AKADEMIA GÓRNICZO-HUTNICZA im. Stanisława Staszica
Wydział Inżynierii Mechanicznej i Robotyki
Przedmiot:
podstawy mechaniki i konstrukcji maszyn
Ćwiczenie laboratoryjne jest wykonywane
w
KATEDRze Systemów Wytwarzania

LABORATORIUM
Analiza konstrukcji prasy walcowej i realizowanego w niej procesu
Autor opracowania i prowadzący ćwiczenie: dr inż. Bogdan Kosturkiewicz
Kraków, 2012
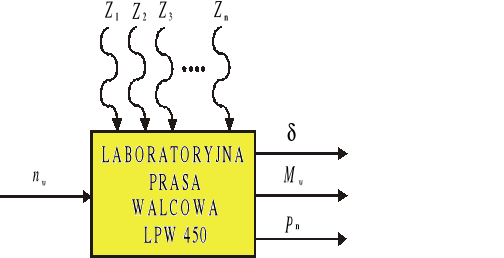
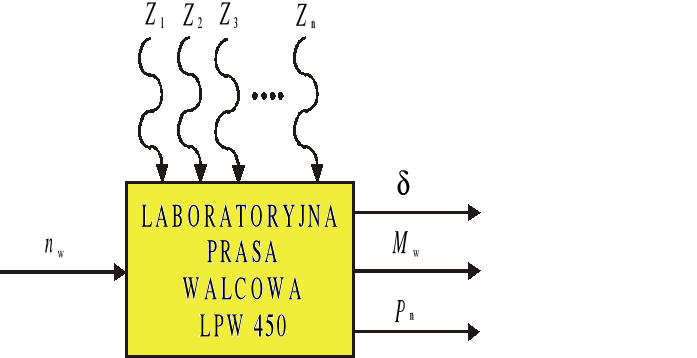
Rys. Schemat jakościowego modelu obiektu badań
Jako zmienną niezależną sterowalną wytypowano:
nw - prędkość obrotową walców prasy.
Jako zmienne zależne wybrano:
- szczelinę między walcami,
Mw - moment skręcający na wale prasy,
pn - nacisk jednostkowy na powierzchni walca.
1. Opis instalacji doświadczalnej do badań procesu brykietowania materiałów drobnoziarnistych w prasie walcowej
Badania przewidziane do realizacji w ramach ćwiczenia laboratoryjnego wykonywano przy pomocy niektórych urządzeń, wchodzących w skład instalacji doświadczalnej, której schemat przedstawiono na rys. 5. Istotnym elementem instalacji jest laboratoryjna prasa walcowa oznaczona symbolem LPW 450, której widok ogólny przedstawiono na fot. 1. W skład stanowiska badawczego wchodzą następujące zespoły:
napęd główny prasy walcowej,
- elektroniczny układ regulacji prędkości obrotowej silnika,
- klatka walców formujących wraz z zasilaczem,
- układ hydrauliczny docisku walca przesuwnego,
- układ pomiarowy.
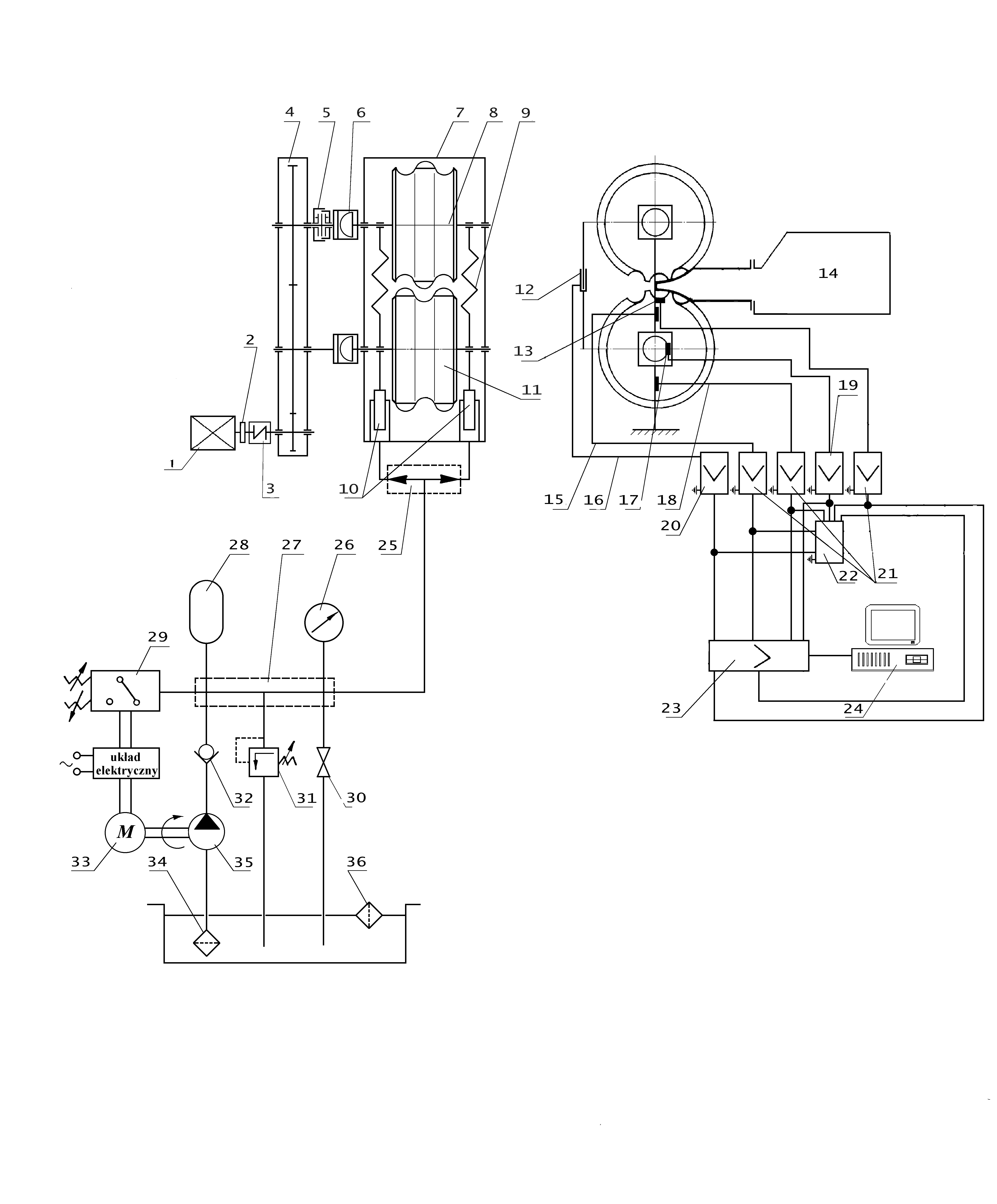
Rys. Schemat laboratoryjnej prasy walcowej LPW 450 wraz z układem pomiarowym
1 - silnik elektryczny asynchroniczny napędu głównego, 2 - przekładnia cykloidalna, 3 - sprzęgło podatne, 4 - klatka walców zębatych, 5 - sprzęgło cierne, 6 - sprzęgło Oldhama, 7 - rama, 8 - walec brykietujący nieprzesuwny, 9 - element sprężysty lub dystansowy, 10 - siłowniki nurnikowe, 11 - walec brykietujący przesuwny, 12 - indukcyjny czujnik przemieszczeń, 13 -tor pomiarowy nacisku jednostkowego we wgłębieniu formującym, 14 - zasobnik, 15 - tor pomiarowy siły obciążającej element dystansowy, 16 - tor pomiarowy przemieszczenia walca przesuwnego, 17 - tor pomiarowy momentu skręcającego na wale przesuwnego walca formującego, 18 - tor pomiarowy siły docisku walca przesuwnego, 19 - wzmacniacz pomiarowy KMN-602, 20 - wzmacniacz pomiarowy PFL-102, 21 - wzmacniacz pomiarowy MGT-232, 22 - rejestrator, 23 - urządzenie pomiarowe Siglab, 24 - komputer PC/AT, 25 - kostka łącząca 26 - manometr, 27 - kostka montażowa,, 28 - akumulator gazowy, 29 - układ regulacji ciśnienia, 30 - zawór zamykający, 31 - zawór przelewowy, 32 - zawór zwrotny, 33 - silnik elektryczny, 34 - filtr ssawny, 35 - pompa, 36 -filtr wlewowy.
Napęd główny prasy walcowej
Napęd główny prasy walcowej LPW 450 składa się z motoreduktora serii Drive 6000 typ CHHMS 30-6170-15/T F180MG/4 (silnik asynchroniczny o mocy PS = 22,0 kW i obrotach znamionowych ns = 1470 obr/min (50 Hz), reduktor typ „CYCLO” o przełożeniu i = 15), którego czop połączony jest za pośrednictwem sprzęgła podatnego z klatką walców zębatych o całkowitym przełożeniu i = 6,43 służącą również do rozdzielenia momentu obrotowego. Na czopach wałów klatki walców zębatych znajdują się sprzęgła Oldhama, a dodatkowo na jednym z nich sprzęgło cierne umożliwiające, w razie potrzeby, odpowiednie ustawienie względem siebie wgłębień walców formujących.
Elektroniczny układ regulacji prędkości obrotowej silnika
Elektroniczny układ regulacji prędkości obrotowej silnika składa się z przemiennika częstotliwości FR 540 30K EC (MITSUBISHI ELECTRIC) oraz filtru FFR-A540-95A-SF100. Układ ten, wraz z zastosowanym napędem głównym prasy walcowej LPW 450 zapewnia, między innymi, płynną regulację wartości prędkości obwodowej walców prasy w zakresie v=0,1Ⴘ0,5 m/s.
Klatka walców formujących
Klatka walców formujących składa się z zamkniętego stojaka, w którym znajdują się ułożyskowane tocznie dwa walce: nieprzesuwny i przesuwny. Na walcach zamontowane są pierścienie formujące. Podzespół walca przesuwnego podparty jest siłownikami nurnikowymi. Dwa wały klatki walców zębatych połączone są z wałami walców formujących za pomocą sprzęgieł Oldhama, pozwalających m.in. na przemieszczenie walca przesuwnego prasy w przypadku przekroczenia założonego maksymalnego obciążenia. Brykietowany materiał może być podawany w strefę zagęszczania prasy przy pomocy zasilacza grawitacyjnego, zbieżno-kanałowego lub ślimakowego. Wybór sposobu podawania materiału zależy od jego własności.
Układ hydrauliczny docisku walca przesuwnego
Układ hydrauliczny posiada typowy charakter. Zapewnia on elastyczne podparcie walca przesuwnego siłą o wartości 0÷220 kN. Umożliwia to realizację określonego nacisku jednostkowego w procesie brykietowania oraz płynne zwiększanie szczeliny między walcami w przypadku przekroczenia założonego maksymalnego obciążenia.
Układ pomiarowy
Prasę walcową LPW 450 wyposażono w układ pomiarowy składający się z następujących torów:
a) wartości momentu skręcającego na wale nieprzesuwnego walca formującego; w skład toru pomiarowego wchodzą:
zestaw telemetryczny MT 2555A, przedwzmacniacz EV 2510A firmy HOTTINGER BALDWIN MESSTECHNIK,
wzmacniacz pomiarowy KMN 602A firmy HOTTINGER BALDWIN MESSTECHNIK,
b) wartości nacisku wywieranego przez zagęszczany materiał drobnoziarnisty na dno wgłębienia formującego; w skład toru pomiarowego wchodzą:
czujnik tensometryczny (konstrukcja KUTiOŚ AGH)
wzmacniacz tensometryczny MTG 232 firmy HOTTINGER BALDWIN MESSTECHNIK,
c) przemieszczenia walca przesuwnego; w skład toru pomiarowego wchodzą:
indukcyjny czujnik przemieszczeń PTx20,
przyrząd z falą nośną PE-102 firmy PELTRON,
d) wartości siły obciążającej element dystansowy, w skład toru pomiarowego wchodzą:
czujnik tensometryczny (konstrukcja Katedry UTiOŚ AGH)
wzmacniacz tensometryczny MTG 232 firmy HOTTINGER BALDWIN MESSTECHNIK,
e) wartości siły docisku walca przesuwnego, w skład toru pomiarowego wchodzą:
czujnik tensometryczny (konstrukcja Katedry UTiOŚ AGH)
wzmacniacz tensometryczny MTG 232 firmy HOTTINGER BALDWIN MESSTECHNIK,
W trakcie realizacji kolejnych prób brykietowania odpowiednio przygotowanej mieszanki następuje rejestracja następujących charakterystyk czasowych:
- poboru mocy prasy walcowej,
- wartości nacisku wywieranego przez brykietowany materiał na dno wgłębienia formującego,
- przemieszczenia walca przesuwnego.
Do akwizycji danych wykorzystuje się system pomiarowy zrealizowany w oparciu o kartę pomiarową DAQ-700 firmy National Instruments i komputer (notebook).
2. Cel ćwiczenia
Celem ćwiczenia jest zapoznanie studentów z :
metodami ciśnieniowego scalania materiałów drobnoziarnistych,
metodami pomiaru momentu skręcającego, szczeliny i nacisku jednostkowego,
procedurą obliczania wydajności oraz jednostkowego zapotrzebowania energii na realizację procesu scalania.
3. Wymagany zakres wiadomości
Pojęcia podstawowe z zakresu teorii zagęszczania materiałów drobnoziarnistych w prasach walcowych.
Model matematyczny procesu zagęszczania materiałów ziarnistych w prasie walcowej.
Podstawy tensometrii oporowej.
4. Zadania do wykonania
W czasie ćwiczeń należy wykonać następujące czynności:
Ustawić prędkość obwodową prasy walcowej vw i szczelinę między walcami δ - wykonuje prowadzący ćwiczenie.
Przygotować próbkę materiału drobnoziarnistego
Włączyć aparaturę pomiarową - wykonuje prowadzący ćwiczenie.
Wsypać przygotowany materiał drobnoziarnisty do zasobnika.
Uruchomić prasę walcową - wykonuje prowadzący ćwiczenie.
Włączyć aparaturę pomiarową.
Przegrać na nośniki danych wyniki pomiarów.
5. Opracowanie wyników pomiarów:
Strona tytułowa.
Cel ćwiczenia.
Schemat stanowiska badawczego.
Opis przebiegu przeprowadzonego eksperymentu
Zestawienie wyników pomiarów (w tym wykresy charakterystyk czasowych mierzonych wielkości)
Wnioski
Wykaz procedur obliczeniowych
1. Obliczenie mocy pobieranej w czasie realizacji procesu brykietowania Nc
[kW]
gdzie:
Mw - moment na wale prasy walcowej [kNm],
nw - prędkość obrotowa walców prasy [obr/min].
2. Obliczenie wydajności objętościowej prasy walcowej wyposażonej w pierścienie formujące o „siodłowym” kształcie wgłębień Wo
![]()
[m3/h],
gdzie:
Vb - objętość brykietu [m3],
ib - ilość wgłębień formujących [-], i=90,
nw - prędkość obrotowa prasy walcowej [obr/min].
3. Obliczenie wartości jednostkowego zapotrzebowania energii w czasie realizacji procesu brykietowania Zc

[kWh/m3]
Tabela 1. Wyniki badań i obliczeń
L.p. |
Wielkość |
Jednostka |
Wartość |
1 |
Średnica walców Dw |
[m] |
0,45 |
2 |
Prędkość obwodowa vw |
[m/s] |
|
3 |
Prędkość obrotowa prasy walcowej nw |
[obr/min] |
|
4 |
Moment skręcający Mw |
[kNm] |
|
5 |
Moc Nc |
[kW] |
|
6 |
Szczelina między walcami δ |
[m] |
|
7 |
Objętość brykietu Vb |
[m3] |
6,5 10-6 |
8 |
Ilość wgłębień formujących ib |
[-] |
90 |
9 |
Wydajność objętościowa prasy walcowej Wo |
[m3/h] |
|
10 |
Jednostkowe zapotrzebowanie energii na realizację procesu brykietowania Zc |
[kWh/m3] |
|
Wyszukiwarka