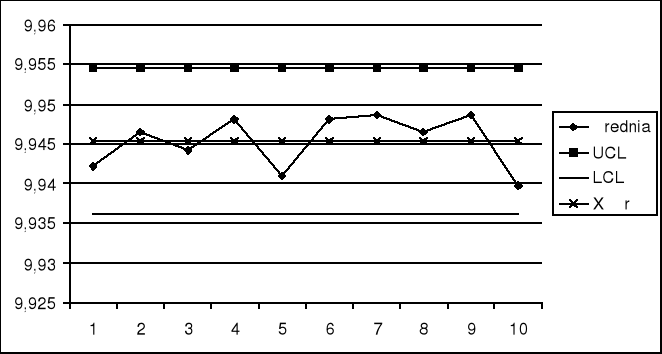
Wykres średniej
Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium ZAKŁAD METROLOGII I SYSTEMÓW POMIAROWYCH Tel. 061 665-35-68 |
Sebastian Kowalsk |
|||
|
Wydział Kierunek Grupa BMiZ MiBM M-1 |
|||
|
Rok studiów: IV Semestr: VII Rok akademicki: 2004/2005 |
|||
Wykonano: 22 XI 2004 |
Oddano: 29 XI 2004 |
Ocena: |
Podpis: |
Uwagi |
Sprawozdanie z ćwiczenia TEMAT: STATYSTYCZNA KONTROLA JAKOŚCI |
||||
CEL ĆWICZENIA:
Celem ćwiczenia było sporządzenie karty XŚR - R dla partii 50 sztuk wałeczków. Wałeczki były pogrupowane w partie po 5 sztuk. Pomiaru dokonywaliśmy mikrometrem.
Przebieg ćwiczenia.
9,938 |
9,955 |
9,936 |
9,957 |
9,93 |
9,957 |
9,952 |
9,944 |
9,947 |
9,945 |
9,939 |
9,943 |
9,939 |
9,945 |
9,956 |
9,945 |
9,948 |
9,951 |
9,955 |
9,943 |
9,949 |
9,952 |
9,947 |
9,95 |
9,922 |
9,95 |
9,951 |
9,944 |
9,954 |
9,938 |
9,935 |
9,947 |
9,943 |
9,943 |
9,951 |
9,943 |
9,947 |
9,951 |
9,946 |
9,934 |
9,95 |
9,935 |
9,956 |
9,945 |
9,946 |
9,945 |
9,945 |
9,942 |
9,941 |
9,939 |
Tabela 1. Wyniki pomiarów
średnia: |
9,9422 |
9,9464 |
9,9442 |
9,9480 |
9,9410 |
9,9480 |
9,9486 |
9,9464 |
9,9486 |
9,9398 |
odch. stand. |
0,0068 |
0,0079 |
0,0078 |
0,0057 |
0,0144 |
0,0057 |
0,0029 |
0,0043 |
0,0059 |
0,0043 |
3σ |
0,0205 |
0,0236 |
0,0234 |
0,0170 |
0,0433 |
0,0170 |
0,0086 |
0,0128 |
0,0176 |
0,0130 |
średnia + 3σ |
9,9627 |
9,9700 |
9,9676 |
9,9650 |
9,9843 |
9,9650 |
9,9572 |
9,9592 |
9,9662 |
9,9528 |
średnia - 3σ |
9,9217 |
9,9228 |
9,9208 |
9,9310 |
9,8977 |
9,9310 |
9,9400 |
9,9336 |
9,9310 |
9,9268 |
rozstęp |
0,0150 |
0,0200 |
0,0200 |
0,0140 |
0,0340 |
0,0140 |
0,0070 |
0,0090 |
0,0140 |
0,0110 |
XŚRśr |
9,9453 |
UCL |
9,9545 |
LCL |
9,9362 |
|
Rśr |
0,0158 |
UCL |
0,0333 |
Tabela 2. Obliczenia.
WNIOSKI:
Przeprowadzenie tego ćwiczenia pokazało, że statystyczna kontrola jakości i sporządzane w niej karty kontrolne są prostym sposobem czuwania nad jakością. Graficzne przedstawienie wyników umożliwia szybką ocenę jakości całej partii np. produkowanych przedmiotów. Analizując kartę kontroli można stwierdzić gdzie zostały przekroczone linie graniczne ostrzegające o możliwości wystąpienia sygnału o rozregulowaniu oraz moment kiedy trzeba zatrzymać proces i usunąć usterkę.
Analizując otrzymane wyniki w karcie kontroli rozstępu widać, że raz pojawił się sygnał świadczący o rozregulowaniu. Pojawienie się sygnału o rozregulowaniu powinno spowodować przerwanie produkcji i usunięcie przyczyny jego wystąpienia.
Natomiast analizując kartę kontroli wartości średniej nie wykazuje żadnych sygnałów rozregulowania procesu.
Wykres średniej
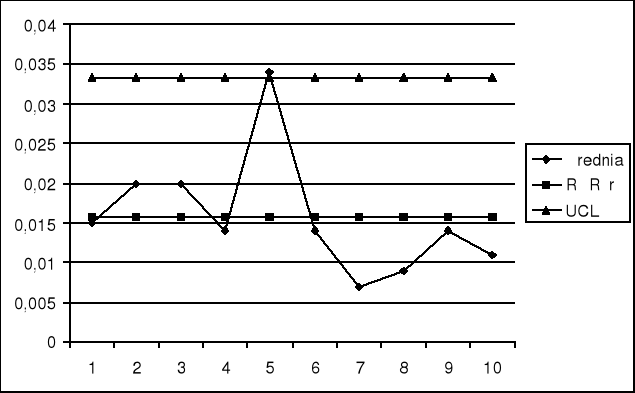
Wykres rozstępu