem materiału narzędzia i materiału obrabianego oraz konieczności wycofywania noża po każdym przejściu. Dlatego gwinty toczone wymagają podtoczenia, tzn. rowka, który ma na celu umożliwienie wycofania ostrza po każdym przejściu noża.
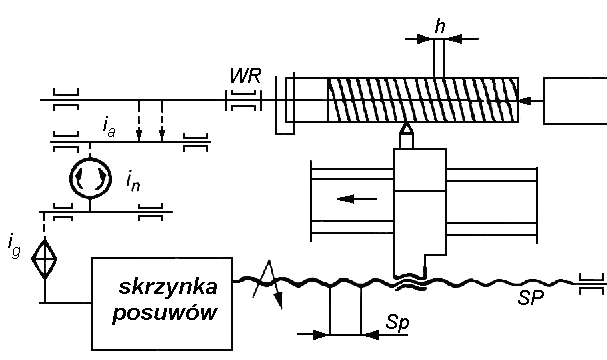
W toczeniu skok gwintu powstaje przez sprzęgnięcie ruchu obrotowego przedmiotu z ruchem prostoliniowym narzędzia. Uzyskuje się to przez wybranie odpowiedniego przełożenia w skrzynce posuwów lub założenie odpowiednich kół zmianowych w przekładni gitarowej ig (rys.10.9).
Rys.10.9. Podstawowe elementy łańcucha kinematycznego posuwów gwintowych tokarki
Toczenie gwintu nożem wielokrotnym grzebieniowym, z nakrojem umożliwia wykonanie gwintu w jednym przejściu. Wymaga jednak bardzo sztywnego przedmiotu oraz długiego wybiegu ze względu na stosunkowo długi nakrój.
Toczenie obwiedniowe gwintów (rys.10.10) wymaga specjalnych obrabiarek, umożliwiających synchronizację ruchu obrotowego i posuwu. Wymaga również specjalnego i w dodatku kosztownego narzędzia. Toczenie obwiedniowe stosuje się głównie do obróbki bardzo długich śrub pociągowych. Sposób ten pozwala także na toczenie nie tylko gwintów ale i ślimaków walcowych.
10.2. Metody wykonywania uzębień
Wymagania obróbkowe
Wykonywanie kół zębatych i innych elementów uzębionych można podzielić na dwa etapy: technologię elementu przed nacięciem uzębienia i technologię związaną z nacinaniem zębów, z ewentualną dalszą obróbką mogącą wystąpić po nacinaniu uzębienia.
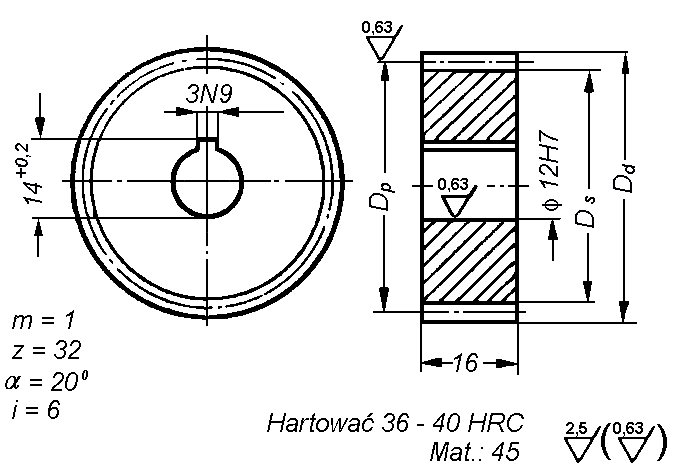
Na rysunku 10.11 przedstawiono rysunek warsztatowy koła zębatego o zębach prostych. Na rysunku podana jest średnica podziałowa Dp, średnica zewnętrzna Dd i średnica dna wrębów międzyzębnych Ds. Na średnicy podziałowej podano znak chropowatości powierzchni roboczych zębów. Z boku są wymienione cztery wielkości: moduł m, liczba zębów z, kąt przyporu α i klasa dokładności wykonania i.
Rys. 10.11. Rysunek warsztatowy koła zębatego
Średnicę podziałową koła zębatego oblicza się ze wzoru
Dp = m z (10.1)
Rozróżniamy koła zębate walcowe i stożkowe. Te pierwsze mogą mieć zęby proste, skośne (śrubowe) lub daszkowe. Koła zębate stożkowe mogą mieć zęby proste, skośne lub łukowe.
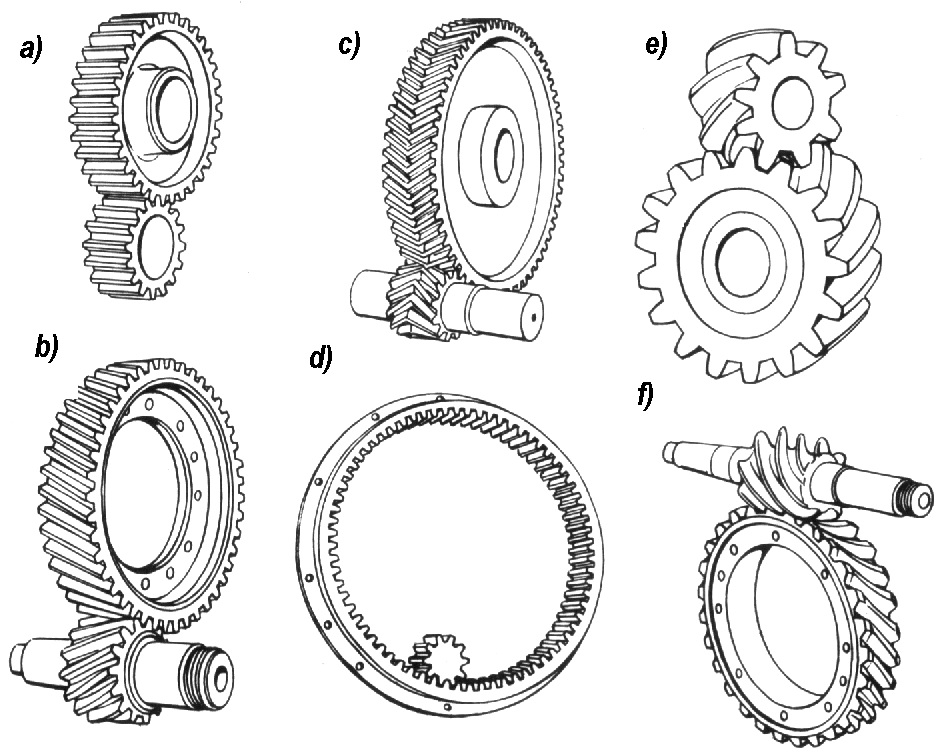
Rys. 10.12. Rodzaje przekładni zębatych: a), b), c), d) przekładnie walcowe o osiach równoległych,
e) przekładnia walcowa o osiach wichrowatych, f) przekładnia ślimakowa walcowa
Klasyfikacja metod obróbki uzębień
Obróbka uzębień może być prowadzona jedną z trzech metod:
kształtową,
kopiową,
obwiedniową.
W metodzie kształtowej krawędzie skrawające narzędzia mają kształt wrębu międzyzębnego. W metodzie kopiowej prowadnice suportu narzędziowego są wodzone wzdłuż wzornika i na przedmiocie obrabianym następuje odwzorowanie kształtu wzornika za pomocą prostego stereometrycznie narzędzia. W metodzie obwiedniowej narzędzie obwodzi zarys zęba przez kolejne położenie ostrzy skrawających. Między narzędziem a przedmiotem występuje tzw. przekładnia technologiczna odpowiadająca współpracy dwóch elementów zębatych.
10.2.3. Obróbka kształtowa kół walcowych
Do obróbki kształtowej uzębień kształt ostrza narzędzia powinien ściśle odpowiadać kształtowi wrębu. Kształt ostrza i sposób jego ostrzenia powinny być takie, aby ostrze po naostrzeniu nie straciło kształtu wrębu. Warunek ten spełniają ostrza zataczane szlifowane jedynie na powierzchni natarcia.
W metodzie kształtowej stosuje się frezy modułowe krążkowe lub palcowe.
a) b)
Rys 10.13. Frez modułowy kształtowy: a) krążkowy, b) palcowy
Ponieważ kształt wrębu (przy danym kącie zarysu) zależy od modułu i liczby zębów, przeto w celu uzyskania wysokiej dokładności obróbki należałoby mieć dla każdej
Tabela 10.2. Zespoły modułowych frezów krążkowych, ich numery i zakresy stosowania *)
Liczba zębów |
Nr freza w zespole |
Liczba zębów |
Nr freza w zespole |
||||
w nacinanym |
złożonym z |
w nacinanym |
złożonym z |
||||
kole |
26 |
15 |
8 |
kole |
26 |
15 |
8 |
|
frezów |
|
frezów |
||||
12 13 14 15 16 17 18 19 20 21 22 23 24-25 |
1 1 ½ 2 2 ½ 2 ¾ 3 3 ¼ 3 ½ 3 ¾ 4 4 ¼ 4 ½ 4 ¾ |
1 1 ½ 2 2 ½
3
3 ½
4
4 ½ |
1
2
3
4 |
26-27 28-29 30-31 32-34 35-37 38-41 42-46 47-54 55-65 66-79 80-102 103-134 135 -zębatka |
5 5 ¼ 5 ½ 5 ¾ 6 6 ¼ 6 ½ 6 ¾ 7 7 ¼ 7 ½ 7 ¾ 8 |
5
5 ½
6
6 ½
7
7 ½ 8 |
5
6
7
8 |
*) Granicą między zespołem złożonym z 8 frezów i 15 frezów jest moduł 7, tj. dla kół zębatych o module większym od m=7 istnieje już tylko zespół złożony z 15 frezów |
|||||||
kombinacji modułu i liczby zębów oddzielny frez. W praktyce rezygnuje się nieco z dokładności i wykonuje się frezy dla określonego zakresu zębów przy stałym module. W tabeli 10.2 podano zespoły handlowe tych frezów.
Oprócz modułowych frezów tarczowych obróbka uzębień może być prowadzona frezami palcowymi. Frezy te znajdują zastosowanie wówczas, gdy frez tarczowy nie ma dostatecznego wybiegu, jak to ma miejsce przy obróbce zębów daszkowych.
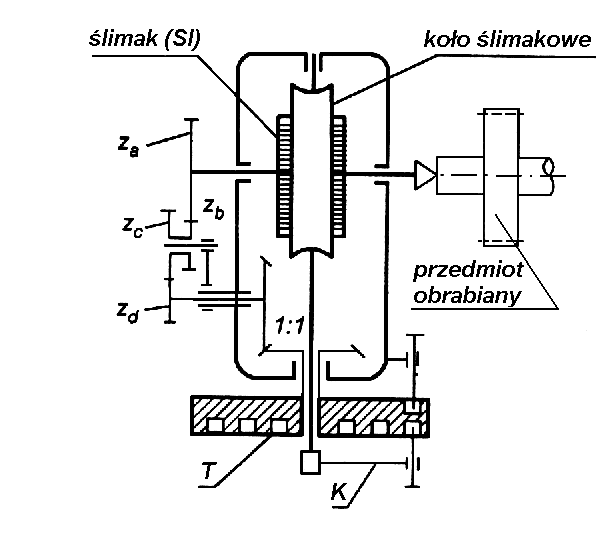
Metoda kształtowa pozwala na wykonywanie kolejnych wrębów po sobie, co wymaga podziału obwodu z zastosowaniem podzielnicy. Na rysunku 10.14 przedstawiono schemat kinematyczny podzielnicy uniwersalnej.
W przypadku dzielenia obwodu koła na równe części stosuje się dzielenie bezpośrednie za pomocą tarczki T osadzonej bezpośrednio na wrzecionie podzielnicy. Przy dzieleniu pośrednim zwykłym, koła zębate przekładni gitarowej za do zd są rozłączone, a ślimak Sl pokręcany jest bezpośrednio korbką K o odpowiedni kąt względem tarczki podziałowej T unieruchamianej za pomocą zatrzasku. Tarczka T ma wykonane współśrodkowo na okręgach kilka rzędów otworków, w które wsuwa się sworzeń zatrzasku korbki. Podzielnice uniwersalne wyposażone są w wymienne tarczki podziałowe o następujących liczbach otworków na okręgach: 15, 16, 17, 18, 19, 20, 21, 23, 27, 29, 31, 33, 37, 39, 41, 43, 46, 47, 48, 49, 51, 53, 54, 57, 58, 59, 62, 66.
Na jeden obrót obrabianego przedmiotu wokół własnej osi przypada 40 obrotów korbką K (przełożenie przekładni ślimakowej wynosi 1:40). Jeśli liczba zębów na kole obrabianym jest większa od 40 (z>40) to wówczas
![]()
(10.2)
gdzie: l - liczba otworków o jaką należy przekręcić korbkę względem tarczki, m - liczba otworków na okręgu tarczki, z - liczba nacinanych zębów.
Jeśli liczba zębów na kole obrabianym jest mniejsza od 40 (z<40) to należy wykonać ponad jeden obrót korbką, zgodnie ze wzorem
![]()
(10.3)
w którym p - stanowi liczbę pełnych obrotów korbką.
W celu uniknięcia pomyłek przy podziale używa się nastawnych wskazówek do odmierzania liczby l otworków na tarczce podziałowej. Wskazówki obejmować muszą l + 1 otworków na wybranym okręgu o m otworkach na obwodzie.
Dzielenie zwykłe jest możliwe jedynie wtedy, gdy m jest krotnością liczby otworków w jednym z okręgów na tarczce podziałowej. Gdy tak nie jest, stosujemy dzielenie sprzężone, tj. z zastosowaniem przekładni gitarowej z kołami zmianowymi za, zb, zc, zd.
W obróbce kół zębatych o zębach skośnych (śrubowych) narzędzie musi mieć kształt wrębu w przekroju normalnym. Dlatego narzędzia i ustawienie przekładni gitarowej dobiera się według zastępczej liczby zębów koła nacinanego, którą oblicza się ze wzoru
![]()
(10.4)
w którym βo - jest kątem pochylenia linii śrubowej zęba na walcu podziałowym koła.
10.2.4. Metoda kopiowa obróbki kół walcowych
Metoda kopiowa obróbki kół walcowych stosowana jest bardzo rzadko z uwagi na małą wydajność obróbki. Polega ona na tym, że zarys zęba otrzymuje się przez przesuwanie narzędzia wraz z saniami kopiału. Sposób ten stosowany jest w zasadzie tylko na strugarkach do obróbki kół walcowych i stożkowych o dużych modułach.
Coraz częściej bywa jednak stosowana jako obróbka wstępna, usuwająca nadmiar naddatku przy obróbce kół stożkowych.
10.2.5. Metody obwiedniowego nacinania kół zębatych walcowych
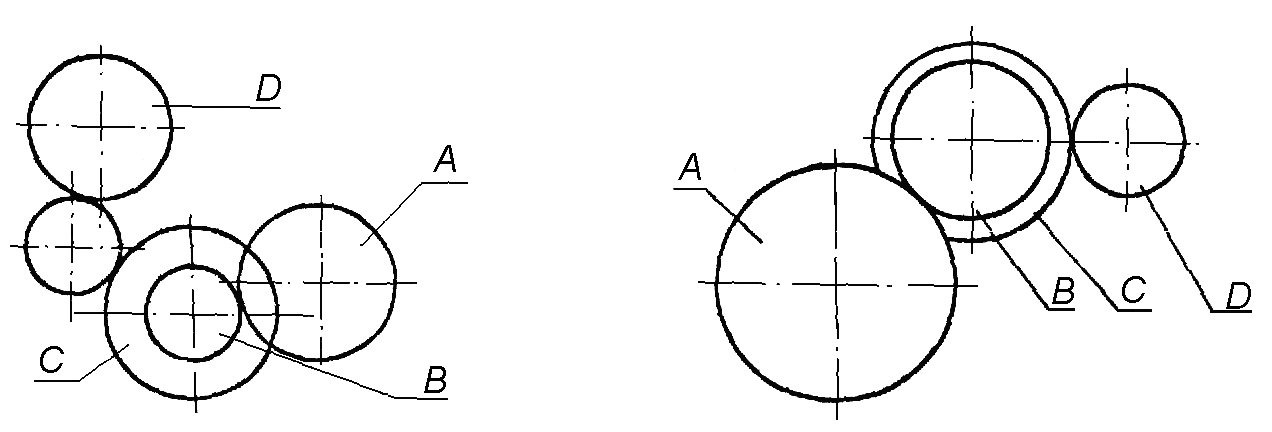
Obróbka obwiedniowa kół zębatych walcowych polega na obwodzeniu zarysu boku zęba przez kolejne położenia krawędzi skrawającej. W tym przypadku zarys ostrza nie pokrywa się z zarysem wrębu międzyzębnego. Narzędzie w tej metodzie może mieć kształt zębatki prostoliniowej, koła zębatego lub ślimaka (rys 10.15).
10.2.6. Dłutowanie kół zębatych metodą Maaga i Sunderlanda
Zarówno w metodzie Maaga jak i Sunderlanda ruch główny dłutujący wykonuje suwak narzędziowy, na którym zamocowane jest narzędzie o kształcie zębatki prostoliniowej. Ruchy obwiedniowe może wykonywać albo tylko koło obrabiane (metoda Maaga), albo koło obrabiane i narzędzie (metoda Sunderlanda).
W metodzie Maaga koło dłutowane wykonuje ruch obrotowy wokół własnej osi oraz ruch posuwisty równoległy do zębatki. Warunki obróbki tak są dobrane, aby koło obrabiane obtaczało się swoją średnicą podziałową po linii podziałowej zębatki bez poślizgu.
Rys. 10.16. Ruchy narzędzia i koła obrabianego podczas dłutowania zębatką prostoliniową:
a) metoda Maaga, b) metoda Sunderlanda
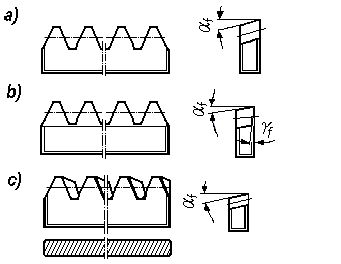
W metodzie Sunderlanda ruch obrotowy wykonuje nacinane koło, a narzędzie oprócz ruch głównego wykonuje ruch posuwisty. Oba ruchy odbywają się z takimi prędkościami, jak gdyby koło i narzędzie stanowiły przekładnię zębatkową. Obie metody różnią się od siebie także tym, że zębatka w metodzie Maaga jest pochylona, co gwarantuje dodatni kąt natarcia ostrzom, natomiast w metodzie Sunderlanda kąt natarcia jest już zaszlifowany na zębatce (rys. 10.17).
Kształt narzędzia - zębatki jest taki, że rzut krawędzi skrawających na płaszczyznę prostopadłą do osi koła tworzy zębatkę przystającą do zębatki odniesienia. Linia podstaw zębów narzędzia jest nieco cofnięta, aby nie obrabiać zewnętrznej średnicy koła. Grubość zębów narzędzia jest dostosowana do grubości wrębów uzębienia, z uwzględnieniem luzu międzyzębnego w przekładni oraz naddatku na dalszą obróbkę. Ponieważ zębatka - narzędzie jest krótsza od obwodu nacinanego koła, to po nacięciu kilku zębów na kole, zębatka musi wrócić do położenia początkowego, następnie należy odpowiednio obrócić koło i zacząć obrabiać następną partię zębów. Stąd niekiedy metody powyższe określa się jako metody obwiedniowo-podziałowe.
10.2.7. Dłutowanie uzębień metodą Fellowsa
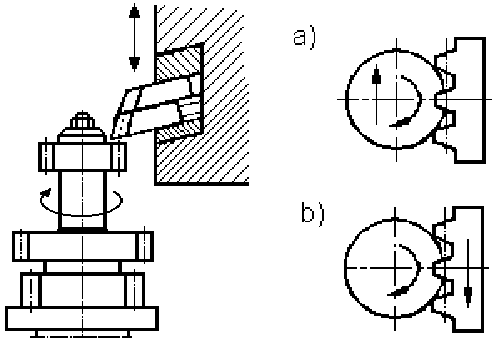
W pełni obwiedniową jest metoda Fellowsa, która umożliwia dłutowanie uzębienia, zarówno zewnętrznego jak i wewnętrznego, przy pomocy narzędzia o kształcie koła zębatego.
Narzędzie i koło obrabiane obtaczają się po sobie średnicami podziałowymi bez poślizgu, jakby tworzyły ze sobą parę współpracujących kół przekładni. Ruchy dłutujące wykonuje suwak narzędziowy. W czasie jałowego ruchu powrotnego suwaka koło obrabiane odsuwa się nieco od narzędzia (system Felloswa), aby zapobiec tarciu i niepotrzebnemu tępieniu się ostrzy. W systemie Sykesa ruch odstawczy realizowany jest przez narzędzie.
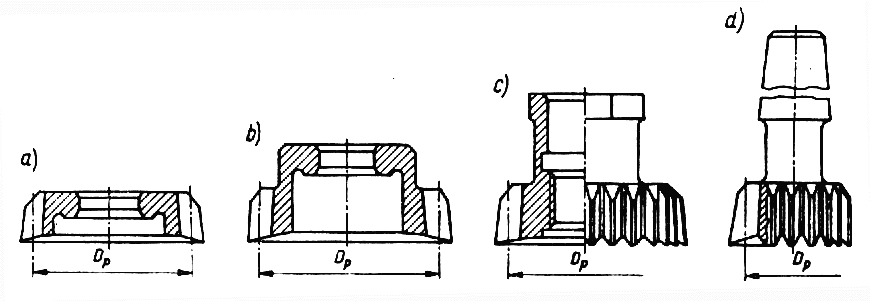
Rys.10.18. Znormalizowane kształty noży Fellowsa: a) płaski, b) garnkowy, c) z gwintem, d) trzpieniowy
Dłutowanie uzębień narzędziem w kształcie koła zębatego jest nieco wydajniejsze niż dłutowanie zębatką prostoliniową. Ponadto pozwala na dłutowanie uzębień wewnętrznych.
a)
|
|
Rys. 10.19. Ruch narzędzia i przedmiotu obrabianego podczas nacinania koła o zębach prostych wg metody Fellowsa: a) zasada pracy, b) schemat kinematyczny obróbki |
|
10.2.8. Frezowanie obwiedniowe uzębień walcowych
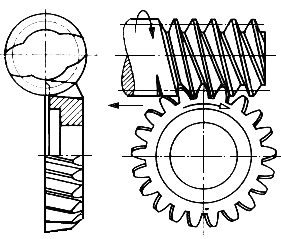
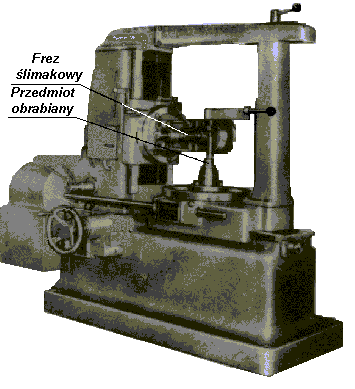
Frezowanie obwiedniowe uzębień na kołach walcowych (rys. 10.20) polega na tym, że narzędzie, tzw. modułowy frez ślimakowy, wykonuje ruch obrotowy, który jest głównym ruchem roboczym. Przedmiot obrabiany obraca się dokoła własnej osi, wykonując jeden z ruchów pomocniczych, zwany ruchem podziałowym. Drugi ruch pomocniczy, nazywany posuwowym, polega na przesuwaniu się freza względem przedmiotu obrabianego równolegle do osi obrabianego przedmiotu.
Oś obrotu freza jest nachylona względem płaszczyzny czołowej obrabianego przedmiotu o kąt α wzniosu linii śrubowej freza ślimakowego. W przypadku frezowania kół walcowych o zębach skośnych przy pochylaniu freza należy dodatkowo uwzględnić kąt pochylenia linii zębów. Zaletą tej metody jest to, że tym samym frezem można obrabiać koła o zębach prostych jak i skośnych. Jej wadą zaś to, że występuje tu dość długa droga dobiegu freza w stosunku do szerokości wieńca zębatego. Dlatego stosuje się, o ile to możliwe, frezowanie kół w pakietach.
Rys. 10.20. Schemat nacinania uzębień frezem ślimakowym: a) zasada obróbki, b) pochylenie freza
10.3. PRZEBIEG ćwiczenia
Wykonanie na wskazanym wałku nożem punktowym gwintu:
metrycznego prawozwojnego,
metrycznego lewozwojnego,
metrycznego prawozwojnego trójwchodowego.
Dobranie przełożenia posuwów dla zadanych skoków gwintów.
Sprawdzenie sprawdzianem do gwintów jakości wykonanych gwintów.
Wykonanie koła zębatego walcowego o zębach prostych metodą kształtową.
Do obróbki należy stosować frezarkę uniwersalną zaopatrzoną w uniwersalną podzielnicę.
Ocena jakości wykonanych zębów koła zębatego.
Wykonanie koła zębatego walcowego o zębach skośnych metodą obwiedniową.
Obróbkę przeprowadzić na frezarce obwiedniowej Almhuts Bruk AG typ GMV 600A.
Należy zamocować na wrzecionie frezarki modułowy frez ślimakowy i ustawić wrzeciono pod właściwym kątem.
Dobrać koła znamionowe do przekładni gitarowych.
a) frezowanie zębów prostych b) frezowanie zębów skośnych
![]()
(10.5) ![]()
(10.6)
gdzie: A, B, C, D - są liczbą zębów kół zmianowych w przekładniach gitarowych.
Uwaga: Zastępczą liczbę zębów dla kół o zębach skośnych wyznaczyć ze wzoru (10.4).
Ocenić jakość wykonanego koła zębatego.
4. Kartkówka
10.4. LITERATURA UZUPEŁNIAJĄCA
[10.1] Dmochowski J., Uzarowicz A.: Obróbka skrawaniem i obrabiarki. PWN, Warszawa 1980.
[10.2] Kornberger Z.: Technologia obróbki skrawaniem i montażu. WNT, Warszawa 1974.
[10.3] Kunstetter S.: Narzędzia skrawające do metali. Konstrukcja. WNT, Warszawa 1969.
[10.4] Ochęduszko K.: Koła zębate. Wykonanie i montaż. Tom drugi. WNT, Warszawa 1971.
[10.5] Paderewski K.: Obrabiarki do uzębień kół walcowych. WNT, Warszawa 1991.
[10.6] Wójcik Z.: Obrabiarki do uzębień kół stożkowych. WNT, Warszawa 1993.
[10.7] Poradnik Inżyniera. Obróbka skrawaniem Tom 1. WNT, Warszawa 1991.
Ćwiczenie 6: metody wykonywania gwintów i uzębień walcowych
124
Rys.10.21. Frezarka obwiedniowa Almhuts Bruk AG typ GMV 600A
Rys. 10.17. Zębatki Maaga do:
a) zębów prostych,
c) zębów skośnych oraz
b) zębatka Sunderlanda
Rys.10.10. Toczenie obwiedniowe gwintu
Rys.10.14. Schemat kinematyczny podzielnicy uniwersalnej
Rys. 10.15. Zasada nacinania zębów metodą obwiedniową
Wyszukiwarka