METALE KOLOROWE.
Żelazo i jego stopy nie mogą spełnić wszystkich wymagań, jakie stawia współczesna technika i gospodarka materiałami. W urządzeniach elektrycznych wymagane są materiały o bardzo dużym przewodnictwie elektrycznym, w budowie maszyn potrzebne są materiały o małym współczynniku tarcia lub zapewniające mały ciężar konstrukcji albo o wysokiej żaroodporności. Powszechne zastosowanie znalazły stopy: aluminium, miedzi, manganu, niklu, kobaltu, cyny, cynku i ostatnio zwłaszcza metale i stopy o wysokiej temperaturze topnienia, jak wolfram, tytan, wanad, molibden, cyrkon i inne. Stopy metali nieżelaznych są na ogół droższe od stopów żelaza. Dlatego stosujemy je tylko w przypadkach koniecznych mając na uwadze ich własności.
Metale kolorowe i ich stopy oznaczamy podając symbol chemiczny i liczbę całkowitą, wyrażającą procentową zawartość składników podstawowych. Składnik zasadniczy, którego jest najwięcej, umieszczany jest na początku bez podania liczby określającej jego zawartość procentową. Dla przykładu oznaczenie CuZn40Pb1 jest znakiem stopu zawierającego 59% miedzi, 40% cynku oraz 1% ołowiu.
Podobnie metale nieżelazne opisujemy znakiem składającym się z symbolu chemicznego i liczby wyrażającej najmniejszą zawartość procentową danego pierwiastka w metalu. Dla przykładu Cu 99,9 oznacza metal zawierający 99,9% czystej miedzi.
Oprócz tego metale kolorowe i ich stopy oznaczamy za pomocą cechy, która jest tworzona w różny sposób.
ALUMINIUM I JEGO STOPY.
Aluminium otrzymuje się za pomocą metod elektrometalurgicznych, a oczyszczanie jego przeprowadza się również tymi samymi metodami. W przemysłowej produkcji rozróżnia się aluminium hutnicze i rafinowane. Aluminium jest trzy razy lżejsze od miedzi. Zarówno czyste aluminium, jak i jego stopy, pomimo dużej podatności do reakcji chemicznych, znalazły zastosowanie przemysłowe jako materiały odporne na korozję. Jest to spowodowane samorzutnym powstawaniem w krótkim czasie cienkiej, lecz szczelnie i silnie przylegającej do materiału oraz nierozpuszczalnej w wodzie, warstewki tlenku glinu, która jest doskonałą powłoką zabezpieczającą przed korozją.
Wielkie zastosowanie aluminium wynika z jego małego ciężaru właściwego, dużej plastyczności i odporności na korozję mimo małej wytrzymałości, którą można zwiększyć za pomocą przeróbki plastycznej lub stosując jego stopy. Głównymi składnikami stopów aluminium są: miedź, krzem, magnez, cynk, i mangan. Mniej ważnymi dodatkami stopowymi: nikiel, żelazo, chrom, kobalt i tytan a w specjalnych przypadkach (nowe stopy łożyskowe) stosuje się jeszcze ołów i cynę. Wyżej wymienione pierwiastki tworzą z aluminium twarde i kruche fazy międzymetaliczne, ponadto powstają jeszcze gazy utworzone z samych dodatków stopowych. Miedź obniża skurcz odlewów, a Mg i Mn podwyższają własności mechaniczne i zwiększają odporność na korozję, szczególnie na działanie wody morskiej.
Do najważniejszych stopów aluminium zaliczamy:
Durale - stopy do przeróbki plastycznej aluminium z manganem, miedzią i innymi pierwiastkami, np.: na konstrukcje lotnicze.
Siluminy - stopy odlewnicze aluminium z krzemem. Posiadają bardzo dobrą lejność, mały skurcz odlewniczy, małą skłonność do pęknięć na gorąco oraz mały współczynnik rozszerzalności liniowej. Są odporne na korozję.
Modyfikacja siluminu i jej znaczenie.
Zawartość głównego składnika w stopach odlewniczych aluminium może dochodzić nawet do 30%. Odlewy stopów aluminiowych w kokili mają nieco wyższe własności mechaniczne niż odlewy w piasku. Stop aluminium z krzemem o zawartości 11,7% Si krzepnie jako stop eutektyczny, posiada bardzo dobre własności odlewnicze oraz dobrą wytrzymałość. Stopy te zwykle modyfikujemy za pomocą dodania małej ilości sodu lub soli sodowych. Skład eutektyki przesuwa się do 13% Si a temperatura eutektyki obniża się do 564°C i otrzymujemy strukturę drobnoziarnistą oraz dobre własności wytrzymałościowe. Stopy Al - Si o składzie zbliżonym do eutektyki nazywamy siluminami.
Obróbka cieplna stopów Al-Cu (na przykładzie DURALU).
W temperaturze pokojowej w Al rozpuszcza się ok. 0,5 % Cu. W temperaturze eutektycznej 548°C rozpuszczalność Cu w aluminium jest największa i wynosi 5,7%. Stop do zawartości 5,7 % Cu można nagrzać a następnie wygrzać oraz odpowiednio wystudzić, aby wtórne kryształy związku CuAl![]()
rozpuściły się i przeszły do roztworu α. Ostudzony roztwór nosi nazwę roztworu przesyconego. Otrzymaliśmy układ niezgodny z wykresem równowagi Al-Cu. W takim przesyconym roztworze zachodzą zmiany w kierunku zgodności z układem równowagi, co powoduje wydzielanie fazy CuAl![]()
i zatrzymanie w roztworze tylko 0,5 % Cu.
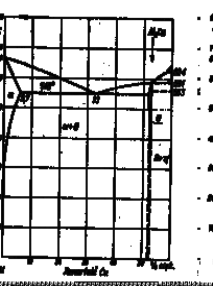
Rys. 1. Część układu Al-Cu.
Obróbka cieplna stopów miedzi z aluminium polega na zabiegach:
Przesycanie - polega na zatrzymaniu rozpuszczonego składnika w roztworze stałym przesyconym(temperatura 548°C, 5,7% Cu rozpuszczone w α) i w tym celu stosujemy szybkie chłodzenie; w układzie przesyconym w wyjściowym stadium jest 5,7 % Cu w α (temperatura pokojowa), zaczynają się procesy wydzieleniowe, które ten nietrwały układ starają się doprowadzić do zgodności z wykresem równowagi.
Rys. 2. Wpływ temperatury przesycania na własności mechaniczne duraluminium.
Starzenie - powoduje znaczne zmiany własności stopu po przesyceniu. Przy starzeniu samorzutnym w temperaturze ok. 20°C stop uzyskuje wysoką wytrzymałość po upływie 3÷5 dni a maksymalną po 7 dniach.
Rys. 3. Wpływ temperatury i czasu starzenia na wytrzymałość na rozciąganie
duraluminium po przesyceniu w wodzie od temperatury 600°C.
Podwyższenie temperatury starzenia przyspiesza czas uzyskania lepszych własności wytrzymałościowych, lecz własności te są nieco niższe niż w przypadku starzenia samorzutnego. Stan stopu osiągnięty w wyniku starzenia nie jest trwały i podgrzanie stopu do temperatury ok. 230°C powoduje po kilku minutach zanik wytrzymałości (odpowiadający granicy wyżarzania stopu). Po okresie 7dni stop poprzez starzenie samorzutnie nabywa ponownie wysokiej wytrzymałości (wytrzymałość uzyskana w wyniku starzenia samorzutnego jest ok. dwa razy większa od wytrzymałości dla stanu wyżarzonego). Zjawisko to może się powtarzać kilka razy i nosi nazwę nawrotu.
Zmiany zachodzące w strukturze podczas starzenia samorzutnego:
W początkowym okresie starzenia atomy miedzi będące w roztworze stałym przesyconym, rozmieszczone przypadkowo, zaczynają się skupiać w określonych miejscach sieci krystalicznej. W wyniku tego wewnątrz kryształu pojawiają się strefy o zwiększonej zawartości składnika rozpuszczanego (miedzi) zwane strefami GP (Guiniera-Prostona), atomy miedzi nie wydzieliły się jeszcze z roztworu jednak zmiana ich położenia w roztworze powoduje znaczne naprężenia własne w krysztale w wyniku czego wzrasta twardość stopu. Strefy GP to cienkie płytkowe układy atomów o grubości kilkudziesięciu warstw atomowych. Im wyższa temperatura starzenia tym grubsze i większe płytki.
Drugie stadium odbywa się w temperaturze 150÷200°C; zawartość Cu w strefach GP odpowiada związkowi CuAl

i powstaje nowa faza tzw. faza teta θ (Wasermana). Powstała faza posiada odrębną sieć krystaliczną sprzężoną z siecią macierzystą roztworu. Dalsze podwyższanie temperatury powoduje tylko koagulację CuAl
.Trzecie stadium - po wygrzaniu w temperaturze 200°C lub wyższej, sieć krystaliczna fazy teta odrywa się od sieci macierzystej roztworu nasyconego i przekształca się w odrębną sieć związku CuAl

. Maksymalne umocnienie stopu odpowiada jednak stadium początkowym: pierwszemu i drugiemu. Przy niskich temperaturach zachodzi tylko pierwsze stadium ze względu na małą ruchliwość atomu, natomiast przy intensywnym nagrzewaniu występuje drugie i trzecie stadium, bez pierwszego.
MIEDŹ.
Najpopularniejszym metalem kolorowym jest miedź, która ze względu na bardzo wysoką przewodność elektryczną i cieplną znalazła szerokie zastosowanie w elektrotechnice i elektryce.
Ma ona budowę krystaliczną o układzie regularnym płaskocentrycznym. Jest ona materiałem o dobrej plastyczności. Daje się łatwo spawać, lutować i zgrzewać. Łatwo poddaje się obróbce plastycznej na zimno i na gorąco. Silnie na nią oddziałują: chlor, chlorek żelaza, amonu, siarkowodór, acetylen, chlorek wapnia, a także aluminium. Otrzymywana jest za pomocą procesów ogniowych stosowanych w pirometalurgii. Jednak taka miedź jest silnie zanieczyszczona i z tego powodu podaje się ją rafinacji ogniowej lub elektrolitycznej. Miedź elektrolityczną czasami rafinuje się dodatkowo w próżni. W wilgotnym powietrzu pokrywa się ona warstwą (patyny), która jest zasadowym węglanem miedzi - ![]()
, chroniącym miedź przed dalszą korozją. W ten sposób miedź jest stosunkowo odporna na korozję atmosferyczną.
Choroba wodorowa miedzi.
Miedź techniczna jest w pewnym stopniu utleniana i bardzo szybko traci swe zdolności plastyczne, jeżeli jest poddana działaniu podwyższonych temperatur i wodoru, ponieważ do metalu dyfunduje wodór i szczególnie w podwyższonych temperaturach zachodzi reakcja:
![]()
.
Para wodna nie dyfunduje i nie może wydostać się na zewnątrz. Ciśnienie pary może powstać bardzo duże i wtedy powstają mikropęknięcia materiału. Opisane wyżej zjawisko nosi nazwę choroby wodorowej miedzi. Miedź utleniona nie nadaje się do dalszej przeróbki plastycznej.
Rys. 4. Wpływ składników stopowych na elektryczną przewodność (właściwą) miedzi.
Wpływ zanieczyszczeń na własności miedzi:
Tlen - obniża wytrzymałość na rozciąganie, podwyższa przewodność do zawartości 0,12%, przy wyższych zawartościach natomiast obniża podobnie jak zgniot.
Ołów - obniżą plastyczność, nie rozpuszcza się w miedzi lecz wydziela się na granicach ziaren, miedź staje się krucha na gorąco już przy zawartości 0,190.
Antymon - obniża własności plastyczne, jest bardzo szkodliwy i z tego powodu nawet w najgorszym gatunku miedzi jego zawartość nie powinna przekraczać 0,2%.
Arsen - również szkodliwy, mało podnosi wytrzymałość na rozciąganie, obniża własności plastyczne powyżej 0,5%, zwiększa kruchość na gorąco, a powyżej 1% również na zimno, dopuszcza się zawartość arsenu w miedzi do 0,2%.
Żelazo - podnosi wytrzymałoś, temperaturę rekrystalizacji i udarność, obniża bardzo wydatnie wydłużenie.
Fosfor - jest najbardziej popularnym odtleniaczem miedzi, pozostałości w ilości większej niż 0,03÷0,1% są niewskazane, ponieważ powodują kruchość.
Bizmut - wydziela się na granicy ziarna (nie rozpuszcza się w stałej miedzi), powoduje kruchość na gorąco już przy zawartości 0,01% a na zimno przy 0,05%, jest bardzo trudny do usunięcia, dopuszczalna jego zawartość wynosi 0,005%.
Siarka - tworzy Cu

S, obniża wytrzymałość na rozerwanie i inne własności wytrzymałościowe, dostaje się przeważnie z gazów spalinowych i do zawartości 0,1% nie jest szkodliwa.
Nikiel, srebro i złoto są domieszkami, które rozpuszczają się w miedzi i nie są szkodliwe.
Miedź produkujemy i oznaczamy w trzech rodzajach (M0 - beztlenowa, zanieczyszczeń nie więcej niż 0,05%; M1 - zanieczyszczeń nie więcej niż 0,1%; M2, M3, M4 - do ogólnych zastosowań) i dziesięciu gatunkach o zawartości 99,97÷99% czystej miedzi.
Poza tym produkuje się tzw. miedź stopową, w której zawartość głównego składnika stopowego nie przekracza 2%. Ze względu na małą wytrzymałość (można ją umocnić tylko za pomocą zgniotu) miedź jest stosowana najczęściej do produkcji stopów.
Gatunki miedzi.
Rodzaj miedzi |
Gatunek miedzi |
Cu |
Główne zastosowania |
|
|
Znak |
Cecha |
|
|
Beztlenowa |
Cu 99,97 B |
MOOB |
99,97 |
elektronika, radiotechnika |
Beztlenowa |
Cu 99,95 B |
MOB |
99,95 |
przewody elektrotechniczne i elementy o specjalnych własnościach |
Katodowa |
Cu 99,95 K |
MOK |
99,95 |
podstawowy produkt o wysokiej czystości, przeznaczony na miedź przewodową i specjalną |
Katodowa przetopiona |
Cu 99,9 E |
MIE |
99,9 |
przewody elektrotechniczne |
Rafinowana ogniowa |
Cu 99,96 |
MIG |
99,9 |
niektóre wyroby elektrotechniczne i półwyroby o wysokiej czystości |
Rafinowana ogniowa |
Cu 99,7G |
M2G |
99,7 |
półprodukty dla ogólnych celów; gatunki M2R i M3R na elementy spawane |
Odtleniona |
Cu 99,7R |
M2R |
99,7 |
|
Rafinowana ogniowo |
Cu 99,56 |
M36 |
99,5 |
- |
Odtleniona |
Cu 99,5R |
M3R |
99,5 |
odlewy kształtowe z miedzi i stopów miedzi |
Odlewnicza |
Cu 99 |
M4 |
99,5 |
|
MOSIĄDZE - STOPY MIEDZI Z CYNKIEM.
Jednym z najważniejszych układów podwójnych miedzi są jej stopy z cynkiem, które noszą nazwę mosiądzów.
Składnikami struktur w poniższym układzie są:
Faza α - roztwór stały cynku w miedzi. Rozpuszczalność cynku do 39% do temperaturze 453° jest stała, a w temperaturze 905° maleje do 32%. Obszar α jest obszarem największego zastosowania technicznego.
Faza β - roztwór stały na osnowie związku międzymetalicznego CuZn o wiązaniu elektronowym
Faza β′ - roztwór stały miedzi w związku CuZn (uporządkowany).
Faza γ - roztwór stały miedzi w związku Cu

Zn
, o sieci sześciennej zwartej, graniczna temperatura uporządkowania do 270°C.
Faza γ′ - roztwór stały miedzi w związku Cu

Zn
(uporządkowany).
Techniczne zastosowanie mają mosiądze z zakresu α i α+β nie przekraczające 45% cynku. Mosiądze wykazują dużą podatność do obróbki plastycznej. Zakres maksymalnej plastyczności jest w obszarze 15÷30% cynku.
Mosiądze o zawartości cynku 32÷40% są mniej plastyczne, możliwe jest jeszcze walcowanie. W zakresie α+β przeróbka plastyczna powinna się odbywać na gorąco w temp. 780÷820°C. Następnie zalecane jest wyżarzanie rekrystalizujące (700÷770°C).
KOROZJA MOSIĄDZÓW.
Sezonowe pękanie mosiądzu:
Mosiądze w pewnych szczególnych środowiskach korozyjnych, zdolnych do wywołania ataków lokalnych i rozpuszczania produktów korozji, ulegają korozyjnemu pękaniu naprężeniowemu. Zjawisko to, tzw. pękanie sezonowe, zachodzi w wyrobach mosiężnych, które przeszły obróbkę plastyczną, ale nie zostały poddane wyżarzaniu odprężającemu lub podczas pracy były narażone na naprężenia. Pod wpływem działania naprężeń wewnętrznych i atmosfery szczególnie zawierającej amoniak (wydzielający się z np. mas plastycznych), po niedługim czasie następują mikropęknięcia (głównie granicy ziaren). Aby tego uniknąć wyroby po przeróbce plastycznej należy poddać wyżarzaniu odprężającemu w temperaturze 250°C. Najbardziej podatne na zjawisko są mosiądze z zakresu α+β, ponieważ faza β jest bardziej elektroujemna niż α i ona ulega korozji. Najczęściej temu zjawisku podlegają rurki mosiężne, łuski karabinowe, itp. Podatność mosiądzów do sezonowego pękania można określić za pomocą próby amoniakalnej, wykrywającej w stopach miedzi obecność naprężeń mogących spowodować pękanie na skutek korozji naprężeniowej.
Odcynkowanie:
Ma miejsce, gdy mosiądz narażony jest na działanie chloru lub elektrolitu i polega na przejściu miedzi i cynku do roztworu ciekłego, z którego wytrąca się częściowo miedź w postaci gąbczastej. Uważa się, że proces odcynkowania zachodzi w ogniwach lokalnych, w których cynk rozpuszcza się na anodach, zaś proces katodowy polega na depolaryzacji rozpuszczonego tlenu. Przyjmuje się, że miedź tworzy ruchliwe atomy dyfundujące na powierzchnię metalu i osadzając się na niej przypomina miedź elektrolityczną. Wytrącanie miedzi wzmago proces korozji nie uwidaczniając jej na zewnątrz. Odcynkowanie nie zmienia kształtu przedmiotu, ale bardzo obniża wytrzymałość. Odcynkowaniu ulegają zarówno mosiądze jednofazowe (zawierające ponad 20% Zn), jak i dwufazowe. Jeśli proces odcynkowania ma charakter miejscowy, to jego efektem są wżery. Wprowadzenie kilku setnych procenta arsenu, antymonu lub fosforu zapobiega odcynkowaniu mosiądzów![]()
.
BRĄZY.
Stopy miedzi z innymi pierwiastkami niż cynk, nazywamy brązami. Należą do nich przede wszystkim układy Cu-n, Cu-Al, Cu-Si, Cu-Mn, Cu-Ni, Cu-Pb, Cu-Be.
W większości przypadków brązy zawierają dalsze składniki stopowe jak: Zn, Sn, Pb, Ni, P, Si, Mn, Al., Fe.
Jednym z najstarszych i najbardziej rozpowszechnionym brązem jest układ podwójny miedź - cyna, nazywamy go brązem cynowym. Praktyczne zastosowanie znalazły stopy o zawartości cyny 3÷32%, przy czym stopy do przeróbki plastycznej stosuje się o zawartości cyny 3÷10%, a na odlewy stosujemy składy 10÷32% cyny.
W strukturze stopów miedzi z cyną w postaci odlewanej istnieją dosyć duże odstępstwa od stanu równowagi wynikającej z wykresu.
Brązy posiadają bardzo dobre własności odlewnicze, skurcz poniżej 1%. Dla porównania skurcz dla mosiądzu i żeliwa - 1,5%, a dla stali - 2%.
Struktura brązów cynowych zależy od następujących czynników:
składu chemicznego,
warunków topnienia i odlewania,
warunków krzepnięcia i chłodzenia,
obróbki cieplnej
rodzaju przeróbki plastycznej.
Odlewy wykazują na ogół strukturę dendrytyczną i wymagają ujednorodnienia.
W praktyce najczęściej spotykamy brązy wieloskładnikowe. W tych przypadkach nazwy tworzymy od głównych składników na przykład brąz cynowo-ołowiowy. Dodatek ołowiu zwiększa odporność na ścieranie polepsza lejność brązu, pogarsza własności wytrzymałościowe.
Składniki szkodliwe w brązach: antymon, arsen, kadm, magnez, krzem, selen, tellur, bizmut.
Fosfor wprowadzony do brązu cynowego 0,02÷0,05% działa odtleniająco. Natomiast w celu polepszenia własności na ścieranie wprowadza się go ok. 0,5%. Większe zawartości fosforu powodują kruchość. Dodatki Fe i Ni wpływają na rozdrobienie struktury. Oprócz brązu cynowego występują także brązy: cynowo fosforowe, aluminiowe (zwane dawniej brązalami) i niklowe.
Obróbka cieplna brązów jest różna w zależności od ich rodzajów. Brązy cynowe, cynowo-cynkowe, ołowiowe i niektóre bezcynowe są obrabiane cieplnie, podobnie jak mosiądze. Natomiast brązy krzemowoniklowe, niklowomanganowo - krzemowe i berylowe, poza obróbką cieplną taką samą jak dla mosiądzów, mogą być utwardzane dyspersyjne (przesycanie i następujące po nim starzenie stopu).
PRZEBIEG WYKONANIA ĆWICZENIA.
Na ćwiczeniach otrzymaliśmy do obserwacji po trzy próbki różnych stopów. Każdą badaliśmy pod mikroskopem metalograficznym o powiększeniu x200. Naszym zadaniem było rozpoznanie i naszkicowanie oglądanych próbek. Następnie w instrukcji porównaliśmy nasze szkice i opisaliśmy stopy według danych z instrukcji. Próbki oznaczone są na odpowiednich układach równowagi znajdujących się w części teoretycznej.
Oto trzy rozpoznane próbki:
1.Mosiądz ołowiowy- gatunek /cecha/ M058, znak CuZn40Pb2 wg PN/H-87025
Stan: odlew
Skład chemiczny: Cu - 59%
Pb - 2,0%
Zn - 38%
Fe - 0,40%
Sn - 0,30%
Sb - 0,01%
Bi - 0,004%
P - 0,012%
Opis strukturalny: Jasne kryształy roztworu stałego cynku w miedzi. Ciemne kryształy roztworu stałego opartego na fazy międzymetalicznej CuZn
Trawiono odczynnikiem o składzie:
30 ml - kwasu solnego HCl
10 g - chlorku żelazowego krystalicznego FeCl3
120 ml - alkoholu etylowego C2H5OH
2.Brąz aluminiowo-żelazowo-niklowy - gatunek BA 1044, znak CuAl10Fe4Ni4 wg Pn/H - 87026
Stan: odlew
Skład chemiczny: Al - 10,20% Mn - 0,4%
Fe - 4,80% Si - 0,15%
Ni - 4,20% Sb - 0,035%
Zn - 0,4% Bi - 0,004%
Sn - 0,10% As - 0,044%
Pb - 0,09% S - 0,048%
P - 0,08% Cu - reszta
Opis strukturalny: eutektoid złożony z kryształów roztworu stałego na bazie miedzi, oraz kryształu roztworu stałego opartego na związku międzymetalicznym Cu3Al4 , oraz jasne kryształy roztworu stałego bogatego w w miedż
Trawiono odczynnikiem o składzie:
30 ml - kwasu solnego HCl
10 g - chlorku żelazowego krystalicznego
120 ml - alkoholu etylowego C2H5OH
3. Miedz rafinowana ogniwa - gatunek / cecha / M2G, znak Cu99, 7G wg Pn/H - 82120
Stan: wyżarzona
Skład cemiczny: Cu - 99,75%
Bi - 0,001%
Pb - 0,008%
Sb - 0,004%
As - 0,008%
Fe - 0,040%
Ni - 0,180%
Sn - 0,040%
S - 0,009%
O2 - 0,070%
Opis struktury: ziarna oddzielone ciemnymi granicami. Proste linie wewnątrz ziarn oraz na granicach wydzielone tlenki miedzi
Trawiono odczynnikiem o składzie:
30 ml - kwasu solnego
10 g - chlorku żelazowego krystalicznego FeCl3
120 ml - alkoholu etylowego C2H5OH
Dobór stopów do następujących części:
Tłok silnika spalinowego: materiał ten musi mieć najmniejszy współczynnik tarcia a także musi być wytrzymały na wysokie temperatury. Musi posiadać także niski współczynnik rozszerzalności cieplnej i dużą twardość dlatego wybrałbym stop aluminium AlSi13Mg1CuNi. Skład chemiczny tego stopu: Cu - 1,1%
Mg - 1,1%
Si - 12,25%
Ni - 1,05%
Pokrywa zaworów silnika: materiał musi być odporny na działanie wysokich temperatur, musi być także lekki i twardy. Powinien być także lekki i mieć niski współczynnik tarcia. Wybrałbym stop aluminium AlCu7Si5 który ma cechę AM75.
Obudowa skrzyni biegów: materiał ten musi być odporny na korozję, musi mieć jak najmniejszy ciężar dlatego użyłbym stopu aluminium AlSi5Cu2 z cechą AK52.
Chłodnica: materiał powinien charakteryzować się dużą odpornością na wysokie temperatury, powinien być lekki i odporny na korozję. Wybrałbym stop aluminium o znaku AlSi6Cu4 charakteryzujący się cechą AK64.
Śruba okrętowa: musi materiał być odporny na korozję i nie powinien ulegać wydłużeniu. Do tego przedmiotu wybrałbym stop brązu wieloskładnikowego o znaku CuNiAl2 o składzie chemicznym: Ni - 6%
Al - 2%
Cu - reszta
Odlew wieszcza: materiał powinien być odporny na czynniki zewnętrzne , w tym przypadku na korozję, musi być bardzo lejny i estetyczny po wystygnięciu. Wybrałbym brąz CuSn10 z cechą B10.
Wnioski
Stopy metali kolorowych mają bardzo duże zastosowanie, gdyż z ich składników można zrobić oczekiwane własności mechaniczne i fizyczne. Niektóre stopy chociaż są idealne do użycia dla danego przedmiotu nie są wykorzystywane gdyż są jeszcze zbyt drogie. Najpowszechniej stosujemy stopy w przemyśle elektrotechnicznym i maszynowym np. do produkcji wyżej wymienionych przedmiotów.
1
Wyszukiwarka