2tom019

Urządzenia spawalnicze
dr inż. Edward Dobaj (p. 2.1+2.4. p. 2.7) mgr inż. Stanisław Dziubiński (p. 2.5. p. 2.6)
2.1. Podstawowe definicje i kryteria podziału
Elektryczne urządzenia do spawania lukowego, przecinania lub spawania plazmowego, zgrzewania elektrycznego, spawania elektronowego oraz przecinania lub spawania laserowego służą do przemiany energii elektrycznej w skoncentrowany strumień energii cieplnej zdolny do miejscowego topienia spawanych, zgrzewanych lub przecinanych metali.
Podział urządzeń spawalniczych zależy od zastosowanej metody przemiany energii elektrycznej w energię cieplną, tj. poprzez luk spawalniczy, strumień plazmy, rezystancję styku zgrzewanych elementów, wiązkę elektronową oraz strumień laserowy. Można również dokonać podziału tych urządzeń ze względu na rodzaj prądu w obwodzie spawania lub zgrzewania oraz stopień zautomatyzowania procesu spawalniczego. Urządzenia do spawania lub napawania lukowego — strumień skoncentrowanej energii cieplnej uzyskuje się z tuku elektrycznego. Rozróżnia się urządzenia do spawania lub napawania łukowego:
— ręcznego elektrodami otulonymi;
— półautomatycznego lub automatycznego elektrodą topliwą w osłonach gazów ochronnych, tj.:
a) dwutlenku węgla (MAG — ang. Metal Actiue Gas),
b) argonu lub mieszanek argonu z dwutlenkiem węgla, tlenem i helem w różnych proporcjach i o różnym składzie (MIG — ang. Metal Inert Gas);
— automatycznego lukiem krytym (pod warstwą topnika);
— ręcznego lub automatycznego elektrodą nietopliwą (wolframową) w osłonie argonu (TIG — ang. Tungsten Inert Gas);
— półautomatycznego lub automatycznego drutem elektrodowym o rdzeniu proszkowym bez dodatkowej osłony gazów (samoosłonowym) lub z dodatkową osłoną. Urządzenia plazmowe do cięcia i spawania metali—energię cieplną o dużej koncentracji
uzyskuje się ze strumienia plazmy. Rozróżnia się urządzenia plazmowe do spawania, napawania, natryskiwania i cięcia metali.
Zgrzewarki rezystancyjne do metali—energię cieplną uzyskuje się z energii elektrycznej na zasadzie prawa Joule’a. Do tych urządzeń zalicza się zgrzewarki zwarciowe, iskrowe, punktowe, garbowe i liniowe prądu przemiennego lub prądu stałego.
Zgrzewarki mechaniczne do metali — energię cieplną uzyskuje się z energii elektrycznej pośrednio poprzez kinetyczną energię mechaniczną. Do tych urządzeń zalicza się zgrzewarki tarciowe oraz zgrzewarki ultradźwiękowe.
° Urządzenia spawalnicze elektronowe — energię cieplną o bardzo dużej koncentracji uzyskuje się w wyniku bombardowania przez rozpędzone elektrony, spawanych elementów.
Urządzenia laserowe do spawania i cipcia — energię cieplną uzyskuje się w wyniku działania strumienia laserowego na powierzchnie spawanych lub przecinanych elementów. Rozróżnia się urządzenia laserowe o strumieniu ciągłym (gazowe) oraz o strumieniu impulsowym.
2.2. Zasilacze luku spawalniczego
2.2.1. Źródła zasilania luku spawalniczego
Głównymi elementami elektrycznych obwodów spawalniczych są źródła zasilania luku spawalniczego. Ze względu na zastosowania można je podzielić na dwie grupy:
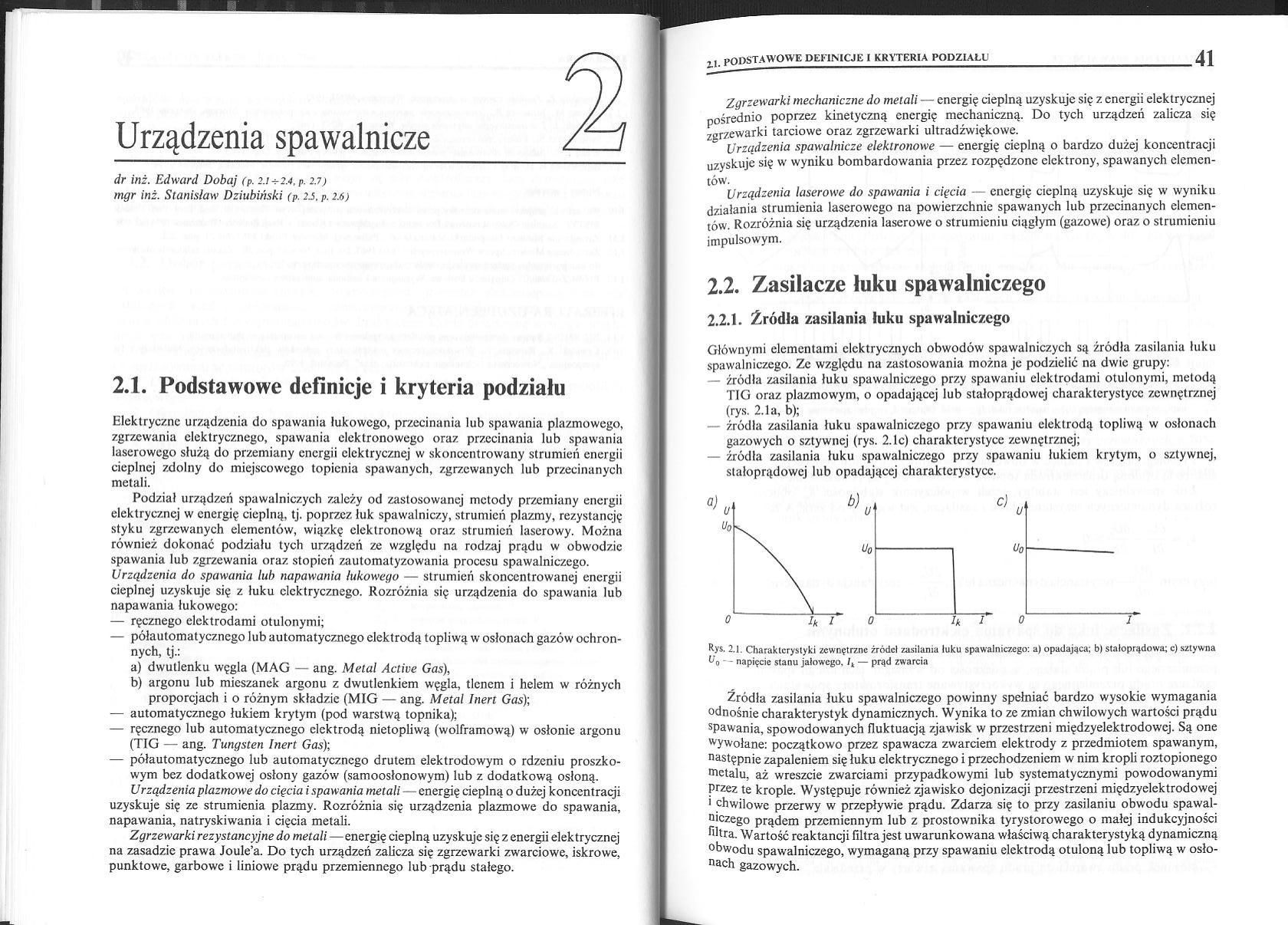
— źródła zasilania tuku spawalniczego przy spawaniu elektrodami otulonymi, metodą TIG oraz plazmowym, o opadającej lub stałoprądowej charakterystyce zewnętrznej
(rys. 2.la, b);
— źródła zasilania łuku spawalniczego przy spawaniu elektrodą topliwą w osłonach gazowych o sztywnej (rys. 2. lc) charakterystyce zewnętrznej;
— źródła zasilania łuku spawalniczego przy spawaniu lukiem krytym, o sztywnej, stałoprądowej lub opadającej charakterystyce.
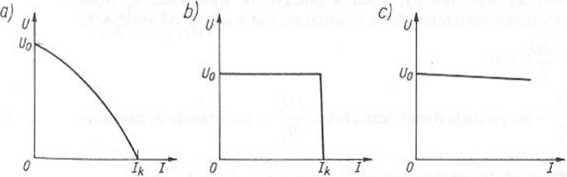
Rys. 2.1. Charakterystyki zewnętrzne żródci zasilania luku spawalniczego: a) opadająca; b) staloprądowa; c) sztywna t*o' - napięcie stanu jałowego, Ik — prąd zwarcia
Źródła zasilania łuku spawalniczego powinny spełniać bardzo wysokie wymagania odnośnie charakterystyk dynamicznych. Wynika to ze zmian chwilowych wartości prądu spawania, spowodowanych fluktuacją zjawisk w przestrzeni międzyelektrodowej. Są one wywołane: początkowo przez spawacza zwarciem elektrody z przedmiotem spawanym, następnie zapaleniem się łuku elektrycznego i przechodzeniem w nim kropli roztopionego metalu, aż wreszcie zwarciami przypadkowymi lub systematycznymi powodowanymi przez te krople. Występuje również zjawisko dejonizacji przestrzeni międzyelektrodowej 1 chwilowe przerwy w przepływie prądu. Zdarza się to przy zasilaniu obwodu spawalniczego prądem przemiennym lub z prostownika tyrystorowego o małej indukcyjności filtra. Wartość rcaktancji filtra jest uwarunkowana właściwą charakterystyką dynamiczną obwodu spawalniczego, wymaganą przy spawaniu elektrodą otuloną lub topliwą w osłonach gazowych.
Wyszukiwarka
Podobne podstrony:
2tom007 Urządzenia elektrostatyczne dr inż. Stanisław Bach <p. u, u, 1.4) prof. dr hab. inż. Kazi
Z ŻYCIA INSTYTUTU SPAWALNICTWA 5 Dr inż. Jolanta Matusiak - nasza Eko-Jubilatka 7 Instytut Spawalnic
Programowanie urządzeń mobilnych dr inż. Andrzej Grosser na podstawie wykładu dr inż. Juliusz Mikoda
BUDOWLE I ROBOTY ZIEMNE Opracowanie; Krzysztof Gradkowski, dr inż., Stanisław Żurawski, mgr inż I
Autorzy: mgr inż. Wanda Brześcińska dr inż. Stanisław Grodzicki mgr inż. Jacek
Z ŻYCIA INSTYTUTU SPAWALNICTWA 5 Dr inż. Jolanta Matusiak - nasza Eko-Jubilatka 7 Instytut Spawalnic
Recenzenci: dr hab. inż., Tomasz Nowakowski, prof. nadzw. dr inż. Stanisław Kwaśniowski Opracowanie
Level 3 Model Exam ZATWIERDZAM: Dyrektor Departamentu Nauki i Szkolnictwa Wojskowego dr inż. Stanisł
prof. dr inż. StanisławTRZETRZEWIŃSKI* 6.07.1901 ■5- 2.08.1964profesor Politechniki Gdańskiej,
więcej podobnych podstron