Podpisy pod rysunkiem :
load
załadowywanie
machining area
obszar operowania
store
przechowywanie
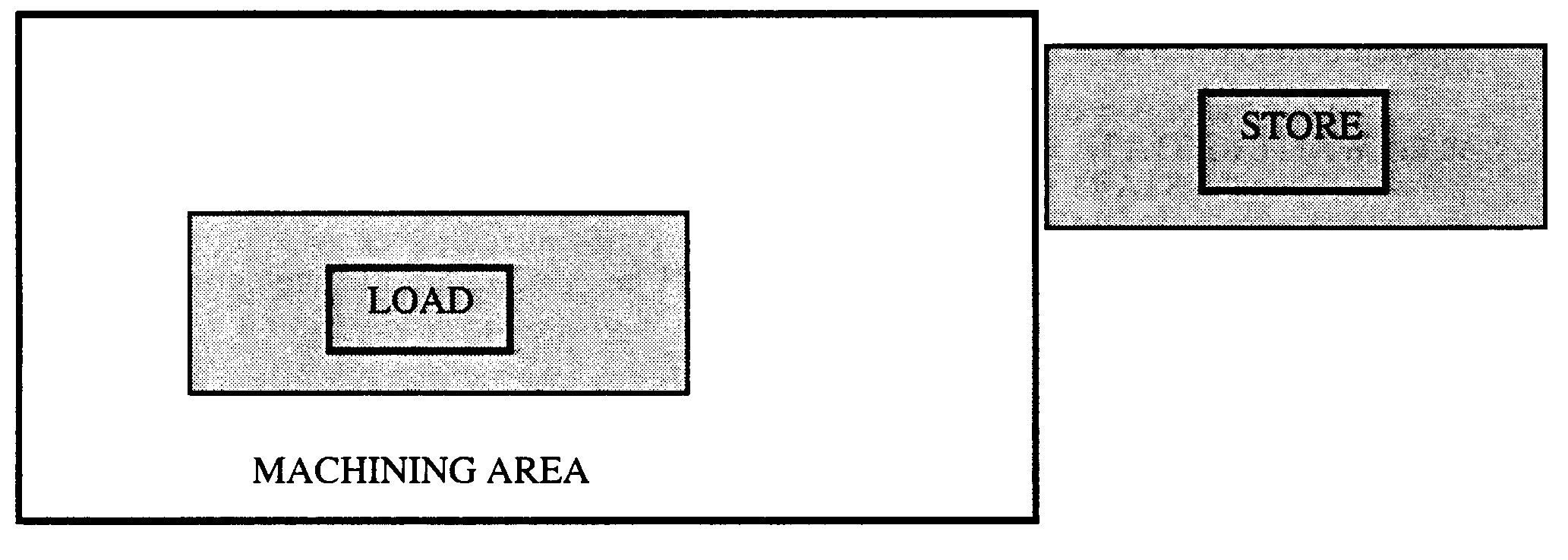
Zmieniacz palet (Pallet Changer)
(Działanie mechanizmu) Mechanical Overview
Bieżący rozdział przestawia operacje wykonywane przez zmieniacz palet. Zmieniacz palet może być sterowany przez program lub a pomocą komendy UT. Palety przemieszczają się na szynach na łożyskowanych podporach. Paleta jest przymocowywana na stole przez hydrauliczny zacisk.
Zacisk jest uwalniany przez kod programu dotyczący zmieniacza palet lub z menu funkcji UTILITY. Drzwiczki otwierane i zamykane są przez zawór hydrauliczny. Palety są przesuwane przez ramię mechaniczne.
Dwie palety są identyfikowane jako paleta A i paleta B. Przednia paleta to paleta A, tylna paleta to paleta B.
Paleta może przyjmować trzy pozycje: załadowania, magazynowania i pracy. Pozycja załadowania występuje, gdy paleta jest unieruchomiona na stole przez hydrauliczny hamulec. Pozycja magazynowania występuje, gdy paleta jest gotowa do załadowania na stół. Pozycja zamyka się w miejscu z mechanicznym uwolnieniem. Gdy paleta jest uwolniona z pozycji magazynowania przechodzi w pozycję pracy. Paleta musi być ręcznie przesunięta w tą pozycję. Przesuń w dół dźwignię uwalniającą aby przesunąć stół w pozycję pracy. Ta pozycja znajduje się najdalej na zewnątrz tak, że paleta nie może być przesunięta. Jest ona najbardziej dostępna dla operatora wymieniającego części.
Istnieją trzy Funkcje M, które mogą być wykorzystywane do operowania paletami. Mogą być użyte do wymiany palet lub do utylizacji tylko jednej palety.
Uwaga : Na pytanie„DO YOU HAVE A PALLET CHANGER?” (Czy posiadasz zmieniacz palet) musi zostać udzielona odpowiedź twierdząca (YES (tak)).
M31 Wymiana Palet (Exchange Pallets)
M31 wykonuje wymianę palet. Zmieniacz palet zatrzyma bieżącą paletą na stole obrabiarki i załaduje inną paletę. Nie będzie wykonany inny ruch maszynowy. Kod M31 może występować tylko jako pojedyncza instrukcja w linii.
Uwaga: Wszystkie uchwyty i maszynowe przesunięcia muszą być skasowane przed wykonaniem wymiany palet.
M32 Składowanie Palety B i Załadowanie Palety A
Gdy paleta B znajduje się na stole, M32.1 magazynuje paletę B (poza obszarem obróbki) i ramię do przemieszczania palet przesunie się do palety A. Maszyna zostanie ustawiona w stan czekania (WAITING STATE) i drzwiczki palet pozostaną otwarte dopóki zostanie włączony przycisk START. Gdy Przycisk START jest wciśnięty paleta A będzie zawrócona do stołu w obszarze obróbki (LOADED).
Gdy paleta A znajduje się na stole, M32.1 magazynuje paletę A. Maszyna zostanie ustawiona w stan czekania (WAITING STATE) i drzwiczki palet pozostaną otwarte dopóki zostanie włączony przycisk START. Gdy Przycisk START jest wciśnięty paleta A będzie zawrócona do stołu w obszarze obróbki (LOADED).
Uwaga :Wszystkie uchwyty i przesunięcia maszyny muszą być skasowane przed wykonaniem wymiany palet.
M32.1 - Składowanie Palety B, Załadowanie Palety A i Sprawdzenie czy Paleta A
została załadowana
Gdy paleta B znajduje się na stole. M32.1 magazynuje paletę B i załaduje paletę A.
Jeżeli paleta A jest pozycji załadowania (na stole obróbkowym) M32.1 zweryfikuje czy Paleta A jest pozycji załadowania (na stole obróbkowym). Nie wystąpi żadne przesunięcie.
M33 - Składowanie Palety A, Załadowanie Palety B
Gdy paleta A znajduje się na stole, M33 magazynuje paletę A (poza obszarem obróbki) i ramię do przemieszczania palet przesunie się do palety B. Maszyna zostanie ustawiona w stan czekania (WAITING STATE) i drzwiczki palet pozostaną otwarte dopóki zostanie włączony przycisk START. Gdy Przycisk START jest wciśnięty paleta B będzie zawrócona do stołu w obszarze obróbki (LOADAD).
Gdy paleta B znajduje się na stole, M33 magazynuje paletę B. Maszyna zostanie ustawiona w stan oczekiwania (WAITING STATE) i drzwiczki palet pozostaną otwarte dopóki zostanie włączony przycisk START. Gdy Przycisk START jest wciśnięty paleta B będzie zawrócona do stołu w obszarze obróbki (LOADED).
Uwaga :Wszystkie uchwyty i przesunięcia maszyny muszą być skasowane przed wykonaniem wymiany palet.
M33 - Składowanie Palety A, Załadowanie Palety B i Sprawdzenie czy Paleta B
została załadowana
Gdy paleta B znajduje się na stole. M33 magazynuje paletę A i załaduje paletę B.
Jeżeli paleta B jest pozycji magazynowania (na stole obróbkowym) M33 zweryfikuje czy Paleta B jest pozycji magazynowania (na stole obróbkowym). Nie wystąpi żadne przesunięcie.
Uwaga : Ruch stołu w kierunku pozycji palety może być zatrzymany przez naciśnięcie klawisza SLIDE HOLD. Ruch palety do i z pozycji magazynowania może być również wstrzymany przez naciśnięcie klawisza SLIDE HOLD.
Uwaga : Aby wykonać wymianę palet musi ona być w pozycji magazynowania. Jeżeli znajduje się w pozycji pracy, pojawi się komunikat RETURN PALET TO THE STORED POSITION (Umieść paletę w pozycji składowania).
Uwaga : System pneumatyczny i hydrauliczny są wyłączane pomiędzy wymianą palet M32 i M33 oraz po magazynowaniu palet.
Uwaga : gdy paleta jest umieszczona w pozycji serwisowej podczas zmiany palet, narzędzia maszyny przechodzą w stan oczekiwania (waiting state).
Podpisy pod rysunkiem : |
|
load |
załadowywanie |
machining area |
obszar operowania |
store |
przechowywanie |
Włączenie potencjometru sterowania palet A i B stołów obrotowych
(Pallet A Rotary Table & Pallet B Rotary Table Override Potentiometer)
Urządzania do wymiany palet, wyposażone w podwójne stoły obrotowe, posiadają dwa potencjometry położone na arkuszu blachy, jeden po lewej, drugi po prawej stronie drzwi. Są to potencjometr palety A stołu obrotowego do pomiarów palety A na stole obrotowym oraz potencjometr palety B stołu obrotowego do pomiarów na palecie B stołu obrotowego. Jest tak zakładając, że osią palet A jest os A, a osią palety B jest oś B.
Potencjometry uaktywniają się po najechaniu na bazę, następnie uaktywniają kod M48.2 i potencjometr palety A lub kod M48.3 i potencjometr palety B. Kody M mogą być użyte w programie lub w trybie MDI. Zastosowaniem potencjometru jest umożliwienie operatorowi obrócenie stołu obrotowego w celu usunięcia lub załadowania przedmiotu obróbki.
Stoły obrotowe powrócą automatycznie do pierwotnych pozycji, gdy zostanie włączony kod M49.2 lub wyłączony potencjometr palety A lub, gdy zostanie włączony kod M49.3 lub wyłączony potencjometr palety B. Może być to również wykonane programowo lub w trybie MDI. Ruch stół obrotowego będzie wolny, gdy potencjometr jest przekręcony. Gdy następuje powrót osi przy nieaktywnych kodach (M49,2 i M49,3), przesunięcie będzie automatyczne i wolne. Prędkość nie jest regulowana. Korespondujący Nieaktywny kod (M) zablokuje potencjometr i ustawi stoły obrotowe w ostatniej pozycji. Zapewnia to, że stoły obrotowe znajdują się w pierwotnej pozycji przed powrotem do obszaru obróbki.
M48.2 Włączenie potencjometru palety A stołu obrotowego.
Kodem M48.2 włącza się potencjometr palety A stołu obrotowego podczas gdy paleta A znajduje się w magazynie.
M49.2 Wyłączenie potencjometru palety A stołu obrotowego
Kodem M49.2 wyłącza się potencjometr palety A stołu obrotowego podczas gdy paleta A znajduje się w magazynie
M48.3 Włączenie potencjometru palety b stołu obrotowego.
Kodem M48.2 włącza się potencjometr palety B stołu obrotowego podczas gdy paleta B znajduje się w magazynie.
M49.3 Wyłączenie potencjometru palety B stołu obrotowego.
Kodem M49.2 wyłącza się potencjometr palety B stołu obrotowego podczas gdy paleta B znajduje się w magazynie
Przykład :
N3 E0 X0Y0 A0
N4 M33.1 (Magazynowanie palety A, załadowanie palety B w polu obróbki)
N5 M48.2 (Włączenie potencjometru palety A stołu obrotowego)
.....
N506 M49.2 (Wyłączenie potencjometru palety A stołu obrotowego)
N507 E0 X0 Y0 A0
N508 M33.1 (Magazynowanie palety B, załadowanie palety A w polu obróbki)
N509 M48.3 (Włączenie potencjometru palety B stołu obrotowego)
.....
N1017 M49.3 (Wyłączenie potencjometru palety A stołu obrotowego)
Sterowanie Pilotem (Remote Machine Control)
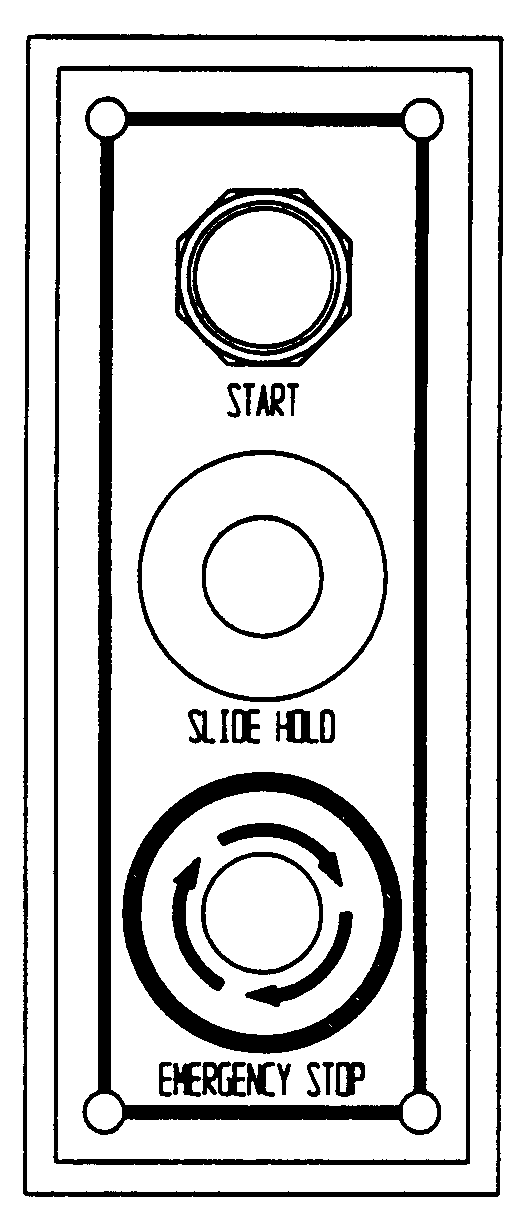
Istnieją dwa pulpity sterownicze zamontowane przy obszarach pracy palet. Umożliwiają one operatorowi wykonanie funkcji START, SLIDEHOLD (zatrzymanie sań) i EMERGENCY STOP (zatrzymanie awaryjne) przez naciśnięcie przycisku na pulpicie.
Podpisy pod rysunkiem : |
|
slide hold |
zatrzymanie sań |
emergency stop |
zatrzymanie awaryjne |
Menu Utility
Palety mogą być sterowane przy użyciu komendy UT. Po wprowadzeniu komendy UT wyświetlone zostaje poniższe menu :
OFFSET UTILITY OPTIONS : (opcje komendy Utility)
1 TOOL SETTING CYCLE (cykl ustawienia narzędzi)
2 FIXTURE OFFSET SETTING(ustawienie przesunięć uchwytów specjalnych)
3 TEST TOUCH PROBE (test próbnika)
4 TEST MP PROBE (test próbnika MP)
5 PALLET CHANGER (zmieniacz palet)
6 CLOCKS (zegary)
7 EXIT (wyjście)
ENTER OPTION NUMBER (wybierz odpowiedni numer)
Po wybraniu opcji numer 5 (zmiana palet) pojawia się następujące menu :
PALLET CONTROLS: (sterownik palet)
1 EXCHANGE PALLETS (A-B)(wymień palety)
2 LOAD-STORE PALLET A (załaduj-magazynuj paletę A)
3 LOAD-STORE PALLET B (załaduj-magazynuj paletę B)
4 SERVICE UTILITY (obsługa)
5 EXIT (wyjście)
ENTER OPTION NUMBER (wybierz odpowiedni numer)
OPCJA 1
Po wybraniu opcji 1 nastąpi sekwencja czynności :
1. Otwarcie drzwi.
2. Maszyna przechodzi w stan oczekiwania i pojawi się komunikat „PRESS START TO MOVE PALLET” (Wciśnij start aby przesunąć paletę). Pojawią się również X, Y, M48, F150 i G1, jeżeli ruch stołu jest konieczny.
a) Gdy jest wciśnięty przycisk START maszyna przesunie się do pozycji zmiany palet a następnie przejdzie w stan oczekiwania.
3. Gdy jest wciśnięty przycisk START, zacisk hydrauliczny jest uwolniony i paleta przesunie się do pozycji składowania. Stół przesunie się do pozycji, w której odbierze kolejną paletę. Paleta jest przesuwana w pozycję załadowania na stół. Uruchamiany jest zacisk hydrauliczny oraz zamykają się drzwiczki.
4. Wyświetlane jest menu Kontroli Palet.
OPCJA 2
Jeżeli na stole znajduje się paleta B, opcja wykona to samo co opcja 1. Gdy wybierana jest opcja 2 i na stole znajduje się paleta A następuje sekwencja czynności :
1. Otwarcie drzwi.
2. Maszyna przechodzi w stan oczekiwania i pojawi się komunikat „PRESS START TO MOVE PALLET” (Wciśnij start aby przesunąć paletę). Pojawią się również X, Y, M48, F150 i G1, jeżeli ruch stołu jest konieczny.
a) Gdy jest wciśnięty przycisk START maszyna przesunie się do pozycji zmiany palet a następnie przejdzie w stan oczekiwania.
3. Gdy jest wciśnięty przycisk START, zacisk hydrauliczny jest uwolniony i paleta przesunie się do pozycji składowania. maszyna przejdzie w stan oczekiwania umożliwiający operatorowi zmianę części.
4. Gdy jest wciśnięty przycisk START paleta jest zawrócona do pozycji załadowania i zamykają się drzwiczki.
5. Wyświetlane jest menu Kontroli Palet.
OPCJA 3
Jeżeli na stole znajduje się paleta A, opcja wykona to samo co opcja 1. Gdy wybierana jest opcja 2 i na stole znajduje się paleta B następuje sekwencja czynności :
1. Otwarcie drzwi.
2. Maszyna przechodzi w stan oczekiwania i pojawia się komunikat „PRESS START TO MOVE PALLET” (Wciśnij start aby przesunąć paletę). Pojawią się również X, Y, M48, F150 i G1, jeżeli ruch stołu jest konieczny.
a) Gdy jest wciśnięty przycisk START maszyna przesunie się do pozycji zmiany palet a następnie przejdzie w stan oczekiwania.
3. Gdy jest wciśnięty przycisk START, zacisk hydrauliczny jest uwolniony i paleta przesunie się do pozycji składowania. maszyna przejdzie w stan oczekiwania umożliwiający operatorowi zmianę części.
4. Gdy jest wciśnięty przycisk START paleta jest zawrócona do pozycji załadowania i zamykają się drzwiczki.
5. Wyświetlane jest menu Kontroli Palet.
OPCJA 4
Po wybraniu tej opcji pojawia się następujące menu :
PALLET SERVICE UTILITY :
1 CLAMP/UNCLAMP (włączenie/wyłączenie zacisku hydraulicznego)
2 OPEN/CLOSE DOOR (otwieranie/zamykanie drzwi)
3 STORE PALLET (składowanie palet)
4 LOAD PALLET (ładowanie palet)
5 MOVE TO TABLE A (przesunięcie stołu do A)
6 MOVE TO TABLE B (przesunięcie stołu do B)
7 DISPLAY SWITCHES (wyświetlenie przełączników)
8 JOG (tryb JOG)
9 EXIT (wyjście)
ENTER OPTION NUMBER (wybierz odpowiedni numer)
OPCJA 1 : Włączenie i wyłączenie zacisku hydraulicznego.
OPCJA 2 : Zamykanie i otwierania drzwiczek.
OPCJA 3 : Stół musi znajdować się w pozycji do zaakceptowania palet. Patrz opcje 5 i 6. Gdy stół znajduje się w pozycji do odbioru palet następują czynności :
a) Drzwiczki otwierają się (jeżeli nie były już otwarte).
b) Maszyna przechodzi w stan oczekiwania i pojawia się komunikat „PRESS START TO MOVE PALLET” (Wciśnij start aby przesunąć paletę).
c) Gdy wciśnięty jest przycisk START paleta przesuwa się do pozycji składowania. Podczas przesuwania do pozycji składowania pojawia się komunikat „STORING PALLET....” (składowanie palety). Jeżeli paleta jest już zmagazynowana pojawia się komunikat „STORING PALLET....PALLET IN STORAGE” (składowanie palety...paleta w magazynie) oraz sterownik przechodzi w stan wprowadzania komend.
OPCJA 4 : Opcja używana gdy stół jest pusty. Stół musi znajdować się w pozycji do odbierania palet. Patrz opcje 5 i 6.Gdy stół znajduje się w pozycji do załadowania palet następują czynności :
a) Drzwiczki otwierają się (jeżeli nie były już otwarte).
b) Maszyna przechodzi w stan oczekiwania i pojawia się komunikat „PRESS START TO MOVE PALLET” (Wciśnij start aby przesunąć paletę).
c) Gdy wciśnięty jest przycisk START paleta przesuwa się do pozycji załadowania na stole. Podczas przesuwania do pozycji załadowania pojawia się komunikat „LOADING PALLET....” (załadowywanie palety). Jeżeli stół nie znajduje się w pozycji wymiany pojawia się komunikat „LOADING PALLET....RAILS NOT ALIGNED” (składowanie palety...szyny nie są wyrównane) oraz sterownik przechodzi w stan wprowadzania komend.
OPCJA 5 : Opcja przesuwa stół do pozycji wymiany po paletę A. Następują czynności :
a) Drzwiczki otwierają się.
b) Maszyna przechodzi w stan oczekiwania i pojawia się komunikat „PRESS START TO MOVE PALLET” (Wciśnij start aby przesunąć paletę). Pojawią się również X, Y, M48, F150 i G1, jeżeli konieczny jest ruch stołu.
c) Gdy wciśnięty jest przycisk START stół przesuwa się do pozycji wymiany po paletę A.
OPCJA 6 : Opcja przesuwa stół do pozycji wymiany po paletę B. Następują czynności :
a) Drzwiczki otwierają się.
b) Maszyna przechodzi w stan oczekiwania i pojawia się komunikat „PRESS START TO MOVE PALLET” (Wciśnij start aby przesunąć paletę). Pojawią się również X, Y, M48, F150 i G1, jeżeli konieczny jest ruch stołu.
c) Gdy wciśnięty jest przycisk START stół przesuwa się do pozycji wymiany po paletę B.
OPCJA 7 : Opcja wyświetla przełączniki służące do obsługi. Ta opcja może być używana tylko przez wykwalifikowany personel.
OPCJA 8 : Opcja pozwala na przejście w tryb JOG.Pojawia się komunikat PRESS JOG TO CONTINUE OR MANUAL TO EXIT (naciśnij JOG aby kontynuować lub MANUAL aby anulować) Naciśnij JOG, aby przejść w tryb JOG. Aby opuścić tryb JOG, wciśnij MANUAL aby powrócić do Menu Pallet Service Utility. Gdy przycisk MANUAL zostaje wciśnięty, po pojawieniu się komunikatu, nastąpi powrót do trybu wprowadzania komend.
OPCJA 9 : Ta opcja służy do powrotu do menu sterownika palet.
17-10
Rozdział siedemnasty : Zmieniacz palet Strona 11