Obraz0247
247
- stereometryczne i fizyczne właściwości warstwy wierzchniej po obróbce,
- właściwości użytkowe części obrobionych elektroerozyjnie,
- czas obróbki.
13.5.2.1. Wydajność obróbki
Jednym z podstawowych wskaźników wydajności obróbki elektroerozyjnej jest wydajność objętościowa Qv, określająca objętość wyerodowanego materiału w jednostce czasu maszynowego:
Qv =7“- (13-22)
hn
gdzie: VM - objętość wyerodowanego materiału w mm3, tnj - czas maszynowy obróbki w min.
Wskaźnik ten jest podawrany przez producentów obrabiarek jako wyznaczony doświadczalnie przy pełnym wykorzystaniu mocy i w najkorzystniejszych warunkach obróbki.
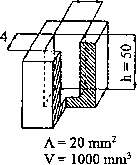
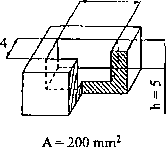
Wskaźnik objętościowy wydajności Qv nie precyzuje czasu maszynowego obróbki elektroerozyjnej. Czas maszynowy na wyerodowanie takiej samej objętości materiału zależy od stosunku głębokości drążonego otworu do jego powierzchni. Na rysunku 13.8 przedstawiono dwu otwory wydrążone w dwóch różnych częściach, o takiej samej objętości, lecz różnych powierzchniach drążenia. Czas maszynowy drążenia części przedstawionej na rys. 13.8a będzie znacznie dłuższy niż części przedstawionej na rys. 13.8b (ze względu na głębokość h).
a)
h)
Rys. 13.8. Zależność wyerodowanego materiału od powierzchni elektrody
50
V= 1000 mm3
Wydajność erozji odniesiona do mocy zużywanej do obróbki nazywa się wydajnością właściwą qv i może być określana ze wzoru:
(13.23)
gdzie: Ej - energia pojedynczego wyładowania w W-s, f - częstość wyładowań w kHz, Qv - wydajność objętościowa obróbki w mm3/s.
Wyszukiwarka
Podobne podstrony:
Obraz90�3 Ćwiczenie 2Ocena cech geometrycznych warstwy wierzchniej po różnych sposobach obróbkiI. Za
58 (117) oo uoroDKl powierzchniowe uzyskuje się właściwości warstwy wierzchniej lub powłoki niemożli
Obraz90�3 ĆWICZENIE 2Ocena cech geometrycznych warstwy wierzchniej po różnych sposobach obróbkiI. Za
Scan10014 2 511 523 530 530 13.1. Załamanie zahartowanej powierzchniowo warstwy wierzchniej po stron
Obraz0005 2 5 4.7. Kompleksowa charaktery styka warstwy wierzchniej przedmiotu po obróbce
skanuj0001 (93) i 5.1 Właściwości stcrcomctrjczne warstwy wierzchniej kształtowanie warstwy wierzchn
P2050826 I Rodzaje gruntów, ich fizyczne właściwości oraz stany 62 Ze wzoru (4.3)
skanuj0001 n 5.1 Właściwości stercometryczne warstwy wierarhnicj-kształtow<anie warstwy wierzchni
63 (14) /.2. Właściwości fizyczne materiałów budowlanych 63 Po = ~~-, kg/m3
4. STEREOMETRIA POWIERZCHNI OBROBIONEJ Jakość warstwy wierzchniej przedmiotu obrobionego charakteryz
więcej podobnych podstron