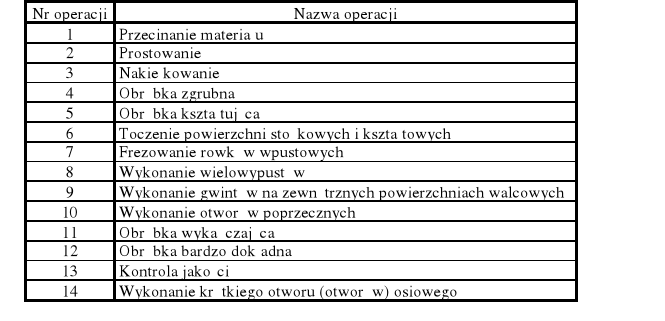
Wałek w kłach z zabierakiem
proc
2. Nawiertaki, kiedy jakie stosujemy
Do nakiełków zwykłych (A) - dla przedmiotów o małej dokładności wykonania lub gdy po operacjach nakiełki będą usunięte.
do nakiełków B ( chronionych) - podczas wykonywania długich wałów maszynowych chroni pow. Czołową przed nierównościami z wycięcia materiału przez kieł tokarki
??? łukowe R - dla wałów z materiałów trudno obrabialnych. Kształt ma na celu zwiększenie sztywności narzędzia wykonujące nikiełek
3. frezarko -nakiełczarka
Frezarko-nakiełczarka służy do frezowania powierzchni czołowych wałka oraz wykonania nakiełków za pomocą nawiertaków.
Dodatkowo za pomocą specjalnej oprawki umożliwia zatoczenie wałka na długości do 50mm od czoła.
załamanie krawędzi
4. proces technologiczny wałka z nawęglaniem i obróbką cieplną
5. Po co się nawęgla??
Nawęglaniu poddaje się stale niskowęglowe (do 0,25% zawartości węgla), by zmodyfikować własności warstwy wierzchniej materiału w dalszych fazach obróbki np. zwiększyć jej twardość, a co za tym idzie odporność na ścieranie, przy równoczesnym pozostawieniu miękkiego, elastycznego rdzenia stali
6.Szlifowanie nakiełków
7. po co się robi wielowypusty??
W porównaniu z połączenia wpustowymi, połączenia wielowypustowe mogą być bardziej obciążone, umożliwiają one również centrowanie łączonych elementów, są jednak droższe w wykonaniu Połączenie wielowypustowe służy do połączenia piasty z wałem i zabezpieczenia przed względnym obrotem spowodowanym momentem skręcającym.
8. Wymień metody obróbki wielowypustów, pow gładkich,gwintow
a) wielowypustów:
- frezem ślimakowym
- na frezarce przy użyciu podzielnicy
- walcowaniem
b) gwintów :
-nacinanie narzynkami,
- nacinanie głowicami gwinciarskimi
- frezowanie
- szlifowanie gwintów
-walcowanie na walcarce szczękowej za pomocą głowic, za pomocą rolki
c) powierzchni gładkich
- frezowanie
-skrawanie
-szlifowanie
- docieranie
-przeciąanie
-struganie
9. Na czym można obrabiać elementy osiowo symetryczne;
- tokarkach
-frezarko-nakiełkarczkach
- szlifiarkach
- wiertarkach
- frezarkach
- wytaczarkach
- wiertarko -frezarki
10.
11.Narysuj element technologiczny poprawny i niepoprawny
12. OBRÓBKA OTWORÓW
Na obrabiarkach otwory wykonuje się następującymi sposobami obróbki:
- wiercenie
- rozwiercanie zgrubne - rozwiertakami ździerakami;
- rozwiercanie wykańczające rozwiertakami wykańczakami
- pogłębianie pogłębiaczami czołowymi i kształtowymi;
- roztaczanie na obrabiarkach typu tokarki,
- wytaczanie na frezarko-wytaczarkach lub wytaczarkach.
- szlifowanie
- przeciąganie
- docieranie
13. Kiedy wiercimy, kiedy wytaczamy
Wiercenie- to skrawanie w pełnym materiale za pomocą narzędzia zwanego wiertłem, w wyniku którego otrzymujemy otwór o przekroju najczęściej kołowym.
Wytaczanie - to metoda powiększenia lub poprawy jakości istniejącego otworu.
14 i 15. jak się obrabia rowki wpustowe i jakim narzędziem
Obróbkę rowków na wpusty można wykonać za pomocą frezów tarczowych trzystronnych lub frezów palcowych (rys. 13.2). obróbka rowków wpustowych : prod.małoseryjnej,
Frezowanie frezem do rowków na frezarce pionowej
- frezem tarczowym na frezarce poziomej
- frezowanie frezem palcowym
-przeciąganie
26 pytań
Jakie trzy elementy są niezbędne do wytworzenia jakiegokolwiek przedmiotu?
materia
energia
informacja
Co to jest proces technologiczny?
Jest to zapis sposobu nadania przedmiotowi określonego kształtu, wymiarów i właściwości fizyko-chemicznych
Wymień co najmniej 5 faz cyklu życia produktu.
Potrzeba rozwoju produktu
Założenia techniczno-ekonomiczne
Określenie cech produktu
Założenia konstrukcyjne
Struktura funkcjonalna
Projekt koncepcyjny
Kształtowanie geometryczno-materiałowe
Modelowanie oraz analiza, ocena i wybór ścieżki rozwojowej
Dokumentacja konstrukcyjna
Technologiczne projektowanie produkcji
Projektowanie oprzyrządowania i narzędzi
Normatywne wielkości potrzeb
Planowanie i harmonogramowanie produkcji, zaopatrzenia oraz obciążenia stanowisk
Zwalnianie zleceń produkcyjnych
Planowanie i sterowanie procesem obróbki i montażu
Konfekcjonowanie wyrobów wg zamówień
Dystrybucja i sprzedaż
Eksploatacja i serwis
Recykling
Koniec życia produktu
Co to jest operacja?
Jest to część procesu technologicznego wykonywana na jednym stanowisku roboczym, na jednym przedmiocie, bez przerw na inną pracę
Co to jest zabieg?
Jest to zamknięta część operacji, w trakcie której zachodzi zmiana kształtu, wymiarów, chropowatości i właściwości fizycznych przedmiotu.
Kryteria oceny przy wyborze metod i technik wytwarzania.
Ekonomiczne
Społeczne i ekologiczne
Odnoszące się do przedmiotu obrabianego
Odnoszące się do metody wytwórczej
Wykres zależności kosztów wytwarzania od tolerancji wymiarowych.
Co to jest tolerancja?
Jest to różnica między maksymalnym granicznym wymiarem, a minimalnym granicznym wymiarem. Im wyższa klasa tolerancji, tym mniejsza różnica między wymiarem maksymalnym a minimalnym.
Opisać i narysować pasowanie mieszane.
Definicja Ra.
Jest to wskaźnik chropowatości, który jest średnim arytmetycznym odchyleniem profilu chropowatości od linii średniej na długości odcinka pomiarowego.
Definicja Rz
Jest to wskaźnik chropowatości wyznaczany wg 5 najwyższych wzniesień i 5 najniższych wgłębień profilu chropowatości na odcinku pomiarowym
Rz= (R…)-(R…)
Gdzie:
Jakie półfabrykaty wykorzystujemy najczęściej?
Najczęściej wykorzystywanymi półfabrykatami są:
Pręty
Odkuwki
Odlewy
Czym różni się obróbka kształtująca od zgrubnej?
Obróbka zgrubna służy do zdjęcia największego naddatku i nadania przedmiotowi kształtu oraz do zdjęcia utwardzonej warstwy półfabrykatu i wyrównania naddatków na dalszą obróbkę. Obróbka kształtująca służy nadaniu przedmiotowi określonych wymiarów i jakości powierzchni.
Różnice między produkcją masową, seryjną i jednostkową?
Różnice dotyczą:
Stosowanych obrabiarek
W produkcji jednostkowej uniwersalne obrabiarki
W produkcji seryjnej obrabiarki bardziej wyspecjalizowane do konkretnych operacji
W produkcji masowej obrabiarki specjalne, linie produkcyjne
Wielkości produkcji
W produkcji jednostkowej w zależności od wielkości przedmiotu od 1 do 50 sztuk
W produkcji seryjnej w zależności od wielkości przedmiotu od 5 do 50000 sztuk
W produkcji masowej w zależności od wielkości przedmiotu od 1000 do powyżej 50000 sztuk
Zastosowanie uchwytów
W jednostkowej tylko w pojedynczych przypadkach
W seryjnej częste stosowanie uchwytów specjalnych
W masowej stosowanie wyspecjalizowanych i skomplikowanych uchwytów
Koszty jednostkowe
W jednostkowej duże
W seryjnej średnie
W masowej niskie
Koszty przygotowania produkcji
W jednostkowej małe
W seryjnej średnie
W masowej bardzo wysokie
Co to jest dokumentacja technologiczna?
Są to dokumenty przygotowywane na etapie projektowania technologicznego
Z czego składa się dokumentacja technologiczna?
Dokumentacja technologiczna składa się z:
Karty technologicznej
Kart instrukcji obróbki skrawaniem (KIOS)
Instrukcja obróbki cieplnej
Instrukcji kontroli jakości
Spis pomocy warsztatowych
Jaka karta w dokumentacji technologicznej odgrywa największe znaczenie.
Największe znaczenie w dokumentacji technologicznej ma karta technologiczna
Co zawiera karta instrukcji obróbki skrawaniem (KIOS)?
KIOS zawiera:
Nazwę i symbol przedmiotu
Materiał przedmiotu
Symbol stanowiska
Nr rysunku
Nr i nazwę operacji
Zastosowane mocowanie
Zastosowane chłodziwo
Nr i nazwę zabiegu
Głębokość skrawania, liczba przejść, prędkość skrawania, posuw i prędkość obrotową
Zastosowane narzędzia, przyrządy i sprawdziany
Na czym polega ocena technologiczności produkcji?
Polega ona na ocenie całej konstrukcji z uwagi na możliwość:
normalizacji,
racjonalnego doboru i oszczędności materiału,
racjonalnego kształtowania półfabrykatów,
racjonalnej technologii obróbki poszczególnych części.
Co rozumiemy poprzez "zamocowanie"?
Zamocowanie jest to unieruchomienie przedmiotu z siłą potrzebną do wykonania operacji.
Co rozumiemy poprzez "ustalenie"?
Ustalenie jest to nadanie mu określonego położenia w kierunkach mających wpływ na wynik obróbki w danej operacji. Polega ono na odebraniu przedmiotowi stopni swobody, jakie posiada on jako ciało sztywne w przestrzeni.
Metody projektowania procesów technologicznych.
Konwencjonalne
Wspomagane komputerowo
Zorientowane warsztatowo
Struktura procesu technologicznego.
Struktura procesu to określona kolejność poszczególnych operacji zapewniających stopniowe nadawanie kształtu, wymiarów, dokładności wykonania oraz właściwości poszczególnym powierzchniom przedmiotu obrabianego.
Ramowy proces walka.
Czym wykonujemy wielowypusty?
Wielowypusty wykonujemy:
frezami ślimakowymi
na frezarce z użyciem podzielnicy
walcowaniem
Po wykonaniu wielowypustów mogą być one szlifowane
Do czego służy frezarko-nakiełczarka?
Frezarko-nakiełczarka służy do frezowania powierzchni czołowych wałka oraz wykonania nakiełków za pomocą nawiertaków.
Dodatkowo za pomocą specjalnej oprawki umożliwia zatoczenie wałka na długości do 50mm od czoła.
Co to jest chropowatość
Chropowatość - cecha powierzchni ciała stałego, oznacza rozpoznawalne optyczne lub wyczuwalne mechanicznie nierówności powierzchni, niewynikające z jej kształtu.
Jakie czynności obejmuje czas przygotowawczo-zakończeniowy
Czas przygotowawczo - zakończeniowy to czas przeznaczony na takie typowe czynności jak: zapoznanie się z dokumentacją zadania roboczego, pobranie niezbędnych narzędzi, uzbrojenie maszyny, rozliczenie się z wykonanej pracy i środków, doprowadzenie stanowiska roboczego do stanu wyjściowego.
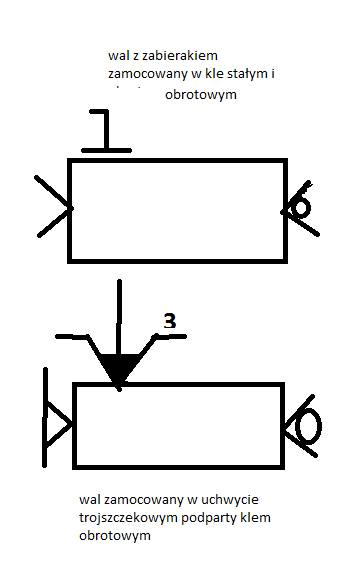
Wałek w uchwycie 3 szczękowym podparty kłem stałym
Wyszukiwarka