DSCN0420
pionowych. Noże A i B służą do cięcia blach i płaskowników. W suwaku umieszczone są również noże do cięcia prętów okrągłych lub sześciokątnych i kątowników C. Nac.sk wywiera się dźwignią D, która ma zmienny punkt podparcia za pomocą dwóch wycinków kół zębatych. Suwak jest napędzany od dźwigni D za pośrednictwem pary dźwigni E i kamienia.
Specjalny zderzak Z podtrzymuje ęiętą blachę, aby nie prze-ginała się i nie ulegała wciąganiu między noże. Nożyce tego typu mają różną wielkość oraz konstrukcję i są zamocowane śrubami na stole lub na belkach.
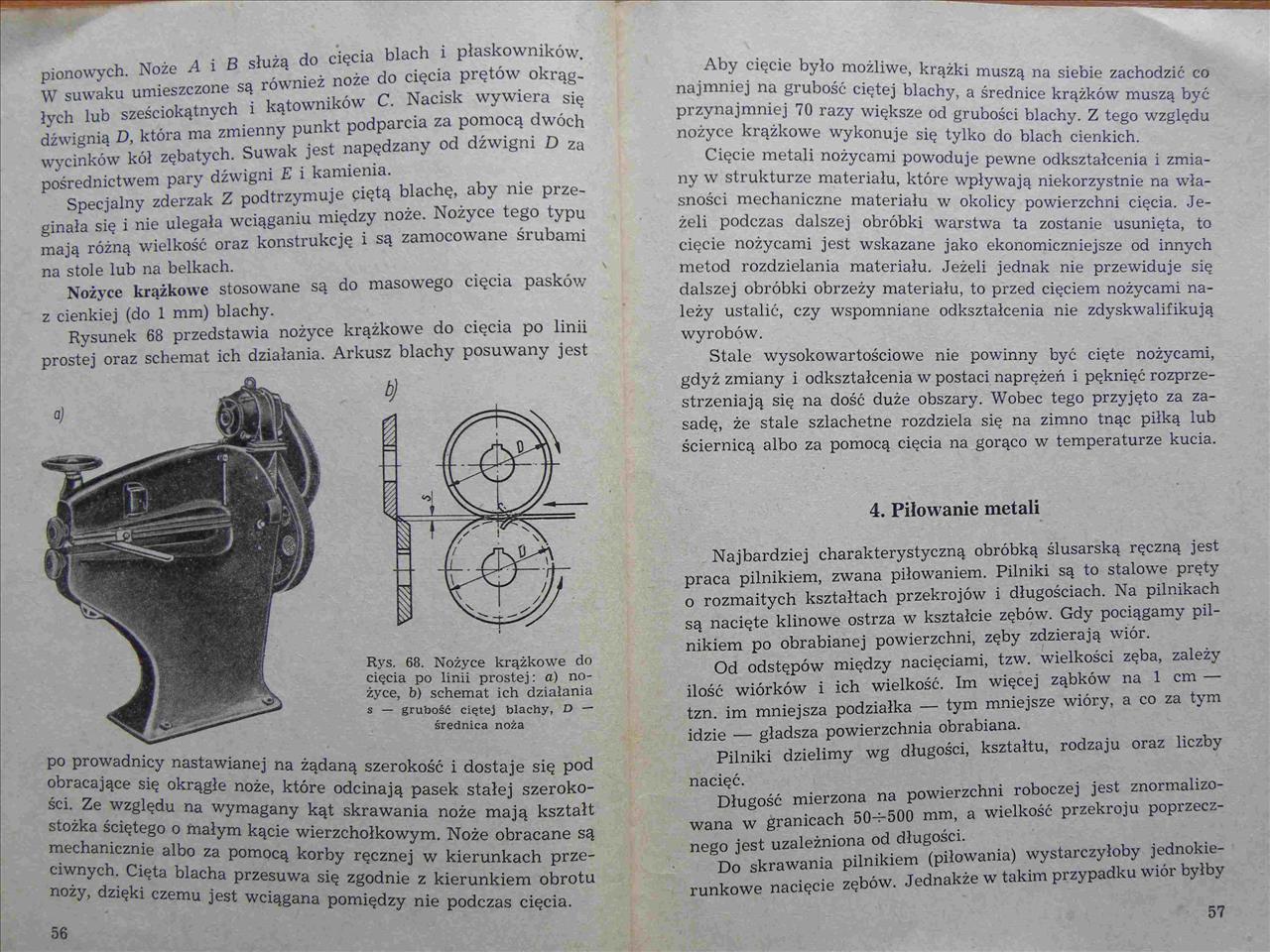
Nożyce krążkowe stosowane są do masowego cięcia pasków z cienkiej (do 1 mm) blachy.
Rysunek 68 przedstawia nożyce krążkowe do cięcia po linii prostej oraz schemat ich działania. Arkusz blachy posuwany jest

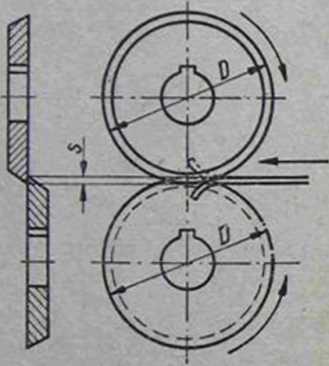
Rys. 68. Nożyce krążkowe do cięcia po linii prostej: a) nożyce, b) schemat ich działania s — grubość ciętej blachy, D — średnica noża
PO prowadnicy nastawianej na żądaną szerokość i dostaje się poo
śctTeT n°Że> które odcina^ Pasek stałej szeroko-
stożk i!? ^ rymagany kąt skrawar>ia noże mają kształt
mechanicznie'albo^za^TOm^ca ^ZChołkowym- Noże ogacane s£
ciwmrch Pipto ui , P Cą korhy ręcznej w kierunkach prze-
noży dzięki cy •3 przesuwa si^ zgodnie z kierunkiem obrotu noży, dz.ęk. czemu jest wciągana pomiędzy nie podczas cięcia.
Aby cięcie było możliwe, krążki muszą na siebie zachodzić co najmniej na grubość ciętej blachy, a średnice krążków muszą być przynajmniej 70 razy większe od grubości blachy. Z tego względu nożyce krążkowe wykonuje się tylko do blach cienkich.
Cięcie metali nożycami powoduje pewne odkształcenia i zmiany w strukturze materiału, które wpływają niekorzystnie na własności mechaniczne materiału w okolicy powierzchni cięcia. Jeżeli podczas dalszej obróbki warstwa ta zostanie usunięta, to cięcie nożycami jest wskazane jako ekonomiczniejsze od innych metod rozdzielania materiału. Jeżeli jednak nie przewiduje się dalszej obróbki obrzeży materiału, to przed cięciem nożycami należy ustalić, czy wspomniane odkształcenia nie zdyskwalifikują wyrobów.
Stale wysokowartościowe nie powinny być cięte nożycami, gdyż zmiany i odkształcenia w' postaci naprężeń i pęknięć rozprzestrzeniają się na dość duże obszary. Wobec tego przyjęto za zasadę, że stale szlachetne rozdziela się na zimno tnąc piłką lub ściernicą albo za pomocą cięcia na gorąco w temperaturze kucia.
4. Piłowanie metali
Najbardziej charakterystyczną obróbką ślusarską ręczną jest praca pilnikiem, zwana piłowaniem. Pilniki są to stalowe pręty o rozmaitych kształtach przekrojów i długościach. Na pilnikach są nacięte klinowe ostrza w kształcie zębów. Gdy pociągamy pilnikiem po obrabianej powierzchni, zęby zdzierają wiór.
Od odstępów między nacięciami, tzw. wielkości zęba, zależy ilość wiórków i ich wielkość. Im więcej ząbków na 1 cm — tzn. im mniejsza podzialka - tym mniejsze wióry, a co za tym idzie — gładsza powierzchnia obrabiana.
Pilniki dzielimy wg długości, kształtu, rodzaju oraz liczby
naCDługość mierzona na powierzchni roboczej jest znormalizowana w granicach 50-f-500 mm, a wielkość przekroju poprzecznego iest uzależniona od długości.
Do skrawania pilnikiem (piłowania) wystarczyłoby Jednokierunkowe nacięcie zębów. Jednakże w takim przypadku w,or byłby
57
Wyszukiwarka
Podobne podstrony:
IMG2132 OdrujBfły prostowania". t • służą do uzyskania I utrzymania pozycji pionował • sta
65490 Str 7 Stężenia słupów Stężenia pionowe rozmieszczone między słupami służą do przeniesienia sił
DSCN0419 środu (rys. 64). Podczas cięcia piłą szybkobieżną konieczne jest chłodzenie cieczami. Do pi
DSCN0461 ~ • won. c* noże podobne do noży tokarskich Do strugania używane są noże
skrypt015 (3) 28 Laboratorium Pods taw Elektrotechniki 1 4.1. Oporniki Oporniki służą do regulacji p
Zdjęcie0431 Pompy ciepła Pompy ciepła służą do odzysku ciepła ze źródeł niskoenergetycznych Pompa ci
więcej podobnych podstron