II CZĘŚĆ PRAKTYCZNA:
1.Wprowadzenie.
Pomiar pośredni - to metoda pomiarowa, która umożliwia pomiar wielkości pośrednich, z pomiarów bezpośrednich innych wielkości związanych odpowiednio z wielkością mierzoną.
2.Przebieg ćwiczenia:
1.Pomiar pośredni promienia łuku przy użyciu mikroskopu pomiarowego.
Pomiaru tego dokonujemy przy pomocy mikroskopu warsztatowego małego (MWM). Rzeczywistym celem pomiaru jest promień łuku R, a my zmierzymy strzałkę s i odpowiadającą jej cięciwę c bezpośrednio, a następnie pośrednio przez wprowadzenie wzoru wyliczymy promień łuku R. Mierzony promień R jest zatem funkcją strzałki i cięciwy łuku.
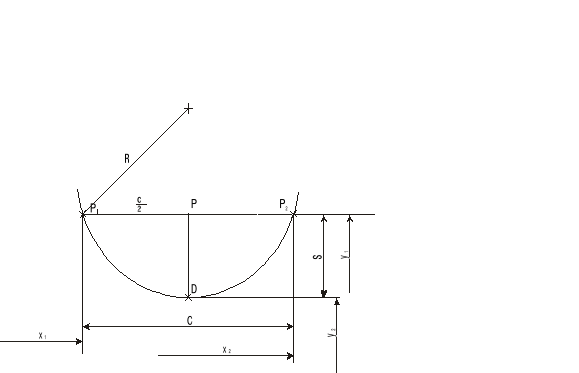
Rys.1. Sposób pomiaru strzałki s i cięciwy c za pomocą mikroskopu warsztatowego.
gdzie:
R - promień łuku;
c - cięciwa;
s - strzałka.
Pomiary wartości punktów A, B, C:
Obliczenie wartości cięciwy c, strzałki s i promienia R:
![]()
![]()
![]()
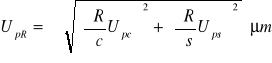
Obliczenie niepewności pomiarowej mikroskopu warsztatowego ![]()
:
![]()
![]()
H- wysokość przedmiotu
H=0;
![]()
![]()

Wynik końcowy:
![]()
Pomiar łuku za pomocą wałeczków pomiarowych.
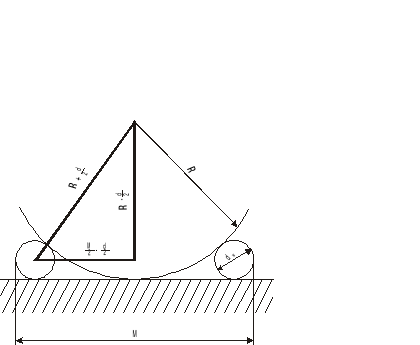
Jest to pomiar pośredni, wielkościami mierzonymi bezpośrednio są:
wymiar M;
średnica wałeczków d;
Promień łuku R oblicza się ze przy pomocy tych dwóch wielkości.
gdzie:
R - promień łuku;
d - średnica wałeczków;
M - wymiar mierzony.
Przebieg ćwiczenia:
Najpierw odczytujemy średnicę pierwszej pary wałeczków d1 = 20,002 mm, to samo robimy dla drugiej pary d2 = 29,995.
Pomiar I
Średnica wałeczka pomiarowego: dw = 29,995mm
Wielkość mierzona: M1 = 172,615mm
Promień łuku:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
R = 81,73 ± 0,012 mm
Pomiar II
Średnica wałeczka pomiarowego: dw = 20,002mm
Wielkość mierzona: M2 = 115,965mm
Promień łuku:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
R = 57,43 ± 0,012 mm
Wydział Budowy Maszyn i Informatyki Bielsko - Biała, 16.03.2010
Rok akademicki: 2009/2010
Studia: stacjonarne/inż.
Semestr: 4
Kierunek/Specjalność: ZiIP
Grupa: Wtorek - godz. 14.15-16.00
LABORATORIUM
METROLOGII TECHNICZNEJ
Laboratorium nr 5
Niepewność pomiaru w pomiarach pośrednich
część II
Wykonala:
Sprawozdanie |
||||
Do poprawy: |
|
|
|
|
Zaliczone: |
||||
I CZĘŚĆ TEORETYCZNA
NIEPEWNOŚĆ POMIARU W POMIARACH POŚREDNICH
Celem kolejnych ćwiczeń w laboratorium metrologii było przypomnienie podstawowych pojęć związanych z niepewnością pomiaru, omówienie zależności, że pomiar jest dwuelementowy oraz stwierdzenia mówiącego, że niepewność pomiaru zależy od strategii pomiaru. Oprócz samego wyjaśnienia tych zależności przedstawiono wyznaczenie złożonej niepewności pomiaru w pomiarach pośrednich, tym samym sposób posługiwania się przyrządami mikrometrycznymi, odczytywanie wskazań przez interpolację z dokładnością 0,001 mm przez dobór odpowiednich końcówek pomiarowych i wymiana trzpieni pomiarowych w głębokościomierzu.
NIEPEWNOŚĆ STANDARDOWA POMIARÓW POŚREDNICH
Z pomiarami pośrednimi mamy do czynienia, gdy dokonuje się pomiarów bezpośrednich kilku wielkości x1, x2, …,xk , a następnie na ich podstawie wyznacza wielkość y określoną przez związek funkcyjny:
y = f(x1, x2, …, xk)
Metody określania niepewności pomiarowych:
Niepewność standardowa pomiarów bezpośrednich
Przypuśćmy, że wykonaliśmy serię n pomiarów bezpośrednich wielkości fizycznej X otrzymując wyniki X1, X2 ...Xn. Jeśli wyniki pomiarów nie są takie same, wówczas za najbardziej zbliżoną do wartości prawdziwej przyjmujemy średnią arytmetyczną ze wszystkich wyników pomiarów:
![]()
(1)
Stwierdzenie to jest tym bardziej słuszne im większa jest liczba przeprowadzonych pomiarów (dla ![]()
, ![]()
). W celu określenia niepewności standardowej posługujemy się w tym wypadku sposobem typu A, czyli korzystamy ze wzoru na odchylenie standardowe średniej
(2)
Jeśli natomiast wyniki pomiarów nie wykazują rozrzutu, czyli ![]()
, lub też gdy istnieje tylko jeden wynik pomiaru, wówczas niepewność standardową szacujemy sposobem typu B. Można np. wykorzystać informację o niepewności maksymalnej ![]()
określonej przez producenta przyrządu pomiarowego, jeśli nie mamy innych dodatkowych informacji, wówczas niepewność standardową obliczamy ze wzoru
![]()
(3)
Dla prostych przyrządów (tj. linijka, śruba mikrometryczna czy termometr) jako ![]()
można przyjąć działkę elementarną przyrządu. W elektronicznych przyrządach cyfrowych niepewność maksymalna podawana jest przez producenta w instrukcji obsługi i jest zwykle kilkakrotnie większa od działki elementarnej. Najczęściej zależy ona od wielkości mierzonej X i zakresu na którym mierzymy Z:
![]()
Gdy występują oba typy niepewności (tzn. zarówno rozrzut wyników jak i niepewność wzorcowania) i żadna z nich nie może być zaniedbana (tzn. obie są tego samego rzędu), wówczas niepewność standardową (całkowitą) obliczamy ze wzoru
. (4)
Niepewność standardowa pomiarów pośrednich - niepewność złożona (uc)
W przypadku pomiarów pośrednich wielkość mierzoną Y obliczamy korzystając ze związku funkcyjnego, który można zapisać w ogólnej postaci: ![]()
, gdzie symbolami ![]()
oznaczamy k wielkości fizycznych mierzonych bezpośrednio. Zakładamy, że znane są wyniki pomiarów tych wielkości ![]()
oraz ich niepewności standardowe ![]()
. Wynik (końcowy) pomiaru oblicza się wówczas ze wzoru:
![]()
W przypadku pomiarów pośrednich nieskorelowanych (tzn. gdy każdą z wielkości ![]()
mierzy się niezależnie) niepewność złożoną wielkości Y szacujemy przy pomocy przybliżonego wzoru:
(5)
Niepewność rozszerzona
Niepewność standardowa całkowicie i jednoznacznie określa wartość wyniku, jednak do wnioskowania o zgodności wyniku pomiaru z innymi rezultatami (np. z wartością tabelaryczną) oraz dla celów komercyjnych i do ustalania norm przemysłowych, zdrowia, bezpieczeństwa itp. Międzynarodowa Norma wprowadza pojęcie niepewności rozszerzonej oznaczanej symbolem U (dla pomiarów bezpośrednich), lub Uc (dla pomiarów pośrednich). Wartość niepewności rozszerzonej oblicza się ze wzoru
![]()
lub ![]()
(6)
Liczba k, zwana współczynnikiem rozszerzenia, jest umownie przyjętą liczbą wybraną tak, aby w przedziale ![]()
znalazła się większość wyników pomiaru potrzebna dla danych zastosowań. Wartość współczynnika rozszerzenia mieści się najczęściej w przedziale 2-3. W większości zastosowań zaleca się przyjmowanie umownej wartości ![]()
.
Wałeczki pomiarowe - są wzorcami końcowymi, które średnice odtwarzają wzorcowe wymiary. Znajdują zastosowanie w pomiarach średnic podziałowych gwintów zewnętrznych, niektórych parametrów kół zębatych, kątów stożków zewnętrznych, promieni łuków, itp. Komplet wałeczków pomiarowych do gwintów stanowi 21 trójek wałeczków o średnicach od 0,17 do 6,35 mm.
Produkuje się również wałeczki do pomiaru kół zębatych. Komplet stanowią 23 pary wałeczków o wymiarach Pd 1-7 do 17 mm.
6
Wyszukiwarka