PIC00628

4.3.2. Sposób doprowadzenia dcpla do tl*ru
l miękkie wykopuje się lutownicą / końcówką miedziana Służy ona da
r. .-,.tHcoL» lutu i jego pr/cmeMcnu do miejsca lutowania Lutownice (rys. 4.1) moją w bez »liar)r źródła ciepła, benzynowe, gazowe nagrzewane wbudow*.
a> W
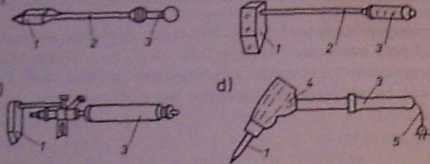
f 4.1. Latmńaee a. b) zwykle, c) benzynowa, d) elektryczna / — i « Ł. *edz»ae (gratŁ 2 — PH«. 3 — rtkojelL * — ipinla grzejna. 5 — przewód dekiryezay
n.m palnikami albo elektryczne z wbudowaną spiralą. Końcówkę lutownicy zwykfcj nagrzewać można w ognisku kowalskim lub palnikiem gazowym; co jakiś on należy ją opiłować, aby usunąć osadzone zanieczyszczenia.
Do lutowania twardego nic stosuje się lutownic, a nagrzewanie odbywać się może
— palnikiem acetyknowo-łknowym — w produkcji jednostkowej, naprawach; jest to proces mało wydajny;
— w piecach o atmosferze ochronnej; proces bardzo wydajny;
— za pomocą ogrzewania oporowego lub indukcyjnego; proces bardzo wydajny,
— | kąpieli roztopionego lutu — proces mało ekonomiczny, ak stosowany w produkcji seryjnej do małych części lotniczych, samochodowych i elektrycznych;
— w kąpieli solnej (NaCl lub BaClj. do której zanurza się na 2 -r 3 minuty cak przedmioty z lutem umieszczonym w miejscu przyszłego złącza.
Lutospawanic, które jest w zasadzie lutowaniem lutem twardym, jest podobne do spawania; nagrzewania dokonuje się lukiem elektrycznym lub palnikiem gazowym, jednak bez nadtopienia metali łączonych. Elektrody lub drut spawalniczy tą wykonywane najczęściej z mosiądzu lub brązu z różnymi dodatkami stopowymi. Spoiny mogą być czołowe w kształcie litery V. X lub pachwinowe. Lutospawanic stosuje się do łączenia metali żk spawalnych, takich jak żeliwo, brązy, stale wysokowęgknte, w celu uniknięcia odkształceń i naprężeń spawalniczych, np. przy naprawie pękniętych odlewów żeliwnych lub przy łączeniach blachy ocynkowanej w celu uniknięcia zniszczenia powłoki ochronnej. Po zukosowaniu krawędzi materiału łączonego należy je oczyścić, a następnie pokryć cienką warstwą lutu (pobielić). Dopiero po wykonaniu łych czynności można przystąpić do stopniowego wypełniania rowka lutem. Złącza lutospawane należy wolno ochładzać.
AA. KjatatumwiU połącz** Mewtaycfc
4.4.1. Kanady rysewwałs I nuni* *■*•"»• fcnwwanycfc
Hotąe/enia lutowane rysuje wę » sposób aproczszcmy *i PN-fcl W4UM, p*/y czym stosuje się jeden stopień uproszc/ettu Miejsce połąotstts otmoj k rat bardzo gruba (rys 4 2a) lub prześwitem — gdy elementy ctenkościenot tą /w ■><>« (rys. 4.2b). Do miejsca połączenia doprowadza się linię odniesienia i wpwwjs nad agą

Rys. 4.2. Rysowanie i oznaczanie połąc/eri lutowanych wg C'*-k1 ■ * ..... . » lekkiej
rodzaj spoiwa albo numer punktu W wymaganiach uschnicznycb. » których podano te dane, a na linii odniesienia lub nad nią umieszcza «ę znak graficzny tarmama. rysowany linią grubą. Jeśli połączenie ma być wykonane na całym obwodzie, uk jak na rys. 4.2c, to na załamaniu linii odniesienia rysuje ńę okręg o średnicy 3 - 5 mm. jeśli zaś ma być wykonane na określonej części obwodu lub powierzchni, to aałeiy je zaznaczyć jak na rys. 4.2d.
4.4.2. Konstrukcja połączę* hnswawyeh
Konstrukcja połączeń lutowanych powinna być taka, aby łączone powierzchne były możliwie duże i dopasowane do siebie z zachowaniem właściwej saatłnj, gdyż lutowie dostaje się do złącza dzięki zjawisku wioskowatpfcL Optymalną grubość
c) M V/7/,m ■ -
Rys. 4 3.1'rzedil*wicnie połączeń lutowanych z Mach a)cienkich /zkUJkuwe. t oAauamm. sntMkrai jednostronne, b) grubych; zakładkowe przestawne, z nkladką (ubtoaą. c) Dcokfcj i grobu oUsdt wt
wpuuczanc
Wyszukiwarka
Podobne podstrony:
Doprowadzanie oleju do strefy tarcia Sposób doprowadzenia oleju do strefy tarcia powinien gwarantowa
trela0003 Vc-R h,l-2s qd h-h* h - U (153) Doprowadzenie ciepła do czynnika w siłowni parowej odbywa
074 (14) 74 6.5.3. Sposób doprowadzenia napięcia Wszystkie zaciski badanego obiektu, do których ma z
Przymus bezpośredni Definicja znajduje się w art. 148 §1 ustawy; wyróżniamy 2 sposoby doprowadzeiua
074 (14) 74 6.5.3. Sposób doprowadzenia napięcia Wszystkie zaciski badanego obiektu, do których na z
Przymus bezpośredni Definicja znajduje się w art. 148 §1 ustawy; wyróżniamy 2 sposoby doprowadzenia
30244 OMiUP t1 Gorski 5 W zależności od sposobu doprowadzania zasysanej cieczy do wirnika pompy rozr
skanuj0051 (26) Mozdział 14. Wybrane zaburzenia endokrynologiczne 409 objawów, lecz mogą doprowadzić
Image121 00 ... O i 11 ... 1 (rys. 4.66). Wybór sposobu wprowadzania informacji do rejestru lub jej
więcej podobnych podstron