Znaleźć taką permutację ![]()
liczb {1,2,...,n} aby:
SPIS TREŚCI
CZĘŚĆ 1 - Tematy od 1 do 7
CZĘŚĆ 2 - Tematy od 1 do 3
Od Prowadzącego.
Materiał stanowi kompendium wiedzy przekazywanej w formie referatów oraz ćwiczeń przeprowadzonych w trakcie zajęć „Zarządzanie produkcją”. Ponieważ referaty, które do mnie spłynęły nie były zaopatrzone w odnośniki do cytowanej literatury, nie mogę wziąć odpowiedzialności za złamanie praw autorskich.1
WYKAZ BRAKUJĄCYCH TEMATÓW - które należy samodzielnie uzupełnić:
Część 1
Elastyczne systemy produkcyjne.
Część 2
Analiza wartości.
Burza mózgów.
Cykl działania zorganizowanego.
Zarządzanie zasobami ludzkimi.
Proszę zapoznać się z rozdziałami książką o systemowym pojmowaniu organizacji - „Zarządzanie, teoria i praktyka” A.Koźmiński.
Miłej lektury oraz powodzenia
Waldemar Czachorowski
CZĘŚĆ 1 - tematy od 1 do 7
TEMAT 1 :
BADANIE METOD PRACY
Badanie metod pracy to ,, służba zarządzania oparta na tych technikach, w szczególności badaniu metod pracy oraz pomiarze pracy, które są wykorzystywane w badaniu pracy ludzkiej we wszelkich jej kontekstach i które prowadzą do systematycznego badania wszelkich zasobów oraz czynników mających wpływ na efektywność oraz ekonomię analizowanej sytuacji, w celu osiągnięcia poprawy wyników pracy''.
Badanie pracy osiąga korzyści przede wszystkim przez rozpoznanie bieżącej sytuacji, zwłaszcza przez przebadanie wszystkich widocznych punktów (np. złe działanie zespołu operatorów maszyn bądź samych maszyn, wysokie koszty pracy). Po tej diagnozie następuje określenie oraz wprowadzenie odpowiednich udoskonaleń w określonych metodach działania. Rozpoznanie oraz przegląd metod obejmować będzie przyjęte procedury działania, wybór rodzaju wyposażenia, zaopatrzenie oraz zużycie materiałów, dostępność usług dotyczących procesów pomocniczych, np. transport materiałów, organizację pracy, efektywność procedur planistycznych i kontroli postępu robót oraz wpływy badania na ogólny koszt oraz zyskowność.
Badanie pracy ma dwa ściśle powiązane ze sobą sposoby postępowania: badanie metod pracy - sprawdzenie sposobów wykonywania pracy oraz pomiar pracy, który jest oszacowaniem czasu, jaki praca powinna zająć.
Badanie metod pracy: podejście systematyczne
1, Wybierz
Wybór zadania, które ma być przebadane, leży w obowiązkach kierownictwa.
Podejście w rodzaju ,, idź i zrób coś pożytecznego'' jest głupie i nieodpowiedzialne a zarazem nie przyniosłoby długotrwałej korzyści.
Pewnymi wskazówkami o możliwej potrzebie badania metod pracy są:
zatory (wąskie gardła) powodujące długie kolejki w trakcie pracy (produkcji w toku), długie dostawy, czy niezrównoważony przepływ produkcji;
wyposażenie bądź ludzie bez zajęcia - niedostateczne wykorzystanie zasobów;
niewłaściwe zarobki, gdy poziom zarobków jest zależny od ukończonej pracy;
niska lub niewłaściwa jakość czy wysoki współczynnik błędów (braków), który może rodzić się ze złych czy nieodpowiednich metod, procedur czy warunków pracy.
Bardzo ważne jest to, by zbadać metodę każdej pracy, przy której nastąpił np. wypadek.
Niemądre jest wykonywanie badań pracy tam, gdzie występuje jakakolwiek forma niepokojów pracowniczych - motywy badania będą podejrzane. Skoro zadanie zostało wybrane, wszyscy zainteresowani - powinni być poinformowani, a powody wyboru oraz pożądany rezultat powinny być wyjaśnione. Nawet całkiem niewinne badania mogą wyglądać złowrogo, jeżeli ich przyczyny są nieznane i niezrozumiałe.
2, Zarejestruj
Skoro uzgodniono zadanie, badanie pracy przez zainteresowanego specjalistę rozpoczyna się rejestracją faktów poprzez bezpośrednią, naoczną obserwację. Ta rejestracja wymaga maksymalnej staranności, gdyż można przeoczyć bądź zignorować ważne wskaźniki. Wszystkie fakty wymagają zainteresowania, najlepiej w czasie i miejscu zaistnienia. Występuje szereg różnych metod zapisu, a ta którą się zastosuje, musi być odpowiednia do okoliczności.
Karty procesów
Są to karty, w których sekwencja wydarzeń przedstawiana jest graficznie za pomocą symboli. Ich celem jest zapewnienie jednoznacznego, treściwego zapisu procesu tak, by mógł on być badany, analizowany oraz, co jest bardzo pożądane, udoskonalamy.
Warto wyróżnić dwa typy działań:
operacje podstawowe, tam gdzie praca wykonywana jest rzeczywiście na materiale czy sprzęcie, czego wynikiem jest powiększenie wartości dodanej;
operacje pomocnicze, tam gdzie materiał czy sprzęt jest przygotowany, oczyszczany bądź usuwany.
Istnieją zasadniczo dwa typy kart procesu, różniące się szczegółowością zapisu:
Karta procesu, w niej ogólny obraz sekwencji wydarzeń oraz wprowadzenia materiałów do procesu oddawany jest przez zarejestrowanie operacji oraz kontroli przy użyciu jedynie dwóch z pięciu dostępnych symboli.
Karty i wykresy przebiegu, zapewniają one znacznie więcej szczegółów niż
karta procesu, w użyciu zaś jest pięć symboli. Karty i wykresy przebiegu procesu odnoszą się bądź do człowieka (czy maszyny/sprzętu), to jest do czynności wykonywanych przez niego, bądź do materiału (czynności wyk. Przy materiale), a zarazem nie do dwóch jednocześnie.
Wykresy ze skalowaną osią czasu
Są to wykresy gdzie dwie lub więcej czynności, które są wykonywane współbieżnie bądź jednocześnie, ukazanych jest na wspólnej skali czasu. Tu też, ogólnie rzecz biorąc, istnieją dwie grupy wykresów skalowanych w czasie, różniących się poziomem szczegółowości zapisu:
Karta czynności wielopodmiotowych, która może być uważana za pionowy wykres Gantta, używana jest do ukazania relacji czasowych dwóch lub więcej pracowników, maszyn czy materiałów.
Simogram (karta mikroruchów). Zapisywane są w niej ruchy dwóch lub więcej części ciała pracownika. Mikroruchy są to ruchy ciała generalnie o bardzo krótkim , rzędu milisekund, czasie trwania. Przygotowanie karty SIMO zazwyczaj wymaga analizy, klatka po klatce, filmu bądź taśmy video badanej pracy. Chociaż owe karty pozwalają na wykrycie braku synchronizacji ruchów, są jednak trudne w przygotowaniu, jak również drogie z powodu koniecznych nakładów czasu pracy oraz kosztownego oprzyrządowania. Stosuje się je tylko w dobrze uzasadnionych przypadkach.
Karty przemieszczeń
Jeśli trzeba zarejestrować, to stosuje się następujące tablice i wykresy:
e) Tablica krzyżowa przemieszczeń, w której da się zarejestrować szereg czynności dok. w dłuższym okresie.
f) Wykres przebiegu, ukazuje on miejsce pracy oraz lokalizację różnych czynności, wyrysowane w skali. W tych wykresach używa się pięciu standardowych symboli, same zaś wykresy odn. się do pracownika, maszyny czyskładników wyposażenia.
g) Wykres sznurkowy, tutaj znowu użyty zostaje rysunek w skali, zamocowany na drewnianej płycie. Wstępne badanie rozpoznaje położenie punktów końcowych przemieszczeń.
3, Zbadaj i opracuj
Badanie i analiza faktów oraz opracowanie nowej metody mogą i właściwie powinny być wykonywane z dala od miejsca, gdzie zad. jest wykonywane.
Dla zapewnienia, że opracuje się nową metodę, istotne są dwie rzeczy:
otwarty umysł
systematyczne podejście
Otwarty umysł to sprawa doświadczenia oraz klimatu wewnątrz instytucji. Podejście systematyczne może zostać wsparte przez odpowiednią technikę zadawania pytań.
Technika zadawania pytań
Badanie czynności procesu polega na zadawaniu serii pytań według ustalonego wzoru:
Cel: Co powinno być zrobione?
Miejsce: Gdzie powinno być to zrobione?
Sekwencja: Kiedy to się robi?
Osoba: Kto to robi?
Środki: Jak to się robi?
Pytania te stawia się w powyższym porządku.
Z powyższego zapisywania oraz analizowania wyłoni się obraz nowej metody. Nowa metoda powinna zostać zapisana w ten sam sposób co istniejąca. Należy także dokonać ich porównania, a podsumowanie zalet musi być na równi z oszacowaniem kosztów nowej instalacji. Każda nowa metoda musi być całkowicie bezpieczna.
4, Wprowadź do praktyki
W momencie, gdy nowa metoda zostanie zaakceptowana przez odpowiednią osobę, wymaga ona wdrożenia. Przed samym wprowadzeniem w życie, nalęży odpowiednio przeszkolić pracowników aby mogli należycie wykonywać nowo powierzone im zadania.
5, Utrzymaj
Kiedy okaże się, iż nie jesteśmy w stanie utrzymać nowych metod a będą nieuchronnie rozwijać się nawyki pracy różne od pożądanych przez zaangażowanego uprzednio specjalistę. Aby zapobiec tak niefortunnym przebiegom pracy należy zatrudnić specjalistę, który nieustannie kontrolował pracowników, bądź powierzyć ten obowiązek pracownikom bezpośredniego nadzoru robotnika. Kiedy nadzorujący zapoznają się z daną metodą będą w stanie korygować różnice występujące w procedurach lub przedłożyć je sekcji badania pracy w celu włączenia ich do marszruty procesu.
Badanie metod pracy: Usprawnianie metod transportu wewnętrznego.
Przemieszczanie materiałów oraz dokumentacji z jednego miejsca na inne występuje obrębie każdej instytucji i jest to jeden z aspektów badania pracy.
1, Koszty transportu wewnętrznego
Wydaje się prawdopodobne, że w wielu fabrykach co najmniej jedną czwartą całkowitych kosztów produkcji daje się przypisać kosztom transportu wewnętrznego.
Zaleca się, aby każdy kierownik zarządził wykonanie badania kosztów trans. wewn. W obrębie swojej organizacji. Często okazuje się, iż usprawnienie trans. zapewnia najszybszą i najtańszą drogę do poprawy zyskowności.
Ważnym aspektem dotyczącym transportu jest zredukowanie potrzeby tego przedsięwzięcia oraz redukcja kosztu niezbędnego transportu.
2, Mały poradnik dobrej organizacji transportu wewnętrznego
Zakładając, iż istnieje nieodparta potrzeba trans. wewn. Powinno się zwrócić uwagę na:
Poprawną identyfikację materiału oraz dokumentacji.
Właściwe pakowanie materiałów i dokumentacji.
Pojemność wyposażenia transportowego.
Rozmiary ładunku.
Ciężar pojemnika.
Zaś redukcja kosztów pozostałych przemieszczeń może być rozpatrywana w czterech punktach:
1.Użycie siły rąk ludzkich, czyli:
nie używać pracowników produkcyjnych do przemieszczania materiałów, tylko fizycznych
nie przemieszczać materiałów w małych ilościach
nie wymagać, by ładunki były podnoszone ręcznie powyżej wys. ramion bądź stawiane na podłodze - utrzymuj ładunki na wysokości roboczej.
2.Użycie siły grawitacji.
Ciążenie jest zawsze obecne, może więc zapewnić tanie i pewne żródło siły napędowej np. wykorzystanie ześlizgów, pochylni, przenośników rolkowych itp.
3.Użycie napędów
Zespoły napędowe pozwalają często na to, aby operacje były wykonywane przez sam system przenośników. Liczne wielofazowe instalacje produkcyjne to maszyny połączone przez transportery bądź urządzenia transportowe z zainstalowanymi przy nich maszynami. Napęd nie służy tylko do wykonania pracy, sterować może on także przepływem materiałów, jak również precyzyjnie kontrolować tempo przemieszczeń.
4.Użycie ładunków w opakowaniach.
Alternatywną metodą przemieszczaniamateriałów jest przemieszczenie za pomocą urządzeń, które przenoszą ładunki dyskretnie. Zalicza się do nich wyciągi i dźwigi, wózki ręczne i mechaniczne oraz wózki widłowe.
Badanie metod pracy: Środowisko i wydajności pracy
Efektywność, z jaką praca jest wykonywana, warunkowana jest nie tylko przez metodę, lecz również przez jej środowisko.
Człowiek i jego wymiary
Uważa się, że człowiek jak wszystkie wytwarzane przez niego produkty jest zmienny. W konsekwencji sprzęty codziennego użytku powinny mieć możliwość prostej regulacji aby móc się dopasować do użytkowników np. krzesełko przy biurku.
Istnieje wiele dostępnych tablic antropometrycznych. Choć są użyteczne zawsze trzeba wziąć poprawkę na takie aspekty jak: płeć, pochodzenie geograficzne, wiek oraz zajęcie.
Jeżeli tablica wymiarów dostępna jest dla populacji różniącej się od badanej, to wszystkie wymiary mogą być przemnożone przez stosunek średnirj wzrostu osobnika populacji wyjściowej do takiej średniej dla populacji badanej.
Człowiek w miejscu pracy
Nie sugerując, że psychologiczne warunki pracy są bez wielkiego znaczenia, człowieka można rozważać także jako maszynę o dobrze znanych wymaganiach fizycznych.
Fizyczne wymagania człowieka w miejscu pracy były i ciągle są przedmiotem ważnych badań. A oto najważniejsze rezultaty tych badań:
Raczej siedź, niż stój.
Zezwalaj na zmiany pozycji ciała.
Cel: postawa naturalna podczas pracy.
Utrzymuj symetrię ruchów.
Zapewnij odpowiednią przestrzeń roboczą.
Zapewnij wygodną wysokość obszaru roboczego.
Używaj urządzeń mechanicznych do zamocowania przedmiotów pracy.
Podpieraj ramiona.
Podpieraj stopy.
Człowiek i maszyna
Człowiek wymyślił maszyny i to on powinien się starać aby jego wytwory były praktyczne i proste w użyciu. Jednak ostatnio widzimy, iż produkty naszej działalności są coraz to bardziej skomplikowane i system dąży do tego aby samo ich działanie stało się celem samym w sobie - nie można do tego dopuścić, trzeba się zatroszczyć aby sama praca ludzka lub sam operator na tym nie ucierpiał.
Informacja
Wszelka dostarczana informacja powinna być trafna, odpowiednia, punktualna oraz dokładna. Ogólnie rzecz biorąc, występują trzy drogi prezentowania informacji: dźwiękowo, wizualnie i przez dotyk.
Rozmieszczenie wskaźników i urządzeń sterowniczych
Wskaźniki czy regulatory, jeżeli są źle użyte, mogą wiele utracić ze swej efektywności.
Urządzenia sterownicze powinny być tak umieszczone, aby mogły być łatwo obsługiwane przez operatora. Kiedy istnieje potrzeba zainstalowania dużej liczby takich urządzeń, umieszczaj te dokładne tak blisko operatora jak to jest możliwe, te zaś zgrubne w dalszej odległośći.
Jeżeli to możliwe, wskaźniki powinny być umieszczone blisko swoich urządzeń sterowniczych. Kiedy potrzebnych jest wiele wskaźników, spróbuj:
grupować je stosownie do przeznaczenia
zróżnicować je kolorem i (lub) położeniem
Gdzie tylko jest możliwe, staraj się ujednolicać kierunek, w którym poruszają
się wskazówki, oraz próbuj tak ułożyć skale wszystkich urządzeń, aby ich wskazówki ułożone były w jednym kierunku.
W ostatecznej analizie dobrym projektem jest ten, który dobrze pasuje, gdzie ręce operatora naturalnie odnajdują urządzenia sterownicze, a oczy z łatwością trafiają na wskaźniki. Jakkolwiek wiele troski i starań przykłada się na etapie projektowania, przetestowanie rozwiązania przez operatora posiadającego zdolności i umiejętności porównywalne z tymi, dla których maszyna została zaprojektowana, jest jak najbardziej pożądane.
Człowiek i środowisko pracy
Oświetlenie
Odpowiednie oświetlenie jest bardzo ważne, gdyż ludzie są bardziej wydajni w pracy, łatwiej jest im się poruszać i dobrze widzą przedmioty, które wykorzystują przy pracy.
Zjawiska olśnienia i kontrastu
O zjawisku o. i k. mówi się wtedy, gdy intensywność światła jest taka, że nie przyczynia się ono do użytecznego widzenia. Olśnienie może powstać bezpośrednio, wtedy gdy jest spowodowane przez pierwotne źródło światła, bądź pośrednio, kiedy powstaje wskutek refleksów od jakiegoś rodzaju powierzchni.
Kontrast powstaje wtedy, gdy zachodzi różnica w jaskrawości. Częste występowanie odpowiedniego kontrastu może niezwykle poprawić modelowanie oświetlanego zadania.
Mikroklimat
Mikroklimat pracy zależy od:
temperatury powietrza
ruchu powietrza
zanieczyszczeń powietrza
względnej wilgotności powietrza
Wszystkie powyższe czynniki powinny zostać dostosowane do potrzeb pracowników czego wynikiem będzie ich lepsze samopoczucie a co za tym idzie ich wydajność w pracy.
Hałas
Hałas nie tylko powoduje rozdrażnienie lecz także może wpływać na wydajność przez wywoływanie stresu oraz ograniczać możliwość porozumiewania się.
Warto zauważyć, że zbyt niski poziom hałasu może być omalże równie wielkim problemem jak nadmierny hałas, gdyż czasami w warunkach całkowitej ciszy wytwarza się uczucie stresującego lęku, co negatywnie wpływa na pracę.
Badanie metod pracy: Badanie pracy biurowej
Zastosowanie technik badania pracy w biurze często określane jest terminem ,,organizacja i metody pracy biurowej''.
Metody rejestracji
Podczas, gdy wielu specjalistów używa standardowych symboli badania pracy, zdarzają się i tacy, którzy dodali do nich inne, specjalnie przez siebie obmyślone. Jest to zabieg, nad którym należy ubolewać. Coraz częstsze stosowanie technik informatycznych, a w konsekwencji potrzeba analizowania systemów przepływu danych podniosła autentyczną potrzebę przygotowania zestawu symboli dla schematów blokowych przetwarzania danych.
Podsumowanie
Badanie metod pracy jest systematycznym badaniem sposobu wykonania zadania wraz z określeniem najlepszej metody jego wykonania.
Podejście systematyczne zawiera następujące etapy: wybór zadania, rejestracja istniejącej metody, analiza zapisu, opracowanie oraz zdefiniowanie ulepszonej metody, wdrożenie ulepszonej metody oraz utrzymanie nowej metody.
Przyczyną wysokich kosztów wewnętrznego transportu materiałów może być nieznajomość kosztów, złe rozmieszczenie wyposażenia, zły układ magazynów, nadmierne nakłady pracy ręcznej oraz nieodpowiednie wyposażenie
Dobrze zorganizowany transport wewnętrzny materiałów wymaga zwracania uwagi na identyfikację materiału, metody pakowania, pojemności wyposażenia transportowego, rozmiarów ładunków oraz ciężaru opakowania.
Kilka zaleceń dla człowieka w miejscu pracy: raczej siedź niż stój, zezwalaj na zmiany pozycji ciała, zmierzaj do naturalnej postawy przy pracy, utrzymuj symetrię ruchów, zapewnij odpowiednią przestrzeń roboczą, zapewnij wygodną wysokość obszaru roboczego, używaj urządzeń mechanicznych do zamocowania przedmiotów pracy, podpieraj ramiona oraz stopy.
Rozważ zalety prezentacji informacji na drodze dźwiękowej, wzrokowej i przez dotyk ( urządzenia sterownicze).
Na środowisko pracy mają wpływ oświetlenie, olśnienie i kontrast, mikroklimat oraz hałas.
TEMAT 2 :
USTALANIE KOLEJNOŚCI WYKONANIA WYROBÓW W KOMÓRCE PRODUKCYJNEJ -
ALGORYTM JOHNSON'A2
Wprowadzenie
Ustalanie kolejności wykonania wyrobów w komórce produkcyjnej jest ważnym elementem sterowania wewnątrzkomórkowego, powodującym określone konsekwencje organizacyjne i ekonomiczne. Graficznym obrazem tej kolejności jest harmonogram.
Opracowane dotychczas metody projektowania optymalnych harmonogramów dla dowolnych warunków produkcyjnych są bardzo pracochłonne i nieefektywne. Istnieją jednak również szybkie i skuteczne metody, pozwalające uzyskiwać rozwiązania optymalne dla pewnych szczególnych przypadków komórek produkcyjnych.
Jedną z najprostszych metod jest algorytm Johnson'a, który dotyczy komórki 2 - (lub 3-stanowiskowej), w której wykonywanych jest N wyrobów.
Dla komórki dwustanowiskowej za pomocą tego algorytmu uzyskuje się rozwiązanie z punktu widzenia minimalizacji cyklu wykonania zbioru wyrobów. Metoda zostanie wyjaśniona dla przypadku 2 stanowisk i uogólniona dla komórek 3-stanowiskowych. Przyjęto następujące założenia i oznaczenia:
Liczba stanowisk w komórce K=2 (A-stanowisko pierwsze, B-stanowisko drugie)
Liczba wykonywanych wyrobów N
Każdy z wyrobów jest obrabiany na obydwu stanowiskach w tej samej kolejności (St.A --> St.B)
Czasy wykonania operacji na stanowisku A oznaczamy przez a1,a2,...,an, a na stanowisku B - b1,b2,...,bn
Należy ustalić kolejność obróbki wyrobów minimalizującą cykl wykonania zbioru wyrobów.
Oznaczmy kolejność obróbki wyrobów na stanowiskach:
( A)
gdzie:
g(i) - numer wyrobu obrabianego w i-tej kolejności dla i=1,2,...,n.
Cykl produkcyjny wykonania zbioru wyrobów jest wyznaczony przez czas pracy i czas przerw na stanowisku B.
( B)
gdzie:
bg(i) - czas obróbki na stanowisku B wyrobu wykonywanego w i-tej kolejności
μg(i) - czas oczekiwania (przestoju) stanowiska B na obróbkę wyrobów wykonywanych w i-tej kolejności.
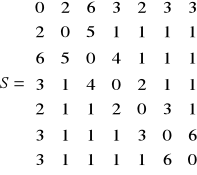
Pierwszy składnik ma dla wszystkich możliwych harmonogramów wartość stałą. Szukając najlepszego harmonogramu, zamiast minimalizacji C, można minimalizować łączny czas przestoju stanowiska B. Zadanie można wówczas sformułować następująco:
Znaleźć taką permutację ![]()
liczb {1,2,...,n} aby:
![]()
( C)
Tak sformułowane zadanie posiada n! możliwych rozwiązań.
Szukanie rozwiązania optymalnego metodą pełnego przeglądu zbioru rozwiązań dopuszczalnych jest bardzo pracochłonne, a dla większej liczby wyrobów praktycznie niewykonalne. Opracowano jednak prosty i zarazem bardzo efektywny algorytm znajdowania rozwiązania optymalnego dla tego typu zadań. Algorytm został opracowany przez Johnson'a i jest realizowany w następujących krokach (w każdym kroku ustalamy kolejność obróbki dla jednego wyrobu):
Krok 1. Spośród liczb a1,a2,...,an, oraz b1,b2,...,bn wybieramy minimalną. Jeśli jest ich kilka bierzemy dowolną. Jeśli wybraną liczbą jest np. ai, to wyrób o numerze i będzie obrabiany jako pierwszy, tzn. g(1)-i. Jeśli natomiast wybraliśmy np. bj, to wyrób o numerze j będzie produkowany jako ostatni, tzn. g(n)=j. Z listy wyrobów wykreślamy wybrany wyrób i przechodzimy do następnego kroku.
Krok k-ty (k=2,3,...,n-1). Spośród jeszcze nie wykreślonych liczb a1,a2,...,an, oraz b1,b2,...,bn wybieramy najmniejszą. Jeśli jest ich kilka - bierzemy dowolną. Jeśli wybraną liczbą jest np. ap, to wyrób o numerze p umieszczamy na pierwszym wolnym miejscu w permutacji G0. Jeśli natomiast wybrana została wartość bq, to wyrób o numerze q umieszczamy na ostatnim wolnym miejscu w permutacji G0. Wykreślamy z listy wybraną część i przechodzimy do kroku k+1.
Krok n-ty. Ostatni wyrób ustawiamy na ostatnim wolnym miejscu w permutacji G0.
Algorytm Johnson'a można stosować dla pewnych zagadnień z n wyrobami i 3 stanowiskami roboczymi. Kolejność wykonania operacji technologicznych jest jednakowa dla wszystkich wyrobów (stanowisko A --> stanowisko B
--> stanowisko C (A,B,C)). Rozwiązanie optymalne jest możliwe do uzyskania tylko wówczas, gdy spełniony jest jeden z warunków:
( D)
gdzie: ai, bi, ci oznaczają czasy obróbki i-tego wyrobu kolejno na stanowiskach A, B, C. W pozostałych przypadkach uzyskuje się rozwiązanie suboptymalne.
Kroki algorytmu Johnson'a dla komórki trzystanowiskowej są identyczne, jak w przypadku 2 stanowisk roboczych z tym, że obliczenia wykonuje się dla sum (ai+bi) oraz (bi+ci) (i=1,2,...,n)
PRZYKŁAD
W komórce produkcyjnej trzystanowiskowej należy rozplanować kolejność wykonania 10 wyrobów.
Dane o wielkości partii obróbkowej dla tych wyrobów oraz o czasach tpz i tj kolejnych operacji zawiera tabela 1.
Tabela 1. Dane wejściowe
Lp. |
Symbol wyrobu |
Stanowisko A |
Stanowisko B |
Stanowisko C |
Partia obróbkowa [szt.] |
|||
|
|
tpz[h] |
tj[h] |
tpz[h] |
tj[h] |
tpz[h] |
tj[h] |
|
1 |
W-1 |
0,5 |
0,1 |
0,5 |
0,16 |
1,0 |
0,20 |
100 |
2 |
W-2 |
1,0 |
0,15 |
0,5 |
0,15 |
1,0 |
0,22 |
100 |
3 |
W-3 |
0,5 |
0,2 |
0,5 |
0,10 |
1,0 |
0,25 |
100 |
4 |
W-4 |
1,0 |
0,1 |
0,5 |
0,18 |
1,0 |
0,23 |
100 |
5 |
W-5 |
0,5 |
0,12 |
0,5 |
0,14 |
1,0 |
0,24 |
100 |
6 |
W-6 |
1,0 |
0,25 |
1,0 |
0,08 |
0,5 |
0,20 |
100 |
7 |
W-7 |
1,0 |
0,15 |
1,0 |
0,07 |
1,0 |
0,15 |
50 |
8 |
W-8 |
1,0 |
0,2 |
1,0 |
0,10 |
0,5 |
0,20 |
100 |
9 |
W-9 |
1,0 |
0,22 |
1,0 |
0,05 |
1,0 |
0,10 |
50 |
10 |
W-10 |
1,0 |
0,18 |
1,0 |
0,12 |
0,5 |
0,15 |
100 |
Kolejność wykonania operacji procesów technologicznych jest jednakowa dla wszystkich wyrobów:
Stanowisko A --> Stanowisko B --> Stanowisko C
Obliczenie czasów obróbki partii: wg. wzoru
( E)
Wyniki zestawiono w tabeli 2.
Tabela 2. Czasy obróbki partii
Lp. |
Symbol Wyrobu |
Czas wykonania partii obróbkowej [h] |
||
|
|
Stanowisko A |
Stanowisko B |
Stanowisko C |
1 |
W-1 |
10,5 |
16,5 |
21,0 |
2 |
W-2 |
16,0 |
15,5 |
23,0 |
3 |
W-3 |
20,5 |
10,5 |
26,0 |
4 |
W-4 |
11,0 |
18,5 |
24,0 |
5 |
W-5 |
12,5 |
14,5 |
25,0 |
6 |
W-6 |
26,0 |
9,0 |
25,0 |
7 |
W-7 |
8,5 |
4,5 |
8,5 |
8 |
W-8 |
21,0 |
11,0 |
20,5 |
9 |
W-9 |
12,0 |
3,5 |
6,0 |
10 |
W-10 |
19,0 |
13,0 |
15,5 |
Sprawdzanie warunków, dających możliwości uzyskania rozwiązania optymalnego (według zależności (4)).

Nie jest spełniona żadna z zależności warunkujących uzyskanie rozwiązania optymalnego. Rozwiązanie zadania będzie rozwiązaniem suboptymalnym
Określenie kolejności obróbki partii wyrobów na stanowiskach:
Obliczenia pomocnicze do określenia kolejności obróbki wyrobów zestawiono w tabeli 3.
Tabela 3. Kolejność obróbki partii wyrobów
Lp. |
Symbol wyrobu |
tA+tB |
tB+tC |
Kolejność obróbki |
|||
|
|
|
|
W1 |
W2 |
W3 |
W4 |
1 |
W-1 |
27 |
37,5 |
1 |
2 |
2 |
3 |
2 |
W-2 |
31,5 |
38,8 |
5 |
6 |
5 |
6 |
3 |
W-3 |
31 |
36,5 |
4 |
5 |
4 |
5 |
4 |
W-4 |
29,5 |
42,5 |
3 |
4 |
3 |
4 |
5 |
W-5 |
27 |
39,5 |
2 |
3 |
1 |
2 |
6 |
W-6 |
35 |
34 |
6 |
7 |
6 |
7 |
7 |
W-7 |
13 |
13 |
9 |
1 |
9 |
1 |
8 |
W-8 |
32 |
31,5 |
7 |
8 |
7 |
8 |
9 |
W-9 |
15,5 |
9,5 |
10 |
10 |
10 |
10 |
10 |
W10 |
32 |
28,5 |
8 |
9 |
8 |
9 |
Kolejność obróbki wyrobów ustalono w oparciu o następującą zasadę:
Z tabeli 3 wybieramy wyrób, dla którego suma tA+tB lub suma tB+tC ma wartość minimalną. Jeśli wartość ta dotyczyła sumy tA+tB, to wyrób ustawia się na pierwszym wolnym miejscu w ciągu określającym kolejność obróbki wyrobów, jeśli natomiast wartość ta dotyczyła sumy tB+tC, to wyrób ustawia się na ostatnim wolnym miejscu tego ciągu.
Postępując według tej zasady uzyskano następujące równoważne kolejności obróbki:
G10 = {W1, W5, W4, W3, W2, W6, W8, W10, W7, W9}; G20 = {W7, W1, W5, W4, W3, W2, W6, W8, W10, W9};
G30 = {W5, W1, W4, W3, W2, W6, W8, W10, W7, W9}; G40 = {W7, W5, W1, W4, W3, W2, W6, W8, W10, W9}.
Obliczenia wskaźników charakteryzujących uzyskane rozwiązanie zawierają tabele 4 i 5. Cykle rzeczywiste wykonania wyrobów odczytuje się z harmonogramu.
Cykle normatywne wykonania wyrobów określono na podstawie wzoru:
![]()
( F)
gdzie:
m - liczba operacji wykonywanych na wyrobie i
tij - czas obróbki partii wyrobów i w operacji j (obliczany wg. zależności (5))
a współczynniki wydłużenia cyklu ze wzoru:

( G)
gdzie:
Ci - cykl rzeczywisty wykonania wyrobu i
Cni - cykl normatywny wykonania wyrobu i
Tabela 4. Wskaźniki charakteryzujące uzyskane rozwiązanie
Lp. |
Symbol wyrobu |
Cykl normatywny Cn [h] |
Cykl Rzeczywisty C [h] |
Współczynnik Wydłużenia cyklu ηc |
1 |
W-1 |
48 |
48 |
1 |
2 |
W-2 |
54,5 |
71,5 |
1,31 |
3 |
W-3 |
57 |
89 |
1,56 |
4 |
W-4 |
53,5 |
74 |
1,38 |
5 |
W-5 |
52 |
62,5 |
1,20 |
6 |
W-6 |
60 |
100,5 |
1,68 |
7 |
W-7 |
21,5 |
79 |
3,67 |
8 |
W-8 |
52,5 |
95 |
1,81 |
9 |
W-9 |
21,5 |
76,5 |
3,56 |
10 |
W-10 |
47,5 |
89,5 |
1,88 |
Średni współczynnik wydłużenia cyklu |
1,913 |
|||
Tabela 5. Czasy przestoju stanowisk
Lp. |
Stanowisko |
Czas przestoju stanowiska [h] |
1 |
A |
0 |
2 |
B |
43 |
3 |
C |
27 |
Sumaryczny czas przestoju |
70 |
|
TEMAT 3 :
Podstawowe pojęcia związane z przedmiotem Zarządzanie Produkcją5
1. NAZWISKA, KTÓRE WARTO ZAPAMIĘTAĆ:
Frederick Winslow TAYLOR (1856-1915)
1884 r - dyrektor techniczny w zakładach Midvale Steel Company,
1890 r - dyrektor generalny wielkiego przedsiębiorstwa Manufacturing Investment Company,
1893 r - zakłada biuro doradztwa organizacyjnego w Filadelfii,
1898 r - stały doradca wielkiego przedsiębiorstwa Bethlehem Steel Company,
1900 r - złoty medal na Wystawie Światowej w Paryżu za ulepszenia techniczne w produkcji stali (stal szybkotnąca).
Twórca nowego systemu pracy w zakładzie produkcyjnym. System ten oparty był na dokładnej analizie przebiegu pracy, eliminacji zbędnych czynności, ustaleniu norm pracy na podstawie badań chronometrażowych i wprowadzeniu akordu progresywnego.
Badanie ruchów robotnika zajmuje poczesne miejsce w pracach Taylora.
"Shop Management"- 1903"
"The Principles of Scientific Management"- 1911
Zasady naukowej organizacji pracy sformułowane przez Taylora:
1. Pierwsza zasada polega na sprawdzenie całej wiedzy i doświadczenia, nabytego przez robotników drogą tradycji poprzez badanie i analizę ruchów oraz czasów potrzebnych do wykonywania wszystkich prac.
2. Druga zasada dotyczy doboru robotnika i jego stopniowego wyszkolenia. "...Ci, co chcą zorganizować robotę naukowo, powinni nie szczędzić trudu , aby dobrze poznać swych robotników, nieustannie ich udoskonalać, mając na widoku, że będą wykonywać robotę coraz lepiej i wskutek tego powiększą swoje zarobki..."
3. Trzecia zasada polega na dążeniu, aby robotnicy zastosowali w praktyce dane dostarczane przez naukę. "...Nie wystarczy bowiem dobrać robotników bardzo wprawnych w swym fachu, trzeba jeszcze, aby zgodzili się pracować według wskazówek , które zostały ustalone..."
4. Czwarta zasada dotyczy nowego sposobu podziału pracy.(Mniejszy zakres pracy na stanowisku roboczym, oddzielenie funkcji wykonawczych od decyzyjnych, większa powtarzalność prac to droga do wzrostu wydajności.)
Harington EMERSON (1853-1931)
Od 1902 roku samodzielny doradca przedsiębiorstw w sprawach organizacyjnych.
Opracował system "zarządzania przez cele" (Management by objectives) przyjęty za podstawę zarządzania przez wielkie przedsiębiorstwa amerykańskie.
Emerson głosił zasadę integracji dążeń pracowników z celami zakładu pracy i jego kierownictwa. Jego główną zasługą było podkreślenie wpływu wartości duchowych na pracę człowieka i wykazanie, że ludzie pracują lepiej (wydajniej i dokładniej) jeśli znają i uznają cele, do których mają dążyć w stworzonych im ramach organizacyjnych.
Autor dwunastu zasad wydajności przedstawionych w pracy
"The Twelve Principles of Efficiency"
1. Wyraźne określenie celu,
2. Zdrowy rozsądek,
3. Kompetentna rada,
4. Dyscyplina,
5. Sprawiedliwe postępowanie,
6. Wiarygodna, natychmiastowa i adekwatna sprawozdawczość,
7. Rozkład zajęć,
8. Normy i taryfy,
9. Znormalizowane warunki,
10. Znormowane operacje,
11. Pisemne instrukcje dotyczące przestrzegania norm,
12. Nagrody za wydajność.
Henry Laurence Gannt (1861 - 1919)
1884 r - doradca d/s organizacji produkcji Departamentu Uzbrojenia w Waszyngtonie
1893 r - zajmuje szereg wysokich stanowisk w przedsiębiorstwach przemysłowych
1902 r - samodzielny doradca organizacyjny przemysłu amerykańskiego.
Opracował premiowy system wynagradzania za pracę. Głosił pogląd, że systematyczne szkolenia zawodowe pracowników mają istotne znaczenie dla postępu w przemyśle.
Podkreślał znaczenie czynnika ludzkiego w produkcji, uważał, że o wzroście wydajności decydują w głównej mierze dobre stosunki międzyludzkie w przedsiębiorstwie, a w mniejszym stopniu systemy płac czy usprawnienia techniczne.
"Modern Methods of Training Workman" - 1904 r
Prowadząc badania nad usprawnianiem pracy w przemyśle, doszedł do wniosku, że w planowaniu produkcji należy uwzględnić czas trwania poszczególnych działań, objętych danym zadaniem planowym. Opracował koncepcję wykreślnej formy przedstawiania przebiegu procesów w czasie (wykresy Gantta), które przedstawiały nakłady pracy w ujęciu dynamicznym.
Frank Bunker GILBRETH (1868 - 1924)
Absolwent Massachusetts Institute of Technology, doradca organizacji gospodarczych, armii i rządu ds. budownictwa.
Prekursor metod badania pracy, założył Laboratorium Psychotechniki i Badania Ruchów w którym prowadził badania ruchów człowieka przy pracy szukając możliwości obniżenia kosztów produkcji przez podwyższenie wydajności oraz dobór i wzajemne dostosowanie robotników, materiałów, wyposażenia i sposobu pracy.
Stosując różne środki techniczne (fotografia, film, stoper) ustalał tor, długość, kierunek i szybkość ruchów, a następnie wskazywał najlepsze rozwiązania umożliwiające zwiększenie wydajności i zmniejszenie wysiłku. Wyniki badań opublikował w "Motion Study"
Karol ADAMIECKI (1866 - 1933)
Absolwent Instytutu Technologicznego w Petersburgu.
Prowadził badania w zakresie zagadnień technologicznych oraz organizacji pracy zespołowej i kierowania nią w walcowniach rosyjskich zakładów metalurgicznych.
Kierownik katedry Naukowej Organizacji w Politechnice Warszawskiej.
Współtwórca i dyrektor Instytutu Naukowej Organizacji w Warszawie.
"Nauka organizacji i jej rola w życiu gospodarczym", 1932r.
" O istocie naukowej organizacji", 1938r
" Harmonizacja pracy", 1948r.
1. Prawo wzrastającej produkcji: W miarę wzrostu wydajności, dzięki wkładowi nowych elementów pracy i kapitału, koszt jednostki produktu zmniejsza się i osiąga swą optymalną wielkość, poza którą dalszy wkład pracy i kapitału przestaje być ekonomiczny.
2. Prawo podziału pracy: Jeżeli praca pewnej jednostki lub organu, składająca się z wielokrotnego powtarzania dwóch lub więcej czynności, zostanie podzielona w ten sposób, że każdą czynność składową oddzielimy i wykonywać będziemy oddzielnie seriami, albo też powierzymy organom specjalnie do niej uzdolnionym lub przystosowanym - ogólny nakład pracy i środków wytwórczych zmniejszy się a wynik użyteczny powiększy.
3. Prawo koncentracji: Jeżeli dwa lub więcej organów, wykonujących czynności jednakowe, połączyć w jedną grupę działającą razem lub zastąpić jednym większym organem wykonującym tę samą czynność w ilości równającej się produkcji wszystkich organów, to ogólny nakład pracy i środków wytwórczych zmniejszy się.
4. Prawo harmonii działania organów: Przy współdziałaniu wielu organów otrzymuje się tym lepszy skutek ekonomiczny, im czasy działania poszczególnych organów są dokładniej ze sobą uzgodnione.
Henry LE CHATELIER (1850 - 1936)
Z wykształcenia inżynier, pracował w górnictwie.
Wykładowca w wyższych uczelniach francuskich.
Prowadził badania w zakresie fizyki i chemii.
Na szczególną uwagę zasługuje jego działalność związana z propagowaniem i upowszechnianiem naukowej organizacji pracy.
W 1904 r zakłada pismo "La Revue de Metallurgie" w którym ukazują się tłumaczenia prac Taylora oraz wyjaśnienia i komentarze popularyzujące ten kierunek racjonalizacji pracy w przemyśle.
Le Chatelier sformułował tzw. "cykl działania zorganizowanego" (cykl organizacyjny), w którym wyróżnia pięć etapów każdego działania zorganizowanego.
postawienie jasnego i ściśle określonego celu.
zbadanie środków i warunków, które trzeba zastosować, aby osiągnąć zamierzony cel.
przygotowanie środków i warunków działania.
wykonanie zamierzonych czynności stosownie do powziętego planu
kontrola otrzymanych wyników i ich ocena)
Henri FAYOL (1841 - 1925)
- Absolwent Akademii Górniczej w St. Etienne.
- Pracuje we francuskim przemyśle górniczym.
Od końca lat 80-tych w składzie zarządu przedsiębiorstwa Commentry-Fourchamboult et Decazeville.
Fayol prowadził badania zmierzające do określenia zasad nauki o administrowaniu. Zasady te przedstawił w pracy:
"Administration Industrielle et Generale" - 1916 r.
Zajmował się racjonalizacją pracy naczelnego kierownictwa i w tym właśnie celu opracował zasady administracji w przedsiębiorstwie.
Podział pracy.
Autorytet.
Dyscyplina.
Jedność rozkazodawstwa.
Jedność kierownictwa.
Podporządkowanie interesów osobistych interesowi ogółu.
Wynagrodzenie.
Centralizacja.
Hierarchia.
Ład.
Ludzkie traktowanie pracowników.
Stabilizacja personelu.
Inicjatywa.
Zgranie zespołu.
1. podział pracy.
.....podział pracy pozwala na zredukowanie liczby przedmiotów, na które uwaga i wysiłek powinny być skierowane. Stwierdzono, że jest to najlepszy sposób wykorzystania pracy jednostek i zespołów... Jednak podział pracy ma swoje granice, których jak uczy doświadczenie nie można przekraczać...
2. autorytet.
......Autorytet - to prawo do rozkazywania i zdolność do egzekwowania posłuszeństwa wobec siebie. Można rozróżnić autorytet urzędowy, związany ze stanowiskiem kierownika, i autorytet osobisty, płynący z inteligencji, wiedzy, doświadczenia, wartości moralnej, umiejętności kierowania itd.
.....Poparcie autorytetu nagrodami i karami należy do zasadniczych warunków dobrej administracji....
3. dyscyplina.
.....dyscyplina jest poszanowaniem przepisów dotyczących posłuszeństwa, pilności, pracowitości, i zewnętrznych oznak uszanowania.....Obowiązuje ona tak najwyższych przełożonych, jak i najskromniejszych pracowników. Najskuteczniejszymi środkami służącymi do jej wdrożenia i utrzymania są:
1. dobrzy przełożeni wszystkich szczebli,
2. jasne i sprawiedliwe umowy,
3. sprawiedliwie stosowane nagrody i kary.
4. jedność rozkazodawstwa.
...... przy wszelkich rodzajach zatrudnienia pracownik powinien otrzymywać rozkazy tylko od jednego przełożonego. Taka jest reguła "jedności rozkazodawstwa", reguła tak niezbędna zawsze i wszędzie, że w wypadku jej pogwałcenia autorytet zostanie naruszony, dyscyplina nadwyrężona ,porządek zakłócony, równowaga zagrożona.....
5. jedność kierownictwa.
....zasada ta da się wyrazić w słowach: jeden przełożony i jeden plan dla szeregu prac zmierzających do osiągnięcia tego samego celu. Jest ona nieodzownym warunkiem jednolitości działania, koordynowania sił i koncentrowania wysiłków....
6. podporządkowanie interesów osobistych interesowi ogółu.
....zasada ta przypomina, że w przedsiębiorstwie interes pracownika czy grupy pracowników nie powinien brać góry nad interesem przedsiębiorstwa, że interes rodziny powinien iść przed interesem jednego jej członka, że interes państwa powinien górować nad korzyścią prywatną obywatela czy grupy obywateli......
7. wynagrodzenie.
..... wynagrodzenie personelu jest zapłatą za spełnianą pracę. Forma płacy może mieć poważny wpływ na rozwój przedsiębiorstwa. Przy określaniu formy zapłaty dąży się powszechnie do tego, aby:
1. zapewniała sprawiedliwe wynagrodzenie,
2. zachęcała do gorliwości , wynagradzając celowe wysiłki,
3. nie prowadziła do przesady w wynagradzaniu, przekraczając racjonalne granice.
8. centralizacja
.....stopień centralizacji powinien być zmienny, zależnie od potrzeb. Celem, do którego należy dążyć, jest możliwie najlepsze wykorzystanie uzdolnień całego personelu....
.....jeśli zalety kierownika, jego siły, inteligencja, doświadczenie, szybkość decyzji, pozwalają mu na rozszerzenie zakresu działalności, to może on posuwać centralizację bardzo daleko i ograniczać pracę swych podwładnych do spełniania prostych czynności wykonawczych....
....jeśli natomiast woli się raczej uciekać do doświadczenia, poglądów i rad swych współpracowników, to może wprowadzić daleko idącą decentralizację...
9. hierarchia.
......hierarchia jest to uszeregowanie przełożonych, od władzy najwyższego szczebla aż do kierowników najniższego szczebla. Wyłamywanie się z drogi służbowej bez koniecznej potrzeby byłoby błędem, jednak błędem jeszcze większym byłoby podążanie nią, jeśli przez takie postępowanie przedsiębiorstwo poniosłoby szkodę.........
10. ład.
.....Znana jest zasada zapewniająca utrzymanie porządku materialnego: miejsce dla każdej rzeczy, a każda rzecz na swoim miejscu....
11. ludzkie traktowanie pracowników.
.....dlaczego ludzkie, a nie sprawiedliwe? Sprawiedliwość polega na realizowaniu ustalonych przepisów, lecz w przepisach nie można wszystkiego przewidzieć; często trzeba je interpretować albo uzupełniać. Ludzkie traktowanie wypływa z połączenia przychylności ze sprawiedliwością....
12. stabilizacja personelu.
.....stwierdzono niejednokrotnie, że kierownik średnio uzdolniony, lecz pozostający długo na stanowisku, jest daleko więcej wart od bardzo zdolnych kierowników, którzy są zmieniani. Personel kierowniczy dobrze funkcjonujących przedsiębiorstw jest na ogół stały, natomiast przedsiębiorstw źle funkcjonujących - niestały. Płynność tego personelu jest przyczyną i zarazem następstwem niepowodzeń.....
13. inicjatywa.
.....Obmyślanie planu i zapewnianie mu powodzenia sprawia wielką satysfakcję. Ta właśnie umiejętność wysuwania koncepcji i realizowania ich nazywa się inicjatywą. Dzięki inicjatywie wzrasta gorliwość i energia pracowników na wszystkich szczeblach organizacyjnych......
14. zgranie zespołu.
....W jedności siła. Przysłowie to powinno być dobrze przemyślane przez kierownictwo przedsiębiorstwa....
....Skłócenie sił nieprzyjacielskich, celem ich osłabienia jest sprytnym posunięciem, ale skłócenie własnego zespołu jest wielkim grzechem w stosunku do przedsiębiorstwa.....
Metodami organizatorskimi nazywa się metody służące do rozwiązywania problemów organizacyjnych.
W obszarze organizacji produkcji problemy te związane są z poszukiwaniem takich rozwiązań organizacyjnych systemów produkcyjnych i przebiegających w nich procesów produkcyjnych, które zapewniają odpowiedni stopień wyko- rzystania zasobów i w konsekwencji wysoki poziom produktywności.
2. OGÓLNY SCHEMAT ROZWIĄZYWANIA PROBLEMU PRZEDSTAWIANY BYWA NAJCZĘŚCIEJ NASTĘPUJĄCO:
Faza Etap
1. Formułowanie problemu
1.1. Poszukiwanie i rejestracja problemu
1.2. Określanie priorytetów problemu
1.3. Precyzowanie problemu
2. Analiza problemu
2.1. Dekompozycja problemu
2.2. Zbieranie informacji
2.3. Rejestracja stanu istniejącego
2.4. Analiza stanu istniejącego
3. Projektowanie rozwiązań problemu
3.1. Generowanie rozwiązań problemu
3.2. Opracowanie szczegółowych rozwiązań
3.3. Opis i prezentacja rozwiązań szczegółowych
4. Ocena i wybór rozwiązań problemu
4.1. Określanie konsekwencji rozwiązań problemu
4.2. Ocena i wybór rozwiązań problemu
5. Przygotowanie realizacji rozwiązań problemu
5.1. Planowanie terminów realizacji
5.2. Planowanie środków realizacji
Punktem wyjścia we wszelkich pracach modernizacyjnych systemów produkcyjnych jest rejestracja i analiza stanu istniejącego oraz jego krytyczna ocena. Podstawowe znaczenie mają na tym etapie metody badania i mierzenia pracy.
3. POJĘCIA PODSTAWOWE
ORGANIZACJA to:
wg T. Kotarbińskiego
"......pewien rodzaj całości ze względu na stosunek do niej jej własnych elementów, mianowicie taka całość , której wszystkie składniki współprzyczyniają się do powodzenia całości"
wg J. Zieleniewskiego
"Organizacja - ogólnie pojęta cecha rzeczy i ciągów zdarzeń, rozpatrywanych jako złożone z części oraz ze względu na stosunek tych części do siebie nawzajem i do całości, a polegające na tym, że części współprzyczyniają się do powodzenia całości. "
W prakseologii organizacja rozpatrywana jest w trzech aspektach:
- Organizacja jako cecha (właściwość, atrybut) to to, że dana rzecz jest pod jakimś względem taka właśnie, jaka jest, a nie inna; mówimy np. "dobra organizacja......."
- Organizacja w znaczeniu rzeczowym, jak np. Organizacja Narodów Zjednoczonych, Naczelna Organizacja Techniczna itp
- Organizacja w znaczeniu czynnościowym, jako proces organizowania , ciąg zdarzeń - "organizowanie"
Metody organizatorskie:
M e t o d a jest to celowo i świadomie opracowany, nadający się do wielokrotnego stosowania, zespół zaleceń odnośnie postępowania przy rozwiązywaniu problemów określonej klasy.
M e t o d a o r g a n i z a t o r s k a jest to metoda rozwiązywania problemów organizacyjnych, czyli problemów związanych z tworzeniem, funkcjonowaniem i zmianami organizacji
Metody ze względu na zakres problemowy można podzielić na:
1. metody kompleksowe - odnoszące się do całego procesu rozwiązywania problemu,
2. metody cząstkowe (wycinkowe) - odnoszące się do części procesu rozwiązywania problemu (faz, etapu, czynności)
Metody z punktu widzenia szczegółowości zaleceń można podzielić na:
1. metody szczegółowe- określające dokładnie zarówno kroki postępowania jak również sposób ich realizacji lub określające dokładnie kroki postępowania oraz ogólnie sposób ich realizacji.
2. metody ogólne - określające ogólnie zarówno kroki postępowania jak i sposób ich realizacji lub nie podające w ogóle kroków postępowania , lecz tylko ogólny kierunek postępowania.
Metody organizatorskie - systematyka pojęć
Techniki organizatorskie: cząstkowe(wycinkowe), szczegółowe metody organizatorskie. PERT , krzywa ABC itd.
Metodyki organizatorskie: kompleksowe, szczegółowe metody organizatorskie. Zawierają zalecenia odnoszące się do całego procesu rozwiązywania problemu, określając szczegółowo kroki postępowania prowadzące do uzyskania rozwiązania tego problemu. Np. METODYKA BADANIA PRACY, BADANIA OPERACYJNE itp.
Podejścia metodyczne: metody organizatorskie określające ogólne zasady postępowania przy rozwiązywaniu problemów organizacyjnych zarówno całościowych jak i cząstkowych. Np. Podejście analityczne, podejście syntetyczne
Reguły metodyczne: najbardziej ogólne metody organizatorskie. Zalecenia co do sposobu postępowania , stanowiące treść reguł metodycznych , nie określają ani kroków postępowania, ani ich treść, lecz jedynie ogólny kierunek postępowania. Często nazywane są regułami, prawami, zasadami
metoda ( gr. methodos = badanie ) - świadomie i konsekwentnie stosowany sposób postępowania dla osiągnięcia określonego celu.
metodologia (gr. methodos = badanie + logos = słowo, nauka) nauka o metodach badań naukowych, o skutecznych sposobach dociekania ich wartości poznawczej
metodyka (gr. methodikos) - zbiór zasad i sposobów dotyczących wykonywania jakiejś pracy i zmierzania do określonych celów
ergonomia (gr. ergon = praca + nomos = prawo) nauka zajmująca się badaniem warunków pracy, dostosowaniem środowiska pracy, maszyn i urządzeń technicznych do potrzeb pracownika z punktu widzenia zapewnienia optymalnych warunków wykonywania pracy
SCHEMAT - METODY I TECHNIKI ORGANIZATORSKI
stosowane w poszczególnych fazach i etapach rozwiązywania problemów organizacyjnych
Grupa technik |
Grupa podtechnik |
Metody i techniki organizatorskie |
Techniki formułowania problemów organizacyjnych |
Poszukiwania i rejestracji problemów |
listy pytań kontrolnych, ankieta, wywiad, |
|
Określania priorytetu problemu |
metoda ABC, techniki drzewa zależności, ankieta, wywiad |
|
Precyzowania problemu |
listy pytań kontrolnych, karty rozwiązywania problemów organizacyjnych, listy pytań kontrolnych |
Techniki analizy problemów organizacyjnych |
Dekompozycji problemu |
wykresy Ishikawy, metoda ABC, technika PATERN |
|
Zbierania informacji |
obserwacja bezpośrednia (ciągła, migawkowa) , autoobserwacja, fotografia zwykła i stroboskobowa, studiowanie literatury, analiza dokumentacji, ankieta, wywiad, fotografia dnia roboczego, chronometraż, metody badań ruchów elementarnych, cyklografia i chronocyklografia |
|
Rejestracji i prezentacji stanu istniejącego |
|
|
Analizy stanu istniejącego |
arkusz krytycznej oceny i analizy, analiza morfologiczna, techniki badania pracy |
Techniki projektowania rozwiązań problemów organizacyjnych |
Generowania rozwiązań |
burza mózgów, metoda morfologiczna, dyskusja 635, odwracania problemu, swobodnych skojarzeń |
|
Opracowywania rozwiązań szczegółowych |
|
|
Opisu i prezentacji rozwiązań |
|
Techniki oceny i wyboru rozwiązań organizacyjnych |
Określania konsekwencji rozwiązań |
ankieta, wywiad, metoda Delficka , wykresy Ishikawy |
|
Oceny i wyboru rozwiązań |
|
Techniki przygotowania realizacji rozwiązań organizacyjnych |
Planowania terminów realizacji |
techniki sieci zależności (CPM, PERT), wykresy Gantta, harmonogramy |
|
Planowania środków realizacji |
Specjalne techniki sieci zależności: PERT-COST, itp. |
Cechą charakterystyczną każdej maszyny jest ruch jej części wskutek działania sił i momentów
maszyny energetyczne
maszyny transportowe
maszyny technologiczne
Maszyna - urządzenie techniczne, zawierające mechanizm lub zespół mechanizmów we wspólnym korpusie służące do wykonania określonej użytecznej pracy
(definicja bazująca na gruncie "teorii maszyn i mechanizmów", Encyklopedia Techniki)
Aparaty i urządzenia elektroniczne przeznaczone do liczenia, wykonywania operacji logicznych, sterowania i kontroli:
maszyny kontrolno - sterujące
maszyny logiczne
maszyny cybernetyczne
Cechą charakterystyczną urządzeń jest brak ruchu lub takie jego rodzaje oraz założenia, które nie określają w sposób zasadniczy rozwiązań konstrukcyjnych.
Urządzenie - wszelkiego rodzaju konstrukcje służące do wykonywania zadań pomocniczych.
Układ, zespół (zbiór) mechanizmów współdziałających w celu wykonania określonej czynności (funkcji)
Mechanizm - zbiór powiązanych i współpracujących ze sobą części maszyn mogących wykonywać określone ruchy w wyniku pobranej energii mechanicznej.
Zespół elementów konstrukcyjnych - część maszyny, urządzenia lub mechanizmu w postaci zwartej grupy elementów konstrukcyjnych, spełniającej określone zadania.
Element konstrukcyjny - podstawowy i niepodzielny składnik konstrukcji w postaci jednolitej bryły wytworzonej przez kształtowanie przy użyciu dowolnej metody czy sposobu obróbki, a nie przez połączenie części składowych jak w przypadku zespołu
Podział konstrukcyjny wyrobu według kryterium:
elementy składowe przeznaczone do wykonania określonych funkcji lub czynności.
Przedstawia zależność funkcjonalną między poszczególnymi elementami, zespołami, mechanizmami czy układami mechanizmów.
Uwzględnia przede wszystkim zasady tworzenia odpowiednich zespołów lub mechanizmów, natomiast nie uwzględnia liczby sztuk jakie wchodzą do odpowiednich jednostek
Podział technologiczny wyrobu
Podział technologiczny maszyny jako wyrobu uwzględnia formę organizacji produkcji w fazie montażu oraz możliwość i celowość różnicowania procesu technologicznego.
Jednostka montażowa - część wyrobu montowana oddzielnie
Zespół montażowy - zbiór określonej liczby części połączonych w taki sposób, że tworzą element składowy wyrobu.
Zgodnie z PN-64/M-01151 zespołem nie należy nazywać zbioru części zależnych od siebie funkcjonalnie, lecz tworzących odrębne całości przy montażu.
Podział wyrobu (maszyny) uwzględniający aspekty funkcjonalne jednostek:
Komplet - zbiór elementów (części) potrzebnych do zmontowania zespołu montażowego dowolnego rzędu.
(JG) jednostki główne (części i zespoły) spełniają określone zadania funkcjonalne w zespole montażowym.
(JZ) jednostki złączne (części) - służą do ustalania położenia części (lub zespołów) głównych lub utrwalania połączenia np.: kołki ustalające, podkładki dystansowe, nity, zawleczki itp.
(JB) jednostka bazowa (część lub zespół) - jedna z jednostek głównych, której odpowiednie powierzchnie są powierzchniami ustalającymi. Jednostka ta stanowi konstrukcję nośną (korpus, wał itd.) i od niej rozpoczyna się proces montażu.
Program produkcyjny - rodzaje (asortyment) oraz ilości produkowanych wyrobów, zespołów, detali lub usług w określonym przedziale czasu.
Asortymentowy program produkcji - wykaz rodzajów wyrobów lub usług do wykonania w określonym przedziale czasu.
Ilościowy program produkcji - ilości produkowanych wyrobów, zespołów, detali lub usług w określonym przedziale czasu.
Mierniki programu produkcyjnego
naturalne (sztuki, tony, metry bieżące, metry kwadratowe lub sześcienne, litry itd.)
jednostki umowne (wyrażanie produkcji różnorodnych wyrobów w jednostkach umownych jednego wyrobu przyjętego za reprezentanta (przedstawiciela)
Podział programu produkcyjnego
Seria - określona liczba wyrobów złożonych.
Seria konstrukcyjna - liczba wyrobów złożonych mających identyczną konstrukcję i parametry techniczne.
Seria informacyjna - określona liczba wyrobów złożonych wyprodukowanych w celu sprawdzenia ich parametrów technicznych przez przyszłych użytkowników.
Seria próbna - określona liczba wyrobów złożonych wykonywanych przed uruchomieniem właściwej produkcji w celu sprawdzenia poprawności zaprojektowanej technologii.
Seria produkcyjna - określona liczba wyrobów złożonych (wydzielona ewidencyjnie) wynikająca z podzielenia rocznego programu produkcyjnego na mniejsze jednostki w celu ich wspólnego produkowania.
Charaktrystyka dokumentacji konstrukcyjnej
Rysunki ofertowe
Rysunki ofertowe wraz z fotografiami maszyny umożliwiają zapoznanie się z rodzajem i zakresem działania maszyny oraz pozwalają na zorientowanie się w zakresie wymiarów gabarytowych i masy wyrobu oraz przestrzeni niezbędnej do jej montażu.
Opisy techniczne i schematy działania
Opisy techniczne i schematy działania pozwalają na poznanie szczegółów dotyczących budowy, działania i eksploatacji maszyny. Poznanie tych szczegółów jedynie na podstawie rysunków złożeniowych jest często utrudnione ze względu na nadmiar szczegółów na tych rysunkach.
Rysunki zestawieniowe całej maszyny i jej zespołów
Rysunki zestawieniowe całej maszyny i jej zespołów. Dają one dokładny pogląd na jej konstrukcję i na ich podstawie można łatwo podzielić maszynę na jednostki montażowe, a tym samym ustalić kolejność etapów montażu i sam proces kompletowania. Rysunki zestawieniowe zespołów dają możliwość doboru metod i kolejności montażu.
Listę i rysunki wykonawcze części
Lista i rysunki wykonawcze części. Stanowią podstawę dla projektowania procesu technologicznego.
Warunki techniczne
Wszystkie wymagania jakościowe dotyczące poszczególnych części maszyn, zespołów oraz całej konstrukcji.
wymagania kierowane do konstruktora, jak warunki związane z doborem materiału, ze sztywnością, z bezpieczeństwem pracy.
wymagania związane z dokładnością wykonania poszczególnych części i ich montażem.
wszystkie inne wymagania związane np z wykończeniem, estetyką, smarowaniem, opakowaniem do transportu itd.
Warunki techniczne dotyczące montażu ujmują następujące zagadnienia:
wymagania dotyczące oddzielnych mechanizmów i zespołów (np. bicie wrzecion obrabiarek, dopuszczalne luzy w połączeniach, głośność pracy itd.),
metody prób oddzielnych zespołów i całej maszyny,
znakowanie,
wymagania dotyczące malowania, pakowania, transportu itd.
Wyrób prosty (detal, część maszynowa) - jednolity element konstrukcyjny wykonany z jednorodnego materiału nie mający powiązań z innymi elementami W0
części główne - spełniają w wyrobie złożonym określoną funkcję (wałki, korpusy, tarcze, tuleje, koła zębate itp.)
części złączne - służą do ustalania i utrwalania położenia części głównych (kołki ustalające, wpusty, kliny, śruby, nity, podkładki, nakrętki, zawleczki, itp.)
Wyrób złożony (podzespół, zespół) - wyrób składający się z minimum dwóch elementów stanowiących wyroby proste tworzących połączenie montażowe (zaworek paliwowy, zespół pokrywy gaźnika, gaźnik, silnik, jednostka napędowa, samochód)
Wn n - stopień złożoności wyrobu
W1 - wydzielony fragment wyrobu złożonego utworzony z co najmniej dwóch wyrobów zerowego stopnia
W2 -
Półwyrób - wyrób prosty celowo niewykończony (np odlew korpusu, odkuwka koła zębatego, wytłoczka
maski silnika, tuleja cylindrowa z naddatkiem do szlifowania, rozwiertak z naddatkiem na wykonanie części tnącej itd)
Wyrób gotowy - wyrób prosty lub wyrób złożony nie podlegający dalszej obróbce lub montażowi w zakładzie który go produkuje.
Wyrób finalny - wyrób stanowiący końcowy wynik procesu produkcyjnego przedsiębiorstwa.
- półwyrób (odlew, odkuwka)
- wyrób prosty ( śruba, uszczelka, nakrętka)
- wyrób złożony ( łożysko, sprzęgło, silnik)
Proces produkcyjny - uporządkowany zespół celowych działań (czynności), których celem jest wykonanie określonego wyrobu. Do procesu produkcyjnego w przedsiębiorstwie przemysłowym zaliczane są wszystkie czynności począwszy od pobrania materiałów lub półwyrobów z magazynu, po przez czynności technologiczne, transportowe, kontroli, magazynowania, konserwacji, aż do przekazania gotowego wyrobu włącznie.
Proces produkcyjny podstawowy - proces produkcyjny w wyniku którego uzyskujemy wyroby stanowiące produkcję towarową zakładu (są przeznaczone na zbyt).
Proces produkcyjny pomocniczy - proces produkcyjny w wyniku którego uzyskujemy wyroby niezbędne dla normalnego przebiegu podstawowego procesu produkcyjnego (np wytwarzanie narzędzi, pomocy warsztatowych, części zamiennych do środków technologicznych itd.)
Operacja produkcyjna - zbiór określonego rodzaju czynności wykonywanych na określonym przedmiocie (grupie przedmiotów), przez określonego pracownika ( przez grupę pracowników) lub przez urządzenie automatyczne, na jednym stanowisku roboczym, bez przerwy na wykonanie czynności innego rodzaju.
Rodzaje operacji produkcyjnych:
operacja technologiczna
operacja transportowa
operacja kontroli jakości
operacja konserwacji
operacja magazynowania
Proces technologiczny - zespół czynności, które są bezpośrednio związane ze zmianą kształtu, wymiarów, jakości powierzchni, własności fizyko-chemicznych poszczególnych części lub łączeniem ich w zespół.
Operacja technologiczna - część procesu technologicznego wykonywana na określonym przedmiocie (lub grupie jednocześnie obrabianych przedmiotów) przez jednego robotnika (lub brygadę) na jednym stanowisku roboczym bez przerwy na wykonanie czynności innego rodzaju.
Zabieg - część operacji, technologicznie jednorodna, wykonywana przy jednej pozycji (zamocowaniu) przedmiotu na jednym lub kilku elementach powierzchni jednocześnie, przy pomocy jednego lub kompletu narzędzi w tym samym czasie w stałych nie zmienianych warunkach obróbkowych.
Czynność - część operacji, zabiegu, która stanowi pewne odrębne działanie, mające na celu osiągnięcie określonego efektu roboczego i charakteryzujące się niezmiennością biorących w niej udział czynników.
Ruch roboczy - najmniejszy wymierny praktycznie dalej niepodzielny element pracy, będący częścią czynności i charakteryzujący się tym, że jest wykonywany bez przerwy i bez zmiany kierunku dla osiągnięcia określonego postępu w działaniu roboczym.
Schemat klasyfikacji procesu produkcyjnego
wg obiektu odniesienia
wg wyrobu,
wg komórki.
wg złożoności
- prosty,
- złożony
wg udziału pracy
- procesy pracy
- procesy naturalne
wg udziału w produkcji towarowej
- podstawowy,
- pomocniczy
jako związek procesów (operacji)
operacje operacje operacje operacje operacje
technologiczne transportu kontroli konserwacji magazynowania
proces proces proces proces proces
technologiczny transportowy kontroli konserwacji magazynowania
struktura procesu
wg faz technologicznych
wg części i zespołów
TYPY PRZEDSIĘBIORSTW PRZEMYSŁU MASZYNOWEGO w zależności od zakresu faz technologicznych
Wielkie, unikalne zakłady, w których strukturze występuje pełny zakres faz
technologicznych i odpowiedni zespół wydziałów łącznie z komórkami rea-
lizującymi procesy unikalne jak stalownie, prasownie itp
(np. Huta Stalowa Wola, Zakłady Mechaniczne Łabędy)
Zakłady z pełnym zakresem faz technologicznych i odpowiednich komórek
łącznie z procesami przygotowawczymi jak odlewnicze, kuźnicze itp.
(np. FSC Starachowice, ZM Ursus, )
Zakłady mechaniczno-montażowe o dwóch fazach technologicznych otrzymujące przygotówki z kooperacji
(np. FOP AVIA, FAT Bydgoszcz)
Zakłady specjalizowane w produkcji znormalizowanych wyrobów jak śruby,
nity, sprężyny ojednej fazie technologicznej : obróbka wiórowa, obróbka
plastyczna na zimno itp.
(np Fabryka Śrub w Łańcucie, Warszawska Fabryka Sprężyn itp)
Zakłady montażowe
(np.:Płońsk - montownia Forda)
..................................................
Zakłady specjalizowane w wykonywaniu
jednej z faz przygotowawczych
(Odlewnie Żeliwa, Centralne Kuźnie itp)
Zarządzanie produkcją - literatura źródłowa
Lis St., Niziałek D., Wróblewski J.K.; Organizacja podstawowych procesów produkcyjnych i sterowanie produkcją, część I, WPW, Warszawa 1976 r.
Chajtman S.; Podstawy organizacji procesu produkcyjnego, PWE, Warszawa 1971 r.
Bałuk J., Lenard W.; Organizacja procesów produkcyjnych, WPW, Warszawa 1991 r.
Bałuk J., Materiały do ćwiczeń i wykładów z przedmiotu Organizacja procesów produkcyjnych. Opracowanie własne autora.
Lis St.; Organizacja i ekonomika procesów produkcyjnych w przemyśle maszynowym, PWN, Warszawa 1984 r.
TEMAT 4:
Planowanie Potrzeb Materiałowych ( MRP )
WPROWADZENIE DO MRP
System MRP: „Material Requirements Planning” to „planowanie zasobów materiałowych", tłumaczone jest również jako „planowanie i sterowanie zasobami materiałowymi" lub „planowanie i sterowanie przepływem produkcji".
Wraz z rozwojem komputeryzacji wyeliminowano kwestię pracochłonności obliczeń i czasu, stało się możliwe połączenie w jeden kompleksowy system takich zagadnień, jak: przewidywanie, określanie wielkości zamówień i terminów dostaw, określanie wielkości partii produkcyjnych, momenty rozpoczęcia produkcji i wielkości zapasów w magazynach i w procesie wytwarzania. W ten sposób, MRP jest idealnym przykładem zastosowania syntezy systemów wspomaganych techniką komputerową. MRP koordynuje również charakterystykę materiałową produktu w celu harmonogramowania produkcji.
Przeprowadzone badania stwierdzają, że użytkownicy MRP zredukowali poziom zapasów o około 30%, zmniejszyli koszty produkcji, zakupów i ulepszyli serwis dostaw. Jednak nie wszystkie wdrożenia MRP odnoszą sukces. Przejście do systemu MRP jest zadaniem wymagającym i obfitującym w trudności natury technicznej oraz ludzkiej. W praktyce całkowicie udane instalacje systemów MRP ocenione są na 20% do 50%. Wynika to przede wszystkim z:
zastosowania MRP u nieprzygotowanego klienta i oczekiwanie na zbyt wiele w zbyt krótkim czasie,
konfliktów software'owych pomiędzy MRP, a używanymi dotychczas programami komputerowymi,
ograniczonych możliwości wykorzystania MRP w przypadku pewnych rodzajów produkcji.
MRP może być najlepiej zastosowane w przemysłach o ciągłych procesach produkcyjnych, które mają stosunkowo małą liczbę asortymentów materiałowych. W wytwarzaniu produkt końcowy podlega niezależnemu popytowi rynkowemu, natomiast zapotrzebowanie na surowce i części zależą od harmonogramu wytwarzania, który MPR potrafi z powodzeniem modyfikować uwzględniając przy tym zależności od różnych czynników: popytu na materiały, surowce oraz (przewidywanego popytu) na produkt końcowy. Decyzja zainstalowania systemu MRP oraz wyboru jego struktury i cech charakterystycznych zależy od typu produkcji oraz terminów dostawy wyrobów finalnych wymaganych przez rynek. Produkcja bardziej złożona, jednostkowa oraz seryjna w przemyśle maszyn i aparatów elektrycznych, elektronicznych urządzeń wysokiej jakości oraz producenci potrafiący dotrzymać krótkich terminów dostaw, jak na przykład: towary gotowe dostępne ze składu, w największym stopniu korzystają z pomyślnego wprowadzenia MRP.
STRUKTURA SYSTEMU MRP
INFORMACJE WSTĘPNE
System MRP tak jak każdy system komputerowy wymaga danych wejściowych, które następnie przetwarza generując dane wyjściowe (rys. 2). Zanim jednak system zostanie zainstalowany niezbędne jest zebranie wstępnych informacji.
Złożone zamówienia - zakontraktowane zamówienia klientów oraz otwarte, nie zakończone rachunki, które mają być zrealizowane.
Przewidywania popytu - szczegółowe prognozy popytu na każdy produkt wyrażone ilościowo.
Plan awaryjny w przypadku zakłóceń - plan, który może być zastosowany w przypadku pojawienia się problemów np.: niedobór, brak materiałów; dostarcza wytycznych do zrealizowania w takiej sytuacji planu głównego.
Struktury produktu - szczegółowe informacje na temat części potrzebnych do wytworzenia danego produktu na różnych etapach i poziomach procesu produkcji; definiują również proces produkcji, czyli kiedy i które części są ze sobą łączone.
Innowacje w produkcie - zawiera możliwe zmiany w zapotrzebowaniu na materiały spowodowane zmianami, ulepszeniami produktu.
Obecny poziom zapasów - informacje o zapasach i innych zasobach dostępnych na początku procesu produkcji.
Planowany poziom zapasów - są to informacje o ilości materiałów zamówionych, zakupionych lub zakontraktowanych, które przedsiębiorstwo planuje otrzymać w czasie procesu produkcji.
DANE WEJŚCIOWE
Wyżej opisane informacje wstępne są potrzebne nie tylko przy instalowaniu MRP, lecz muszą być dostarczane do systemu regularnie.
Zgromadzone informacje wstępne muszą zostać przekształcone w dane akceptowalne przez komputer. Pomimo różnorodności wszystkie systemy MRP mają kilka cech wspólnych, a są to: plik głównego planu produkcji, plik składników produktu, plik z danymi dotyczącymi zapasów.
Plik głównego planu produkcji
Plik głównego planu produkcji specyfikuje kiedy i ile jednostek gotowego produktu ma być wykonane. Zawiera również czasy potrzebne do wykonania takich czynności jak dostarczenie zaopatrzenia, przesyłki surowców i komponentów między działami, produkcja i składanie produktu, jak również czasy poszczególnych faz przetwarzania na każdym z poziomów. Jednakże w praktyce powyższe czasy produkcji mogą być jedynie przewidywane i szacowane. W związku z tym przetwarzane przez MRP informacje są niepewne i mogą w rezultacie prowadzić do błędów, a w następstwie tego zdarzyć się może, że główny plan produkcji będzie niewykonalny. W przypadku pojawienia się problemów wprowadzić można do programu MRP (pliku głównego planu produkcji) pewne poprawki tj.: zmienić główny harmonogram produkcji, przedłużyć czasy produkcji poszczególnych elementów lub jeżeli brakuje czasu na wyprodukowanie jakiejś części kupić ją od kogoś innego. W takiej sytuacji program wykorzystywany jest do symulacji efektów po wprowadzeniu zmian.
Plik składników produktu
Plik składników produktu to lista wszystkich części potrzebnych do złożenia danego dobra finalnego. Wyszczególnia wszystkie niezbędne podzespoły, półprodukty i surowce oraz ilości poszczególnych substratów. Lista składników produktu nazywana niekiedy „BOM”, od angielskiej nazwy „Bill of Materials”, zawiera ponadto poziomy i fazy przetwarzania produktu, czyli strukturę produktu, przedstawianą również często w postaci graficznej (rys. 4). Graf struktury wyrobu przedstawia związki pomiędzy wyrobem gotowym, jego częściami składowymi, a surowcami. Poziom zero zarezerwowany zwyczajowo dla wyrobu gotowego, a poziomy pierwszy, drugi i następne (zależnie od złożoności wyrobu) przyporządkowane są kolejno podzespołom i surowcom.
Plik z danymi dotyczącymi zapasów
Plik z danymi dotyczącymi zapasów zawiera informacje na temat poziomu zapasów jakie będziemy posiadali bezpośrednio przed rozpoczęciem procesu produkcji oraz dane o zamówieniach i dostawach. Mogą w nim również być zapisane nazwy i adresy dostawców, jak również czasy dostaw i ilości towarów.
PRZETWARZANIE DANYCH
Po zebraniu i wprowadzeniu danych do programu MRP system przetwarza te informacje i generuje plan produkcji, jak również harmonogramy zamówień. MRP wykorzystuje się również do symulacji i przewidywania przyszłych wyników przy wprowadzaniu różnych opcji (hipotetycznych danych).
Harmonogram faz pracy
MRP przetwarza plan zapotrzebowania na gotowe produkty w harmonogram faz pracy, który następnie pokazać można w postaci graficznej (rys. 3). MRP bazując na poszczególnych czasach produkcji każdej z części tworzy wstecz, poczynając od gotowego produktu, cały plan pracy. Dodatkowo podaje ilości składników potrzebnych do wytworzenia danej partii dobra finalnego oraz czas (datę) kiedy będą potrzebne.
Do pełnego zrozumienia działania MRP potrzebne jest wyjaśnienie następujących terminów:
Zapotrzebowanie brutto - całkowite zapotrzebowanie na materiały w danym okresie czasu np. jeden tydzień.
Materiały w drodze - nadchodząca dostawa zapasów.
Stan zapasu - zapasy w magazynie, które mogą być wykorzystane do zaspokojenia zapotrzebowania produkcyjnego; jeżeli posiadamy zapasy w drodze dodajemy je do stanu zapasów.
Zapotrzebowanie netto - całkowita ilość materiałów, która musimy otrzymać w czasie uwzględnionym w harmonogramie;
Zapotrzebowanie netto = Zapotrzebowanie brutto - Stan zapasu
Planowane zlecenia-wysyłane - zlecenia dla „naszych” dostawców na dostarczenie produktów (może to również być zlecenie dla jednego z działów naszego przedsiębiorstwa) - wysyłane o tyle wcześniej, ile wynosi czas dostawy lub produkcji; materiały te mają zaspokajać zapotrzebowanie netto.
Planowane zlecenia-otrzymane - zrealizowane zlecenia - faktycznie na stanie w fabryce.
MRP ustala zapotrzebowania netto na materiały, a następnie tworzy plan dostaw i ilości materiałów potrzebnych do produkcji (kiedy i ile materiałów jest potrzebnych).
Metody podejmowania decyzji o rozmiarach partii zamówień
MRP jest dobrym systemem do określania planu produkcji i zapotrzebowania materiałowego netto. Jednakże jeśli mamy zapotrzebowanie netto, to musi zostać podjęta decyzja ile materiałów należy zamówić. Decyzje te określane są w języku angielskim jako „Lot - Sizing Decisions”, czyli decyzje dotyczące rozmiaru partii dostaw. W systemie MRP używa się wielu technik określających rozmiar dostaw. Decyzja o używaniu określonej techniki powinna być dostosowana do charakteru i rodzaju działalności produkcyjnej. Do najważniejszych technik podejmowania decyzji o rozmiarach partii dostaw zalicza się:
„Lot-for-Lot ordering” - Jest to technika polegająca na dostarczaniu materiałów bezpośrednio na linię produkcyjną bez magazynowania. Oznacza to, że produkty dostarczane są w momencie, kiedy są niezbędne w procesie transformacji. Można ją zaliczyć do sposobów działania typu JIT (Just-in-Time). Stosujemy tę metodę, jeśli częste dostawy są ekonomiczne lub wymaga tego specyficzny typ działalności firmy. Jest to jednak drogi system, gdyż oddzielne, częste dostawy są zazwyczaj kosztowne. Zaletą tego systemu jest brak kosztów magazynowania, ponieważ produkty trafiają bezpośrednio na linię produkcyjną. W tej metodzie nie stosuje się zapasów zabezpieczających.
„Fixed Order Quantity” - Technika ta polega na tym, że za każdym razem, gdy występuje zapotrzebowanie, system wysyła zamówienie na ustaloną z góry partię materiału. Głównymi kosztami w tej metodzie są koszty magazynowania, które jednakże w niektórych okresach mogą być zwielokrotnienie, gdyż metoda ta nie uwzględnia wahań popytu. Zdarzają się więc niekorzystne nadwyżki zapasów.
„Economic Order Quantity” - Technikę tą stosuje się w przypadku, gdy istnieje relatywnie stały, niezależny popyt, lecz nie w przypadku, gdy popyt jest określony. Jest to statystyczna metoda posługująca się średnimi, a dokładniej typowym, rocznym zapotrzebowaniem. Zarządzający zamiast po prostu sumować w roczne zapotrzebowanie, powinni posługiwać się tą metodą. W EOQ bierzemy pod uwagę zapotrzebowanie w jakimś okresie czasu (np. 10 tygodni), następnie wyliczamy zapotrzebowanie tygodniowe, następnie mnożymy je razy 52, aby uzyskać zapotrzebowanie roczne (D).
Q* - Economic Order Quantity - ekonomiczny rozmiar zamówienia
D - roczne zapotrzebowanie na materiały
S - koszty jednej dostawy
H - roczny koszty magazynowania przypadające na jednostkę towaru
„Part Period Balancing” (między-okresowe balansowanie). Jest to najbardziej dynamiczne podejście do zrównoważenia kosztów dostawy i magazynowania. PPB zmienia rozmiary dostaw, tak aby zaspokoić zapotrzebowanie w przyszłości i zminimalizować koszty magazynowania i dostaw. PPB próbuje zrównoważyć koszty dostawy i magazynowania dla danego popytu. PPB wykorzystuje wskaźnik EPP „Economic Part Period”, czyli stosunek kosztów dostawy do kosztów magazynowania.
Istota działania: PPB sumuje zapotrzebowanie materiałowe, aż do momentu, kiedy liczba (suma zapotrzebowania w okresach) wynosi około tyle co EPP i wtedy realizuje dostawę.
DANE WYJŚCIOWE
Jesteśmy w stanie wyróżnić pięć typów informacji, które mogą być generowane przez system MRP. W praktyce jednak każde przedsiębiorstwo dostosowuje MRP do swoich specyficznych potrzeb i poza niżej wymienionymi głównymi grupami informacji określa inne, które chce z systemu uzyskać.
Główne grupy informacji generowanych przez MRP:
Harmonogram wysyłania zamówień - jest to szczegółowy wydruk określający ilość materiałów potrzebnych na każdy z podstawowych okresów produkcji. Wydruk zawiera dodatkowo informacje dotyczące wszystkich zamówień i zapotrzebowania na materiały na cały okres planowania. Informacje te przedstawione są w postaci listy lub list materiałów, które zawierają numer, nazwę i wielkość wysyłanych zamówień.
Wysyłanie potwierdzonych zamówień - upoważniają dany wydział do zakupu określonej ilości materiału. System może też automatycznie, przez internet lub zintegrowany fax, sam wysyłać zamówienia, natomiast na zewnątrz daje wydruki-dyspozycje zakupowe.
Raporty o zmianach - wskazują na niezgodności w głównym planie produkcji oraz dają wytyczne o możliwościach naprawy sytuacji. Raporty są tworzone, gdy wprowadzone w głównym planie produkcji założenia nie mogą być zrealizowane za względu na źle oszacowany czas produkcji lub przeszacowane ilości.
Raporty kontroli - są tworzone przez MRP w formie statystyk o poziomie zapasów. Raporty te zawierają takie informacje, jak średnie, rejestry zamówień, które nie dotrą na czas, braki, informacje o kosztach materiałów. Występują też tzw. „raporty szczególne”, które na bieżąco informują o różnych rozbieżnościach.
Inne raporty - mogą zawierać różne informacje o zapotrzebowaniu na materiały .
ZALETY I WADY SYSTEMU MRP
Koszt zakupu oprogramowania komputerowego dla systemu MRP może wahać się między 150000$ a 500.000$, zależnie od tego czy kupujemy ten program na jedno stanowisko, czy też tworzymy całą sieć komputerową. Jest to jednakże dopiero mała część prawdziwych kosztów związanych z MRP. Do sprawnego działania MRP potrzebuje zainstalowania programów na komputerach i przeszkolenia całego personelu. Poza tym oprogramowanie musi być dostosowane do potrzeb danej firmy, sprawdzone na wypadek pojawienia się jakichkolwiek błędów i co najważniejsze stale utrzymywane w należytym porządku. Jednak najdroższą częścią jest ciągłe zbieranie i wprowadzanie dużych ilości danych, które są potrzebne do prawidłowego działania systemu oraz dozorowanie prawidłowego działania całego MRP. Podsumowując należy dodać, że mimo wielu zalet i dużej pomocy w zarządzaniu oraz oszczędności jaką daje MRP, wprowadzenie takiego systemu może się dla wielu firm okazać niekorzystne, gdyż koszty utrzymania i zarządzania nim będą zbyt duże.
Do głównych zalet MRP możemy zaliczyć:
Bieżącą kontrolę aktualnych zapasów ( przy systemie ciągłego wprowadzania danych do sieci) lub prawie bieżącą (przy systemie opartym na regularnych wprowadzeniach danych).
Poprawienie zarządzania produkcją przez planowe wykonywanie zadań, ponieważ system ustala ostateczne terminy dostaw i zakończenia poszczególnych partii produkcji.
Zmniejszenie kosztów utrzymywania wszystkich typów zapasów (normalnych - wymaganych do produkcji i zapasów bezpieczeństwa) poprzez ustalenie odpowiednich terminów dostaw.
Wspomaganie planowania możliwości produkcyjnych.
Możliwość wypróbowania różnych sposobów zamawiania surowców poprzez symulacje możliwego ich wpływu na system zarządzania firmą.
Do głównych wad MRP możemy zaliczyć:
Zaplanowanie i wprowadzenie MRP zazwyczaj zajmuje parę lat.
Wprowadzanie danych, utrzymywanie sieci komputerowej MRP i software'u jest bardzo czasochłonne, kosztowne i wymaga wykwalifikowanego personelu.
Zależność całego systemu od przewidywań popytu i szacunków czasów produkcji sprawia, że dane wytwarzane przez MRP, które powinny być pomocne i według których powinniśmy podejmować decyzje, mogą nie tylko mijać się z rzeczywistością, ale nawet być dalece mylące i w rezultacie prowadzić do błędów z zarządzaniu.
Popularność MRP ciągle wzrasta. Wynika to między innymi z tego, że system ten jest wysoce elastyczny i można go łączyć z innymi wynalazkami i usprawnieniami. Dobrym tego przykładem jest wprowadzenie kodów kreskowych na produktach i systemów skanerów optycznych, które są nieodzowne w firmach, gdzie wprowadzanie danych musi być niemalże natychmiastowe, a rotacja nisko - wykwalifikowanego personelu jest duża. Mimo wad system MRP odniósł sukces i jest nieodzownym narzędziem planowania w wielu dużych organizacjach.
EWOLUCJA SYSTEMU MRP - MRP II ORAZ MRP III
MRP II (Manufacturing Resource Planning - Planowanie Zasobów Produkcyjnych) to najpowszechniej obecnie stosowany, kompleksowy system planowania procesu produkcyjnego, ułatwiający koordynowanie pracy korporacji, także tej o rozproszonej strukturze. Specyfikacja ta obejmuje przede wszystkim:
planowanie przedsięwzięć
planowanie produkcji
planowanie potrzeb materiałowych - MRP (Material Requirements Palnning)
planowanie zdolności produkcyjnych - CRP (Capacity Requirements Planning)
Model MRP II w stosunku do poprzedniego został rozbudowany o elementy związane z procesem sprzedaży i wspierające podejmowanie decyzji na szczeblach strategicznego zarządzania produkcją. W miarę rozwoju, specyfikacja MRP obejmowała kolejne obszary działalności przedsiębiorstwa, stając się stopniowo narzędziem kompleksowym. W modelu MRP II bierze się pod uwagę wszystkie sfery zarządzania przedsiębiorstwem związane z przygotowaniem produkcji, jej planowaniem i kontrolą oraz sprzedażą i dystrybucją wyprodukowanych dóbr. Poza materiałami związanymi bezpośrednio z produkcją, MRP II uwzględnia także materiały pomocnicze, zasoby ludzkie, pieniądze, czas, środki trwałe i inne.
Kolejnym krokiem w rozwoju metody MRP jest ERP (Enterprise Resource Planning - Planowanie Zasobów na potrzeby Przedsięwzięć), przez wielu zwane, zgodnie z tradycją, po prostu MRP III (Money Resource Planning - Planowanie Zasobów Finansowych). ERP jest uważane za specyfikację lat dziewięćdziesiątych. Jej głównym celem jest (możliwie najpełniejsza integracja) wszystkich szczebli zarządzania przedsiębiorstwem, włącznie z najwyższymi.
ERP obejmuje następujące obszary:
obsługa klientów - baza danych o klientach, przetwarzanie zamówień, obsługa specyficznych zamówień, elektroniczny transfer dokumentów,
produkcja - obsługa magazynu, wyznaczanie kosztów produkcji, zakupy surowców i materiałów, ustalanie terminarza produkcji, zarządzanie zmianami produktów (np. wprowadzanie usprawnień), MRP I/II, prognozowanie zdolności produkcyjnych, wyznaczanie krytycznego poziomu zasobów/zapasów, kontrola procesu produkcji (m.in. śledzenie drogi produktu w zakładach produkcyjnych) itd.,
finanse - prowadzenie księgowości, kontrola przepływu dokumentów księgowych, pozwala przygotowywać raporty finansowe zgodnie z oczekiwaniami poszczególnych grup odbiorców (np. podział na centralę i oddziały),
integrację w ramach łańcucha logistycznego - cecha, która prawdopodobnie wyznaczy przyszłe kierunki systemów ERP, powodując ich wyjście poza przedsiębiorstwo.
Wady:
oryginalna metoda MRP ma już ok. 30 lat i często nie jest już w stanie spełniać współczesnych potrzeb przedsiębiorstw - np. systemy MRP/MRP II nie są wystarczające w przypadku kompleksowego podejścia do zarządzania łańcuchem logistycznym. Master Production Schedule (MPS) - Główny Harmonogram Produkcji - jest zbyt sztywnym narzędziem dla nowoczesnych przedsiębiorstw,
model MRP II nie w pełni uwzględnia ograniczenia produkcyjne - wynik w znacznym stopniu zależy od umiejętności operatorów systemu,
metodyka MRP II jest często trudna dla zrozumienia dla mających się nią posługiwać ludzi,
MRP II wymaga znacznych nakładów na stworzenie i utrzymanie systemu komputerowego oraz aplikacji wspomagających planowanie i sterowanie produkcją.
TEMAT 5:
GOSPODARKA MAGAZYNOWA, TRANSPORTOWA I NARZĘDZIOWA.
I. BUDOWA I FUNKCJONOWANIE KOMÓREK WARSZTATOWYCH
Magazyny w gospodarce pomocami warsztatowymi i inne miejsca przechowywania zapasów
Magazyn jest to przestrzeń oddzielona od szkodliwego wpływu otoczenia, służąca do przyjmowania, ewidencjonowania, przechowywania i wydawania zapasów, a także środków technicznych.
Taka komórka w gospodarce narzędziowej nosi nazwę wypożyczalni, magazynu pomocy warsztatowych, magazynu materiałów narzędziowych. Zapasy są także przechowywane w przestrzeniach, które nie są typowymi magazynami, np. w obrębie stanowisk roboczych
Na środkach transportowych w trakcie przemieszczenia, w szafkach narzędziowych i na stanowiskach roboczych (wytwarzanie i użytkowanie pomocy warsztatowych).
Zapasy można określić jako obiekty przekształcenia w systemie produkcyjnym. W tym kontekście zapasami w gospodarce pomocami. Warsztatowymi są przedmioty, które zmieniają swój stan od postaci, która jest "na wejściu" GPW, a więc materiały służące do wytwarzania pomocy warsztatowych, ich półwyroby, części i pomoce warsztatowe "z zewnątrz", do postaci, która jest na "wyjściu", a więc pomoce warsztatowe produkowane na użytek zewnętrznych odbiorców ich półwyroby, części i podzespoły oraz złom narzędziowy.
Między tymi skrajnymi stanami znajdują się narzędzia i oprzyrządowanie w określonym stanie zaawansowania ich procesu produkcyjnego (produkcja w toku specjalnych pomocy warsztatowych) oraz kompletne pomoce w sferze eksploatacji w zakładzie przedsiębiorstwie produkcyjnym.
2. Narzędziownie, modelarnie i matrycownie
Centralnymi elementami gospodarki pomocami warsztatowymi są komórki wytwarzania, ostrzenia, remontów i regeneracji pomocy warsztatowych, zwane narzędziowniami, modelarniami lub matrycowniami. Rodzaj, Liczba, wyposażenie technologiczne, struktura produkcyjna tych komórek wynikają ze specyfiki technologiczno-organizacyjnej komórek użytkowników pomocy warsztatowych w zakładzie produkcyjnym.
Narzędziownie 1 klasy występują w jednostkach wytwórczych typów KB, KC, KD i KF, w których metody odlewania, kucia i tłoczenia nie są na tyle rozwinięte, żeby wymagały istnienia oddzielnych modelarni lub matrycowni. Narzędziownie 1 klasy występują najczęściej w formie przestrzennie zwartych komórek produkcyjnych.
Komórkami o węższym zakresie produkowanych pomocy warsztatowych są narzędziownie II klasy. Różnią się od poprzednich tym, że nie zawierają w swoim obrębie procesów wytwarzania modeli odlewniczych, tłoczników i pomocy do kształtowania objętościowego.
Narzędziowni 3 klasy są komórkami specjalizowanymi przedmiotowo, przeznaczonymi do wytwarzania, remontów i regeneracji narzędzi i oprzyrządowania kuziemnego.
Narzędziownię IV klasy są to komórki specjalizowane w wytwarzaniu, remontach i regeneracji tłoczników do tłoczenia na zimno. Podobnie jak narzędziownie 3 klasy, narzędziownie IV klasy często nazywa się matrycowniami.
Ostatnią, tj. V klasę narzędziowni stanowią tzw. modelarnie Komórki te są specjalizowane w wytwarzaniu i naprawach narzędzi i oprzyrządowania odlewniczego, a w szczególności modeli metalowych i niemetalowych, form ciśnieniowych, form kokilowych, rdzennic, itp.
W ramach narzędziowni wykonuje się operacje produkcyjne, w wyniku, których bądź powstają nowe specjalne pomoce warsztatowe, bądź przywraca się użyteczność pomocom niesprawnym. Środki produkcji występujące w narzędziowni są maszynami i urządzeniami o dokładności z reguły wyższej niż dokładność środków produkcji w obszarze produkcji podstawowej. Wynika to, jak wcześniej zauważono, z konieczności obrabiania twardych materiałów oraz wąskich tolerancji parametrów fizycznych i wymiarów produkowanych pomocy. Te same względy uzasadniają wysokie kwalifikacje zawodowe narzędziowców. Stanowisko robocze w narzędziowni jest, więc stanowiskiem kosztownym: tak pod względem; jego utworzenia (koszty zakupu i zainstalowania, jak i pod względem kosztów eksploatacji.
Grupowanie stanowisk roboczych narzędziowni w komórki wyższego rzędu Gniazda, oddziały itd.) określone jest technologiczną lub przedmiotową zasadą specjalizacji.
O możliwościach wydzielenia komórek wg przedmiotowej tendencji specjalizacji decyduje wielkość i powtarzalność wytwarzania określonych grup pomocy warsztatowych. Wielkość produkcji wskazuje wielkość potencjału produkcyjnego mierzonego np. liczbą zainstalowanych maszyn i urządzeń. W średnich i dużych narzędziowniach występują, więc gniazda i oddziały w formie grup stanowisk roboczych o różnych metodach obróbki. Takie komórki specjalizowane są w wytwarzaniu dość szerokiego asortymentu pomocy warsztatowych, podobnych pod względem konstrukcyjno-technologicznym. Są to gniazda lub oddziały wytwarzania specjalnych noży, wierteł, tłoczników itp. W przemyśle maszynowym narzędziownie w większości przypadków realizują dwie fazy produkcyjne: obróbczą i montażu. Faza wstępnego nadawania kształtu przedmiotom produkcji. Fazą najbardziej rozwiniętą w narzędziowniach jest faza obróbcza. W jej ramach wykonywane są operacie ostatecznego nadawania kształtu, wymiarów i właściwości fizykochemicznych wytwarzanym narzędziom i oprzyrządowaniu. Operacje te najczęściej ujęte są w czterech cyklach technologicznych:
I - cykli operacji nadawania kształtu, tj. obróbka mechaniczna i plastyczne kształtowanie,
Il - cykl operacji obróbki cieplnej (hartowanie i odpuszczanie),
III - cykl operacji szlifierskich (w tym ostrzenie),
IV - cykl operacji uzupełniających (operacje mechaniczne, termo chemiczne, itp.).
Wymienione cykle w ogólnym zarysie występują we wszystkich klasach narzędziowni, wytwarzających pomoce warsztatowe z metali. Zasadniczo inny charakter mają procesy wytwarzania modeli drewnianych i modeli z tworzyw sztucznych w modelarniach. Modele drewniane i modele z tworzyw sztucznych stosowane są w warunkach jednostkowego i małoseryjnego typu produkcji odlewów.
W ramach narzędziowni występują komórki zwane rozdzielniami. Rozdzielnie pełnią funkcje przechowywania materiałów, części, półwyrobów i zespołów przygotowanych do wykonania pomocy warsztatowych, przechowywania pomocy warsztatowych w określonym stanie zaawansowania ich procesu produkcyjnego (zapasy obrotowe narzędziowni) oraz przechowywania gotowych pomocy warsztatowych, które mafią być przekazane do eksploatacji. Wymienionym przedmiotom towarzyszy dokumentacja konstrukcyjna, technologiczna, płacowa i planistyczna. Rozdzielnie są, więc komórkami pośredniczącymi między stanowiskami roboczymi narzędziowni. Przyjmowanie wykonanych zadań produkcyjnych ze stanowisk roboczych, przechowywanie i wydawanie odbywa się w oparciu o plan produkcji narzędziowni. Przepływ przez rozdzielnię przedmiotów produkcji stanowiących zapasy międzyoperacyjne nierzadko ma charakter ewidencyjny. Tylko przedmioty niewielkie pod względem gabarytów i ciężaru fizycznie "przechodzą" przez rozdzielnię. Przedmioty duże i ciężkie są przemieszczane do kolejnych stanowisk narzędziowni z pominięciem rozdzielni. W obrębie administracyjnego podporządkowania kierownika narzędziowni często znajdują się komórki ekspedycji przedmiotów wykonanych w narzędziowni. Z tych komórek wysyła się pomoce warsztatowe do CMPW, wypożyczalni lub do użytkownika zewnętrznego.
3. Wypożyczalnie
Są magazynami pomocy warsztatowych, z których bezpośrednio zaopatruje się użytkowników, przy czym relacja użytkownik-wypożyczalnia jest zawsze relacją zwrotną. Wypożyczalnie są związane z wydziałami (kierownik wypożyczalni podlega kierownikowi wydziału produkcyjnego) lub z zakładową GPW (kierownik wypożyczalni podlega administracyjnie wydzielonej kierownikowi GPW).
Celem funkcjonowania wypożyczalni jest zasilanie użytkowników w pomoce warsztatowe o odpowiedniej jakości, ilości i asortymencie, przy jak najmniejszych stratach czasu użytkowników z tytułu pobierania lub zwracania pomocy i przy najmniejszych nakładach na własne funkcjonowanie. W przypadku biernych form wydawania-przyjmowania konieczne jest lokalizowanie wypożyczalni w sąsiedztwie stanowisk użytkowników. Aktywne formy wydawania-przyjmowania nie wymagają takiego sąsiedztwa.
W wypożyczalni przechowywane są narzędzia i oprzyrządowanie tylko dla tych stanowisk, które znajdują się w obrębie jej obsługi. Jeżeli wypożyczalnia związana jest z wydziałem (zakładem) produkcji podstawowej, to wyposażona jest w pomoce warsztatowe tylko dla stanowisk tego wydziału (zakładu).
Konieczność wypożyczenia pomocy warsztatowych użytkownikowi spoza obszaru obsługi danej wypożyczalni realizuje się za pośrednictwem wypożyczalni, w której obszarze obsługi znajduje się ten użytkownik.
Wszystkie powiązania materialne wypożyczalni z otoczeniem są ewidencjonowane. Funkcje ewidencjonowania są ważne, dlatego, że pomoce warsztatowe są przedmiotami o znacznej wartości. Poza tym liczebność typów, rodzajów i wymiarów przechowywanych narzędzi i oprzyrządowania jest z reguły bardzo duża, co dodatkowo uzasadnia konieczność ewidencjonowania.
Ewidencjonowanie prowadzone jest jednocześnie w dwu przekrojach:
w przekroju użytkowników (kartoteka imienna robotników),
w przekroju pomocy warsztatowych (kartoteka ilościowa pomocy warsztatowych).
Taka podwójna ewidencja pozwala na szybkie, zidentyfikowanie, miejsca, w którym pomoc warsztatowa się znajduje, a także wielkości przychodu, rozchodu i stanu ilościowi ego.
Funkcje wydawania-przyjmowania pomocy warsztatowych wykonywane są różnymi sposobami.
Pomoc długotrwałego użytkowania wydaje się robotnikowi na podstawie zezwolenia mistrza i zapisuje w książeczce narzędziowej, którą robotnik otrzymuje z chwilą zatrudnienia go w danym wydziale. Książeczka narzędziowa nie jest normalnym dokumentem, lecz środkiem informującym robotnika o ilości i rodzajach pomocy, w jakie został wyposażony. Robotnik pobierając narzędzie, przyrząd lub uchwyt kwituje podpisem odbiór w karcie imiennej. Pracownik wypożyczalni odnotowuje w jego książeczce narzędziowej rodzaj pobranej pomocy oraz jej rozchód w karcie ilościowej, z zaznaczeniem numeru użytkownika.
Zwracana pomoc warsztatowa może być sprawna lub niesprawna. O jej stanie decyduje kontroler jakości narzędzi po użytkowaniu. Akt zwrotu sprawnej pomocy warsztatowej do wypożyczalni łączy się z dokonaniem skreśleń w karcie imiennej, książeczce narzędziowej i zapisu przychodu w karcie ilościowej.
Zwracane zużyte pomoce warsztatowe wymagają orzeczenia o przyczynie ich zużycia. Takiego orzeczenia dokonuje kontroler jakości pomocy warsztatowych i mistrz, którzy swoje uwagi nanoszą na tzw. kartę likwidacji zużytego narzędzia. Na taką kartę nanosi swoją decyzję, o tym, kogo obciążyć kosztami, kierownik wydziałowy. Zużyte narzędzia i karta likwidacji stanowią podstawę dokonania zapisu w karcie imiennej i ilościowej w wypożyczalni. Procedura ta jest stosowana także przy pozostałych) sposobach wydawania-przyjmowania pomocy warsztatowych.
Pomoce warsztatowe krótkotrwałego użytkownika wydaje się sposobem jednomarkowym, dwumarkowym lub na podstawie pisemnego zapotrzebowania (na rewers). Sposób jednomarkowy jest sposobem najprostszym. Robotnik zaopatrzony jest w kilka (5 do 10 lub więcej) metalowych marek, na których wybity jest jego numer ewidencyjny. Takie marki wydaje robotnikowi pracownik wypożyczalni z równoczesnym zanotowaniem ich ilości w książeczce narzędziowej, kartotece imiennej i kartotece ilościowej marek. Metalowa marka jest ekwiwalentem pobieranej pomocy warsztatowej. Robotnik pobierając pomoc warsztatową oddaje markę, którą pracownik wypożyczalni wiesza obok miejsca przechowywania pomocy warsztatowej. Zwrot pomocy łączy się ze zwróceniem robotnikowi jego marki. Sposób ten upraszcza postępowanie wydawania-przyjmowania i eliminuje konieczność dokonywania każdorazowo zapisu w kartotekach, jednak obarczony jest pewnymi wadami. Należą do nich: brak kontroli czasu użytkowania, trudność w określeniu, które pomoce warsztatowe ma robotnik (szczególnie w przypadku jego absencji). Często stosuje się sposób wymiany "sztuka za sztukę", tj. bez użycia marek, w• przypadku, gdy narzędzia stępione zamienia się na naostrzone. Sposób dwumarkowy jest sposobem nieco doskonalszym, od jednomarkowego. Charakteryzuje się tym, że oprócz marek robotnika występują marki kontrolne (o innym kształcie niż marki robotnika), oznaczone symbolami pomocy warsztatowych. Marki kontrolne przywieszane są w miejscu składowania pomocy. Sposób wydawania narzędzi polega na. Tym, że pracownik wypożyczalni pobiera od robotnika jego markę, zawiesza ją w miejscu przechowywania pomocy, zdejmuje narzędzie oraz markę kontrolną, którą zawiesza na specjalnej tablicy zawierającej numery ewidencyjne robotników, narzędzie zaś wydaje robotnikowi.
Stan marek kontrolnych na tablicy obrazuje rodzaj oraz liczbę pomocy warsztatowych wypożyczonych poszczególnym robotnikom. W przypadku zastosowania dwu tablic, np. dla kolejnych tygodni, można kontrolować okres przetrzymywania przez robotnika narzędzia lub przyrządu.
Sposób wydawania na podstawie pisemnego zapotrzebowania polega na tym, że robotnik zaopatrzony jest w książeczkę z odrywanymi rewersami. Chcąc wypożyczyć potrzebne mu narzędzie, robotnik wypełnia rewers i przekazuje go do wypożyczalni w zamian za narzędzie. Sposób wypożyczania i zwrotu podobny jest do sposobu markowego. Różnica polega na tym, że marki są ekwiwalentem stałym, zaś rewersy jednorazowym. Przy zwrocie narzędzia zwraca się robotnikowi przedarty rewers. Z chwilą wyczerpania rewersów robotnik kwituje odbiór następnej książeczki. Sposób ten pozwala na kontrolowanie liczby narzędzi zużywanych przez robotników.
W sytuacji, gdy przezbrojeń stanowisk roboczych dokonują ustawiacze, stosuje się niekiedy tzw. żetony, które wydaje się ustawiaczom oraz robotnikom obsługującym stanowiska robocze. Ustawiacz w zamian za swój żeton pobiera pomoc warsztatową z wypożyczalni. Po dokonaniu ustawienia maszyny przekazuje zainstalowaną pomoc warsztatową robotnikowi w zamian za jego żeton, po czym oddaje żeton robotnika do wypożyczalni, odzyskując swój.
Wymienione sposoby zaopatrywania stanowisk roboczych, z punktu widzenia wypożyczalni, są sposobami biernymi. Aktywność przejawia robotnik użytkownik PW lub ustawiacz. Sposoby te są charakterystyczne dla produkcji jednostkowej lub małoseryjnej. W warunkach produkcji masowej lub wielkoseryjnej strumień pomocy warsztatowych zasilających użytkowników jest ustabilizowany. Warunki takie stanowią przesłankę do stosowania aktywnych sposobów zaopatrywania stanowisk roboczych. Rola wypożyczalni sprowadza się do kompletowania pełnego zestawu pomocy warsztatowych niezbędnych do wykonania danej detalo-operacji. Komplet tworzy się w oparciu o instrukcję technologiczną i specyfikę niezbędnych narzędzi i oprzyrządowania. Termin dostarczenia kompletu określany jest w harmonogramie funkcjonowania obsługiwanej komórki. Wypożyczalnia musi być wcześniej powiadomiona o potrzebie dostarczenia kompletu, żeby mieć czas na przygotowanie. W razie zniszczenia narzędzia z kompletu wypożyczalnia wymienia je na nowe, zgodnie z zasadami likwidacji. Zabezpieczenie w pomoce warsztatowe powinno obejmować zapotrzebowanie całozmianowe. Dostarczenie nowego kompletu łączy się z wycofaniem kompletu użytkowanego. Przedstawiony wyżej sposób określany- jest niekiedy sposobem planowanej wymiany narzędzi, ponieważ podstawą wymiany jest harmonogram, funkcjonowania komórek użytkujących pomoce warsztatowe.
Odmianą tego sposobu jest tzw. sposób wmuszonej wymiar narzędzi. Charakteryzuje się on tym, że ustalany jest normatyw okresu czasu między terminami wymiany. Okres wymiany jest nieco krótszy niż okres, w trakcie, którego następuje stępienie najmniej trwałego narzędzia w komplecie.
Pomoce warsztatowe muszą być w wypożyczalniach przechowywane w określonym porządku. Z uwagi na konieczność szybkiego wydawania lub przyjmowania stosuje się zasadę, że oddzielnie rozmieszczania się narzędzia handlowe, specjalne, pomiarowe i ścierne. Środki techniczne składowania takie jak: szafy, regały, półki itp. muszą być odpowiednio oznakowane. Oznakowanie jest podstawą szybkiego znalezienia miejsca w wypożyczalni, w którym znajduje się dane: narzędzie, przyrząd lub uchwyt. W wypożyczalniach, np. w byłym FSO, stosowało się następujący sposób oznakowania: szafy - liczbami rzymskimi, regały - arabskimi, półki w szafach i regałach - dużymi literami, przegrody - kolejnymi liczbami arabskimi. Przykładowo: miejsce 1B/12 oznacza: I - szafę, B - półkę i 12 - przegrodę. Każda przegroda oprócz oznaczenia miejsca musi mieć oznaczenie (symbol) składowanej w niej pomocy warsztatowej wg obowiązującej w zakładzie symboliki. Pomoce handlowe przechowuje się wg typowymiarów. Pomoce tych samych typowymiarów, lecz z różnych materiałów, przechowuje się w oddzielnych przegrodach. Noże przechowuje się wg typu i w ramach typu wg przekroju części chwytowej, pilniki wg typów i w ramach typów wg długości itd.
Przechowywanie pomocy warsztatowych wymaga zabezpieczenia ich przed szkodliwym wpływem otoczenia. Z tego względu wypożyczalnie są pomieszczeniami wydzielonymi, zaopatrzonymi w środki uniemożliwiające dostęp osób, które nie są bezpośrednio odpowiedzialne za stan ilościowy i porządek. Przedmioty przechowywane w wypożyczalniach zabezpiecza się przed korozją, wilgocią oraz uszkodzeniami mechanicznymi. Środkami do tych celów są: smary, wazelina techniczna, środki wchłaniające wilgoć itp. Przed uszkodzeniami mechanicznymi zabezpiecza się je stosując wszelkiego rodzaju specjalne i znormalizowane pojemniki, pokrowce, futerały, nakrycia itp.. Narzędzia pomiarowe wymagają ochrony nie tylko przed korozją i uszkodzeniami mechanicznymi, lec.• Także przed wpływem temperatury, wilgotności, zapylenia itp.
Z tego względu w wielu wypożyczalniach wydzielone są specjalne, zamknięte (nierzadko klimatyzowanej pomieszczenia), w których pomoce przechowuje się w specjalnych pojemnikach.
Ważną przestrzenią, która powinna być wydzielona w wypożyczalni jest przestrzeń do izolowania pomocy warsztatowych niesprawnych po użytkowaniu. W celu niedopuszczenia do wydania innym użytkownikom pomocy niesprawnych, w trakcie przyjmowania ich po użytkowaniu powinno się przeprowadzać kontrolę stanu. Operację tę wykonuje delegowany na stałe lub okresowo de wypożyczalni pracownik służby kontroli jakości. Dokonuje on oględzin lub pomiarów zwracanych pomocy i kwalifikuje. Pomoce sprawne kierowane są na swoje miejsce. Pomoce niesprawne są kierowane do separatora, skąd przemieszcza się je do magazynu złomu narzędziowego lub do komórek ostrzenia, napraw i regeneracji.
W odniesieniu de pomocy mierniczych kontroler jakości przeprowadza częste operacje tzw. legalizacji, tj. sprawdzenia czy narzędzia lub przyrząd kontrolne-pomiarowy nie utracił swojej dokładności. Legalizacja wymaga okresowego emitowania specjalnego dokumentu, tzw. metryczki ważności każdego legalizowanego egzemplarza. Metryczka ważności wystawiana jest w wypożyczalni z chwilą wydania przedmiotu sprawnego. Jeden jej egzemplarz zostaje w wypożyczalni, drugi zaś wydaje się użytkownikowi.
Metryczka ważności pełni dwojaką funkcję:
oryginał informuje użytkownika o dacie kolejnej legalizacji,
kopia informuje, kontrolera jakości o dacie kolejnej legalizacji oraz o miejscu użytkowania.
Użytkownik zobowiązany jest bezpośrednio przed terminem legalizacji dostarczyć narzędzie miernicze lub przyrząd do wypożyczalni. W zamian dostaje nowy egzemplarz i nową metryczkę ważności. Metryczkę zwróconego narzędzia umiejscawia się na specjalnej tablicy-kalendarzu. Kontroler jakości zabiera wszystkie metryczki z danego dnia miesiąca, identyfikuje egzemplarze oddanych przedmiotów i dokonuje legalizacji. W przypadku bardzo dokładnych środków mierniczych legalizacji dokonuje izba pomiarów lub odpowiednia instytucja.
Wypożyczalnie pomocy warsztatowych można sklasyfikować biorąc pod uwagę następujące kryteria:
zakres różnorodności rodzajów przechowywanych pomocy warsztatowych,
pochodzenie pomocy warsztatowych,
liczbę obsługiwanych komórek produkcyjno-administracyjnych,
Podporządkowanie w systemie zarządzania.
Według kryterium pierwszego wypożyczalnie można podzielić na uniwersalne i specjalizowane. Wypożyczalnie uniwersalne charakteryzują się duża i zróżnicowaną nomenklaturą rodzajów narzędzi i oprzyrządowania. W wypożyczalniach specjalizowanych przechowuje się pomoce określonej klasy, podklasy lub grupy. Można, więc mówić o wypożyczaniach pomocy mierniczych, wypożyczalniach narzędzi skrawających, wypożyczalniach tłoczników itp. Specjalizacja wypożyczalni wynika z dominującego udziału pomocy warsztatowych stosowanych u użytkowników, którzy znajdują się w obrębie jej obsługi.
Kryterium drugie wykazuje to, czy przechowywane pomoce warsztatowe są pomocami handlowymi, czy specjalnymi.
Kryterium trzecie określa produkcyjno-administracyjne obszary obsługiwane przez wypożyczalnię. Istnieją, więc wypożyczalnie obsługujące jeden oddział lub wydział produkcyjny oraz wypożyczalnie funkcjonujące na użytek kilku oddziałów lub wydziałów.
Grupując wypożyczalnie wg czwartego kryterium, można mówić o wypożyczalniach scentralizowanych, tj. znajdujących się w obszarze administracyjnego podporządkowania kierownika wydzielonego systemu gospodarki pomocami warsztatowymi. Jeżeli wypożyczalnia jest podporządkowana kierownikowi określonej komórki użytkownika, to jest ona zdecentralizowana. Wypożyczalnia taka stanowi komórkę gospodarowania pomocami warsztatowymi wydziału, oddziału lub zakładu produkcyjnego.
4. Centralne magazyny pomocy warsztatowym
Podstawowymi funkcjami, które spełniają centralnie magazyny pomocy warsztatowych są funkcje przyjmowania, przechowywania i wydawania. Od wypożyczalni CMPW różni się tym, że nie są w bezpośredniej relacji z użytkownikami, lecz z wypożyczalniami. W CMPU przechowuje się zarówno pomoce specjalne, jak i handlowe dla całego zakładu, jednak w większości przypadków pomoce, na które zapotrzebowanie użytkowników ma charakter ciągły. Nie wszystkie pomoce "przechodzą" przez CMPW. Często przebieg od dostawcy zewnętrznego lub z narzędziowni omija CMPW. Odnosi się to do narzędzi i oprzyrządowania ciężkiego, które jest składowane w obrębie stanowiska użytkownika, np. duże tłoczniki, modele itp. lub do sytuacji, w której zachodzi konieczność szybkiego przemieszczenia pomocy warsztatowych, do wypożyczalni lub użytkownika bezpośrednio od dostawcy.
Takie przebiegi muszą być jednak odnotowywane w kartotekach ewidencyjnych CMPW, ponieważ zasadą jest tzw. centralna ewidencja pomocy warsztatowych.
Ewidencja przychodu przeprowadzana jest na podstawie dokumentów (rachunków, faktur lub kwitów magazynowych) towarzyszących partii dostarczanych pomocy.
Planowanie wg sposobu "maksimum-minimum' stasuje się w odniesieniu do pomocy specjalnych i handlowych, które zużyty a się w dużych ilościach. W pozostałych przypadkach stosuje się planowanie "na zamówienie", gdzie zgodnie z określonym zapotrzebowaniem i z wyprzedzeniem kalendarzowym w stosunku do terminu dostawy składa się zamówienie na wykonanie lub zakup określonej ilości pomocy warsztatowych.
5. Panowanie zapotrzebowania na pomoce warsztatowe
Struktura asortymentowa i zapotrzebowanie pomocy warsztatowych zależy od szeregu czynników. Do ważniejszych z nich można zaliczyć; liczbę rodzajów nowo uruchamianych wyrobów produkcji podstawowej, złożoność ich wykonania, liczbę nowych rodzajów materiałów i nowych procesów technologicznych, wzrost technicznego uzbrojenia pracy i szereg innych.
Praktyka wskazuje, że nomenklatura stosowanych pomocy warsztatowych wzrasta. W tym wzroście coraz większy udział mają pomoce specjalne. Nie można tego uznać za zjawisko w pełni pozytywne. Procesy produkcyjne wprawdzie wymagają rozszerzenia nomenklatury stosowanych pomocy warsztatowych i lepiej, jeżeli ten wzrost nastąpi poprzez zwiększenie udziału narzędzi i oprzyrządowania znormalizowanego i zunifikowanego. Taka tendencja pozwoli na wykorzystanie efektów z tytułu wzrostu skali wytwarzania pomocy znormalizowanych.
Istotnym czynnikiem wpływającym na wielkość zapotrzebowania jest zmiana stopnia oprzyrządowania produkcji.
Stopień (wskaźnik) oprzyrządowania traktuje się jako liczbę rodzajów pomocy warsztatowych, odnoszącą się do liczby rodzajów oryginalnych części wytwarzanych w danej komórce produkcyjnej (stanowisko robocze:, gniazdo, oddział, wydział, zakład).
Rozróżnia się ogólnym (sumaryczny) wskaźnik oprzyrządowania, który charakteryzuje oprzyrządowanie wyrobów z wszystkimi rodzajami pomocy warsztatowych i wskaźniki cząstkowe, które charakteryzują oprzyrządowanie przedmiotów produkcji określonymi konkretnymi rodzajami pomocy warsztatowych (np. tłocznikami, przyrządami, narzędziami skrawającym: itp.).
Czynnikiem, który w warunkach naszego przemysłu powinien być bardziej doceniany jest czynnik stosowania uniwersalnych przyrządów składanych (UPS) oraz narzędzi i oprzyrządowania grupowego.
Znaczny wpływ na zapotrzebowanie PW mają zmiany w strukturze technologicznych metod wytwarzania. Aktualnie zauważa się na świecie tendencję zmniejszania udziału obróbki skrawaniem na rzecz stosowania postępowych metod, takich jak: tłoczenie na zimno, wyciskanie, dokładne odlewanie, spawanie i lutowanie, profilowanie itp. Z tego względu wzrastać będzie zapotrzebowanie na takie rodzaje narzędzi i oprzyrządowania jak: tłoczniki, formy wtryskowe, kokile, oprzyrządowanie spawalnicze itp.
Mechanizacja i automatyzacja montażu powodować będzie konieczność zakupu lub wytwarzania różnorodnych zmechanizowanych narzędzi i oprzyrządowania ślusarsko-montażowego oraz różnorodnych przystawek, uchwytów i zacisków, stanowiących końcówki manipulatorów i robotów przemysłowych. Zapotrzebowanie na PW Zależy także od zmiany w strukturze stosowanych materiałów. Pojawienie się w przemyśle maszynowym wytrzyma-łych i super-wytrzymałych materiałów obniża ich obrabialność, co wpływa na wzrost zapotrzebowania.
Zapotrzebowanie na narzędzia i oprzyrządowanie w dużym stopniu zależy od poziomu i form organizacji gospodarki pomocami warsztatowymi. Do działań sprzyjających zmniejszeniu zapotrzebowania należy zaliczyć organizację remontów, ostrzenia i regeneracji zużytych narzędzi, polepszenie nadzoru nad eksploatacją, udoskonalenie sposobów ich przechowywania i ewidencji, opracowanie technicznie i ekonomicznie uzasadnionych norm zużycia, poprawienie kultury użytkowania. Czynnikiem wpływającym na zapotrzebowanie jest także organizacja procesów produkcyjnych realizowanych przez użytkowników pomocy warsztatowych. Na przykład organizacyjna konieczność równoległego wykonywania tych samych przedmiotów, wymaga stosowania tylu takich samych narzędzi, ile stanowisk te narzędzia jednocześnie użytkuje, mimo że obliczenia wynikające z trwałości lub innych normatywów wskazywałyby na mniejsze zapotrzebowanie.
Podobną uwagę można odnieść do przypadku przymusowej wymiany narzędzi stosowanych w liniach automatycznych lub obrabiarkach wielonożowych.
W zakładach produkcyjnych praktycznym przejawem wpływu wyżej opisanych czynników na zapotrzebowanie są zmiany techniczne zarówno przedmiotów produkcji podstawowej, jak i samych pomocy warsztatowych. Każda zmiana zmusza strukturę asortymentową i ilościową istniejącego zbioru narzędzi i oprzyrządowania, i prowadzi do powstania nowego zbioru. Zmiana zbioru pomocy warsztatowych poprzedzona jest wydatkowaniem nakładów pracy, nakładów materiału oraz zaangażowania maszyn, w przypadku przeprowadzenia zmiany narzędzi i oprzyrządowania specjalnego. Przeprowadzenie zmian w zakresie pomocy handlowych poprzedza wydatkowanie nakładów pieniężnych.
II. ORGANIZACJA OBSŁUGI NARZĘDZIOWEJ
Określenie podział i zastosowanie pomocy warsztatowych.
Pomoce warsztatowe są przedmiotami, które pośredniczą między wyrobem i obrabiarką lub między wyrobem i pracownikiem w trakcie wykonywania operacji produkcyjnej.
Narzędzia służą do obróbki metali lub innych tworzyw, do dokonywania zabiegów i operacji kontrolno-pomiarowych lub do wykonywania zabiegów manipulacyjnych podczas łączenia prostych przedmiotów produkcji w zespoły wyższych stopni.
Grupowanie narzędzi. Główną cechą grupowania pomocy warsztatowych w ramach klasy jest podobieństwo funkcji które spełniają. Poszczególne klasy są odpowiednio kodowane. Celem kodowania jest możliwość przechowywania ich w określonym porządku i szybkiego wyszukiwania.
Systematyka podstawowych narzędzi
Narzędzia pomiarowe
Przyrządy obrabiarkowe
Uchwyty obróbkowe
Oprawki
Tłoczniki
Matryce kuzienne
Modele
Kokile
Narzędzia pomocnicze
W zależności od zakresu stosowania pomoce warsztatowe można podzielić na:
Uniwersalne pomoce warsztatowe mają zastosowanie w średnioseryjnym typie produkcji. Przy ich użyciu można wykonywać podobne elementy kształtu różnych wyrobów.
Pomoce warsztatowe specjalizowane to pomoce uniwersalne po dokonaniu przeróbek lub uzupełnień elementami specjalnymi.
Pomoce warsztatowe specjalne to nie objęte normami narzędzia, zaprojektowane dla własnych potrzeb zakładu.
Uniwersalne przyrządy składane (UPS) .Stosowanie tych form powoduje oszczędności rzędu 50%.
folia: ogólny podział narzędzi warsztatowych
Specyfika i tendencje rozwoju pomocy warsztatowych.
Pomoce warsztatowe w przeważającej części składają się z metali. Ponieważ pomoce warsztatowe są głównie wykonywane z metali, więc ich gabaryty w powiązaniu z masą właściwą określają masę, a zatem ciężar. Czynniki te wpływają na operację manipulowania, transportu i magazynowania, czyniąc je w przypadku, dużych wymiarów uciążliwymi i wymagającymi stosowania środków transportu o znacznym udżwigu.
O postępie w gospodarce pomocami warsztatowymi świadczą następujące tendencje:
zwiększenie tempa wzrostu produkcji pomocy warsztatowych w porównaniu z tempem wzrostu wyrobów
zmniejszenie pracochłonności, maszynochłonności i materiałochłonności
zmniejszenie zużycia i racjonalizacja zapasów
wzrost trwałości pomocy warsztatowych i racjonalizacja wykorzystania trwałości
zwiększenie możliwości produkcyjnych zakładów branży przemysłu narzędziowego
specjalizacja i koncentracja
badania rozwojowe
Krótko: tendencja to wzrost jakości, polepszanie konstrukcji i stosowanie lepszych komponentów, wtórne wykorzystanie. Nowe materiały: stale szybkotnące wolframowo-kobaltowe, węgliki, ceramika, diament.
W technologii wytwarzania pomocy warsztatowych można wyszczególnić takie metody:
obróbka elektrofizyczną i elektromechaniczna
plastyczne kształtowanie
szlifowanie profilowe
chromowanie
obróbka elektroerozyjna
obróbka elektrodźwiękowa
Procesy i systemy związane z pomocami warsztatowymi.
Procesy:
eksploatacyjne
informacyjne: techniczne przygotowanie produkcji, analiza efektywności ekonomicznej, planistyczne, ewidencjonowania oraz sterowania- PRZEMYSŁOWY PROCES REALIZACJI
System SRPW
Wszystkie procesy realizacji i zarządzania związane z pomocami warsztatowymi to Systemy Realizacji Pomocy Warsztatowej.
W zestaw SRPW wchodzą:
zakłady produkcyjne
instytucje dystrybucji, transportu i sprzedaży
instytucje handlu zagranicznego
instytucje badawczo-rozwojowe
wewnątrzzakładowe systemy gospodarki pomocami narzędziowymi (GPW)
System GPW:
Ogólna struktura GPW jest nałożeniem kilku rodzajów struktur:
produkcyjnej komórki w której zachodzą procesy materialne
funkcjonalnej
zarządzania
III GOSPODARKA MAGAZYNOWA
Gospodarka magazynowa - jedna ze służb pomocniczych przedsiębiorstwa prowadząca całokształt prac związanych z przechowywaniem zasobów przedsiębiorstwa.
Przyczyny magazynowania:
nierównomiernych przepływów materiałowych między sferą produkcji a sferą obrotu.
zróżnicowana przepustowość poszczególnych ogniw transportu.
zapewnienie dostępności wyrobów w momencie wystąpienia popytu na nie
mała efektywność transportu niewielkich partii towarów.
konieczność posiadania rezerw na wypadek wahań popytu, opóźnień w dostawach, nieprzewidzianych zdarzeń.
sezonowość produkcji.
konieczność składowania niektórych zasobów wynikająca z procesu produkcyjnego (np. suszenie drewna).
uzyskiwanie upustów cenowych przy zakupach większych ilości.
Podział magazynów ze względu na przeznaczenie:
magazyny zaopatrzeniowe
magazyny robót w toku
magazyny wyrobów gotowych
magazyny środków technicznych
magazyny materiałów biurowych, środków bhp, środków czystości
Ze względu na własność wyróżniamy magazyny własne i obce.
Elementy systemu magazynowego:
zasoby magazynowe
budowle magazynowe
wyposażenie techniczne magazynu
materiały, paliwa, zasilanie energetyczne
pracownicy magazynu
Rodzaje zasobów magazynowych:
gazy
płyny
zasoby sypkie
przedmioty sztukowe
Interakcje składowanych zasobów i otoczenia (przykłady):
|
temperatura wilgotność nasłonecznienie |
|
|
|
otoczenie |
|
wybuchowość palność toksyczność promieniotwórczość |
|
Budowle magazynowe - rodzaje:
otwarte (np. place)
półotwarte (np. wiaty, otwarte zbiorniki wody)
zamknięte (np. zbiorniki gazu, silosy, budynki magazynowe)
Proces magazynowania:
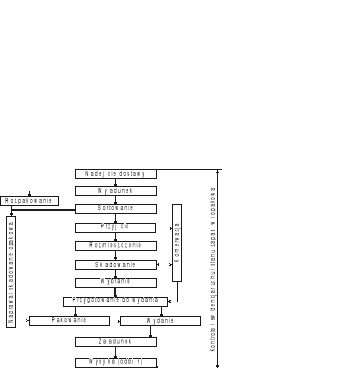
Dokumentacja w procesach magazynowych jako element systemu rachunkowości musi być prowadzona zgodnie z prawem.
Najważniejsze dokumenty |
Symbol |
przyjęcie materiału zewnętrzne |
Pz |
zwrot materiału |
Zw |
przyjęcie odpadu |
Po |
Przesunięcie materiału |
Mm |
Przyjęcie wyrobu |
Pw |
magazyn przyjmie |
P |
wydanie materiału na zewnątrz |
Wz |
rozchód wewnętrzny |
Rw |
karta limitowa |
Kl |
magazyn wyda |
W |
kartoteka magazynowa |
|
wywieszka magazynowa |
|
Zasady organizacji procesów magazynowych:
Optymalne wykorzystanie budowli magazynowych
Racjonalne rozmieszczanie materiałów w magazynie
umieszczanie zasobów w miejscach odpowiadającym ich właściwościom fizyko-chemicznym
zapewnienia dobrego dostępu
umieszczanie zapasów o dużej rotacji bliżej miejsca wydań
składowanie zasobów w grupach gałęziowych
składowanie w zasięgu stosowanych środków transportowych
składowanie zasobów w regularnych stosach lub pryzmach
odpowiednie oznaczenie materiałów niebezpiecznych
bezpieczeństwo ludzi pracujących w magazynie
Utrzymanie odpowiedniego mikroklimatu i zabezpieczeń
Zminimalizowanie pracy transportu
Wprowadzanie kompleksowej lub częściowej automatyzacji.
Poziom zapasów:
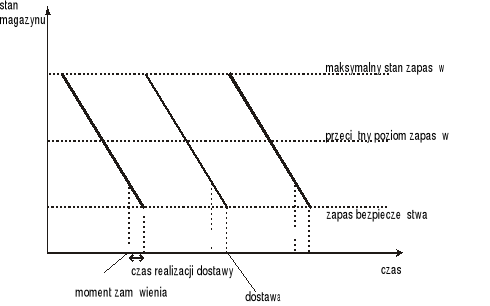
Ekonomiczna wielkość zamówienia:
![]()
Ekonomiczną wielkość zamówienia qE możemy określić za pomocą wzoru:
gdzie: A zapotrzebowanie roczne ogółem
p koszt złożenia jednego zamówienia
i koszt alternatywny zamrożonego kapitału
c cena zakupu
m pozostałe jednostkowe roczne koszty magazynowania
Przy takiej wielkości zamówień minimalizowane są koszty magazynowania. Można je policzyć jako:
![]()
Struktura zapasów - przykład wykorzystania metody ABC
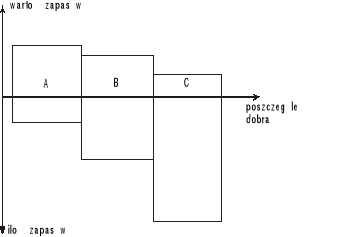
TEMAT 6
TECHNIKI ZWIĄZANE Z ROZMIESZCZANIEM STANOWISK ROBOCZYCH W KOMÓRCE PRODUKCYJNEJ ( TECHNIKA CORELAP I TECHNIKA SZMIGALLI ).6
I KRYTERIA OCENY ROZMIESZCZENIA STANOWISK ROBOCZYCH
Jako kryterium rozmieszczenia stanowisk roboczych i pozycji produkcyjnych przyjmowana jest z reguły wielkość przebiegów transportowych . Za optymalne uznaje się takie usytuowanie stanowisk roboczych przy, których obliczony sumaryczny wskaźnik przewozu w jednostkach masy i dogi (np. w tonokilometrach) osiąga minimum. W ramach komórki produkcyjnej pierwszego stopnia zlokalizowanej na niewielkiej powierzchni , problem długości drogi przewozu ma co najmniej ograniczone. Problem optymalizacji rozmieszczenia stanowisk roboczych wyłania się szczególnie wyraźnie w przypadkach, gdzie niski typ produkcji i brak typowych procesów powodują nawroty w przebiegu procesu produkcyjnego i transport nie może być wykonywany przy użyciu stałych urządzeń transportowych. Wydaje się, że w tym przypadku, dla którego transport wózkowy jest rozwiązaniem charakterystycznym (najbardziej korzystnym) czynnikiem decydującym o rozmieszczeniu stanowisk roboczych powinna być nie długość drogi transportowej i przewożony ciężar a liczba przeładunków (załadunków i wyładunków) na urządzenia transportowe, ponieważ te czynności decydują o kosztach operacji transportowej .
W przypadku , jeżeli powiązane procesem produkcyjnym stanowiska robocze są usytuowane obok siebie (w bezpośrednim sąsiedztwie), rozmieszczenie obrabianych części może odbywać się przeważnie bez użycia specjalnego środka transportu, np. bez użycia wózka transportowego. W najgorszym przypadku wykonanie takiej operacji transportowej polegać będzie na ręcznym przełożeniu obrabianych przedmiotów z jednego miejsca na drugie. Przy stanowiskach roboczych rozstawionych na większą odległość nie będących w bezpośrednim sąsiedztwie wykonanie operacji transportowych bez użycia specjalnego środka transportu przeważnie nie jest możliwe . Dlatego też mamy do czynienia z różnymi - co do zakresu - operacjami transportowymi :
operacje transportowe KRÓTKIE
operacje transportowe DŁUGIE
Operacja transportowa krótka (Otk) będzie miała miejsce wtedy, jeżeli obrabiane wyroby przemieszczane są z jednego stanowiska na drugie są sąsiednie bez użycia specjalnego środka transportu np. typu "Wózek" .
Operacja transportowa długa (Ord) występuje , jeżeli do przewozu używany jest środek transportowy wyżej wspomnianego typu. W odniesieniu do jednostki ładunku (wyrób, paleta itd.)operacja transportowa krótka może się składać z następujących czynności:
wziąć przedmiot,
przenieść przedmiot,
położyć przedmiot.
Mogą być różne warianty zakresu operacji, np, bez przenoszenia przedmiotu. W odniesieniu również do jednego ładunku długa operacja transportowa może np. składać się z następujących czynności:
wziąć przedmiot,
przenieść przedmiot do środka transportu
położyć przedmiot na środek transportu
przewieźć przedmiot
wziąć przedmiot
przenieść przedmiot na miejsce składowania
położyć przedmiot
W tym przypadku oczywiście mogą być również różne warianty. Można przyjąć, że obierając jako kryterium rozmieszczenia obrabiarek liczbę operacji transportowych, za najbardziej korzystny można uważać taki wariant ustawienia stanowisk roboczych, przy którym liczba operacji transportowych jest równa zeru.
Okoliczności ograniczające
Przy planowaniu rozstawienia obrabiarek w komórce produkcyjnej mogą wystąpić warunki dodatkowe takie jak:
Wielkość i kształt dysponowanej powierzchni.
Konieczność wyłączenia niektórych pozycji produkcyjnych poza komórkę np. ze względów bhp, ze wzglódów technologicznych (np. wstrząsy) itp.
Obsługa wielowarsztatowa.
Stałe linie transportu np. suwnice jednoszynowe, linie zasilania energetycznego, układ urządzeń wentylacyjnych itp.
Konieczność obsługi innych stanowisk produkcyjnych.
Konieczność ustawienia obrabiarek obok siebie, gdyż wykonują produkcję w cyklu równoległym itp.
II SPOSOBY ROZSTAWIENIA STANOWISK ROBOCZYCH
W praktyce projektowania organizacji komórek produkcyjnych możemy spotkać się z wielką różnorodnością warunków produkcyjno-organizacyjnych. Z punktu widzenia znaczenia dla transportu i przepływu ładunków , a tym samym dla optymalizacji rozmieszczenia obrabiarek przez minimalizację zadań transportowych przypadki te można uszeregować według
a) liczby wyrobów:
Produkcja jednego wyrobu
bez nawrotów
z nawrotami
Produkcja wielu wyrobów według typowego procesu technologicznego:
Typowy proces technologiczny
Zróżnicowany proces technologiczny
b) według charakterystyki obrabianych wyrobów, mających szczególne znaczenie dla transportu np.:
Wyroby o identycznej lub zbliżonej masie.
Wyroby o znacznym zróżnicowaniu ciężarowym.
Występuje w grupie wyrób dominujący.
Wyroby "trudne" i względnie kosztowne w transporcie.
Wyroby "łatwe" w transporcie.
Następne rozmieszczenie stanowisk roboczych może być dokonywane na tle określonej powierzchni produkcyjnej podzielonej na pola, w których potencjalnie mogą być ustawione obrabiarki z zarezerwowaniem powierzchni na drogi transportowe, biura, magazyny itp. Każde pole, na którym może być ustawiona obrabiarka można oznaczyć współrzędnymi x, y lub można ponumerować je w inny sposób.
Problem rozstawiania stanowisk nie istnieje w przypadku potoku stałego . Jeżeli chcemy otrzymać ustawienia optymalne to staramy się rozstawić je według przebiegu procesu produkcyjnego (technologicznego).
Dla projektowania rozmieszczenia stanowisk roboczych bardzo pomocna jest analiza typowości przebiegu procesu technologicznego "marszruty" - stanowiska na, których są one obrabiane można rozstawić w linie , uzyskując ustawienie optymalne. Warto pamiętać , że przy szczegółowym projektowaniu rozmieszczenia stanowisk roboczych wygodnie jest posługiwać się modelikami płaskimi lub przestrzennymi , stanowiącymi odwzorowanie stanowisk roboczych (obrabiarek urządzeń).
UWAGA: Zadanie to dokończyć samodzielnie.!!!!!!!!!!!!!!!!!!
1. Rozmieszczenie stanowisk techniką trójkątów Schmigalli.
Dane
1.Ilość rozstawianych stanowisk N=10
2.Ilość detali
3.Specyfikacja stanowisk roboczych (tab1).
Tablica 1
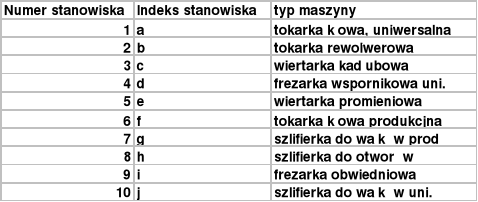
Kolejność operacji poszczególnych detali, ich programy produkcyjne, i wielkość partii transportowych podano w
tablicy 2
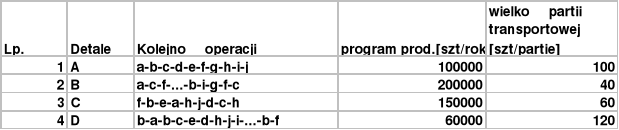
...- przerwanie procesu technologicznego - część opuszcza stanowisko , potem idzie na następne.
Następnie przechodzimy od obliczenia ilości pakietów transportowych dla poszczególnych detali. Korzystając ze wzoru mamy
Detal A 100000/100=1000
Detal B 200000/40=5000
Detal C 150000/60=2500
Detal D 60000/120=500
Legenda:
1. S - suma
2. Na szaro zaznaczono skąd brano pierwsze wartości c
3.Zaczynamy od c bo przy nim jest największa wartość 10000 gdyby było kilka takich par to wybieramy taką która ma więcej powiązań z innymi.
4.zapis np. 5000/2000 oznacza suma z poprzednich 5000 a przy b w tym przypadku 2000
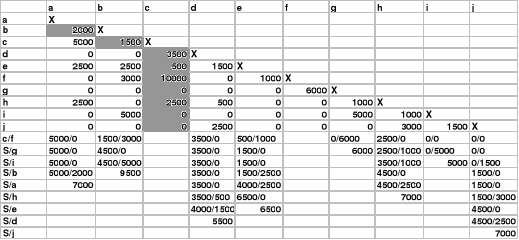
Naszym następnym krokiem jest zbudowanie macierzy powiązań transportowych S
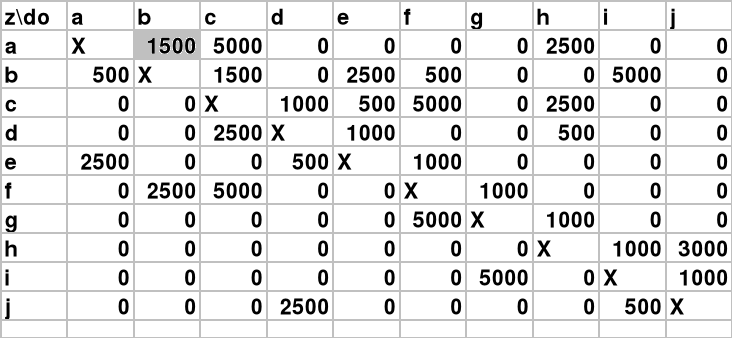
Macierz tą budujemy na podstawie tablicy 2 oraz ilościowych pakietów transportowych. Np. Na przecięciu a i b patrzymy w tab. 2 w kolejności operacji przy których detalach występuje powiązanie a-b. Występuje w det. A i D wiec sumujemy obliczoną uprzednio ilość pakietów trans. Co wynosi 1500.
Kolejną czynnością jest zbudowanie nieukierunkowanej macierzy powiązań transportowych S:
Powstaje ona poprzez sumowanie dwukierunkowe np. a-b=1500 b-a=500 czyli razem a-b i b-a =2000
z\do |
A |
B |
c |
d |
e |
f |
g |
h |
i |
j |
a |
X |
2000 |
5000 |
0 |
2500 |
0 |
0 |
2500 |
0 |
0 |
b |
2000 |
X |
1500 |
0 |
2500 |
3000 |
0 |
0 |
5000 |
0 |
c |
5000 |
1500 |
X |
3500 |
500 |
10000 |
0 |
2500 |
0 |
0 |
d |
0 |
0 |
3500 |
X |
1500 |
0 |
0 |
500 |
0 |
2500 |
e |
2500 |
2500 |
500 |
1500 |
X |
1000 |
0 |
0 |
0 |
0 |
f |
0 |
3000 |
10000 |
0 |
1000 |
X |
6000 |
0 |
0 |
0 |
g |
0 |
0 |
0 |
0 |
0 |
6000 |
X |
1000 |
5000 |
0 |
h |
2500 |
0 |
2500 |
500 |
0 |
0 |
1000 |
X |
1000 |
3000 |
i |
0 |
5000 |
0 |
0 |
0 |
0 |
5000 |
1000 |
X |
1500 |
j |
0 |
0 |
0 |
2500 |
0 |
0 |
0 |
3000 |
1500 |
X |
Na koniec tej fazy pozostało nam wyznaczyć kolejność rozmieszczenia stanowisk.
Pierwsza parę stanowisk c-f lokujemy w centrum siatki w sąsiednich węzłach:
Wartość funkcji celu Q1 = powiązania transportowe c-f * odległość c-f =10000*1=10000
Stanowisko g ma powiązania tylko z f , umieścić je możemy tylko w węźle sąsiadującym z f :
Wartość funkcji celu wynosi teraz : Q2=Q1+6000=16000. Stanowisko i ma powiązania tylko z jednym z już rozstawionych stanowisk:
Wartość funkcji celu po ustawieniu tego stanowiska wynosi: Q3=Q2+5000=21000
Kolejne stanowisko b ma powiązania z trzema stanowiskami rozstawionymi : c , f oraz i , jedyne optymalne ustawienie tego stanowiska pokazuje poniższy rysunek
Wartość funkcji celu dla tego rozwiązania wynosi: Q4=Q3+1500+3000+5000=30500
W dalszej kolejności ma być rozstawione stanowisko a powiązane ze stanowiskami b i c . Zatem najlepszym rozwiązaniem jest ulokowanie go w węźle tworzącym trójkąt równoboczny z b i c :
Wartość funkcji celu : Q5=Q4+2000+5000=37500
Stanowisko h ma powiązania z a , c , g oraz i . Jego lokalizacja nie jest już jednak jednoznacznie określona . Istnieje 12 możliwych rozwiązań:
|
a |
c |
g |
i |
przyrost f. Celu |
I |
2500 |
2500 |
3000 |
3000 |
11000 |
II |
2500 |
5000 |
4000 |
3000 |
14500 |
III |
2500 |
5000 |
4000 |
3000 |
14500 |
IV |
2500 |
5000 |
3000 |
2000 |
12500 |
V |
5000 |
5000 |
2000 |
1000 |
13000 |
VI |
7500 |
7500 |
2000 |
1000 |
18000 |
VII |
7500 |
7500 |
1000 |
1000 |
17000 |
VIII |
10000 |
7500 |
1000 |
2000 |
20500 |
IX |
10000 |
7500 |
1000 |
2000 |
20500 |
X |
7500 |
5000 |
1000 |
2000 |
15500 |
XI |
5000 |
2500 |
2000 |
2000 |
11500 |
XII |
5000 |
2500 |
3000 |
3000 |
13500 |
Lokalizacja stanowiska h na miejscu o numerze I jest najlepsza bo przyrost wartości funkcji celu jest najmniejszy :
Q6=Q5+ΔQ=Q5+11000=48500
Kolejnym stanowiskiem do rozstawienia jest stanowisko e , które ma powiązania z a , b , c , f . Również i w tym przypadku istnieje wiele możliwych miejsc jego lokalizacji , jednak wstępna analiza ogranicza ocenę jedynie do dwóch miejsc :
|
a |
b |
c |
f |
Przyrost f. Celu |
I |
2500 |
2500 |
1000 |
2000 |
8000 |
II |
5000 |
5000 |
500 |
1000 |
11500 |
Korzystniejszy okazuje się wariant I więc: Q7=Q6+ΔQ=Q6+8000=56500
Stanowisko d ma powiązania z c , e , i h oraz 3 możliwe miejsca lokalizacji:
|
c |
e |
h |
przyrost f. Celu |
I |
7000 |
1500 |
1000 |
9500 |
II |
7000 |
3000 |
500 |
10500 |
III |
3500 |
4500 |
500 |
8500 |
Jak wynika z poprzedniej tabelki najlepszy jest wariant III , wiec : Q8=Q7+ΔQ=Q7+8500=65000
Ostatnie stanowisko j ma powiązania z d , h , i oraz 4 możliwe miejsca lokalizacji :
|
d |
h |
i |
przyrost f. Celu |
I |
2500 |
3000 |
6000 |
11500 |
II |
5000 |
3000 |
4500 |
12500 |
III |
7500 |
9000 |
1500 |
18000 |
IV |
2500 |
6000 |
3000 |
11500 |
Istnieją dwa alternatywne rozwiązania dające ten sam przyrost funkcji celu tj wariant I i IV Q9=Q8+ΔQ=Q8+11500=76500
Otrzymane rozwiązanie , przedstawione na powyższym rysunku jest suboptymalne z punktu widzenia przyjętego kryterium i stanowi jedynie schemat rozstawienia stanowisk .
Linie przepływu strumieni materiałowych (pozwala to na wizualna ocenę jakości projektu)
2.. PROJEKTOWANIE ROZMIESZCZENIA OBIEKTÓW TECHNIKĄ CORELAP
Większość znanych technik alokacji obiektów uwzględnia jako kryterium optymalizacji tylko jeden rodzaj powiązań między obiektami. W przypadku rozmieszczenia stanowisk roboczych są to zwykle powiązania transportowe. Istnieją jednak sytuacje, kiedy to uproszczenie jest nie do przyjęcia, w szczególności jeśli rozmieszczane są większe obiekty, jak np. wydziały produkcyjne, budynki czy pomieszczenia biurowe.
Techniką pozwalającą uwzględnić wiele rodzajów powiązań między rozstawionymi obiektami jest technika CORELAP. Różne kryteria optymalizacji są uwzględniane równocześnie. Sprowadza się to do konstrukcji macierzy powiązań funkcjonalnych rozstawianych obiektów.
Na wstępie ustala się stopnie powiązań rozmieszczanych obiektów z punktu widzenia poszczególnych kryteriów wykorzystując do tego celu sześciostopniową skalę ocen. Ocena wielkości tych powiązań jest często subiektywna i zależy w dużym stopniu od wyczucia i doświadczenia projektanta.
![]()
Powstają zatem macierze:
gdzie:
p=1, 2, 3, ... ,k
k - ilość uwzględnionych kryteriów
N - ilość rozmieszczonych obiektów
z których każda opisuje powiązania między obiektami z punktu widzenia p-tego kryterium.
Na tej podstawie tworzy się macierz powiązań funkcjonalnych
![]()
![]()
uwzględniając, że
p=1, 2, 3, ... ,k
SSTi - suma stopnia zbliżenia i-tego obiektu z wszystkimi pozostałymi obiektami, przy czym
![]()
i=1, 2, 3, ... ,N
TP - aktualny typ (wartość) powiązań między obiektami; TP=6, 5, 4, 3, 2, 1.
PRZYKŁAD
Ilość rozmieszczanych obiektów N=7
Macierze SP dla p=1, 2, 3.
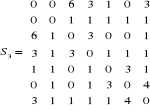
Macierz powiązań funkcjonalnych obiektów S
Obliczanie sum stopni zbliżenia przez zsumowanie elementów w poszczególnych wierszach macierzy S.
Nr obiektu |
SST |
||
1 |
|
||
2 |
11 |
||
3 |
18 |
||
4 |
12 |
||
5 |
10 |
||
6 |
15 |
||
7 |
13 |
||
Uszeregowanie obiektów wg SST nierosnąco
Nr obiektu |
SST |
1 |
19 |
3 |
18 |
6 |
15 |
7 |
13 |
4 |
12 |
2 |
11 |
5 |
10 |
Wybór obiektów do rozmieszczenia i określenie miejsc ich lokalizacji.
Największą sumę stopni zbliżenia ma obiekt nr 1, który zostaje umieszczony w centrum siatki ortogonalnej
Jest on w tej chwili obiektem W. Ma powiązania o wartości 6 z obiektem 3, który staje się kandydatem do rozmieszczenia. Umieszcza się obiekt 3 na planie rozmieszczenia możliwie blisko obiektu 1.
Kolejno sprawdza się teraz, czy wśród nieustawionych nie ma obiektu o powiązaniach o wartości 6. Są to obiekty 6 i 7. Stają się one kandydatami do rozmieszczenia V. Jako pierwszy umieszcza się na planie obiekt 6, gdyż ma większą sumę stopni zbliżenia niż obiekt 7. Możliwych miejsc lokalizacji jest 10.
Ocena skutków rozmieszczenia obiektu 6 na poszczególnych miejscach pokazana jest w tabeli.
Nr węzła |
iloczyn odległości i wartości powiązania |
Suma |
|
|
z obiektem 1 |
z obiektem 3 |
|
I |
6 |
3 |
9 |
II |
3 |
2 |
5 |
III |
6 |
3 |
9 |
IV |
3 |
2 |
5 |
V |
6 |
1 |
7 |
VI |
9 |
2 |
11 |
VII |
6 |
1 |
7 |
VIII |
9 |
2 |
11 |
IX |
6 |
1 |
7 |
X |
3 |
2 |
5 |
Najkorzystniej jest ustawić obiekt 6 na miejscu II, IV lub X. Wybiera się dowolne miejsce, np. IV.
Aktualny schemat rozmieszczenia
Kolejnym obiektem, który ma być umieszczony na planie jest obiekt 7. Podobnie jak poprzednio ustala się miejsce jego lokalizacji. Schemat możliwych miejsc
Skutki rozmieszczenia obiektu 7 na każdym z możliwych miejsc
Nr węzła |
iloczyn odległości i wartości powiązania obiektu 7 |
Suma |
||
|
z obiektem 1 |
z obiektem 3 |
z obiektem 6 |
|
I |
6 |
3 |
18 |
27 |
II |
3 |
2 |
12 |
17 |
III |
6 |
3 |
6 |
15 |
IV |
9 |
4 |
12 |
25 |
V |
6 |
3 |
6 |
15 |
VI |
9 |
2 |
12 |
23 |
VII |
6 |
1 |
6 |
13 |
VIII |
9 |
2 |
12 |
23 |
IX |
6 |
1 |
18 |
25 |
X |
9 |
2 |
24 |
35 |
XI |
6 |
1 |
18 |
25 |
XII |
3 |
2 |
12 |
17 |
Najlepszy efekt daje rozmieszczenie obiektu 7 na miejscu VII (suma stopni zbliżenia jest najmniejsza).
Schemat rozstawienia obiektów
Tym samym wszystkie obiekty mające powiązania o sile 6 zostały rozmieszczone. Stopień powiązań zostaje zatem obniżony o 1, do wartości 5. Wśród obiektów jeszcze nie rozmieszczonych powiązanie o wartości 5 z obiektem nr 3 ma obiekt 2. Staje się on następcą do rozstawienia.
Jako miejsca do rozstawienia wchodzą w grę 2 węzły: I i II
Oba te miejsca są równoważne i można wybrać dowolne z nich, np. I.
Daje to taki układ obiektów
Ponieważ nie ma więcej obiektów o powiązaniach o wartości 5 obniża się ponownie stopień powiązań o 1 do wartości 4. Powiązania o tej wartości ma obiekt 4 z obiektem 3.
Należy wziąć pod uwagę dwa miejsca dla usytuowania obiektu 4: I i II
Dla miejsca I łączna wartość iloczynów odległości i siły powiązań obiektu 4 z pozostałymi wynosi 17, podobnie jak dla miejsca II. Wybiera się zatem dowolne z nich.
Powstaje układ obiektów
Ostatnim obiektem do rozmieszczenia jest obiekt 5. Należy przeanalizować 10 możliwych pozycji tego obiektu zgodnie z rysunkiem
I tabelą
Nr węzła |
iloczyn odległości i wartości powiązań obiektu 5 |
Suma |
|||||
|
z obiektem 1 |
z obiektem 2 |
z obiektem 3 |
z obiektem 4 |
z obiektem 6 |
z obiektem 7 |
|
I |
4 |
2 |
3 |
2 |
9 |
4 |
24 |
II |
2 |
3 |
2 |
4 |
6 |
3 |
20 |
III |
4 |
4 |
3 |
6 |
3 |
2 |
22 |
IV |
4 |
4 |
3 |
6 |
3 |
2 |
22 |
V |
6 |
3 |
2 |
8 |
6 |
1 |
26 |
VI |
6 |
3 |
2 |
8 |
6 |
1 |
26 |
VII |
4 |
2 |
1 |
6 |
9 |
2 |
24 |
VIII |
6 |
1 |
2 |
4 |
12 |
3 |
28 |
IX |
6 |
1 |
2 |
4 |
12 |
3 |
28 |
X |
4 |
2 |
3 |
2 |
9 |
4 |
24 |
Obiekt 5 zostaje zatem rozmieszczony na miejscu II.
Ostateczne rozmieszczenie obiektów na siatce ortogonalnej
CZĘŚĆ 2 - tematy od 1 do 3
TEMAT 1 :
KSZTAŁTOWANIE ZATRUDNIENIA.
Istota i znaczenie planowania zatrudnienia
„Planowanie w przedsiębiorstwie” - proces informacyjno-decyzyjny, zbieranie, przetwarzanie, przechowywanie i przekazywanie informacji między komórkami organizacyjnymi przedsiębiorstwa oraz pomiędzy przedsiębiorstwem i podmiotami otoczenia gospodarczego współpracującymi z nim.
Ogół informacji stanowiących bazę dla działań planistycznych wymaga w pierwszym rzędzie odróżnienia informacji obiektywnych (wiarygodnych i wszechstronnych z punktu widzenia funkcjonowania organizacji) od subiektywnych (przetwarzanych zgodnie z intencją informatorów, czyli nosicieli informacji). Proces decyzyjny zasadza się ostatecznie na wąskiej wiązce informacji subiektywnych. Ewentualne luki w danych pozyskanych przez planistów mogą ostatecznie spowodować, że tylko niewielka porcja subiektywnych i niepewnych informacji zostanie wykorzystana na etapie procesu decyzyjnego.
Zasadniczym zadaniem planowania staje się właściwa alokacja kadr, rozumiana jako powierzenie każdemu pracownikowi zadań i funkcji odpowiadających jego kwalifikacjom, specjalności i predyspozycjom, a zarazem sprzyjających zadowoleniu z pracy oraz indywidualnemu rozwojowi.
Planowanie zatrudnienia powinno:
Przyczyniać się do poprawy wydajności pracy,
Podwyższenia zdolności reagowania na impulsy pochodzące z rynku
Planowanie zatrudnienia determinowane(warunkowane) jest przez wiele parametrów:
Możliwości zbytu,
Wielkości produkcji,
Zysk,
Inwestycje,
Zdolność finansowania.
Do informacji stanowiących niezbędną bazę dla planistycznych działań należą:
Dane statystyczne, dotyczące struktury personelu według wieku czy płci,
Wskaźniki ilustrujące zjawisko fluktuacji i płynności kadr.
W praktyce planowanie personelu służy:
Określeniu optymalnej wielkości i struktury zatrudnienia,
Ustaleniu relacji pomiędzy zatrudnieniem na wewnętrznym rynku pracy, a zatrudnieniem peryferyjnym, umożliwiający podjęcie działań dostosowawczych,
Zachowaniu stabilności i ciągłości funkcjonowania organizacji poprzez ograniczenie zjawiska dobrowolnej fluktuacji kadr,
Diagnozowaniu kwalifikacji pożądanych z punktu widzenia działalności przedsiębiorstwa w odniesieniu do kadr nowo pozyskiwanych,
Optymalnemu wykorzystaniu umiejętności i kompetencji pracowników,
Planowaniu obsad personalnych, czyli właściwej alokacji kadr pomiędzy poszczególnymi komórkami organizacyjnymi przedsiębiorstwa.
Potwierdzeniem wciąż rosnącej, rangi planowania zatrudnienia w firmie jest koncepcja amerykańskiego konsultanta Michaela W. Mercera, który odnosi funkcjonowanie działu personalnego w przedsiębiorstwie do funkcjonowania tzw. centrum zysku, które rozlicza koszty i przychody. Mercer tak pisze:
„Ludzie odpowiedzialni za sprawy kadrowe traktowani są jako pracownicy socjalni, ale ich główne zadanie powinno polegać na zarabianiu pieniędzy.”
Autor ma tu na myśli m.in. finansowe efekty obniżania fluktuacji kadr, która jest zjawiskiem niepożądanym i kosztownym, na co wskazują m.in.:
Koszty odejścia pracownika(koszty administracyjne związane ze zwolnieniem, odprawą),
Koszty pozyskania nowego pracownika, opłaty za usługi wyspecjalizowanych agencji poszukujących pracowników, koszty zastosowania testów i innych narzędzi selekcji, badania medyczne, koszty administracyjne związane z przyjęciem do pracy),
Koszty szkolenia nowego pracownika(instruktaż na stanowisku, kursy doskonalące, szkolenia BHP),
Koszty czasowego obniżenia wydajności pracy nowo zatrudnionego(adaptacji społeczno-zawodowa).
Wielkość i struktura zatrudnienia w przedsiębiorstwie kształtują się z jednej strony pod wpływem określonych potrzeb i możliwości zatrudnienia. Można mówić o wewnętrznych i zewnętrznych czynnikach determinujących planowanie zasobów pracy. Do uwarunkowań istniejących poza przedsiębiorstwem zaliczyć należałoby:
Rynek pracy. Rosną wymagania pracodawcy wobec potencjalnego kandydata na stanowisko.
Pozycję firmy na arenie gospodarczej i jej atrakcyjność ekonomiczną(image). Wiarygodność pracodawcy, rzetelność informacji i renoma firmy powodują, że pracownicy utożsamiając się z organizacją wystawiają jej wzorowe świadectwo, stanowiąc przy tym doskonałe i efektywne źródło rekomendacji dla nowych aplikantów do zatrudnienia w danej firmie.
Zadania i rola przedsiębiorstwa wobec konsumentów(cel działalności).
Wewnętrzne determinanty stanowią natomiast:
Stosowana technika i technologia. Postęp techniczny determinuje wielkość zatrudnienia(z reguły w kierunku jego zmniejszenia), obniżając tym samym koszty pracy, z drugiej strony rodzi potrzebę nowego typu zapotrzebowania na kadry wysoko kwalifikowane.
Wydajność pracy. Wydajność pracy stanowi podstawę wielu metod planowania zatrudnienia w przedsiębiorstwie.
Wykorzystanie czasu pracy. Największe możliwości zwiększenia efektywnie przepracowanego czasu pracy daje dobra organizacja pracy, wyrażająca się z jednej strony w terminowych dostawach surowców i zapobieganiu stratom czasu spowodowanym awarią maszyn i urządzeń, z drugiej - w eliminowaniu przestojów zawinionych przez pracownika. Minimalizacja strat czasu.
Czynnik czasu kształtuje politykę zatrudnienia. Można mówić o trzech wymiarach czasowych, warunkujących charakter zapotrzebowania na pracowników:
Strategicznym,
Taktycznym,
Operacyjnym.
Prognoza w planowaniu strategicznym w długim horyzoncie czasowym(powyżej 5 lat) wyznaczyć długookresową strategię działalności - rekrutacja, selekcja czy szkolenia.
Plany taktyczne opracowywane są w średniookresowej perspektywie (do 5 lat).Opracowywane są tu formy rekrutacji, techniki selekcji, a także systemy ocen, wynagrodzenia i szkolenia kadr. Plany operacyjne są krótkookresowe (jeden rok).
Nowość w zakresie planowania, głównie w przedsiębiorstwach wytwórczych i firmach usługowych, szczególnie podatnych na gwałtowne zmiany rynkowe, stanowi tzw. planowanie agregacyjne(obejmuje krótszy horyzont przeważnie 3-18 miesięcy). Istota tego typu planowania tkwi w „agregacji” wielu wyrobów lub całego ich asortymentu do jednego wyrobu umownego, zwanego „wyrobem reprezentantem”.
Planowanie agregacyjne polega, zatem na przewidywaniu popytu na wyroby/usługi, poprzez dążenie do równowagi pomiędzy przewidywanym popytem a możliwościami produkcyjnymi.
Durlik wyróżnia sześć etapów planowania agregacyjnego:
Etap 1: Określenie popytu - zapotrzebowania odbiorców w poszczególnych przedziałach czasowych.
Etap 2: Określenie zdolności produkcyjnych systemu wytwórczego, z uwzględnieniem posiadanych możliwości wytwórczych oraz praca w godzinach nadliczbowych, zawierania umów-zleceń.
Etap 3: Przyjęcie określonej polityki bilansowania potrzeb rynku z możliwościami wytwórczymi.
Etap 4: Określenie kosztów jednostkowych zarówno przy utrzymaniu produkcji w warunkach normalnych, jak i przy założeniu zgromadzenia zapasów materiałów, zastosowania godzin nadliczbowych, czy dodatkowego zatrudnienia na czas wykonania zadania.
Etap 5: Opracowanie zagregowanych wariantów planów bilansowania potrzeb i możliwości.
Etap 6: Wybór optymalnego wariantu rozwiązania.
Na podstawie opracowanego według powyższej procedury planu produkcji dokonuje się jego deagregacji dla celów bieżącego planowania w przedsiębiorstwie. Polega to głównie mierze na ustaleniu planu dostaw surowców i materiałów, zakup urządzeń i opracowaniu harmonogramu przyjęć i zwolnień pracowników. Opracowując zagregowany plan produkcyjny, należy mieć oczywiście na uwadze misję i cele przedsiębiorstwa, które determinują działania krótkookresowe. W przeciwnym, bowiem razie może okazać się, ze dostosowanie możliwości produkcyjnych przedsiębiorstwa do przewidzianego zagregowanego planu jest niemożliwe.
Metody planowania zatrudnienia
W procesie planowania zatrudnienia można generalnie wyróżnić trzy etapy:
Diagnoza potrzeb kadrowych,
Analiza aktualnego stanu zatrudnienia,
Projektowanie zmian stanu i struktury zatrudnienia w aspekcie planów długookresowych(strategicznych) i krótkookresowych (operacyjnych).
Diagnoza potrzeb kadrowych
Etap ten sprowadza się do ustalenia wymaganego poziomu i struktury zatrudnienia. W celu uzyskania informacji dotyczących relacji pomiędzy stanem zatrudnienia pożądanym a prognozowanym musimy dokonać szczegółowej analizy wielkości przyjęć i odejść pracowników, a więc określić tzw. netto zapotrzebowania na personel.
Techniki planowania zatrudnienia:
1)Prognozowanie o bazie zerowej
Za podstawę tej prognozy przyjmuje się aktualny stan zatrudnienia, który co roku podlega ocenie i ewentualnej korekcie w zależności od potrzeb kadrowych przedsiębiorstwa.
Zaleta: systematyczne odwoływanie się do opisów stanowisk pracy, ich aktualizacja oraz ocena funkcjonalności.
Wada: istniej niebezpieczeństwo, że bazując na danych z przeszłości, powielamy popełnione niegdyś błędy diagnostyczno-planistyczne.
2)Podejście z dołu do góry
Dane dotyczące potrzeb personalnych, pochodzące od kierowników poszczególnych działów.
Zaleta: potencjalnie wysoka kompetencja, wiedza i umiejętność kierowników w zakresie ustalania rzeczywistych potrzeb zatrudnienia.
Wada: kierownicy chcący zagwarantować sobie ludzi do wykonania zadań, mogą wykazywać tendencje do „zawyżania” danych w zakresie wielkości niezbędnego zatrudnienia.
3)Analiza statystyczna
Na podstawie parametrów, które w przeszłości miały wpływ na wielkość zatrudnienia(wielkość sprzedaży, dochód brutto czy wydajność) dokonuje się analizy zależności korelacyjnej i prognozuje stan pożądany.
Zaleta: ścisłe powiązanie planowania zatrudnienia z rachunkiem ekonomicznym.
Wada: sporządzanie tego typu analiz wymaga zaangażowania wykwalifikowanych kadr.
4)Symulacja komputerowa
Gra ekonomiczna prowadzona na podstawie modeli matematycznych i statystycznych, Jej zadaniem jest eksperymentowanie na modelowym przykładzie sytuacji rzeczywistej i obserwowaniu konsekwencji podejmowania decyzji w zakresie polityki zatrudnienia.
Zaleta: niski stopień ryzyka niepowodzenia w przypadku podjęcia błędnych decyzji zatrudnieniowych, a zaprzepaszczone nakłady finansowe odnotowane są wyłącznie w pamięci programu komputerowego.
Wada: wysoki stopień abstrakcji wybranych drogą komputerową rozwiązań.
Analiza ruchliwości pracowniczej przy zastosowaniu modeli Markowa:
Etap 1: polega na zebraniu informacji dotyczących ruchliwości pracowniczej w firmie w analizowanym okresie (np. 2-3 lat), związanej zarówno z przemieszczaniem się pracowników na inne stanowiska, jak i opuszczaniem przez nich organizacji.
Etap 2: polega na określeniu prawdopodobieństwa przejść pracowników do innych komórek organizacyjnych.
Etap 3: polega na wykorzystaniu informacji o przemieszczeniach i odejściach pracowników do prognozowania zapotrzebowania na personel.
Niemniej ważnym, a kto wie, czy nie ważniejszym z punktu widzenia potrzeb kadrowych, jest aspekt jakościowy(kwalifikacyjny) planowania zatrudnienia. Przy planowaniu zapotrzebowania w aspekcie jakościowym(kwalifikacyjnym) z coraz większym powodzeniem stosuje się tzw. profile wymagań. Jest to rodzaj organizacyjnych przekrojów przez struktury wymagań stanowisk pracy, dostarczających informacji o rodzaju i intensywności wysiłku psychicznego, umysłowego i fizycznego niezbędnego do realizacji zadań na danym stanowisku pracy.
Wykres przedstawiający profesjogram, który opisuje zespół cech osobowościowych, jakimi powinna charakteryzować się osoba zajmująca dane stanowisko pracy. Wyniki w postaci pisemnego raportu zasadzają się generalnie na czterech cechach podstawowych: D - dominacja, K - komunikatywność, S - stabilizacja, A - adaptacja. Każda z tych cech może przyjmować wysokie bądź niskie wartości.
Analiza aktualnego stanu zatrudnienia
Przegląd zasobów ludzkich - wynikiem, którego sporządzona zostaje kartoteka personalna(kompletne dane personalne pracownika, wyniki kolejnych okresowych ocen jego efektywności). Taka konstrukcja kartoteki personalnej pokazuje, jakie stanowisko może objąć dany pracownik.
Tablica kadry rezerwowej (szczegółowy plan następstw, księga sukcesorów, księga dziedziczeń). Jest to rodzaj schematu organizacyjnego, który obok aktualnie zajmujących stanowisk pracowników określa listę tzw. sukcesorów, tj. kandydatów pretendujących do objęcia poszczególnych stanowisk.
Rejestr kadry kierowniczej(zawierający dane osobowe, przebieg pracy zawodowej) służy zilustrowaniu podaży na wewnętrznym rynku pracy, a także podziału i rozmieszczenia zatrudnionych pracowników.
Plan niedoboru i nadwyżek - ocena aktualnego stanu zatrudnienia:
Stwierdzenie występowania ewentualnego nadmiaru lub niedoboru personelu,
Zlokalizowanie wakatów lub przerostów zatrudnienia w poszczególnych komórkach organizacyjnych,
Ocenę zapotrzebowania przedsiębiorstwa na określone specjalności/zawody.
Planowanie obsad personalnych
Polega na porównaniu normatywnej wielkości będącej wynikiem diagnozy potrzeb kadrowych z wielkością rzeczywistą.
Optymalizacja struktury zatrudnienia
Zjawisko segmentacji wewnątrzzakładowych rynków pracy. Koncepcja ta zasadza się na podziale zakładowego rynku pracy na dwa segmenty:
Pierwotny (primary) rynek pracy, charakteryzujący się dużą stabilnością zatrudnienia, wysokim wynagrodzeniem, lepszymi warunkami pracy i większymi możliwościami awansu zawodowego,
Wtórny (secondary) rynek pracy, na którym panują mniej korzystne warunki pracy i płacy, a zatrudnienie ma charakter koniunkturalny i krótkookresowy.
Według E. Kryńskiej, w aspekcie segmentacji wewnętrznego rynku pracy, można nawet mówić o podziale ogółu pracowników na część zasadniczą „trzon” załogi, oraz część marginesową.
Załoga spoza „trzonu” zatrudnienia pracuje na stanowiskach usytuowanych stosunkowo nisko w hierarchii organizacyjnej przedsiębiorstwa. Powoduje to niski poziom jej opłacania i znaczną uciążliwość warunków pracy. Z reguły pociąga to za sobą małe szanse awansu i pozostanie na stałe w dolnym segmencie zakładowej struktury zatrudnienia.
Zjawisko tzw. outsourcingu, tj. przekazywania części prac zewnątrz organizacji, stało się jedną z najczęściej praktykowanych strategii obniżania kosztów własnych przedsiębiorstwa. Pociąga to za sobą spadek zatrudnienia w dużych koncernach, które większość usług, komponentów i wyrobów pozyskują od zewnętrznych poddostawców i kontrahentów. Badania przeprowadzone w Stanach Zjednoczonych wykazały, że największy udział w pakiecie usług zewnętrznych mają: składowanie (98%), planowanie trasy przesyłki (92%), przepakowywanie (90%), zarządzanie zapasami (89%), obsługa zwrotów towarowych (83%). Zmiana struktury zatrudnienia na amerykańskim rynku pracy powoduje jednak, że niektórzy pracownicy, zwalniani z dużych przedsiębiorstw, skazani są niejako na podejmowanie prac wymagających niższych kwalifikacji.
Przykład(outsourcingu):
Jeden z największych dotychczas wytwórców sportowej galanterii całkowicie zaprzestał produkcji (zalecając jej wykonanie zewnętrznym partnerom) i skoncentrował swą strategię wokół dystrybucji (projektowania i marketingu). Efekty takiego rozwiązania były widoczne już w niedługim czasie. Do końca 1993 r. udało się obniżyć koszty o 1/3, stosując m.in. radykalny program oszczędnościowy (ograniczenie czasu emisji bloków reklamowych wyrobów Pumy do 10 sek., rezygnacja z niektórych przywilejów przysługujących pracownikom, np. przelot samolotem w pierwszej klasie). W drugim etapie reorganizacji (1994r.) całkowicie została zlikwidowana produkcja własna Pumy. Obecnie zakład bazuje na współpracy z fabrykami obuwia na Dalekim Wschodzie (Wietnam, Indonezja, Filipiny, Chiny) oraz w Europie (Słowacja, Czechy i Litwa). Od 1995 r. również transport gotowych wyrobów na rynki zbytu został powierzony zewnętrznemu zleceniobiorcy (angielskiej firmie P & Q). Rok 1995 przyniósł wymierne efekty finansowe (zyski w wysokości 60 mln DM, oddłużenie przedsiębiorstwa w bankach, gdzie Puma zalegała z kwotą przeszło 145 mln DM).
Derekrutacja zatrudnienia
Proces ograniczania zatrudnienia i zmieniania jego struktury następuje wówczas, gdy analizy prowadzone w ramach diagnozowania i planowania wykażą nadwyżkę zatrudnionego personelu w stosunku do przewidywanych potrzeb bądź, co gorsza - możliwości finansowania. Na ogół program redukcji personelu związany jest ze strategią obronną, realizowaną w sytuacjach kryzysowych. Okrojenie załogi oznacza wprawdzie obniżkę kosztów, lecz nie gwarantuje efektywności. Nie można oczekiwać pozytywnych efektów zwolnień pracowników, jeżeli nie stworzy się jednocześnie dobrze przemyślanej strategii „zagospodarowania” pozostałych pracowników w sposób, który pozwoli możliwie szybko zapomnieć o bolesnej i radykalnej kuracji odchudzającej.
Generalnie można wyróżnić następujące fazy (etapy) derekrutacji personelu:
Diagnozę i ocenę sytuacji:
Przyczyny derekrutacji (niezadowalające rezultaty pracy, nadmierne zatrudnienie w poszczególnych grupach zawodowych, nadwyżka zatrudnienia.
Charakter zjawiska nadmiernego zatrudnienia (czasowy, trwały)
Identyfikację możliwych wariantów rozwiązań.
Wybór określonej - optymalnej w danych warunkach - opcji działania.
Implementację przyjętego programu.
Odnowę organizacji.
Restrukturyzacja zatrudnienia na większą skalę musi przebiegać przy współudziale kierownictwa zakładu, władz lokalnych i samorządowych oraz przedstawicieli strony rządowej. Celem tej współpracy powinien być szeroko pojęty outplacement, oznaczający działania, które umożliwiają realizację redukcyjnego programu zatrudnienia przy jednoczesnym zabezpieczeniu i zagwarantowaniu pomocy zwalnianym pracownikom. Generalnie jednak należy unikać cięć personalnych i przymusowych zwolnień, realizując systematyczną i przemyślaną politykę zatrudnienia każdy, bowiem ruch, który powoduje zachwianie na wewnętrznym rynku pracy odbija się na wizerunku firmy.
Formy zatrudnienia
Umowa na czas próbny. Umowa ta może poprzedzać każdy rodzaj umowy o pracę - zabezpieczenie interesów pracodawcy i umożliwienie mu automatycznego rozwiązania stosunku pracy po upływie okresu próbnego. Umowę tę pracodawca może także wypowiedzieć przed upływem tego terminu w sytuacji, gdyby pracownik nie wywiązał się w zadowalającym stopniu z pracy, powierzonej mu na danym stanowisku.
Po upływie okresu próbnego pracodawca może podjąć decyzję w sprawie ewentualnego dalszego zatrudnienia. Może on również podjąć się ponownego zatrudnienia pracownika na czas próbny na innym, odpowiedniejszym do jego kwalifikacji stanowisku.
Umowa na czas określony. Umowa wiąże strony tylko do pewnego uzgodnionego terminu końcowego. Zatem czas, na jaki jest ona zawierana, zostaje z góry określony. Nie ma ograniczeń, co do długości trwania stosunku pracy. Umowa na czas określony nie daje, bowiem poczucia stabilizacji zawodowej zatrudnionym na jej podstawie.
Możliwość wcześniejszego rozwiązania umowy na czas określony powstaje również z tzw. przyczyn leżących po stronie zakładu pracy w przypadku, gdy:
Następuje zmniejszenie zatrudnienia z przyczyn ekonomicznych, organizacyjnych bądź technologicznych,
Zostanie ogłoszona upadłość bądź likwidacja pracodawcy,
Umowa na czas wykonywania określonej pracy. Termin rozwiązania wyznacza tu przyjęty przez strony czas realizacji konkretnego przedsięwzięcia. Umowa ta znajduje częste zastosowanie przy pracach sezonowych. Umowa na czas wykonywanej pracy nie może ponadto zwierać klauzuli dopuszczającej wcześniejsze jej rozwiązanie za wypowiedzeniem. Przed upływem terminu realizacji pracy umowa może zostać rozwiązana wyłącznie za porozumieniem stron bądź z przyczyn leżących po stronie zakładu pracy za 2-tygodniowym wypowiedzeniem.
Powierzenie innej pracy. Oznacza to, że można przenosić pracownika wielokrotnie - zgodnie z potrzebami zatrudnienia - byleby nie przekroczyć łącznego okresu przeniesienia liczącego 3 miesiące. W praktyce istnieje możliwość powierzenia pracownikowi innej pracy przez okres do 6 miesięcy, w sytuacji, gdy przeniesienie ma miejsce od 1 października do 31 marca następnego roku kalendarzowego. Praca, jaką czasowo powierza się pracownikowi, musi odpowiadać jego kwalifikacjom zawodowym, nie może bez jego zgody wiązać się z większą odpowiedzialnością materialną.
TEMAT 2 :
MOTYWACYJNE SYSTEMY WYNAGRODZEŃ
Nawiązując do hierarchii potrzeb, zdefiniowanej przez Maslowa, w środowisku pracy istnieją możliwości zaspokojenia potrzeb na wszystkich 5 poziomach. Nowo przyjęty pracownik ceni płacę i warunki pracy, bo pozwalają mu się utrzymać przy życiu ( potrzeby fizjologiczne ). Wkrótce potraktuje je jako oczywiste i bardziej będzie cenił bezpieczeństwo, jakie dają zatrudnienie i świadczenia zapewniane przez organizację ( potrzeby bezpieczeństwa ). Gdy uznaje swoją sytuację za stabilną, stara się poprawić jakość życia przez nawiązywanie bliższych kontaktów z współpracownikami, okazując przyjaźń i oczekując od innych tego samego ( potrzeby społeczne ). Poczucie bezpieczeństwa zatrudnienia oraz kontakty towarzyskie generują potrzeby uznania i ambicje bycia postrzeganym jako człowiek sukcesu, będący na najlepszej drodze do osiągnięcia rzeczy wielkich ( potrzeby uznania ). Ostatecznie, choć rzadko, przywiązywanie wagi do uznania ze strony innych maleje, a wysiłek jednostki kieruje się na osobiste dokonania i spełnienie ( potrzeby samorealizacji ).
Sposobem zaspokajania powyższych potrzeb w środowisku pracy jest płacenie wynagrodzenia, do którego zaliczamy nie tylko płacę zasadniczą, ale także różnego rodzaju świadczenia pozapieniężne. Ustalając płace, pracodawca powinien kształtować je tak, aby motywować pracowników, czyli oferując pakiet zaspokajający z upływem czasu kolejne poziomy potrzeb.
Wynagradzanie jest jedną z podstawowych funkcji motywacyjnego zarządzania zasobami ludzkimi, tj. spełnianej w każdym przedsiębiorstwie i pozostałych instytucjach , niezależnie od ich rozmiarów i rodzaju prowadzonej działalności.
Istotę wynagrodzenia oddają najpełniej podstawowe funkcje, które ono pełni.
Funkcja dochodowa
Wyraża się ona w tym, iż wynagrodzenie stanowi dla większości ludzi podstawowy lub wręcz jedyny rodzaj uzyskiwanych dochodów, które decydują o możliwościach nabywania pożądanych dóbr, służących do zaspokajania potrzeb. Naturalnym więc interesem pracobiorców jest dążenie do jego maksymalizacji.
Funkcja motywacyjna
Wynagrodzenie , stanowiąc rekompensatę i nagrodę zarazem za wykonywaną pracę, pełni funkcję motywacyjną, będąc instrumentem kształtowania pożądanych postaw i zachowań pracowników zgodnie z oczekiwaniami zatrudniającej ich organizacji. Siła motywująca wynagrodzenia do angażowania się w sprawy firmy i efektywnego wykonywania pracy zależy od poziomu wynagrodzenia, jego struktury wewnętrznej.
Funkcja kosztowa
Wynagrodzenie, będące dla pracowników dochodem, stanowi dla firmy składnik kosztów, wpływając tym samym na jej konkurencyjność na rynku. Naturalnym dążeniem pracodawcy jest minimalizacja kosztów pracy ( do których wynagrodzenie się zalicza ), szczególnie wtedy, gdy konkurenci osiągają tu przewagę..
Składniki wynagrodzenia całkowitego
Płaca zasadnicza - stałe wynagrodzenie, wypłacane za powierzoną pracownikowi pracę. Często nie ma związku z efektywnością, zazwyczaj jednak podwyższana okresowo na podstawie kompetencji, osiągnięć lub ruchów płac na rynku.
Premie - wypłaty okresowe, powiązane z efektywnością indywidualną, grupową lub firmy.
Dodatki - wypłacane w odniesieniu do specyficznych cech pracy lub osobistej sytuacji, np. za pracę zmianową, warunki pracy, wiek / staż, pracę z dala od domu
Świadczenia pozapieniężne - emerytury, ubezpieczenia na życie, możliwość korzystania z samochodów służbowych, opcje na zakup akcji firmy, ubezpieczenie medyczne, subsydiowane posiłki, mieszkania służbowe, ubranie służbowe, pożyczki.
Warunki pracy - można je uznać za pewną formę wynagrodzenia, gdy firma zapewnia pracownikom dobrze wyposażone, wygodne biura, świetlice, sale rekreacyjne.
Płatne urlopy.
Programy szkolenia i doskonalenia - dzięki nim pracownik nabywa umiejętności pozwalające osiągnąć lepsze rezultaty ( a przez to wyższą płacę ) oraz większe możliwości awansu.
Specjalne nagrody - pracownicy są wynagradzani za zgłaszanie propozycji ulepszeń, innej organizacji pracy itd., oraz za konkursy, dotyczące wielkości sprzedaży, wydajności itp.
System płac zasadniczych oparty na wartościowaniu pracy zakłada, że wielkość stanowiska musi być uwzględniona przy decyzji o płacy wykonującego ją pracownika. Oczywiste, że praca na stanowisku o większej wartości dla przedsiębiorstwa musi być lepiej wynagradzana. Pracownicy, jeśli tylko uznają sensowność kryteriów oraz nie będą mieli wątpliwości co do spójności systemu wartościowania, przyjmą logikę zasad i będą dążyć do podejmowania pracy na stanowiskach wiążących się z większą odpowiedzialnością, większymi umiejętnościami itd. Aby pracownicy zaakceptowali system, można zaproponować, by przynajmniej częściowo, wzięli udział w kształtowaniu systemu wartościowania. Wysokość stawki nie jest określana jako jedna stawka, ale jako przedział, a jej wzrost w jego granicach wiąże się z takimi czynnikami, jak efektywność, staż itp.
Metody wartościowania pracy
Metody sumaryczne - szacuje się trudność poszczególnych prac całościowo, bez rozkładania ich treści na elementy składowe ( np. rangowanie stanowisk, porównywanie parami, tworzenie struktur benchmarkingowych, klasyfikacja stanowisk ).
Metody analityczne - dokonuje się rozkładu badanych prac na części składowe, oceniając następnie ich trudność i przypisując im określoną wartość ( porównywanie kryteriów, metody analityczno- punktowe ).
Jedną z metod analityczno - punktowych jest UMEWAP-87 ( Uniwersalna Metoda Wartościowania Pracy ). Była ona następstwem metody UMEWAP-85, której jednak nie stosowano na tak szeroką skalę. UMEWAP-87 została wprowadzona zarządzeniem ministra pracy, płac i spraw socjalnych. Miała umożliwić wartościowanie stanowisk w różnych działach i branżach gospodarki przy zastosowaniu uniwersalnego zestawu kryteriów. Sama koncepcja wartościowania została wzięta z gospodarki rynkowej, natomiast wypełnienie jej elementami charakterystycznymi dla gospodarki socjalistycznej zaowocowało metodą, która wspierała dalszą centralizację decyzji gospodarczych, uniformizację i zamiast wprowadzać postęp, jedynie go hamowała. Metoda ta przewidywała użycie stałego zestawu kryteriów oraz stałego systemu punktacji. Ustalono 4 kryteria: złożoność pracy, odpowiedzialność, uciążliwość, warunki pracy. Następnie z każdego z kryteriów wyróżniono poziomy odpowiadające stopniom wymagań dla różnych stanowisk. Potem opracowano system punktacji, zgodnie z którym każdemu poziomowi kryterium została przypisana liczba punktów ( pod uwagę wzięto relatywną wartość kryterium dla organizacji oraz różnice między jego sąsiadującymi poziomami ). Kolejnym etapem było określenie dla każdego stanowiska poziomu każdego kryterium. Uzyskano profil stanowiska, na podstawie którego przypisywano punkty zgodnie z przyjętym systemem punktacji. Metoda ta promowała niewłaściwe rozumienie wartości pracy - nie stanowił o niej wkład stanowiska w efekty przedsiębiorstwa, lecz głównie znoszenie uciążliwości. Pracownicy nadal nie mieli motywacji do zdobywania nowych umiejętności, podejmowania większej odpowiedzialności, a przyznawano im jedynie ekwiwalenty za uciążliwość i trudne warunki pracy. Pracodawca czuł się więc zwolniony z obowiązku ich poprawy. W systemie zalazły się kryteria niewłaściwe, np. nagradzanie monotonii, oraz kryteria właściwe, lecz kładące nacisk na nieodpowiednie aspekty pracy np. na odpowiedzialność za ludzi rozumiana jedynie w zakresie ich bezpieczeństwa, odpowiedzialność materialna za zasoby i nie motywujące, ale negatywne w percepcji konsekwencje błędu. UMEWAP-87 związane było z zewnętrzną, centralną ingerencją w zarządzaniu płacami, zwalniając kierownictwo od sensownego gospodarowania środkami i kreatywnego ich wykorzystania do motywacji związanej z osiąganiem lepszej efektywności. Poza tym sztywna struktura nie mogła być odpowiednia dla różnorodności przedsiębiorstw ( branża, sytuacja, cele, charakter stanowisk ). Okazała się inflacjogenna i nie dała możliwości powiązania wzrostu płac z wynikami.
Wkład pracy pracownika. W wielu przypadkach, ustalając wynagrodzenie, ocenia się wiedzę, umiejętności i doświadczenie pracownika. Jest on opłacany na podstawie kompetencji przez niego posiadanych lub wymaganych na danym stanowisku. To podejście może być odpowiednie dla organizacji, która potrzebuje przyciągnąć i zatrzymać dużą liczbę ludzi dysponujących szczególnym rodzajem umiejętności, zwłaszcza jeśli wyniki ich pracy mają charakter jakościowy ( ośrodki badawcze, szpitale, hotele, restauracje ).
W systemie płac opartym na kwalifikacjach pracownika uznaje się, że słuszne jest opłacanie wiedzy i umiejętności przez niego wnoszonych. Zaletą tego systemu wiążą się z motywowaniem pracowników do ciągłego nabywania coraz wyższych umiejętności, dzięki czemu pracownicy będą mogli:
wykonywać pracę bardziej efektywnie;
realizować zadania nie będące częścią ich normalnych obowiązków;
lepiej zrozumieć, a dzięki temu efektywniej wykonywać obowiązki różne, lecz powiązane z normalnymi zadaniami na ich stanowiskach;
pozytywnie reagować, z korzyścią dla wydajności, na zmiany wynikające z postępu technologicznego;
zapewnić maksymalizację zwrotu inwestycji związanych z wprowadzeniem nowej technologii.
Przy stosowaniu systemu opartego na kwalifikacjach mogą się pojawić następujące kłopoty:
płace „dryfują” do góry, w miarę jak pracownicy o dłuższym stażu kompletują portfele umiejętności;
zmiany technologiczne, są źródłem nowych wymagań, jeśli chodzi o nowe umiejętności, których nabycie, zgodnie z systemem, musi być wynagradzane;
pracownicy są wykorzystywani za umiejętności, które nie są wykorzystywane;
nie ma pewności, że wydajność będzie wzrastać wraz z wzrostem kwalifikacji;
koszty administracyjne, związane z aktualizowaniem bloków umiejętności, szkoleniami oraz zdobywaniem certyfikatów, mogą być bardzo wysokie.
System szczebli specjalistycznych jest tworem zbliżonym do metody wartościowania, ale nawiązującym jednocześnie do systemu płac opartego na kwalifikacjach. Stosuje się go w odniesieniu do osób pracujących na takich stanowiskach, jak prawnicy, naukowcy, pielęgniarki, nauczyciele itd., w stosunku do których trudno jest zastosować kryteria normalnie wykorzystywane do zarządzania płacami. Tacy pracownicy mają z reguły, w pewnym momencie swojej kariery, możliwość wyboru, w ramach której struktury widzą swój przyszły rozwój - zarządzania czy specjalistycznej. Taka praktyka nazywana jest równoległymi ścieżkami kariery. Wybór ścieżki specjalistycznej powinien umożliwiać pracownikowi, mimo iż sama praca pozostaje prawie niezmienna, zdobywanie wyższego statusu, wynagrodzenia i satysfakcji, które są udziałem osób pnących się w górę piramidy zarządzania. Wynagrodzenie powinno uwzględniać wiedzę, umiejętności, a także osiągnięcia profesjonalne. System ten jest sposobem przezwyciężania problemu polegającego na niemożliwości objęcia strukturą zarządzania ludzi i stanowisk, które zupełnie do niej nie pasują.
System wynagradzania zmiennego
Wynagrodzenie zmienne to wszelkie elementy wynagrodzenia, których wysokość nie jest stała, lecz zmienia się zgodnie z pewnymi kryteriami i ustalonymi regułami. Oznacza to, że pracownik nie może liczyć na automatyczną wypłatę tej części płacy, a nastąpi ona wtedy, gdy zostaną spełnione pewne warunki. Innymi słowy, zatrudniony akceptuje pewien element ryzyka w swoim pakiecie wynagrodzenia. Zazwyczaj wiąże się ono z szansą otrzymania wyższego wynagrodzenia łącznego, niż wynikałoby to ze stałej płacy zasadniczej. Pracownik jest świadom potencjalnego wpływu swoich działań na zarobki i jest w stanie podjąć pewne ryzyko, aby osiągnąć więcej dla pracodawcy i tym samym dla samego siebie.
Firmy, które decydują się na wprowadzenie systemu wynagradzania zmiennego chcą poprawić motywację pracowników poprzez:
skoncentrowanie pracowników na najważniejszych celach pracy,
uwidocznienie powiązania między stanowiskami a celami firmy,
rozwijanie kompetencji kierownictwa,
promowanie przedsiębiorczość i podejmowanie decyzji,
wpływanie na wizerunek firmy jako trakcyjnego pracodawcy,
zapewnianie uznanie dla najlepszych pracowników,
oraz chcą poprawić swoją kondycję finansową poprzez:
opóźnienie wypłaty części wynagrodzenia do końca roku w celu zoptymalizowania przepływów gotówkowych,
uniknięcie zobowiązania zapłaty, dopóki firma nie wie na pewno, że ma na to środki,
wywołanie wrażenia, że zapewnia hojne wynagrodzenia, a tymczasem chodzi o skoncentrowanie uwagi na obszarach dających największe możliwości,
stałe podnoszenie norm i poziomu wykonania dzięki corocznemu wyznaczaniu zadań.
Przed wprowadzeniem systemu wynagradzania zmiennego należy odpowiedzieć na 4 pytania, które pomogą ustalić czy nasza firma spełnia określone warunki:
Czy w strategii płac firmy jest miejsce na płacę zmienną? Jej wprowadzenie wymaga spójności ze strategią firmy i systemem wynagradzania, stylami zarządzania oraz z dążeniem do utrzymania standardów jakości, a także ochroną zewnętrznego wizerunku przedsiębiorstwa.
Kogo powinien objąć system wynagradzania zmiennego? Zazwyczaj system ten obejmuje stanowiska pracy i ludzi, którzy są w stanie wpłynąć na wyniki organizacji nawet w sposób pośredni.
Jaka powinna być skala wypłat? Potencjalna wypłata musi być na tyle duża, aby była motywacją do włożenia maksymalnego wysiłku. Im bardziej bezpośredni jest mierzalny wpływ stanowiska na zyski firmy, tym wyższe powinno być wynagrodzenie zmienne.
W jaki sposób powinna być ustalana wysokość wypłaty? System wynagradzania zmiennego jest najbardziej efektywny, gdy reguły obliczania wypłaty są zrozumiałe dla wszystkich pracowników nim objętych. Dobrze jest, jeśli wysokość płacy daje się wyrazić nieskomplikowanym wzorem.
Składniki pakietu wynagradzania zmiennego:
premie indywidualne - pracownik otrzymuje dodatkowe wynagrodzenie, jeśli sam, jego grupa pracownicza lub cała firma wykonują wyznaczone zadania,
premie powszechne - wszyscy dostają wypłatę, gdy przedsiębiorstwo zrealizuje postawione zadania,
motywatory dla produkcji - dotyczy robotników i często są związane z wydajnością (akord),
premia zespołowa - wypłata jest uzależniona od wyników zespołu, w którym pracuje zatrudniony,
premia przyznawana z tytułu podziału oszczędności / korzyści - firma i pracownicy dzielą się korzyściami wynikłymi z podwyższonej wydajności,
premie długoterminowe - wypłacane stanowiskom menedżerskim wyższego szczebla w długim okresie (kilku lat), jeśli zostaną osiągnięte strategiczne cele przedsiębiorstwa,
opcje (na zakup akcji firmy) - zazwyczaj dawane pracownikom na najwyższych stanowiskach, czasem też są wręczane wszystkim zatrudnionym, aby wzmóc ich identyfikację z organizacją,
motywatory dla sprzedawców - zachęcające do zwiększenia wydajności,
nagrody - przewidziane dla pracowników szczególnie przyczyniających się do osiągnięcia celów przedsiębiorstwa.
Motywatory dla produkcji jest to system wynagradzania zmiennego zaprojektowany specjalnie dla robotników istniejący od bardzo wielu lat w formie płacy akordowej, współcześnie coraz częściej opartej na normach czasowych. Płaca dla robotników może być przyznawana w bardzo wielu odmianach. Jeżeli weźmiemy pod uwagę jednostki miary, w których są wyrażone efekty pracy, wynagrodzenie to można wypłacać na podstawie albo akordu pieniężnego, albo akordu czasowego.
Płaca przyznawana w akordzie pieniężnym.
W tym systemie pracownicy otrzymują część lub całość wynagrodzenia proporcjonalnie do wielkości swojej produkcji. Najbardziej typowe systemy akordowe występują w fabrykach, gdzie robotnicy wykonują niewielką liczbę rutynowych operacji oraz gdzie nie występują problemy z jakością, a wielkość produkcji jest mierzona po prostu liczbą wyprodukowanych elementów. W takiej sytuacji pracownicy mogą nie otrzymywać wcale lub dostawać bardzo niewysoką płacę zasadniczą. Natomiast będą im wypłacane tygodniowo lub miesięcznie wypłaty będące rezultatem:
pomnożenia wielkości produkcji (liczba wyprodukowanych jednostek) przez stałą sumę pieniędzy lub
zastosowania formuły, która daje wyższe stawki za przekroczenie pewnych poziomów wielkości produkcji.
Często stosuje się ograniczenie co do maksymalnej sumy, jaką mogą zarobić robotnicy pracujący w systemie akordowym. Ma to na celu niedopuszczenie do problemów związanych z jakością i bezpieczeństwem pracy (mogą wystąpić, gdy pracownicy usiłują za wszelką cenę osiągnąć nierealistycznie wysoką wielkość produkcji).
Zalety:
możliwość kontrolowania kosztów stałych,
ograniczenia wydatków na płace do poziomu ściśle związanego z wydajnością,
przewidywanie z dużą dokładnością kosztów produkcji.
Wady:
mniejsza kontrola menedżerów nad wielkością produkcji, która staje się niemal całkowicie zależna od motywacji pracowników,
konieczna jest ścisła kontrola jakości,
niezbędne są częste renegocjacje stawek akordowych - w celu utrzymania motywacji i wzrostu wydajności - w miarę jak zatrudnieni dochodzą do równowagi między wysiłkiem a wynagrodzeniem,
pracownicy protestują przeciw temu, że zarobki mogą się wahać na skutek zapotrzebowania na ich pracę, związanej z liczbą zamówień odbiorców,
coraz bardziej zaawansowana technika sprawia, że wydajność jest uzależniona raczej od sprawności zautomatyzowanych procesów, trochę od czujności pracowników, ale coraz mniej od ich wysiłku.
Płaca przyznawana w akordzie czasowym jest oparta na normach czasowych. Polega na oszacowaniu dla każdej z kilku lub kilkunastu czynności wykonywanych przez pracownika czasu ich wykonania, a następnie uzależnia się wypłaty od rzeczywistego czasu pracy nad tymi operacjami.
Wady:
stawka za wykonanie operacji nie jest stała, lecz zależy od tempa, w jakim pracownik ją wykonuje, czego rezultatem jest niemożność ustalenia i kontrolowania kosztów produkcji tak jak w akordzie pieniężnym,
ponieważ jakość może być gorsza w przypadku operacji wykonywanych szybciej, możliwe, że będą również wyższe ich koszty,
zdarza się, że normy czasowe ustalane są przez teoretyczne szacunki, dokonywane przez działy planowania lub analizy pracy i niewiele mają wspólnego z rzeczywistością,
pracownicy mogą uznać, że nie wszystkie należne przerwy zostały wzięte pod uwagę i mieć wrażenie, iż ich oszukano, ustalając normy czasowe na poziomie trudnym do osiągnięcia,
różnorodność zadań i warunków sprawia, że uzgodnienie norm czasowych wymaga długich negocjacji.
Obydwie odmiany płacy w systemie akordowym powszechnie były wykorzystywane w polskim przemyśle, ale miały wiele wspomnianych wad. W większości przypadków stały się metodami wyliczania wypłaty, która jest w zasadzie stała. Ujemnie wpływają na jakość. Efektywniejszymi motywatorami dla robotników są premie zespołowe oraz premie z tytułu podziału korzyści.
Premie zespołowe
Wiele zmian jakie miały miejsce w ostatnich latach w zarządzaniu przedsiębiorstwem, np. skrócenie łańcuchów decyzyjnych, redukcja szczebli zarządzania, doprowadziło do tego, że firmy kładą nacisk na pracę zespołową. Tworząc zespoły formalne lub grupy nieformalne, w których efektywna komunikacja ma bezpośredni wpływ na wzrost efektywności, pracownicy są zachęcani do wspólnego działania oraz do zastąpienia celów osobistych wspólnymi celami większej grupy. Powoduje to korzyści, tj. wzrost wydajności i poprawę jakości, wynikające ze wzajemnej presji członków grupy. Firmy wprowadziły więc płacę zespołową, a jej charakter zależy od rodzaju i działania zespołów.
Zespoły zintegrowane są odpowiednie dla ściśle zdefiniowanych zespołów produkcyjnych, których członkowie są w stanie łatwo określić, kto najbardziej przyczynił się do realizacji zadań oraz wywrzeć presję na gorszych kolegów, skłaniając ich do lepszej pracy. Celem tego systemu jest zazwyczaj wzrost wydajności, ograniczenie odpadów oraz poprawienie jakości produktu. Za kryterium podziału wynagrodzenia pomiędzy członków zespołu często jest uważana wartość wkładu każdego z nich co do ich umiejętności, jakości współpracy, rozwiązywania problemów. Zazwyczaj maksymalna wysokość premii zespołowej wynosi około 15% sumy płacy zasadniczej członków zespołu.
Stosowanie takich premii wymaga:
postawienia zespołowi konkretnych zadań,
sprecyzowania łącznego wynagrodzenia dla zespołu, gdy zadania te zostaną zrealizowane,
uzgodnienia, w jaki sposób łączne wynagrodzenie zostanie podzielone wśród członków zespołu (być może w sposób nieformalny przez nich samych),
ciągłego mierzenia stopnia realizacji zadań i informowania o nim zespołu,
wypłaty premii tak szybko, jak to tylko jest możliwe po zrealizowaniu zadań.
TEMAT 3:
Zarządzanie zapasami
W większości organizacji koszt materiału stanowi istotną część ostatecznej ceny sprzedaży wyrobu. Gdy przedział czasu pomiędzy odbiorem zakupionego materiału, a jego przekształceniem w zysk dzięki sprzedaży wyrobu finalnego jest krótki wtedy wydaje się, że koszty utrzymania zapasów są nieistotne. Jednak materiał może być magazynowany w różnorodnej postaci: jako surowiec, ale też częściowo lub całkowicie przetworzony, co powoduje, że związany z tym koszty mogą być wysokie. Istnieje wiele sposobów obliczania tych kosztów. Wydaje się, że najrozsądniej jest traktować zapas jako inwestycje, która ma się zwrócić. Ponieważ zwrot nie nastąpi gdyż inwestycja ta, właśnie w materiały, jest jak oszczędności przetrzymywane w pończosze, koszty utrzymania materiałów mogą być traktowane jak „straty” spowodowane niemożliwością otrzymania oczekiwanego zwrotu zainwestowanego kapitału. Jeśli więc w strategii przedsiębiorstwa zakłada się, że jakakolwiek inwestycja ma przynieść zwrot w wysokości 20% jej wartości co rok, to można powiedzieć, że i koszt utrzymania zapasów może kosztować 20% średniorocznej ich wartości. Koszt utrzymania zapasów wartości miliona złotych przez jeden rok będzie wynosić co najmniej 200 000 złotych, jeśli wyznaczy się go według wyżej wymienionej zasady. Jeśli trzeba było pożyczyć pieniądze na zakup tych zapasów, to do kosztów zapasów należy dodać odpowiednie koszty finansowe.
Jakkolwiek duży procent wartości zapasów stanowiłby koszt ich utrzymania, będzie on nieistotny, jeśli wartość zapasów jest niewielka. Niestety, tak się zazwyczaj nie zdarza. Można to potwierdzić studiując rządowe statystyki danych z bilansów przedsiębiorstw
Mówiąc o zapasach należy przyjrzeć się działowi najbardziej istotnemu dla omawianego tematu i zwrócić uwagę na:
Zadania działu gospodarki materiałowej:
Od działu tego wymaga się przede wszystkim zapewnienia odpowiednich dostaw właściwych materiałów po najniższym koszcie całkowitym. Ma on za zadanie:
Określanie zapotrzebowania materiałowego wynikającego z prognoz marketingowych oraz utrzymywanie kontaktów z działem zaopatrzenia w celu pozyskiwania odpowiednich dostaw.
Wydawanie materiałów na postawie otrzymanych poleceń
Identyfikowanie nadmiernych zapasów i podejmowanie działań zmierzających do ich obniżki.
Przyjmowanie i bezpieczne magazynowanie materiałów i utrzymywanie ich w dobrym stanie w celu ich dalszego wykorzystania.
Aby mieć pełen obraz tego czym chcemy sterować/zarządzać, musimy podzielić nasze zapasy na:
Rodzaje materiałów z jakimi będziemy mieli do czynienia. Są to:
Surowce i elementy z zakupu - są przetwarzane w celu otrzymania gotowych elementów (na tym etapie powstaje wartość dodatkowa).
Roboty w toku - materiały częściowo przetworzone, ale nie znajdujące się jeszcze w postaci wymaganej przez klienta.
Wyroby gotowe.
Materiały pomocnicze - wykorzystywane w czynnościach obsługowych (płyny czyszczące, żarówki, taśmy drukarek).
Warto również wspomnieć o samym cyklu zaopatrzenia. Można go scharakteryzować jako
Cykl zamawiania
Cykl dostawy i
Cykl odbioru.
W skład cyklu zaopatrzenia wchodzi czas potrzebny na złożenie zamówienia i na przyjęcie dóbr do odpowiednich magazynów, czym różni się od cyklu dostaw.
Najważniejszymi składnikami tego cyklu jest „zamawianie” i „odbiór”. Dość często zdarzają się sytuację kiedy szef produkcji 3 tygodnie po złożeniu zamówienia dowiaduje się że nie zostało jeszcze wysłane do dostawcy, zaopatrzeniowiec w tym samym czasie zniecierpliwiony „wiesza psy” na dostawcy, a w rzeczywistości przesyłka doszła już 2 tygodnie temu ale nikt z kontroli sekcji materiałowych jej nie odebrał.
Na tym etapie koszty związane z irytacją personelu jak i wyższym niż to konieczne poziomem zapasów utrzymywanych tylko przez wzgląd na możliwość wystąpienia takich zjawisk mogą być znaczne, dlatego te właśnie składniki cyklu leżą w obszarze oddziaływania organizacji, a staranne kierowanie nimi może obniżyć koszty i podnieść jakość działania.
Metody sterowania przepływem materiałów:
Sytuacja zapotrzebowania niezależnego
Czymś co powoduje podjęcie decyzji o przyszłych zakupach, jest kształtowanie się poziomu zapasów. Ponieważ decyzja ta nie zależy bezpośrednio od zamówień złożonych na wyroby gotowe, dlatego określa się całą tę sytuację mianem systemu zapotrzebowania niezależnego. Spośród wielu systemów postaram się scharakteryzować dwa - o bardziej powszechnym zastosowaniu:
System stałej wielkości zamówienia - W tym systemie ustala się tzw. zapas zamówieniowy poniżej którego wartość zapasów nie może spaść. Dopiero wtedy składa się zamówienie (które normalnie ma wielkość stałą). Poziom zapasu zamówieniowego wyznacza się na podstawie analizy zapotrzebowania i cyklu zaopatrzenia w taki sposób, aby dostawa na złożone zamówienie nadeszła dokładnie w momencie w którym zapas osiągnie poziom minimalny
System stałego okresu dostaw - W tym systemie ponawianie zamówień odbywa się cyklicznie, tj. szacuje się tempo zużycia, a następnie składa zamówienie w stałych odstępach czasu. Zamawiane ilości mogą być stałe albo, co zdarza się częściej, wyznaczane w taki sposób, aby uzupełnić poziom zapasu do wcześniej określonego zapasu maksymalnego.
Zaletą tych systemów jest możliwość transformacji problemów zarządzania materiałami w dające się oprogramować struktury danych, które z kolei mogą być przetwarzane przez komputer. Da się je zastosować do 50% pozycji materiałowych, stanowiących zaledwie 5% wartości rocznego zużycia materiałów, pozwalając przez to skoncentrować uwagę na 20% pozycji, odpowiadających 80% wartości rocznego zużycia.
Sytuacja zapotrzebowania zależnego: Planowanie potrzeb materiałowych (MRP)
Metody opisane powyżej działają w sposób prosty i zadowalający gdy zamówienia na wyroby gotowe przyjmowane są w stałym lub najwyżej powolnie zmieniającym się tempie. Jeżeli natomiast popyt na wyroby gotowe jest skokowy to może doprowadzić do utrzymywania zapasów „robót w toku” lub „surowców” przez nadmiernie długie okresy. W takich warunkach niezbędne jest użycie pewnej formy sterowania zaopatrzeniem i wytwarzaniem, która opierałaby się na analizie zamówień na wyroby gotowe. Jedna z takich form znana jest pod nazwą planowania potrzeb materiałowych (MRP). Polega ona na wyznaczaniu zapotrzebowania na surowce i roboty w toku na podstawie obliczeń przedstawionych za pomocą wzoru:
ZN = ZB - ZA - DO + ZZ,
Gdzie:
ZB - Zapotrzebowanie brutto
ZN - Zapotrzebowanie netto
ZA - Aktualny stan zapasów
DO - Dostawy w drodze
ZZ - Zapas Zabezpieczający
ZP - Zlecenia planowane
Na koniec należy wspomnieć o:
Dokumentacji gospodarki materiałowej - składa się ona z
Kartoteki głównej (podstawowe dane dla każdej pozycji materiałowej)
Zapotrzebowania materiałowego (pobranie materiałów)
Poleceń zakupu (w celu złożenia i przyjęcia zamówienia)
i innych dokumentów różnego przeznaczenia, np. dowody zwrotu materiałów, przesunięcia materiałów, przyjęcia odpadów, ....
Program obniżki zapasów - to systematyczna procedura, która opiera się na wynikach analizy ABC przeprowadzonej w układzie ilościowo-wartościowym, dotyczącej składowanych zapasów. Ma on na celu identyfikację tych pozycji zapasów, których można się pozbyć.
W zakresie odpowiedzialności sekcji przyjmowania dostaw leży ewidencjonowanie przybycia dostaw, rozpakowanie i kontrola, zwrot wybrakowanych materiałów, informowanie innych wydziałów o faktach przyjęcia dostaw oraz zwrot opakowań.
W zakresie odpowiedzialności magazyniera leży przyjmowanie, magazynowanie i wydawanie materiałów, kompletowanie materiałów zgodnie z dokumentacją zleceń, prowadzenie odpowiedniej ewidencji i przeprowadzanie inwentaryzacji.
W systemie inwentaryzacji ciągłej każdego dnia spisuje się z natury pewną liczbę pozycji magazynowych i porównuje się spis z odpowiednimi pozycjami w ewidencji materiałowej. Ewentualne różnice są przedmiotem badania. W ciągu całego roku wszystkie pozycje sprawdzane są kilkakrotnie.
1 Uwaga - Proszę zapamiętać żebyście w przyszłości nie byli posądzeni o plagiat.
2 na podstawie: dr.J.Bałuk - materiały do ćwiczeń z przedmiotu Organizacja podstawowych procesów produkcyjnych. WIP, IOSP PW.
3Permutacja G0, określająca optymalną kolejność wykonania wyrobów na stanowiskach, powstaje przez umieszczenie na odpowiednich jej miejscach kolejno rozpatrywanych wyrobów. Wyroby umieszcza się na kolejnych wolnych miejscach od początku lub od końca permutacji G0 w zależności od spełnienia warunku opisanego w k-tym kroku. Za pierwsze wolne miejsce w permutacji G0 uważa się takie miejsce i, dla którego nie został jeszcze określony element g(i), natomiast znany jest już element g(i-1). Analogicznie za ostatnie wolne miejsce w permutacji G0 uważa się takie miejsce j, dla którego nie został jeszcze określony element g(j) ale znany jest element g(j+1).
4Patrz poprzedni przypis
5 J.Bałuk - Materiały wykładowe z przedmiotu Organizacja podstawowych procesów produkcyjnych.
6 St.Lis, D.Niziałek, J.K.Wróblewski.; Organizacja podstawowych procesów produkcyjnych i sterowania produkcją, część 1, WPW, Warszawa 1976r.
1
1
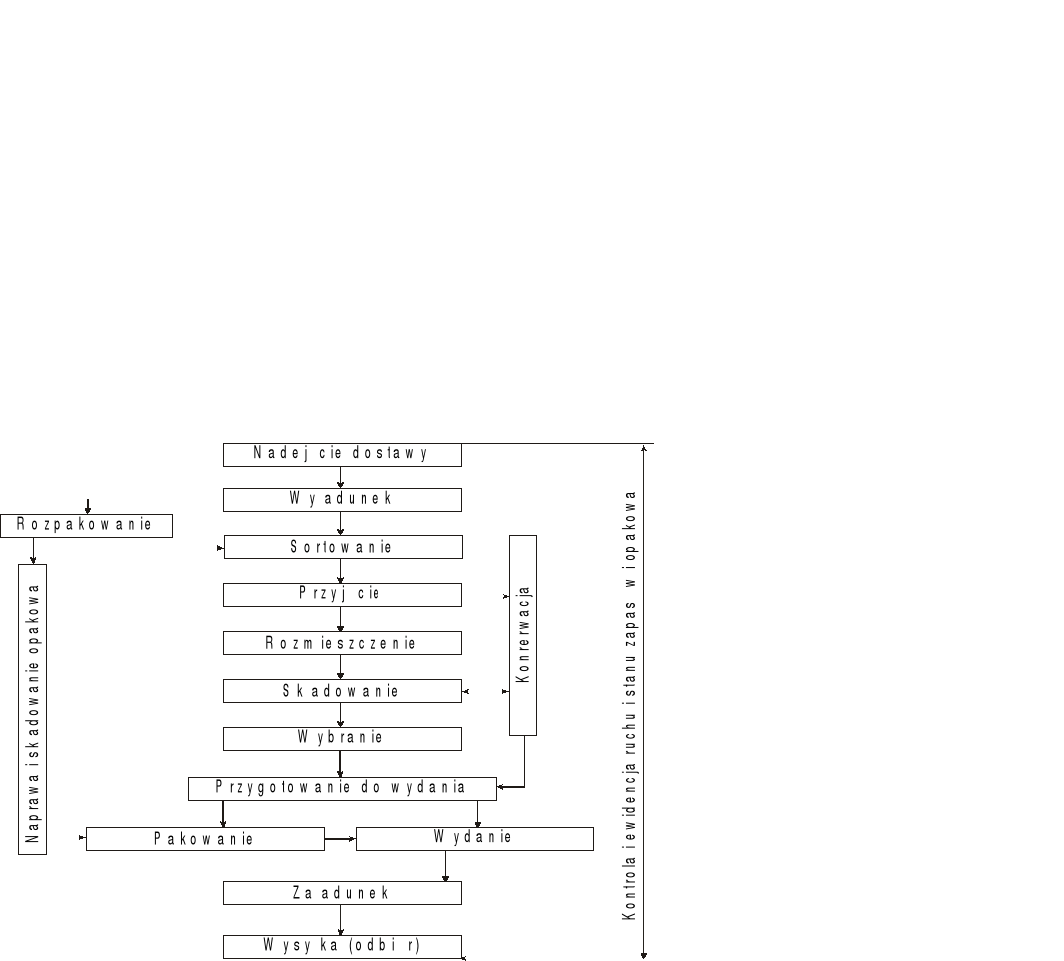
c
f
g
f
c
i
c
g
f
i
b
c
g
f
i
b
a
g
f
c
i
b
a
c
h
f
g
e
i
b
a
g
f
c
h
e
i
b
a
d
g
f
c
h
e
i
b
a
d
g
f
c
h
j
e
i
b
a
![]()
![]()
![]()
![]()
d
j
h
c
f
g
![]()
![]()
![]()
1