30030847
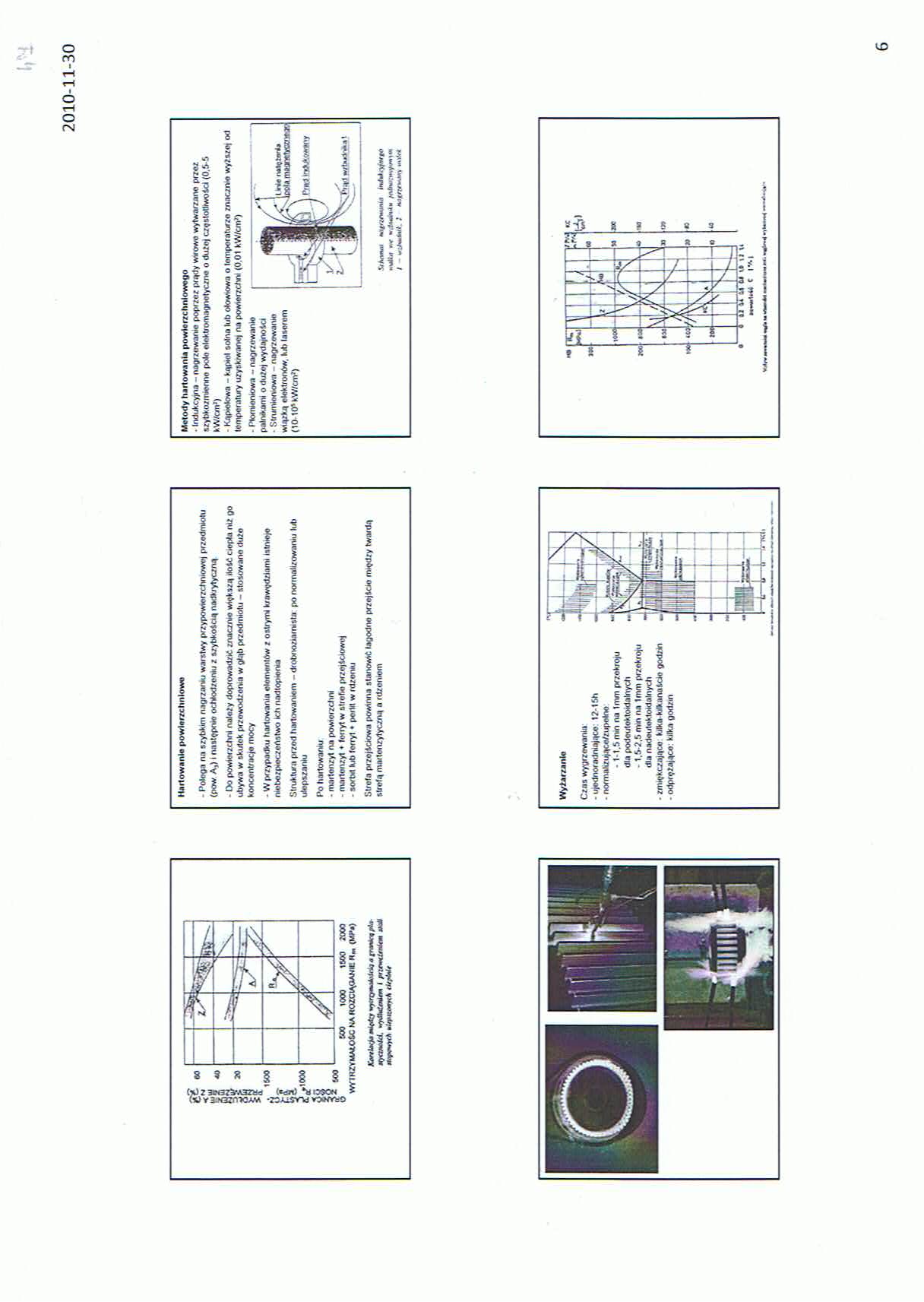
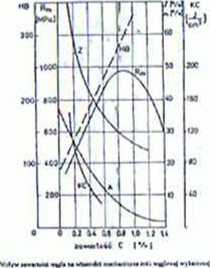
WYIHZYMAŁO&C NAKOZC^OANIC H„ (Mł*a)
Kt**lMj* mrynty^ktU-L] a [mMcępli
Kj<U*sld. myjUtiaOm I piir**Uni<n H*U turff^yih ulłpn6*y<h tUfitit
Hartowanie powierzchniowo
• Polega na szybkim nagrzaniu w.ii r.twy przypowierzchniowej przodmiolu (pow A,) I nnstępmo ochłodzeniu z szybkością nodkrytyc/nq
• Do powierzchni nałoży doprowadzić znacznie większą ilość ciepła niż go ubywa w skutek przewod/ontii w głąb przedmiotu - utorowano duZo koncentracie n>ocy
• W przypadku hartowania elomenlów z ostrymi krawędziami istmojo mobozpioczertntwo Ich nadtopienia
Struktura przód hartowaniem - drobnoziarnista po norrnail/owmun lub ulepszaniu
Po hartowaniu
• mnrtonzyt na powiorzcJint
- mnrtonz.yt ♦ ferryt w atrobo pr/ejlcrowoj
• sorbit kib ferryt ♦ porkt w rdzoniu
Strofa przojściowu powinna stanowić łagodno przojścio między twardą Strofy nunton/ytyczrui a rdzeniom
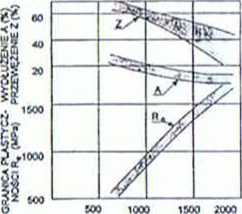
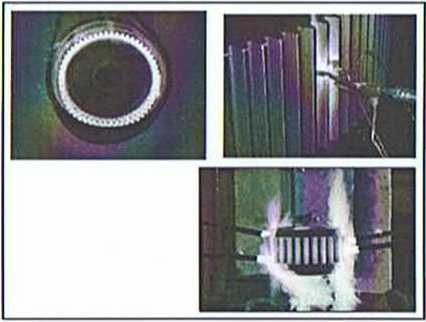
Metody hartowania powierzchniowego
• Indukcyjna - nagrzewanie poprzez prądy wirowo wytwarzano przez •.zybkoziniennn polo elektromagnetyczne o duZoj częstotliwości (O.S-6 kW/cmł)
- Kąpielowa - kmnol solno lub ołowiowa o lompor murzo znacznie wyższej od lomporatury uzysk rwanej na powierzchni (0,01 kW/cm*)
• Ptomloniowa - nagizow.inio palnikami o dużej wydajności
• Strumłonlown n ogrzewanie wiązką elektronów, lub latornm (10 10'kW/cm*)
T*r if«J w/Ir ot *1.»1
MWlZit •'< /(VllW-;*V,y.^*łM.
/ M LhmUlt. i *1 Hftt*r,tK\
£ II ml® natęi<vi*
tała mwiwtycojtw Pini tmWwwtn y
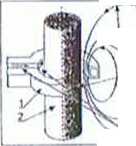
Wyżarzanie
Czas wygrzewania
- u/odnorodnlojąco 12-15h
• norma»izu^co/zu|>ołno
• 1-1,5 min na Imm przokroju dla po<loutokto«datnycfi -1.5-2,5 min na Imm przokroju dla nadoutoktordalnych
• zmiękczająco kilka-kilkanaście godzin
- odprężające kilka godzm

6
Wyszukiwarka
Podobne podstrony:
CCI20121130�02 2012-11-30 GRANICE SŁYSZALNOŚCI 20 Hz-20000 Hz 20 50 100 200 500 1000 2000 5000 10000
Kry** r**t-** *) " łWę HmftHMTU. P) f*o "**!’•Co 2010-11-30 6
i 2010-11-30 MATERIAŁOZNAWSTWOWykład 21 odzial i charakterystyki! materiałów•
2010-11-30 ul! l l l i l l l l l l l l l i. I I I I I III mmiii !: I 1 1 1 III 1 t I f * SI 1
2010-11-30 li i i 1 A » i ,i 11 }{f Ił 1! i * i i ii
2010-11-30 Wtryskiwanie Procot cykliczny. w którym materiał wyjAoowy w postna granulek. podany / poj
u,2010-11-30 W wyniku procosu wytłaczaniu możemy uzyskać następująco półfubiyknty •
2 )2010-11-30 W p(OjoktDw;uviu łftfynłottkim konłoc/no Jo*t polł>a:cn>o odpowiodnlogo matoitoł
2010-11-30 z I a i ]
*)2010-11-30 Omaao nic uopo Sk/ccjc wt
3>2010-11-30 SUlO Stoki otrzymojo t«j w procoaocb atolowi wc/ytli - obnl/onki C. Mn, SI. P.
2010-11-30 Pr/emlana maiton/ytyc/na - bo/dyfu/yjna. w wyniku któfoj otreymułomy nwfteiuyt Mołtoruyt
2010-11-30 Wykroty pr/ornMn austenitu pr/ochlod/onogo podc/aa chlod/onla ł/otonnlcznego I cląglogo
iTVN USA, czwartek. 20.05.2010. 20:30 iTVN USA. piątek. 21.05.2010. 11:35 Zbliżają się święta
iTVN USA, czwartek. 20.05.2010. 20:30 iTVN USA. piątek. 21.05.2010. 11:35 Zbliżają się święta
iTVN USA, czwartek. 20.05.2010. 20:30 iTVN USA. piątek. 21.05.2010. 11:35 Zbliżają się święta
P4092730 11-30 cn ML* ■ ratanQ#M)« MMMCym sę pidiry winioni ns aAomb O m 8 Mi ftri
więcej podobnych podstron