TOMASZ ADAMCZYK |
LABORATORIUM METROLOGII TECHNICZNEJ |
||||
KIERUNEK
WM |
GRUPA
31A |
OCENA |
DATA
|
PODPIS |
|
TEMAT ĆWICZENIA:
„Pomiary chropowatości powierzchni” |
|||||
I. Wstęp teoretyczny.
Przyrząd do pomiaru chropowatości HOMMEL TESTER T 1000 jest nowoczesnym, poręcznym, przenośnym i niezależnym od zasilania sieciowego przyrządem pomiarowym. Przygotowanie pomiaru oraz pomiar następują poprzez 4 elektroniczne przyciski foliowe 2 .Wartości pomiarowe i nastawcze są przedstawiane na czytelnym ośmiomiejscowym wskaźniku matrycy punktowej LDC 3 .
Przyrząd podstawowy HOMMEL TESTER T 1000 jest fabrycznie wyposażony w :
Przyrząd posuwowy 5 napędzany silnikiem i indukcyjny układ odwzorowujący 4, jak również w pryzmę dla pomiarów w małych otworach i przy najmniejszej będącej do dyspozycji powierzchni podparcia.
Przegub krzyżowy z prętem statywu 6 .
Akumulatory NiCd .
- ( przy codziennym ładowaniu akumulatora można wykonać ok. 100 niezależnych od zasilania sieciowego pomiarów bez konieczności ładowania akumulatora )
Zasilacz sieciowy
Wyposażenie dodatkowe
Z lewej strony przyrządu podstawowego 1 może być podłączona 16 - miejscowa drukarka punktowa z taśmą kolorową.
1.2 Połączenia i podłączenia kabli
1 - HOMMEL TESTER T 1000
2 - Przyciski foliowe
3 - Wskaźnik cyfrowy
4 - Czujnik
5 - Liniowy przyrząd posuwowy LV 15
6 - Przegub krzyżowy z prętem statywu
7 - Drukarka punktowa ( opcja )
8 - Pasek
9 - Kabel podłączeniowy dla LV 15
10 - Pryzma
11 - Gniazdo dla podłączenia LV 15
12 - gniazdo dla zasilania sieciowego
13 - Przełącznik rodzaju pracy
14 - Przełącznik dla μm/μ”
Pomiar chropowatości przy użyciu przyrządu HOMMEL TESTER T1000
Przyrząd posuwowy ( pryzma )
Przy bezpośrednim usytuowaniu przyrządu posuwowego LV 15 na mierzonym przedmiocie, przystosowuje się on automatycznie do kształtu mierzonej powierzchni, bez konieczności każdorazowego ustawiania czujnika.
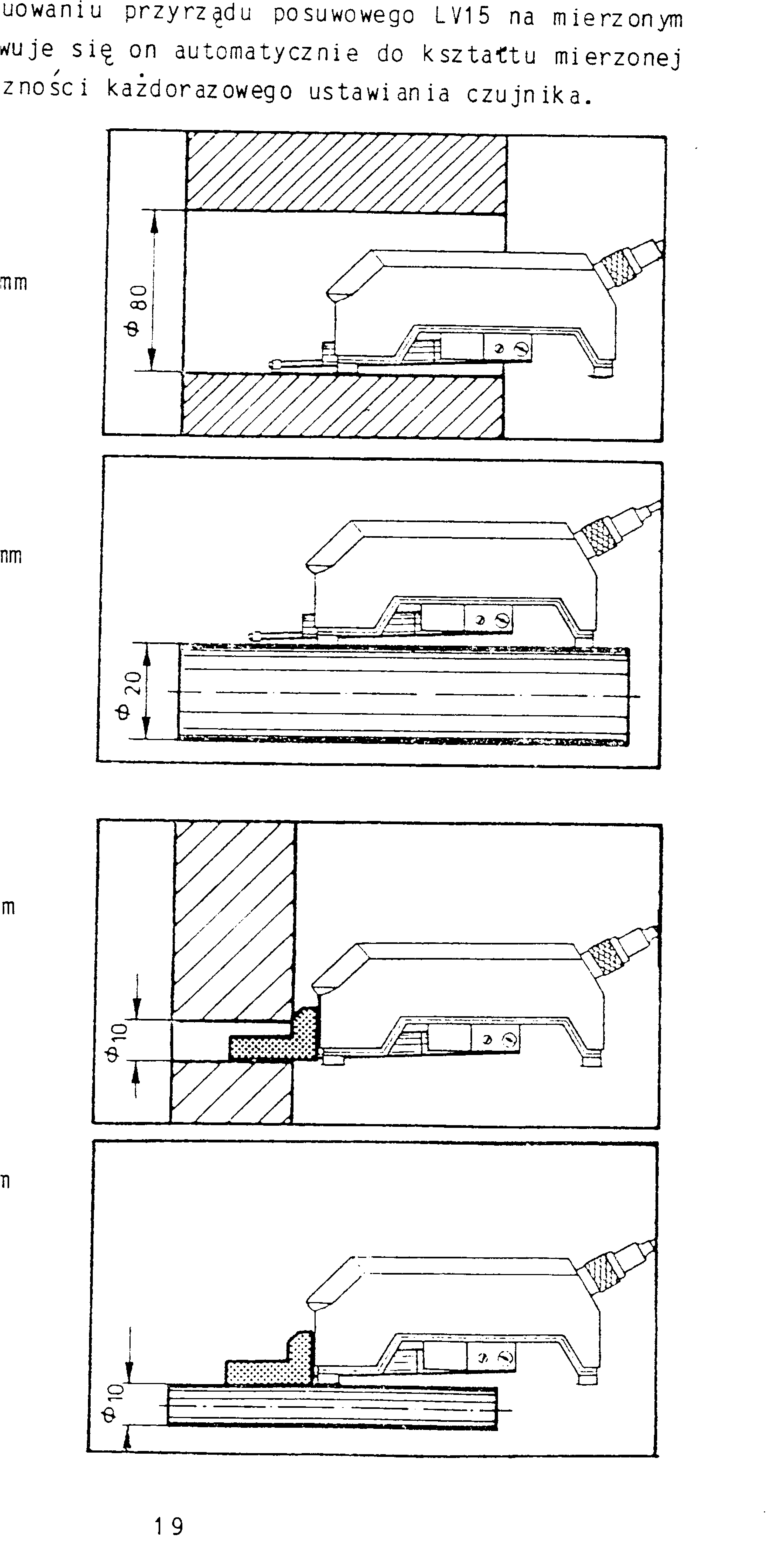
Możliwości pracy:
bez pryzmy
najmniejszy otwór φ80mm
najmniejszy wałek φ20mm
z pryzmą
najmniejszy otwór φ10mm
najmniejszy wałek φ10mm
II. Wyniki pomiarów.
Pomiar chropowatości powierzchni wykonuje się specjalnymi narzędziami pomiarowymi; do najczęściej stosowanych w przemyśle należą wzorce chropowatości.
Wzorcem chropowatości - może być każdy przedmiot, którego powierzchnia odtwarza z wymaganą dokładnością określoną chropowatość i strukturę geometryczną właściwą dla danego sposobu obróbki.
Ocena chropowatości z użyciem wzorców polega na przesuwaniu paznokcia lub miękkiej blaszki po powierzchni wybranego wzorca i badanej powierzchni.
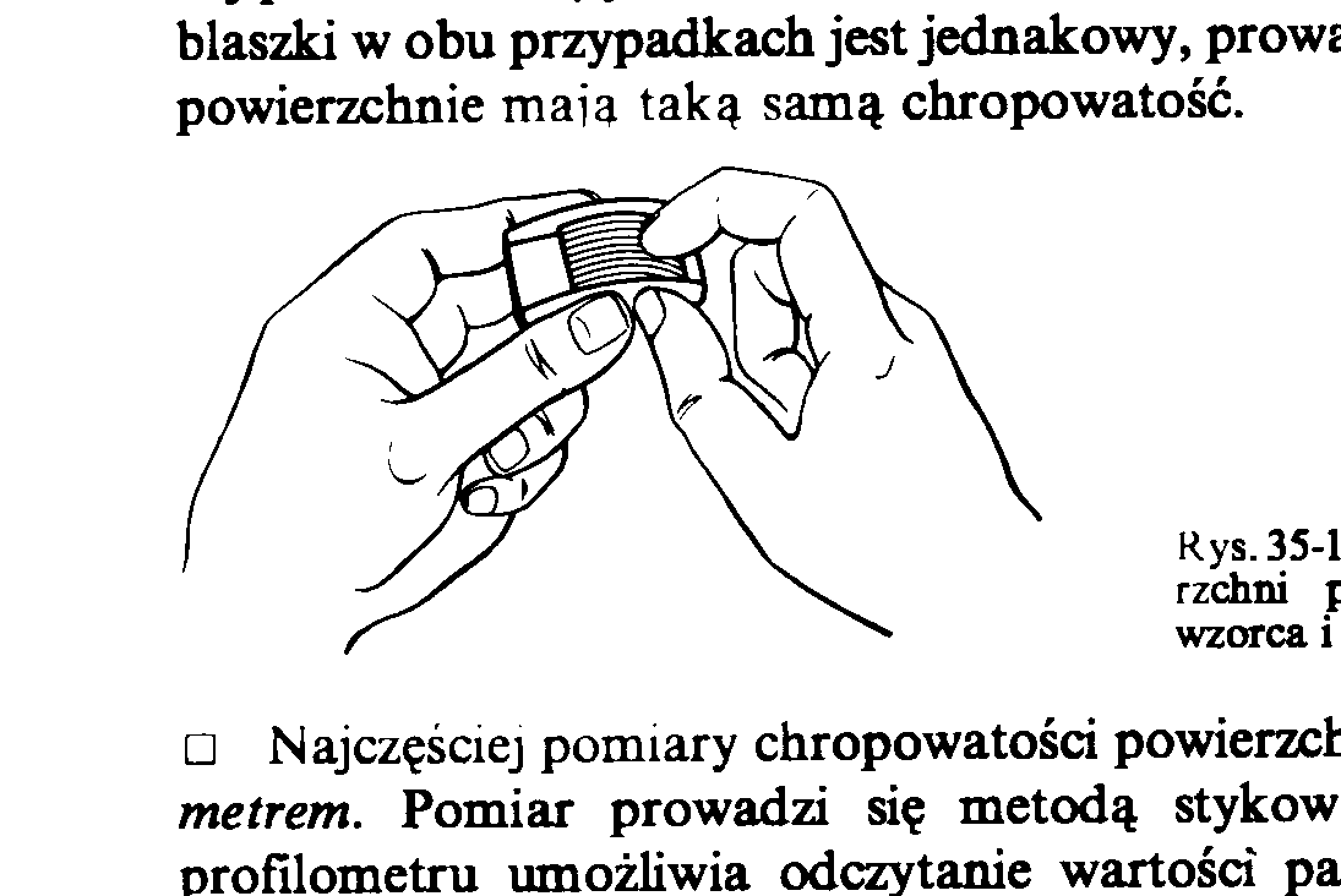
Stwierdzenie, że ruch drgający paznokcia lub blaszki w obu przypadkach jest jednakowy, prowadzi do wniosku, że obie powierzchnie mają taką samą chropowatość.
Rysunek przedstawia ocenę chropowatości powierzchni przez porównanie dotykiem wzorca i przedmiotu.
PRYZMA.
Chropowatość ∇ 9 - (powierzchnia szlifowana). Dla tej wartości odczytaliśmy z tablic :
WAŁEK.
Chropowatość ∇6 - (powierzchnia toczona). Dla tej wartości odczytujemy z tablic:
OCENA PARAMETRU Ra I Rz NA PODSTAWIE WYKRESU.
Chropowatość powierzchni klasyfikuje się przyjmując jako wyróżnik parametru: wysokość Rz nierówności, lub średnie arytmetyczne odchylenie Ra profilu od linii średniej.
Średnie arytmetyczne odchylenie Ra profilu od linii średniej jest średnią wartością odległości ![]()
punktów profilu zaobserwowanego od linii średniej na długości L odcinka pomiarowego, przy czym odchylenia od linii średniej sumują się bez względu na ich znak algebraiczny.
Wysokość Rz nierówności - jest to średnia odległość pięciu najwyżej położonych wierzchołków od pięciu najniżej położonych punków wgłębień na długości jednego odcinka elementarnego mierzonych od dowolnej linii pomocniczej równoległej względem linii średniej :
![]()
Wnioski.
Na podstawie przeprowadzonego ćwiczenia określiliśmy główne wskaźniki chropowatości a mianowicie Ra i Rz. W pierwszym przypadku posługiwaliśmy się specjalnym urządzeniem HOMMEL TESTER T 1000, dzięki któremu bezpośrednio otrzymaliśmy interesujące nas parametry oraz wykres chropowatości. Na podstawie tego wykresu obliczyliśmy parametry Ra i Rz, które nieznacznie różnią się od rzeczywistych (otrzymanych przy pomocy tego urządzenia). Błąd ten można tłumaczyć niedokładnością odczytu poszczególnych składowych wchodzących w skład wzorów. W drugim przypadku określaliśmy chropowatość metodą organoleptyczną, która jest mniej dokładna ale częściej stosowana na stanowiskach pracy.
5
Wyszukiwarka