Procesy i Techniki Produkcyjne I
Temat: Projekt technologiczny tłoczenia wytłoczki.
Banak Rafał
Skrzyniarz Marek
gr. 304
ZiIP
Spis treści
1. Własności mechaniczne i plastyczne materiału ....................................................................3
2. Określenie naddatków na okrawanie (lub obróbkę skrawaniem) .........................................3
3. Obliczenie średnicy krążka wyjściowego..............................................................................4
4. Określenie wymiarów półfabrykatów - arkusza blachy........................................................4
5. Obliczenie szerokości pasa blachy.........................................................................................4
6. Obliczenie ilości krążków wycinanych z arkusza, stopnia wykorzystania materiału, wybranie optymalnego wariantu cięcia pasów z arkusza........................................................5
7. Obliczenie sił cięcia................................................................................................................7
8. Określenie ilości operacji tłoczenia........................................................................................7
9. Obliczenie kształtu wytłoczek w kolejnych operacjach tłoczenia..........................................9
10. Obliczenie sił tłoczenia w kolejnych operacjach................................................................13
11. Dobór prasy dla maksymalnej siły ze wszystkich operacji.................................................14Rysunek gotowej wytłoczki
Materiał |
Wymiary [mm] |
|||
|
dz |
hc |
g |
rw |
M1 |
50 |
134 |
1,3 |
3 |
Własności mechaniczne i plastyczne materiału
Wytrzymałoś na rozciąganie Rm (MPa) - 345
Granica plastyczności R0,2 (MPa) - 310
Twardość HRB (HRB) - 50
Wydłużenie A5 (%) - 6
Moduł sprężystości E (GPa) - 115
Określenie naddatków na okrawanie (lub obróbkę skrawaniem)
Wartość naddatku na okrawanie dobieramy w zależności od ilorazu ![]()
oraz wysokości hc, gdzie:
Wielkość naddatku należało oszacować, stąd:
a = 6 + 1,36 = 7,36
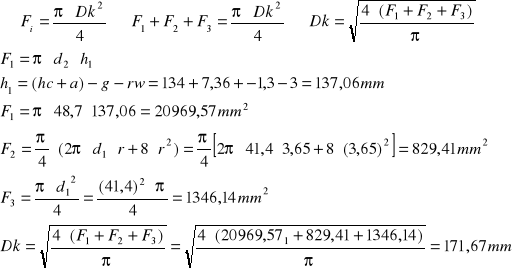
Obliczenie średnicy krążka wyjściowego
I sposób
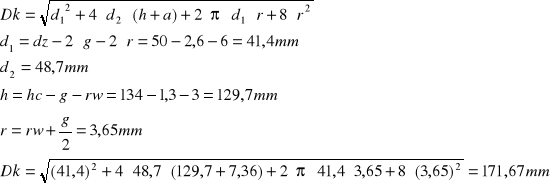
II sposób
Określenie wymiarów półfabrykatów - arkusza blachy
Dla grubości g=1,3mm szerokość X długość arkusza [mm] wynosi:
- 700 X 1400
- 750 X 1500
- 800 X 1600
- 1000 X 2000
- 1100 X 2200
- 1250 X 2500
- 1400 X 2800
- 1500 X 3000
Obliczenie szerokości pasa blachy
Szerokość pasa wyznaczamy z zależności:
![]()
a' - odstęp boczny ( ponieważ g=1,3 należało oszacować wartość a',stąd:
a'=1,2+0,12=1,32
T=0,7
B=171,67+2∙1,32+0,7=175,01 ≈ 175mm
Skok podawania liczymy z zależności
p = Dk + a'
a'= b'= 1,32
p=171,67+1,32 = 172,99 ≈ 173mm
Obliczenie ilości krążków wycinanych z arkusza, stopnia wykorzystania materiału, wybranie optymalnego wariantu cięcia pasów z arkusza.
Ilość krążków:
- dla cięcia wzdłużnego:
![]()
-dla cięcia poprzecznego:
![]()
gdzie:
nc - liczba krążków z arkusza
B - szerokość pasa
La - długość arkusza
Ba - szerokość arkusza
p - przerwa
Współczynnik wykorzystania materiału
![]()
η - współczynnik wykorzystania arkusza blachy
Fp - powierzchnia przedmiotu
Fa - powierzchnia arkusza blachy
23146,15mm2
Obliczenia:
dla arkusza blachy o wymiarach 700 X 1400
- dla cięcia wzdłużnego:
![]()
![]()
![]()
![]()
![]()
![]()
-dla cięcia poprzecznego:
![]()
![]()
![]()
![]()
![]()
![]()
dla arkusza blachy o wymiarach 1000 X 2000
- dla cięcia wzdłużnego:
![]()
![]()
![]()
![]()
![]()
![]()
-dla cięcia poprzecznego:
![]()
![]()
![]()
![]()
![]()
![]()
dla arkusza blachy o wymiarach 1100 X 2200
- dla cięcia wzdłużnego:
![]()
![]()
![]()
![]()
![]()
![]()
-dla cięcia poprzecznego:
![]()
![]()
![]()
![]()
![]()
![]()
dla arkusza blachy o wymiarach 1500 X 3000
- dla cięcia wzdłużnego:
![]()
![]()
![]()
![]()
![]()
![]()
-dla cięcia poprzecznego:
![]()
![]()
![]()
![]()
![]()
![]()
Zestawienie obliczeń w tabeli:
Wymiar arkusza blachy |
Sposób cięcia |
|||
|
Wzdłużny |
Poprzeczny |
||
|
nc |
η [%] |
nc |
η [%] |
700 X 1400 |
32 |
75,58 |
32 |
75,58 |
1000 X 2000 |
55 |
63,65 |
55 |
63,65 |
1100 X 2200 |
72 |
68,86 |
72 |
68,86 |
1500 X 3000 |
136 |
69,95 |
136 |
69,95 |
Wybieramy wymiary blachy 700 X 1400 ponieważ współczynnik wykorzystania materiału η jest największy.
Cięcie wzdłużne, długość blachy wynosi 1400.
Obliczenie sił cięcia
Obliczenie siły wycinania (wykrawania) krążków: Pmax = k∙l∙g∙RT
k - współczynnik bezpieczeństwa (1,1…1,3) → k = 1,3
l - długość linii cięcia → ![]()
g - grubość → g = 1,3
RT - wytrzymałość materiału na cięcie → RT = 3000 MPa
Pmax = 1,3∙539,32∙1,3∙3000 = 2734352,4 N = 2734,35 kN = 2,73 MN
Obliczenie siły cięcia arkusza na pasy: Pmax = l∙g∙RT
l - długość pasa blachy → l = 1400
Pmax = 1400∙1,3∙3000 = 5460000 N = 5460 kN = 5,46 MN
Określenie ilości operacji tłoczenia
Obliczenie całkowitego współczynnika ciągnienia
![]()
dn - najmniejsza średnica gotowej wytłoczki
![]()
Określenie minimalnego współczynnika wytłaczania m1
Minimalny współczynnik wytłaczania określa się na podstawie ilorazu ![]()
,
w naszym przypadku wynosi on 0,76. Oszacowana wartość m1 wynosi:
m1 = 0,54
Sprawdzenie warunku
mc > m1 lub mc ≤ m1
Ponieważ ![]()
więc nie możemy wytłoczki wykonać w jednym zabiegu.
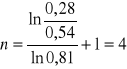
Obliczenie ilości operacji

![]()
- średni współczynnik przetłaczania
Kolejne współczynniki przetłaczania dobieramy z tabeli:
m2 = 0,78
m3 = 0,8
m4 = 0,82
m5 = 0,85
![]()
Określenie rzeczywistego współczynnika przetłaczania
mCT = mc
mCT = m1∙ m2∙ m3∙ m4 = 0,276
0,276 ≠ 0,284
Wyznaczenie kolejnych średnich średnic wytłoczki.
W tym celu należy wyznaczyć poprawkę korygującą współczynnik ciągnienia, następnie skorygować te współczynniki ciągnienia i wyznaczyć poszukiwane średnice.
Poprawkę korygującą X wyznaczamy z zależności:
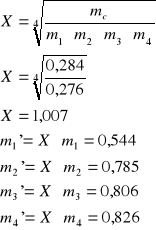
Sprawdzanie poprawności
mCT'= mc
mCT' = m1'∙ m2'∙ m3'∙ m4'= 0,284
0,284 = 0,284
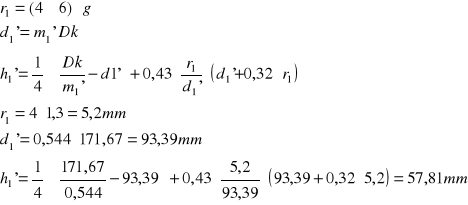
Obliczenie kształtu wytłoczek w kolejnych operacjach tłoczenia
I operacja - wytłaczania
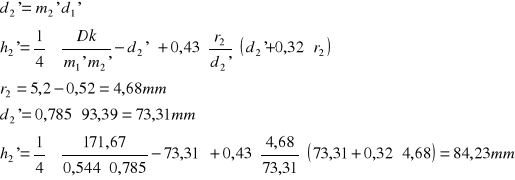
II operacja - przetłaczanie
r2 - zmniejszone o 10% względem r1
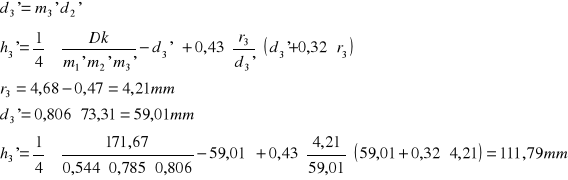
III operacja - drugie przetłaczanie
r3 - zmniejszone o 10% względem r2
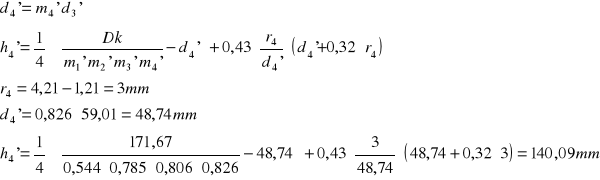
IV operacja - trzecie przetłaczanie
r4 - zmniejszone o 28,75% względem r3
Mimo, że średnica w ostatniej operacji jest równa 48,74mm zakładamy, że ma 50mm.
![]()
> hc ,stąd ostatecznie naddatek na okrawanie wynosi:
![]()
- hc = 140,09 - 134 = 6,09
Sprawdzanie konieczności wyżarzania międzyoperacyjnego wytłoczki
εc < εcdop
εcdop = 0,6
dla I operacji
εc = 1 - m1' = 1 - 0,544 = 0,46
warunek εc < εcdop jest spełniony, dlatego nie jest konieczne przeprowadzenie operacji wyżarzania.
dla II operacji
εc = 1 - m1'∙ m2' = 1 - 0,544∙0,785 = 0,57
warunek εc < εcdop jest spełniony, dlatego nie jest konieczne przeprowadzenie operacji wyżarzania.
dla III operacji
εc = 1 - m1'∙ m2'∙ m3' = 1 - 0,544∙0,785∙0,806 = 0,66
warunek εc < εcdop nie jest spełniony, dlatego jest konieczne przeprowadzenie operacji wyżarzania.
dla III operacji
εc = 1 - m1'∙ m2'∙ m3'∙ m4' = 1 - 0,544∙0,785∙0,806∙0,826 = 0,72
warunek εc < εcdop nie jest spełniony, dlatego jest konieczne przeprowadzenie operacji wyżarzania.
Obliczenie sił tłoczenia w kolejnych operacjach.
Sprawdzenie konieczności stosowania dociskacza:
g ≤ 0,02∙Dk
1,3 ≤ 3,43, ponieważ warunek jest spełniony konieczne jest zastosowani dociskacza.
W tym przypadku całkowita siła wytłaczania obliczana jest ze wzoru: Pc=P+Pd
![]()
![]()
![]()
Pc = ![]()
+![]()
= 137708,47
Teoretyczną wartość siły wytłaczania obliczamy według wzoru:
![]()
n1 - wartość pomocniczego współczynnika wytłaczania;
dwśr - średnica wytłoczki liczona pośrodku grubości ścianek;
gwśr - grubość początkowa materiału wsadowego;
Rm - wytrzymałość materiału na rozciąganie.
n1 = 0,9
![]()
N
Teoretyczna wartość siły przetłaczania obliczamy wg. wzoru:
Pp1t = n2 ∙ π ∙ dp1sr ∙ gp1sr ∙ Rm
n2 - wartość pomocniczego współczynnika przetłaczania;
dp1sr - średnica wytłoczki liczona pośrodku grubości ścianek;
gp1sr - grubość początkowa materiału po operacji wytłaczania.
n2 = 0,8
Pp1t = 0,8 ∙ π ∙ 73,31 ∙ 1,3 ∙ 345 = 82635,28
n3 = 0,8
Pp1t = 0,8 ∙ π ∙ 59,01 ∙ 1,3 ∙ 345 = 66516,28
n4 = 0,75
Pp1t = 0,8 ∙ π ∙ 48,74 ∙ 1,3 ∙ 345 = 54939,90
Dobór prasy dla maksymalnej siły ze wszystkich operacji.
1kG = 9,81N
1T = 1000kG
Maksymalną siłą występującą podczas powyższych operacji była siła wytłaczania równa ![]()
N
![]()
Z tego wynika, że należy dobrać prasę 16A.
2
Wyszukiwarka
Podobne podstrony:
Projekt (chemia), Uczelnia - Politechnika Slaska, Chemia, Chemia
Logika projekt informacje, Uczelnia, II semestr, Logika Przywara Projekt grupa GPLog01, SPLog01, SPL
Zarządzanie projektami wykład 7, Uczelnia, Zarządzanie projektami
Zarządzanie jakością w projektowaniu QFD, Uczelnia, sem VI, zarządzanie jakością produkcji, wykład
projekt bilans, Uczelnia, Różne, UCZELNIA OD KOCHANEJ MONIKI, semestr 5, Surowce i procesy tecgnolog
Automatyka projekt 2 e30, UCZELNIA ARCHIWUM, UCZELNIA ARCHIWUM WGiG, WGiG Rok III sem VI (2013-2014)
Hydro projekt 1 gotowe, Uczelnia, Semestr IV, Hydrologia inżynierska (projekty), Projekt 1
Projekt badawczy 1, ^v^ UCZELNIA ^v^, ^v^ Pedagogika, promocja zdrowia z arteterapią i socjoterapią
projekt wychowawczy, Uczelnia UKW ( CB ), Psychologia rozwoju człowieka
projekt semestralny, Uczelnia, Semestr II, Ocena Odziaływania na Środowisko (projekt)
przykładowy projekt - ściaga, ^v^ UCZELNIA ^v^, ^v^ Pedagogika, promocja zdrowia z arteterapią i soc
projekt n=17, UCZELNIA ARCHIWUM, UCZELNIA ARCHIWUM WGiG, WGiG Rok III sem VI (2013-2014), sem VI Aut
Projekt (chemia), Uczelnia - Politechnika Slaska, Chemia, Chemia
Projekt dom opis tech 01, UCZELNIA ARCHIWUM, UCZELNIA ARCHIWUM WIMiIP, Budownictwo, stare
Pomiary chropowatości powierzchni - sprawko 3, Uczelnia, Metrologia, Sprawka i Projekty
Pomiary średnic i odległości otworów z zastosowaniem metod numerycznych - sprawko 4, Uczelnia, Metro
strona tytułowa projektu inżynierskiego pwr, Uczelnia PWR Technologia Chemiczna, Semestr 7, Różne pr
Ogólne podstawy projektowania i konstruowania elementów maszyn, Uczelnia, Metalurgia
projekt wieś, aaa, studia 22.10.2014, Materiały od Piotra cukrownika, materialy Kamil, Szkoła, Uczel
więcej podobnych podstron