|
Katedra Podstaw Inżynierii Produkcji
Wydział Mechaniczny Politechnika Lubelska
|

Technologia montażu
Laboratorium
Ćwiczenie nr 6
Montaż przekładni zębatych
Lublin 2010
Wprowadzenie
Technologia połączeń przekładni zębatych
Połączenia zębate, zwane też przekładniami zębatymi, są jednym z rodzajów połączeń konstrukcyjnych czynnych, których elementy są powiązane za pomocą wstępnie ukształtowanych przyłączy i łączników, a które stanowią część pośredniczącą zespołu napędowego mającą postać mechanizmu o członach sztywnych. Mechanizmem o którym mowa w powyższej definicji jest przekładnia mechaniczna, której zadaniem, oprócz przenoszenia energii jest zazwyczaj zmiana prędkości, a czasem zmiana kierunku i charakteru ruchu, co naturalnie powiązane jest ze zmianą sił i momentów [2].
Przy montażu przekładni zębatych należy dbać o to, aby wzajemne położenie współpracujących kół było prawidłowe, a więc:
był zapewniony właściwy luz międzyzębny,
ślad dolegania był dostatecznie duży oraz właściwie rozmieszczony.
Właściwy luz międzyzębny zapewnia swobodne zazębienie się kół nawet wówczas, gdy temperatura przekładni wzrośnie (w granicach dopuszczalnych), co powoduje zwiększenie się wymiarów kół i zmniejszenie się luzu [4]. Luz w zazębieniu jest konieczny do kompensacji możliwych odchyłek wymiarowych zębów, odchyłek położenia osi kół zębatych oraz zmian wymiarów i kształtów zębów powstałych wskutek nagrzania się przekładni w czasie pracy. Jednocześnie luz jest przyczyną powstawania uderzeń przyspieszających zużycie zębów, jak również tzw. martwego ruchu, kiedy to obrót koła napędzającego nie powoduje obrotu koła napędzanego. Z tych względów liczbowe wartości luzów są ustalone w odpowiednich normach lub warunkach technicznych. Wielkość i położenie śladów dolegania wpływa na trwałość przekładni i na sposób smarowania.
Montaż przekładni zębatych, w ogólnym ujęciu, jest przeprowadzany w trzech następujących etapach:
osadzanie kół zębatych na wałach,
osadzanie wałków z kołami zębatymi w kadłubie,
sprawdzenie zazębienia.
W zależności od wzajemnego położenia osi kół rozróżnia się połączenia zębate: równoległe, kątowe i wichrowate, a ze względu na charakter zazębienia: czołowe i śrubowe. [6].
1.2 Montaż walcowych przekładni zębatych
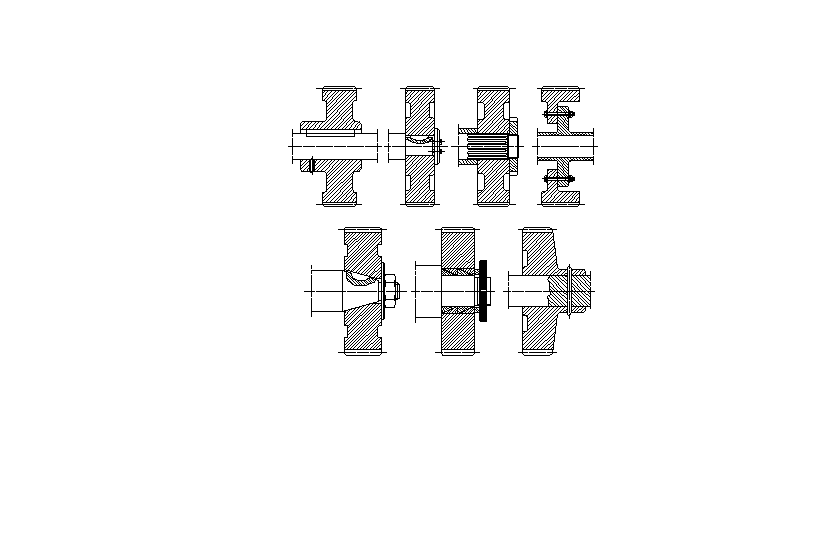
Zasadnicze sposoby osadzania kół zębatych na wałach przedstawiono na rys.1.Najczęściej stosowane są pierwsze cztery sposoby, przy czym pierwszy sposób - stosowany jest w produkcji jednostkowej i małoseryjnej, a drugi i trzeci w produkcji wieloseryjnej i masowej [4].
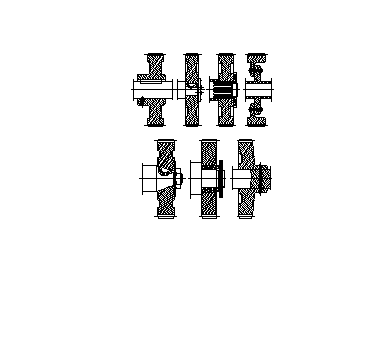
Osadzanie kół zębatych na wałach może być realizowane z niewielkim luzem lub wciskiem (H7/j6 lub H7/k6) - w przekładniach mało i średnioobciążonych, oraz z wciskiem (H7/m6 lub H7/k6) - przy obciążeniach średnich i dużych. Istnieje również możliwość wklejania kół na czopy wałów, wówczas należy pozostawić luz wg zaleceń producenta kleju (na ogół ponad 0,1 mm). Przed nasadzeniem koła na wałek należy zbadać kształt otworu koła oraz tej części wału, na której ma być osadzone koło.
Rys. 1. Różne sposoby osadzania kół zębatych na wałach
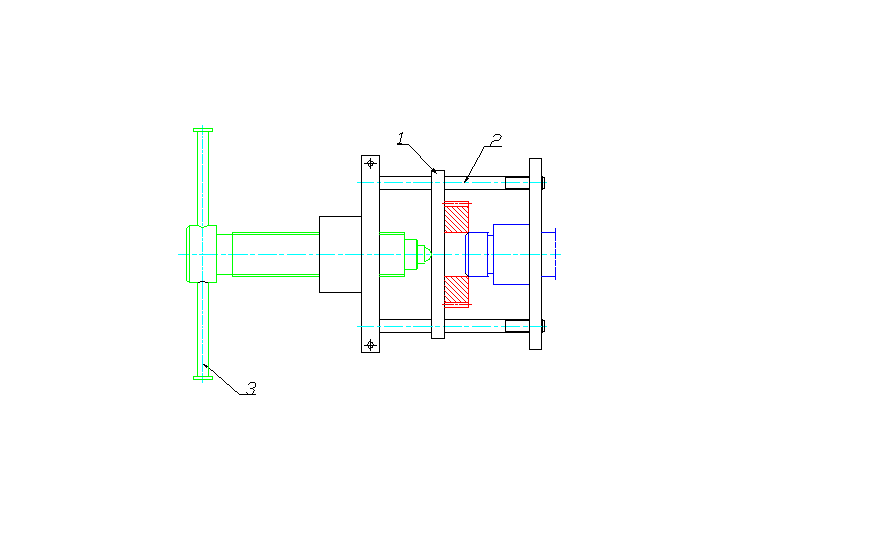
Ręcznie można osadzać koła o małych wymiarach i nie obrabiane cieplnie za pomocą tulei i młotka. Koła o większych wymiarach i hartowane osadza się tylko na prasie lub przy użyciu specjalnych przyrządów, co zapewnia zachowanie ścisłej współosiowości otworu koła i wału. Przykład takiego przyrządu przedstawiono na rys. 2 [6].
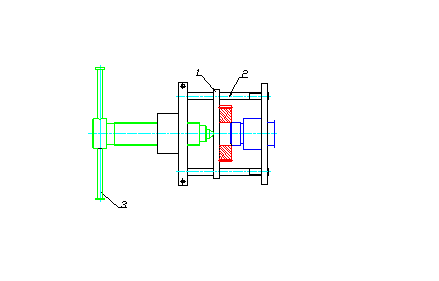
Rys. 2. Przykład przyrządu do osadzania koła zębatego na wale
Koło zębate ustawia się na płycie oporowej 1, która przesuwa się po dwóch sworzniach prowadzących 2. Obracając pokrętłem 3 powodujemy przesuw płyty z kołem zębatym, które w ten sposób jest bardzo dokładnie osiowane na wałku.
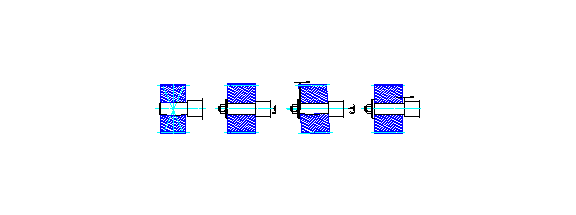
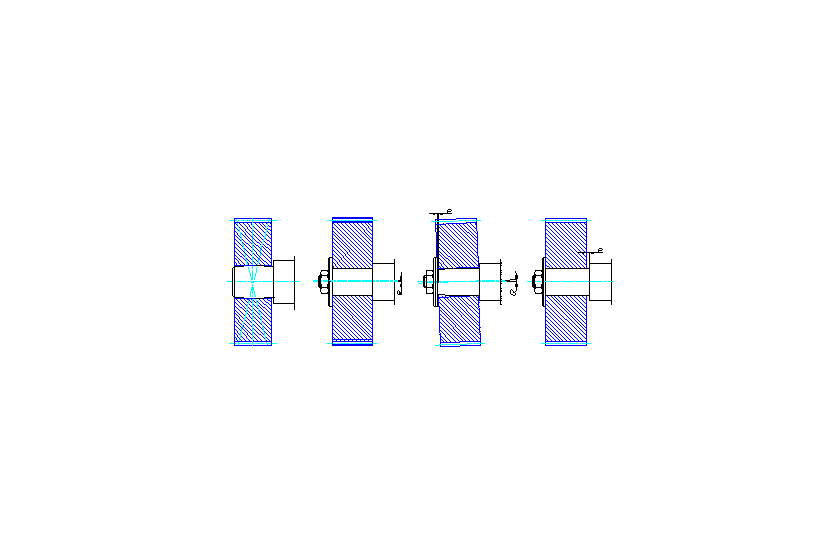
Najczęściej popełniane błędy przy osadzaniu kół przedstawiono na rys. 3. Są to wahania koła na czopie wału (rys. 3a), bicie promieniowe (rys. 3b), bicie powierzchni czołowych (rys. 3c) oraz niedostateczne przyleganie kołnierza czopa (rys.3d.). Błędy te, powstające w wyniku niewłaściwego wykonania elementów łączonych lub montażu, wpływają na pracę przekładni zębatej. Z tych względów po osadzeniu koła na wałek zespół taki powinien być sprawdzony [6].
Rys. 3. Typowe błędy występujące przy osadzaniu kół na wałkach
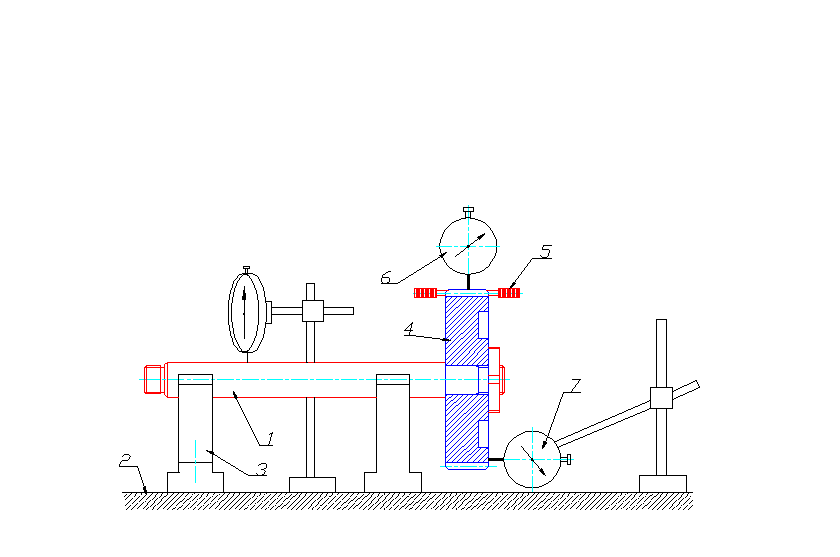
Przykład kontroli prawidłowości osadzenia koła na wałku przedstawiono na rys. 4. Wałek 1, z osadzonym kołem 4, ustawiony jest na pryzmach 3, które z kolei są ustawione na płycie 2. Przesuwając czujnik wzdłuż wałka sprawdzamy, czy jego oś jest równoległa do płaszczyzny. Po ustawieniu do kolejnych wrębów międzyzębnych trzpienia kontrolnego 5, określamy bicie promieniowe jako różnicę między odczytami wskazań czujnika 6. Za pomocą czujnika 7 można określić bicie czołowe, któro nie powinno przekraczać 0,1÷0,15 mm.
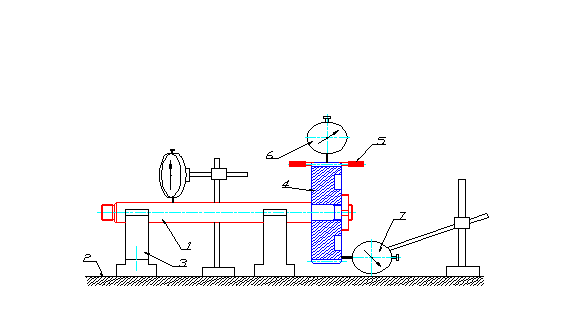
Rys. 4. Schemat kontroli prawidłowości osadzenia koła zębatego na wałku
Opisany sposób sprawdzania osadzania kół jest prosty, jednak jest pracochłonny, a przez to małowydajny. Z tych względów w produkcji wielkoseryjnej są stosowane specjalne maszyny do sprawdzania kół zębatych.
Jakość drugiego etapu montażu, polegającego na osadzeniu zespołu wałek-koło w kadłubie, zależy od dokładności:
położenia osi wałków w jednej płaszczyźnie;
równoległości osi;
odstępu między osiami wałków zapewniającego właściwy luz międzyzębny, czyli spełnienia warunku
![]()
(1)
gdzie: R1 i R2 - promienie kół podziałowych, z1 i z2 - liczby zębów kół, m - moduł, δ - luz międzyzębny.
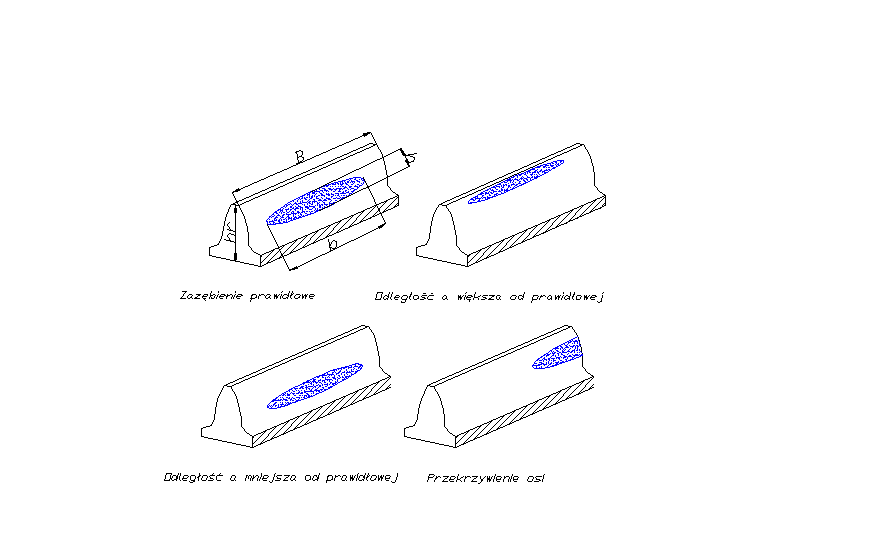
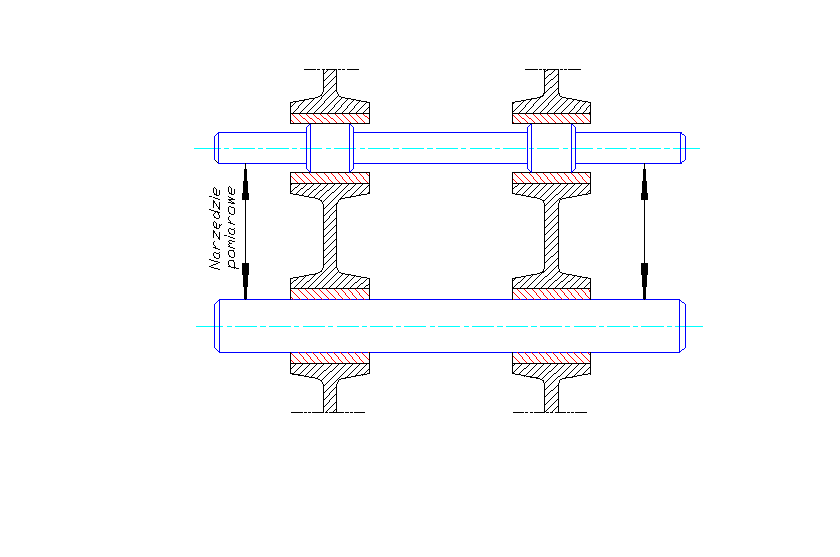
Tolerancje odległości między osiami określa się zgodnie z obowiązującymi normami w zależności od rodzaju połączenia (PN- /M88521), co oczywiście zapewnia uzyskanie odpowiedniego luzu międzyzębnego. Należy przy tym pamiętać o tym, że zwiększenie tej odległości (w granicach tolerancji) powoduje wzrost luzów międzyzębnych, a w konsekwencji dodatkowe obciążenia (zwłaszcza w przekładniach szybkobieżnych) i przyspieszenie zużycia zębów. Przy zmniejszeniu odległości osi luz międzyzębny maleje, co może prowadzić do zatarcia i zakleszczenia się kół. Z tych względów drugi etap montażu przekładni zębatych rozpoczyna się od kontroli odległości i równoległości osi otworów w kadłubie. Do tego celu stosuje się, oprócz specjalnych sprawdzianów, trzpienie kontrolne zwykłe lub z zakończeniem talerzowym oraz średnicówki. Schematy kontroli odległości, równoległości oraz wichrowatości osi wraz z użytymi do tej kontroli narzędziami pomiarowymi przedstawiono na rys. 5. i rys. 6. Za pomocą tych sposobów kontroli można uzyskać wystarczającą dokładność pomiaru, pomimo że luzy występujące między trzpieniami a łożyskami mogą wpływać ujemnie na tę dokładność. W przypadku konieczności zwiększenia dokładności pomiaru stosuje się trzpienie rozprężne lub bardziej złożone przyrządy kontrolne.
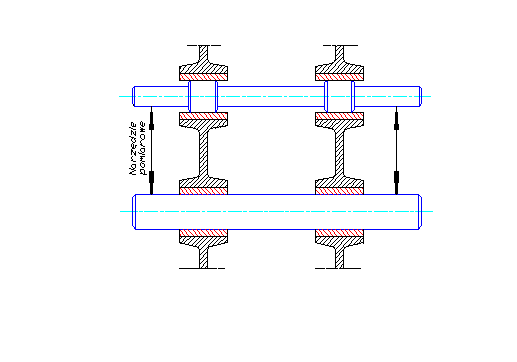
Rys. 5. Schemat kontroli odległości i równoległości osi otworów w kadłubie za pomocą trzpieni kontrolnych i średnicówki
Trzeci etap montażu walcowych przekładni zębatych polega na sprawdzeniu zazębienia. Jakość wykonania przekładni zębatej określa się właściwym przyleganiem zębów, płynnością pracy i cichobieżnością, na co składa się dokładność wykonania uzębień kół oraz dokładność montażu. Teoretycznie należałoby przyjąć, że jeżeli koła zębate i czopy, na których te koła są osadzone, jak również otwory w kadłubie zostały wykonane w granicach tolerancji, to w wyniku montażu zazębienie kół powinno być prawidłowe. W praktyce jednak bardzo często zdarza się, że w wyniku niekorzystnego sumowania się rzeczywistych odchyłek lub wskutek popełnienia pewnych błędów w montażu zazębienie jest nieprawidłowe. W takich przypadkach wyniki kontroli przeprowadzonej w trzecim etapie montażu przekładni zębatej powinny, oprócz stwierdzenia nieprawidłowości zazębienia, wskazać przyczyny tej nieprawidłowości.
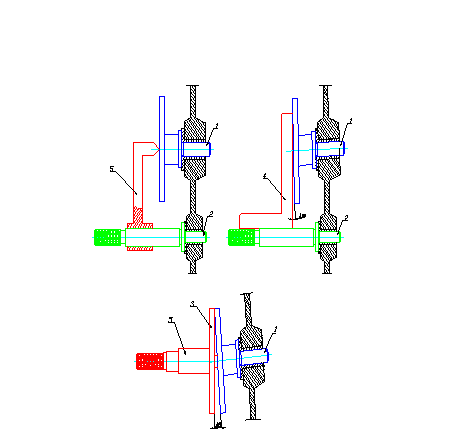
Rys. 6. Schematy kontroli nierównoległości oraz wichrowatości osi. 1-trzpień kontrolny z końcówką talerzową, 2-trzpień kontrolny zwykły, 3-linijka wzorcarska, 4-kątownik ze stopką w postaci pryzmy, 5-tulejka z linijką wzorcarską
W wyniku przeprowadzonej kontroli powinna zaistnieć możliwość usunięcia błędów montażu lub wymiany elementów zespołu błędnie wykonanych bądź z odchyłkami granicznymi. Za kryteria oceny prawidłowości pracy walcowej przekładni zębatej przyjmuje się:
wielkość i położenie śladów zazębienia;
wartość i równomierność luzu międzyzębnego;
poziom hałasu (przy próbie bez obciążenia i z obciążeniem) [6].
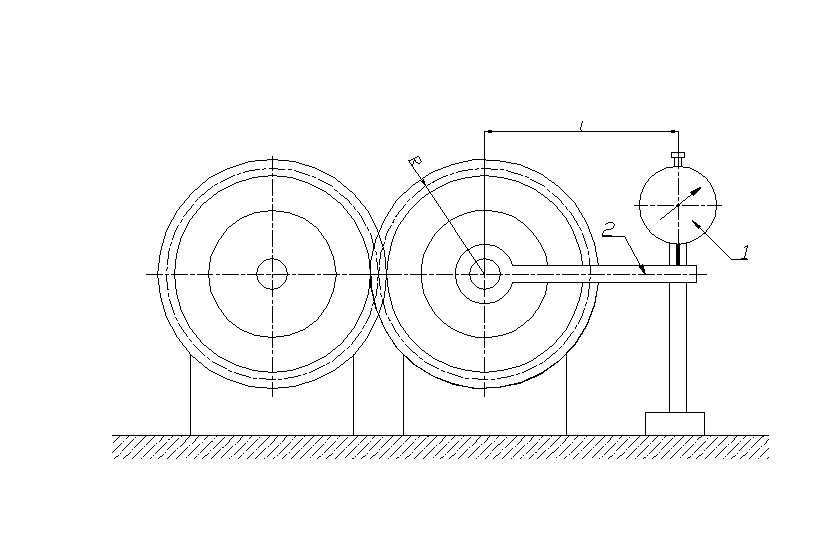
Wielkość i położenie śladów zazębienia uzyskuje się metodą odwzorowania na papierze poprzez umieszczenie pomiędzy dwiema kartkami papieru kalki i umieszczenie ich pomiędzy zębami obracających się kół. Wymiary śladów styku, które powstaną na bokach zębów koła współpracującego, powinny znajdować się w określonym stosunku do wysokości i szerokości zęba, przy czym wartość tego stosunku powinna być tym większa, im dokładniejsza jest przekładnia (rys. 7):
![]()
÷90% (2)
oraz
![]()
30÷70% (3)
gdzie: b i B - odpowiednio szerokość śladu zęba, h i hr - wysokość śladu i zęba (rys. 6).
Położenie śladów zazębienia daje pogląd o wartości luzu międzyzębnego, a przez to o prawidłowości zazębienia (rys. 7).
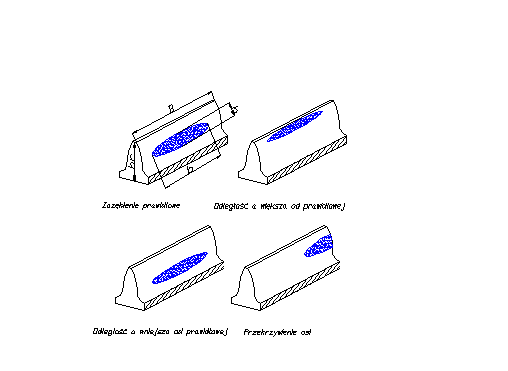
Rys. 7. Określenie prawidłowości i nieprawidłowości zazębiania się kół za pomocą śladów styku
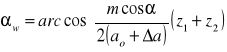
Wartość luzu międzyzębnego, który można określić przy użyciu przyrządu przedstawionego na rys. 8, umożliwi znalezienie przyczyn nieprawidłowości zazębienia. Jeżeli luz międzyzębny jest za duży na całym obwodzie, wówczas może to wynikać z tego, że:
wszystkie zęby jednego koła są za cienkie;
wszystkie zęby obu kół są za cienkie;
odległość między osiami jest większa od wymaganej; [6]
Jeżeli luz międzyzębny jest za mały na całym obwodzie, świadczy to o tym, że zęby jednego lub obu kół są zbyt grube, bądź też, że odległość między osiami jest za mała.
Przy montażu dużych kół zębatych o dużym module, luz międzyzębny kontroluje się przez zginanie między zębami kół ołowianych drutów zakładanych wzdłuż długości zębów. Średnice drutów powinna być równa 1,4÷1,5 wartości luzu międzyzębnego. Grubość zgniecionych po obu stronach zęba drutów jest luzem międzyzębnym.
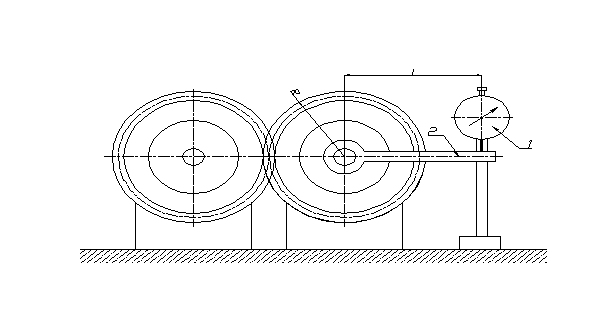
Rys. 8. Schemat pomiaru luzu międzyzębnego; 1-czujnik, 2-zabierak osadzony na wałku, R-promień koła podziałowego, l-długość ramienia zabieraka
Po zmontowaniu i nasmarowaniu przekładni poddaje się ją próbie pracy pod obciążeniem i przy biegu luzem. Jednocześnie sprawdza się temperatury elementów i poziom hałasu. Dopuszczalne natężenie hałasu przekładni zębatych przy różnych prędkościach obwodowych podano w tabeli 1.
Tabela. 1. Dopuszczalne natężenia hałasu przekładni zębatych
Prędkość obwodowa zębów kół zębatych m/s |
Natężenie dźwięku |
|
|
dB |
Ocena |
5 ÷ 6,5 |
80 ÷ 85 86 ÷ 90 91 ÷ 95 |
Bardzo dobra Dobra Dostateczna |
6,6 ÷ 8 |
85 ÷ 90 91 ÷ 95 96 ÷ 100 |
Bardzo dobra Dobra Dostateczna |
8,1 ÷ 9,5 |
90 ÷ 95 96 ÷ 100 101 ÷ 105 |
Bardzo dobra Dobra Dostateczna |
Badania hałasów przekładni zębatych w warunkach przemysłowych są o tyle trudne, że wyniki pomiarów zależą nie tylko od mocy akustycznej badanego objektu, ale także często od mocy akustycznej maszyn bezpośrednio sąsiadujących z przekładnią i od właściwości akustycznych hali. Stąd należy się liczyć z dużym rozrzutem wyników pomiarowych w zależności od miejsca przeprowadzanego pomiaru.
2. Przebieg ćwiczenia
2.1. Cel ćwiczenia
Celem ćwiczenia jest zapoznanie studentów z technologią połączeń przekładni zębatej. Dokonanie ustawienia wzajemnego położenia osi wałów na stanowisku modelowym korpusu, oraz wykonanie pomiarów związanych ze sprawdzeniem zazębienia.
2.2. Program realizacji ćwiczenia
Należy dokonać pomiarów niezbędnych do obliczenia odległości osi wałów kół wg wzoru 1;
Obliczyć minimalną odległość osi a;
Ustawić osie wałów równolegle zachowując obliczoną odległość a, wykorzystując do tego celu suwmiarkę oraz czujnik mikrometryczny;
Obliczyć luz międzyzębny wg wzoru:
lo=-(Δg1+Δg2)+2Δatgαw![]()
[4] (4)
gdzie: Δg1 i Δg2 - odchyłki rzeczywiste grubości zębów kół współpracujących,
Δa - odchyłka odległości osi od położenia teoretycznego,
αw - toczny kąt przyporu (roboczy kąt przyporu), który można obliczyć ze wzoru:
![]()
(5)
(6)
αo - nominalny kąt zarysu,
ar - rzeczywista odległość osi,
ao - zerowa odległość osi, obliczona ze wzoru:
![]()
(7)
lub stosując wzór uwzględniający korekcję:
lo=mcosα[(z1+z2)(invαw - invα) - 2tgα(x1+x2)] [3] (8)
gdzie: x1 i x2 - współczynniki korekcji;
![]()
(9)
Stosując metodę pomiaru pokazaną na rys. 8, dokonać pomiaru luzu międzyzębnego obracając koła o co trzeci ząb*. Uzyskane wyniki pomiarów zestawić w tabeli oraz sporządzić wykres obrazujący zmianę luzu międzyzębnego w funkcji obrotu kół lof(ϕ);
Sporządzić wykres zmian luzu międzyzębnego w funkcji wielkości odchyłek osi wałów od położenia nominalnego;
Stosując metodę pomiaru jak na rys.4. dokonać pomiaru bicia czołowego obu kół współpracujących;
Dokonać pomiaru wielkości i położenia śladów zazębienia stosując metodę opisaną we wprowadzeniu. Na podstawie uzyskanych wyników przeprowadzić analizę ustawienia przekładni;
Dokonać pomiaru bicia promieniowego;
Przedstawić wielkość luzu międzyzębnego w funkcji odchyłki odległości osi wałów;
Sformułować wnioski dotyczące dokładności przekładni.
Literatura
1. |
Bartosiewicz J.: Technologia dla mechanika obróbki skrawaniem. WSiP, Warszawa 1989 r. |
2. |
Feld M.: Technologia budowy maszyn. WN-PWN, Warszawa 1995 r. |
3. |
Klekot G.: Luz międzyzębny jako parametr stanu technicznego przekładni zębatej. Referaty naukowe XVII Sympozjum Podstaw Konstrukcji Maszyn, Lublin-Nałęczów 1995 r. |
4. |
Nowikow M.P.: Podstawy montażu maszyn i mechanizmów. WNT, Warszawa 1972 r. |
5. |
Ochęduszko K.: Koła zębate. WNT, Warszawa 1968 r. |
6. |
Puff T., Soltys W.: Podstawy technologii montażu maszyn i urządzeń . WNT, Warszawa 1980 r. |
7. |
Puff T.: Technologia budowy maszyn. PWN, Warszawa 1977 r. |
8. |
Richter E.: Montaż w budowie maszyn. WNT, Warszawa 1980 r. |
9. |
Wierzchoń S.: Technologia montażu. WU Politechniki Rzeszowskiej, Rzeszów 1987 r.. |
* Pomiar luzu należy przeprowadzać przy zablokowanej osi biernej - stosując zacisk śrubowy.
Katedra Podstaw Inżynierii Produkcji, Wydział Mechaniczny, Politechnika Lubelska
1
3
Laboratorium Technologii Montażu
Katedra Podstaw Inżynierii Produkcji Wydział Mechaniczny Politechnika Lubelska
6
14
Technologia montażu
d)
c)
b)
a)
Wyszukiwarka
Podobne podstrony:
Ćwiczenie nr 2 Połączenia czopowo-tulejowe, I,II, I, TWM, LAB, montaż
Ćwiczenie nr 1 Montaż selekcyjny, I,II, I, TWM, LAB, montaż
Proszki Tofil, I,II, I, TWM, LAB, wytwarzanie
Ćwiczenie nr 9, studia, Budownctwo, Semestr II, fizyka, Fizyka laborki, Fizyka - Labolatoria, Ćwicze
cwiczenie nr 10(1), Gruntoznawstwo, konspekty II
Cwiczenie nr 1 Ekologia i Ochrona Przyrody II rok OŚ
cwiczenie nr 5 wyniki, Gruntoznawstwo, konspekty II
Ćwiczenie nr 5, studia, Budownctwo, Semestr II, fizyka, Fizyka laborki, Fizyka - Labolatoria, Ćwicze
Cwiczeni nr 5, studia, Budownctwo, Semestr II, fizyka, Fizyka laborki, Fizyka - Labolatoria, MOJE CW
Protokół z ćwiczenia nr 3, Polibuda, II semestr, fizyka, FIZA, lab, Chemia laborki, 1sem.chemia.labo
Sprawozdanie z ćwiczenia nr 2(transformator), Studia, AAAASEMIII, 3. semestr, Elektrotechnika II, Pa
Nr ćwiczenia5 moje, Elektrotechnika AGH, Semestr II letni 2012-2013, Fizyka II - Laboratorium, labor
Ćwiczenie nr 35, studia, Budownctwo, Semestr II, fizyka, Fizyka laborki, Fizyka - Labolatoria, Ćwicz
cwiczenie nr 4, Gruntoznawstwo, konspekty II
Ćwiczenie nr 44, studia, Budownctwo, Semestr II, fizyka, Fizyka laborki, Fizyka - Labolatoria, Ćwicz
Sprawka Lab, Bomba Kalorymetryczna - spr, Ćwiczenie nr:
Ćwiczenie nr 50a, studia, Budownctwo, Semestr II, fizyka, Fizyka laborki, Fizyka - Labolatoria, Ćwic
Sprawozdanie ćwiczenie nr 14, Tż, Analiza żywności II, Sprawozdania
więcej podobnych podstron